Складений прокатний валок
Номер патенту: 15274
Опубліковано: 15.06.2006
Автори: Шрайдер Артур Вікторович, Бобух Іван Олексійович, Пушков Валерій Васильович, Омельяненко Микола Іванович, Бобух Олексій Іванович, Матула Олексій Андрійович, Волошин Олексій Іванович

Формула / Реферат
1. Складений прокатний валок, що містить бандаж, гільзу та вісь, сполучені між собою посадкою з натягом, який відрізняється тим, що вісь виконана з двох симетричних відносно середини бандажа та гільзи півосей, цапфи яких виготовлені з донних частин зливків, а півосі з'єднані між собою за допомогою стержня, на який кожна з півосей насаджена по посадці з натягом.
2. Складений прокатний валок за п. 1, який відрізняється тим, що стержень має розвантажувальну канавку в місцях стику півосей глибиною 1...2 мм.
3. Складений прокатний валок за п. 1, який відрізняється тим, що внутрішня посадочна поверхня кожної півосі закінчується тороподібною розвантажувальною поверхнею з радіусом r=(0,12...0,15)d1,
де d1 - діаметр посадочної поверхні стержня.
4. Складений прокатний валок за п. 1, який відрізняється тим, що відношення діаметра посадочної поверхні стрижня d1 до внутрішнього діаметра посадочної поверхні гільзи d знаходиться в межах d1/d=0,75...0,85.
Текст
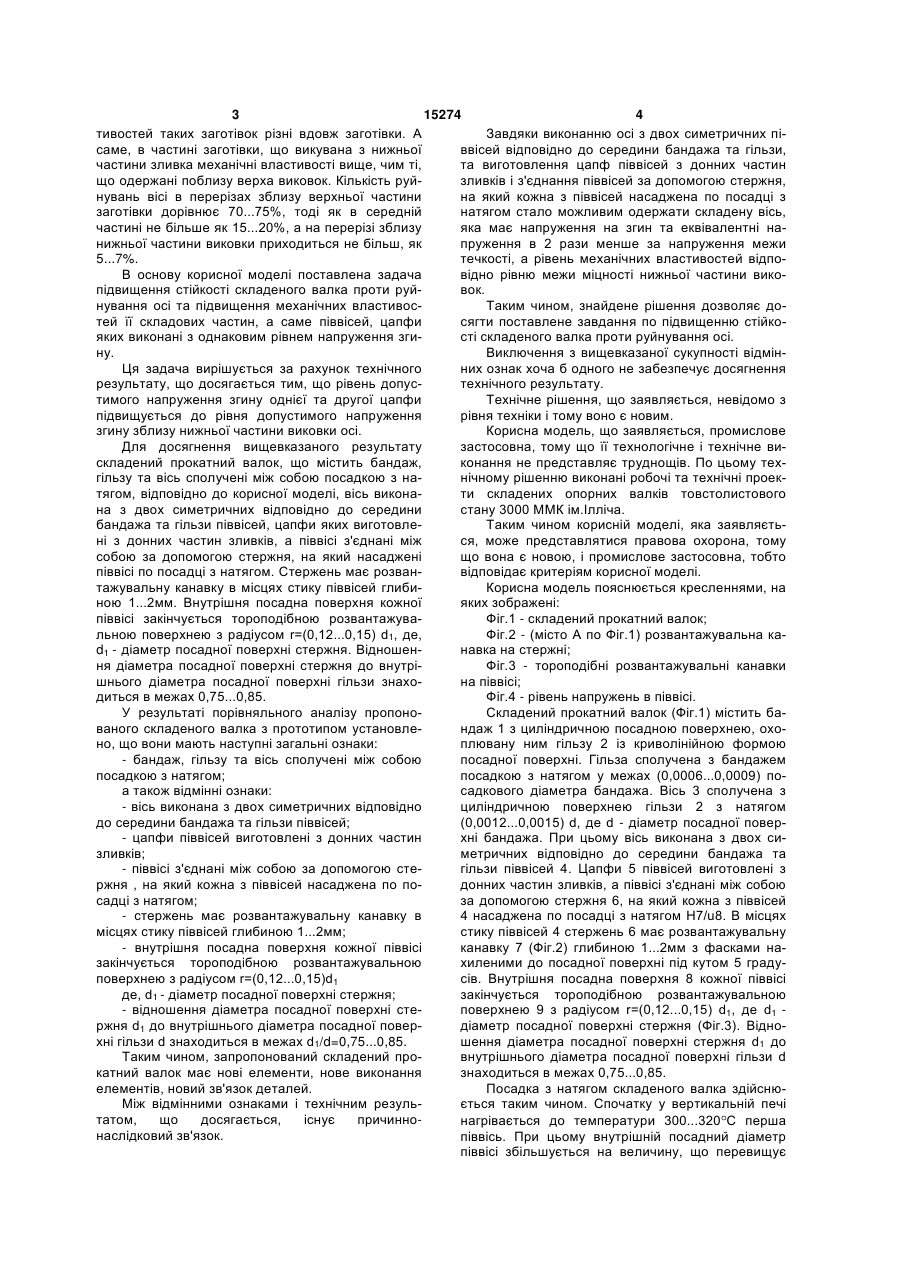
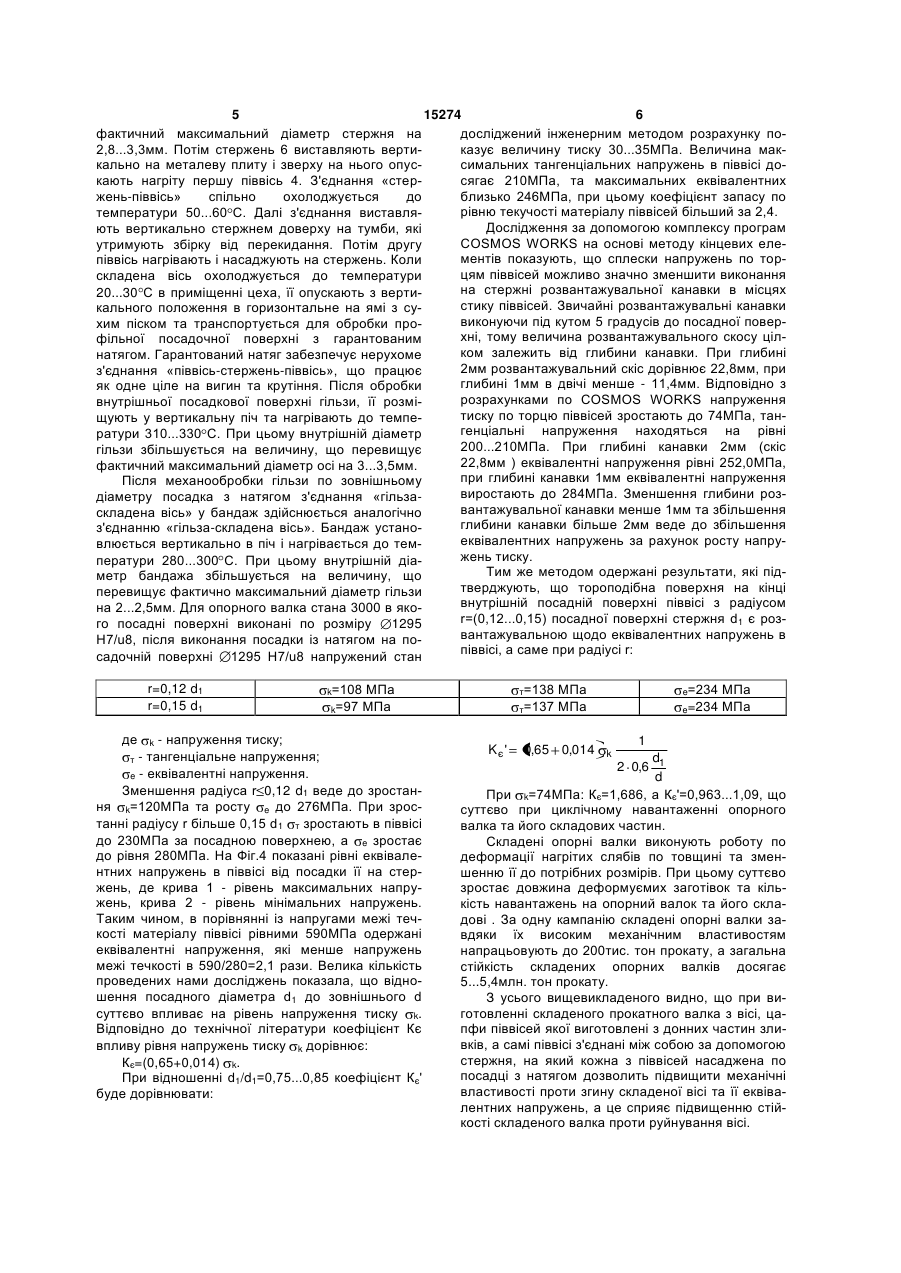
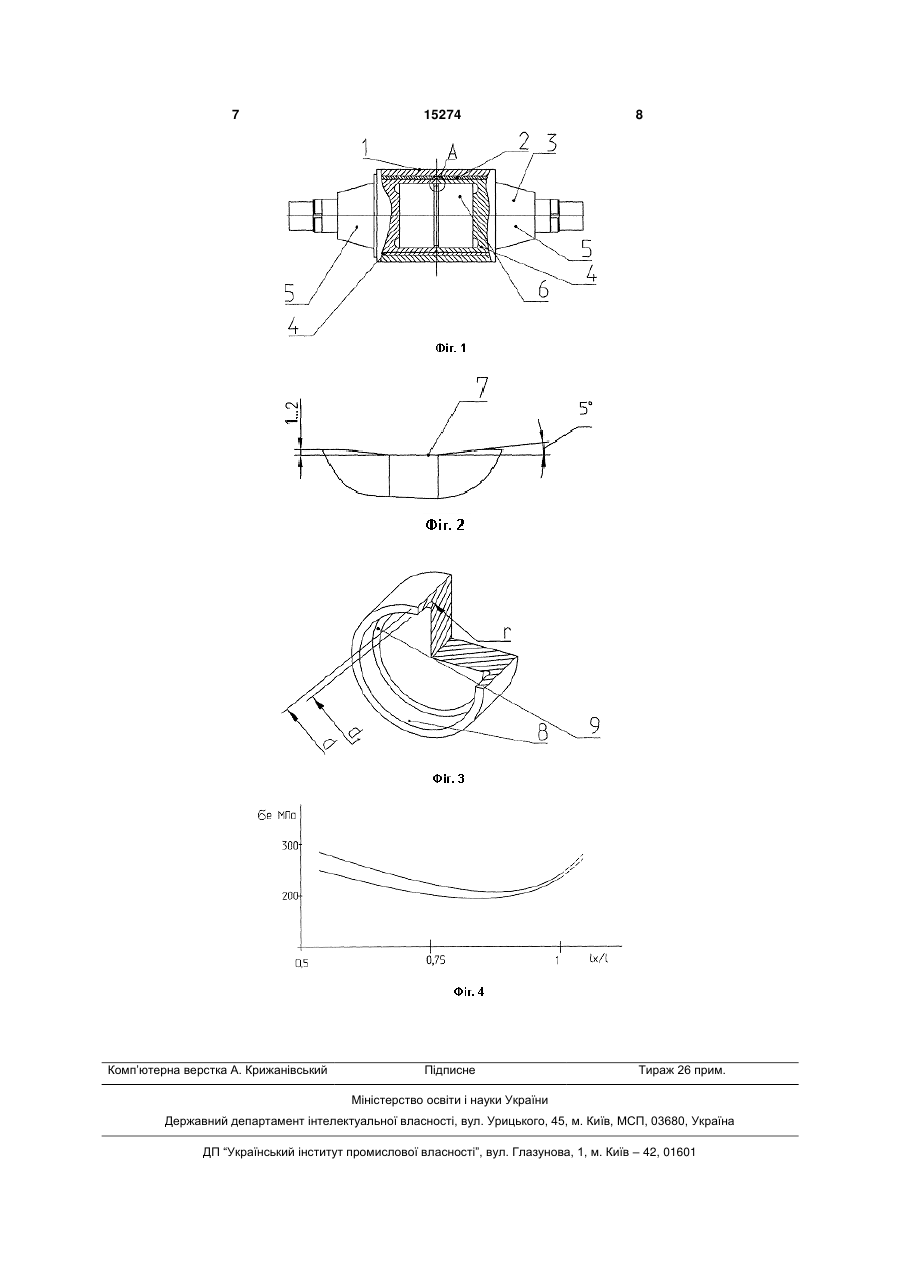
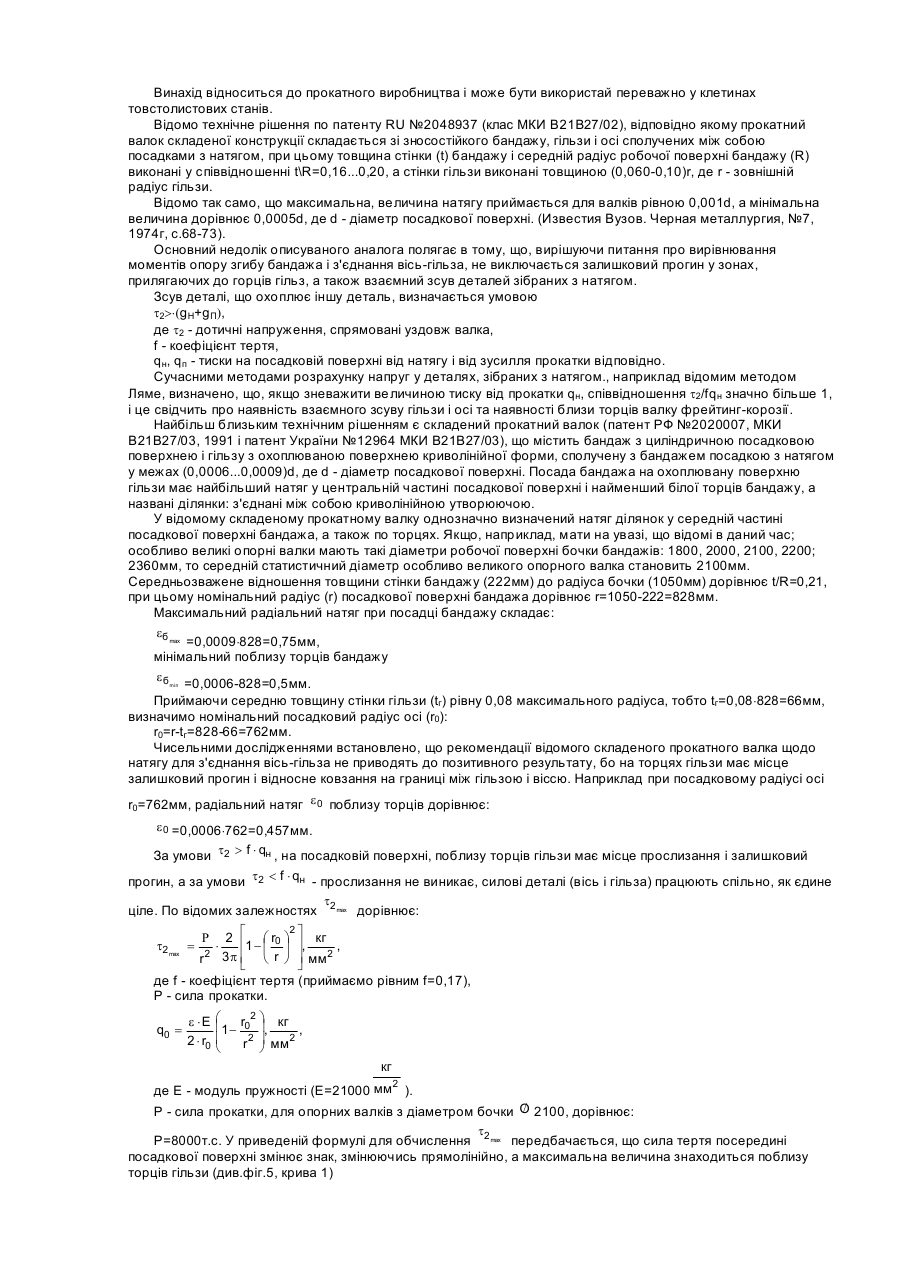
1. Складений прокатний валок, що містить бандаж, гільзу та вісь, сполучені між собою посадкою з натягом, який відрізняється тим, що вісь виконана з двох симетричних відносно середини бандажа та гільзи півосей, цапфи яких виготовлені 3 15274 4 тивостей таких заготівок різні вдовж заготівки. А Завдяки виконанню осі з двох симетричних пісаме, в частині заготівки, що викувана з нижньої ввісей відповідно до середини бандажа та гільзи, частини зливка механічні властивості вище, чим ті, та виготовлення цапф піввісей з донних частин що одержані поблизу верха виковок. Кількість руйзливків і з'єднання піввісей за допомогою стержня, нувань вісі в перерізах зблизу верхньої частини на який кожна з піввісей насаджена по посадці з заготівки дорівнює 70...75%, тоді як в середній натягом стало можливим одержати складену вісь, частині не більше як 15...20%, а на перерізі зблизу яка має напруження на згин та еквівалентні нанижньої частини виковки приходиться не більш, як пруження в 2 рази менше за напруження межи 5...7%. течкості, а рівень механічних властивостей відпоВ основу корисної моделі поставлена задача відно рівню межи міцності нижньої частини викопідвищення стійкості складеного валка проти руйвок. нування осі та підвищення механічних властивосТаким чином, знайдене рішення дозволяє дотей її складових частин, а саме піввісей, цапфи сягти поставлене завдання по підвищенню стійкояких виконані з однаковим рівнем напруження згисті складеного валка проти руйнування осі. ну. Виключення з вищевказаної сукупності відмінЦя задача вирішується за рахунок технічного них ознак хоча б одного не забезпечує досягнення результату, що досягається тим, що рівень допустехнічного результату. тимого напруження згину однієї та другої цапфи Технічне рішення, що заявляється, невідомо з підвищується до рівня допустимого напруження рівня техніки і тому воно є новим. згину зблизу нижньої частини виковки осі. Корисна модель, що заявляється, промислове Для досягнення вищевказаного результату застосовна, тому що її технологічне і технічне вискладений прокатний валок, що містить бандаж, конання не представляє труднощів. По цьому техгільзу та вісь сполучені між собою посадкою з нанічному рішенню виконані робочі та технічні проектягом, відповідно до корисної моделі, вісь виконати складених опорних валків товстолистового на з двох симетричних відповідно до середини стану 3000 ММК ім.Ілліча. бандажа та гільзи піввісей, цапфи яких виготовлеТаким чином корисній моделі, яка заявляєтьні з донних частин зливків, а піввісі з'єднані між ся, може представлятися правова охорона, тому собою за допомогою стержня, на який насаджені що вона є новою, і промислове застосовна, тобто піввісі по посадці з натягом. Стержень має розванвідповідає критеріям корисної моделі. тажувальну канавку в місцях стику піввісей глибиКорисна модель пояснюється кресленнями, на ною 1...2мм. Внутрішня посадна поверхня кожної яких зображені: піввісі закінчується тороподібною розвантажуваФіг.1 - складений прокатний валок; льною поверхнею з радіусом r=(0,12...0,15) d1, де, Фіг.2 - (місто А по Фіг.1) розвантажувальна каd1 - діаметр посадної поверхні стержня. Відношеннавка на стержні; ня діаметра посадної поверхні стержня до внутріФіг.3 - тороподібні розвантажувальні канавки шнього діаметра посадної поверхні гільзи знахона піввісі; диться в межах 0,75...0,85. Фіг.4 - рівень напружень в піввісі. У результаті порівняльного аналізу пропоноСкладений прокатний валок (Фіг.1) містить баваного складеного валка з прототипом установлендаж 1 з циліндричною посадною поверхнею, охоно, що вони мають наступні загальні ознаки: плювану ним гільзу 2 із криволінійною формою - бандаж, гільзу та вісь сполучені між собою посадної поверхні. Гільза сполучена з бандажем посадкою з натягом; посадкою з натягом у межах (0,0006...0,0009) поа також відмінні ознаки: садкового діаметра бандажа. Вісь 3 сполучена з - вісь виконана з двох симетричних відповідно циліндричною поверхнею гільзи 2 з натягом до середини бандажа та гільзи піввісей; (0,0012...0,0015) d, де d - діаметр посадної повер- цапфи піввісей виготовлені з донних частин хні бандажа. При цьому вісь виконана з двох сизливків; метричних відповідно до середини бандажа та - піввісі з'єднані між собою за допомогою стегільзи піввісей 4. Цапфи 5 піввісей виготовлені з ржня , на який кожна з піввісей насаджена по подонних частин зливків, а піввісі з'єднані між собою садці з натягом; за допомогою стержня 6, на який кожна з піввісей - стержень має розвантажувальну канавку в 4 насаджена по посадці з натягом Н7/u8. В місцях місцях стику піввісей глибиною 1...2мм; стику піввісей 4 стержень 6 має розвантажувальну - внутрішня посадна поверхня кожної піввісі канавку 7 (Фіг.2) глибиною 1...2мм з фасками назакінчується тороподібною розвантажувальною хиленими до посадної поверхні під кутом 5 градуповерхнею з радіусом r=(0,12...0,15)d1 сів. Внутрішня посадна поверхня 8 кожної піввісі де, d1 - діаметр посадної поверхні стержня; закінчується тороподібною розвантажувальною - відношення діаметра посадної поверхні степоверхнею 9 з радіусом r=(0,12...0,15) d1, де d1 ржня d1 до внутрішнього діаметра посадної повердіаметр посадної поверхні стержня (Фіг.3). Віднохні гільзи d знаходиться в межах d1/d=0,75...0,85. шення діаметра посадної поверхні стержня d1 до Таким чином, запропонований складений провнутрішнього діаметра посадної поверхні гільзи d катний валок має нові елементи, нове виконання знаходиться в межах 0,75...0,85. елементів, новий зв'язок деталей. Посадка з натягом складеного валка здійснюМіж відмінними ознаками і технічним резульється таким чином. Спочатку у вертикальній печі татом, що досягається, існує причиннонагрівається до температури 300...320 С перша наслідковий зв'язок. піввісь. При цьому внутрішній посадний діаметр піввісі збільшується на величину, що перевищує 5 15274 6 фактичний максимальний діаметр стержня на досліджений інженерним методом розрахунку по2,8...3,3мм. Потім стержень 6 виставляють вертиказує величину тиску 30...35МПа. Величина маккально на металеву плиту і зверху на нього опуссимальних тангенціальних напружень в піввісі докають нагріту першу піввісь 4. З'єднання «стерсягає 210МПа, та максимальних еквівалентних жень-піввісь» спільно охолоджується до близько 246МПа, при цьому коефіцієнт запасу по рівню текучості матеріалу піввісей більший за 2,4. температури 50...60 С. Далі з'єднання виставляДослідження за допомогою комплексу програм ють вертикально стержнем доверху на тумби, які COSMOS WORKS на основі методу кінцевих елеутримують збірку від перекидання. Потім другу ментів показують, що сплески напружень по торпіввісь нагрівають і насаджують на стержень. Коли цям піввісей можливо значно зменшити виконання складена вісь охолоджується до температури на стержні розвантажувальної канавки в місцях 20...30 С в приміщенні цеха, її опускають з вертистику піввісей. Звичайні розвантажувальні канавки кального положення в горизонтальне на ямі з сувиконуючи під кутом 5 градусів до посадної поверхим піском та транспортується для обробки прохні, тому величина розвантажувального скосу цілфільної посадочної поверхні з гарантованим ком залежить від глибини канавки. При глибині натягом. Гарантований натяг забезпечує нерухоме 2мм розвантажувальний скіс дорівнює 22,8мм, при з'єднання «піввісь-стержень-піввісь», що працює глибині 1мм в двічі менше - 11,4мм. Відповідно з як одне ціле на вигин та крутіння. Після обробки розрахунками по COSMOS WORKS напруження внутрішньої посадкової поверхні гільзи, її розмітиску по торцю піввісей зростають до 74МПа, танщують у вертикальну піч та нагрівають до темпегенціальні напруження находяться на рівні ратури 310...330 С. При цьому внутрішній діаметр 200...210МПа. При глибині канавки 2мм (скіс гільзи збільшується на величину, що перевищує 22,8мм ) еквівалентні напруження рівні 252,0МПа, фактичний максимальний діаметр осі на 3...3,5мм. при глибині канавки 1мм еквівалентні напруження Після механообробки гільзи по зовнішньому виростають до 284МПа. Зменшення глибини роздіаметру посадка з натягом з'єднання «гільзавантажувальної канавки менше 1мм та збільшення складена вісь» у бандаж здійснюється аналогічно глибини канавки більше 2мм веде до збільшення з'єднанню «гільза-складена вісь». Бандаж устаноеквівалентних напружень за рахунок росту напрувлюється вертикально в піч і нагрівається до темжень тиску. ператури 280...300 С. При цьому внутрішній діаТим же методом одержані результати, які підметр бандажа збільшується на величину, що тверджують, що тороподібна поверхня на кінці перевищує фактично максимальний діаметр гільзи внутрішній посадній поверхні піввісі з радіусом на 2...2,5мм. Для опорного валка стана 3000 в якоr=(0,12...0,15) посадної поверхні стержня d1 є розго посадні поверхні виконані по розміру 1295 вантажувальною щодо еквівалентних напружень в H7/u8, після виконання посадки із натягом на попіввісі, а саме при радіусі r: садочній поверхні 1295 H7/u8 напружений стан r=0,12 d1 r=0,15 d1 де k=108 k=97 МПа МПа k - напруження тиску; - тангенціальне напруження; e - еквівалентні напруження. Зменшення радіуса r 0,12 d1 веде до зростання k=120МПа та росту e до 276МПа. При зростанні радіусу r більше 0,15 d1 т зростають в піввісі до 230МПа за посадною поверхнею, а e зростає до рівня 280МПа. На Фіг.4 показані рівні еквівалентних напружень в піввісі від посадки її на стержень, де крива 1 - рівень максимальних напружень, крива 2 - рівень мінімальних напружень. Таким чином, в порівнянні із напругами межі течкості матеріалу піввісі рівними 590МПа одержані еквівалентні напруження, які менше напружень межі течкості в 590/280=2,1 рази. Велика кількість проведених нами досліджень показала, що відношення посадного діаметра d1 до зовнішнього d суттєво впливає на рівень напруження тиску k. Відповідно до технічної літератури коефіцієнт Кє впливу рівня напружень тиску k дорівнює: Кє=(0,65+0,014) k. При відношенні d1/d1=0,75...0,85 коефіцієнт Кє' буде дорівнювати: т т=138 т=137 Kє ' МПа МПа 0,65 0,014 e=234 e=234 МПа МПа 1 k d1 d При k=74МПа: Кє=1,686, а Кє'=0,963...1,09, що суттєво при циклічному навантаженні опорного валка та його складових частин. Складені опорні валки виконують роботу по деформації нагрітих слябів по товщині та зменшенню її до потрібних розмірів. При цьому суттєво зростає довжина деформуємих заготівок та кількість навантажень на опорний валок та його складові . За одну кампанію складені опорні валки завдяки їх високим механічним властивостям напрацьовують до 200тис. тон прокату, а загальна стійкість складених опорних валків досягає 5...5,4млн. тон прокату. З усього вищевикладеного видно, що при виготовленні складеного прокатного валка з вісі, цапфи піввісей якої виготовлені з донних частин зливків, а самі піввісі з'єднані між собою за допомогою стержня, на який кожна з піввісей насаджена по посадці з натягом дозволить підвищити механічні властивості проти згину складеної вісі та її еквівалентних напружень, а це сприяє підвищенню стійкості складеного валка проти руйнування вісі. 2 0,6 7 Комп’ютерна верстка А. Крижанівський 15274 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBuilt-up forming roll
Автори англійськоюBobukh Ivan Oleksiiovych, Bobukh Oleksii Ivanovych, Voloshyn Oleksii Ivanovych, Shraider Artur Viktorovych, Pushkov Valerii Vasyliovych, Matula Oleksii Andriovych
Назва патенту російськоюСоставной прокатный валок
Автори російськоюБобух Иван Алексеевич, Бобух Алексей Иванович, Волошин Алексей Иванович, Шрайдер Артур Викторович, Пушков Валерий Васильевич, Матула Алексей Андреевич
МПК / Мітки
МПК: B21B 27/03
Мітки: валок, прокатній, складений
Код посилання
<a href="https://ua.patents.su/4-15274-skladenijj-prokatnijj-valok.html" target="_blank" rel="follow" title="База патентів України">Складений прокатний валок</a>
Складений прокатний валок
Номер патенту: 66617
Опубліковано: 17.05.2004
Автори: Бобух Олексій Іванович, Бобух Іван Олексійович, Зеленський Віктор Євгеньйович, Матула Олексій Андрійович, Голі-Оглу Володимир Семенович, Суглобов Володимир Васильович
МПК: B21B 27/03
Мітки: складений, валок, прокатній
Формула / Реферат:
1. Складений прокатний валок, що містить бандаж з циліндричною посадковою поверхнею і охоплювану ним гільзу з криволінійною формою посадкової поверхні, сполучену з бандажем посадкою з натягом у межах 0,0006...0,0009 посадкового діаметра бандажа, а гільза сполучена з віссю, який відрізняється тим, що циліндрична поверхня гільзи сполучена з віссю з змінним натягом, величина якого дорівнює (0,0012...0,0015)d, де d - посадковий діаметр...
Складений прокатний валок
Номер патенту: 62529
Опубліковано: 15.12.2003
Автори: Шрайдер Артур Вікторович, Малихін Андрій Іванович, Бобух Олексій Іванович, Грігор'єв Костянтин Олександрович, Бобух Іван Олексійович
МПК: B21B 27/03
Мітки: складений, прокатній, валок
Формула / Реферат:
Складений прокатний валок, що містить бандаж з циліндричною насадною поверхнею і вісь із насадною поверхнею, яка складається з циліндричних ділянок і криволінійних ділянок, що примикають до них, при цьому вісь і бандаж з'єднані між собою з натягом (0,0006 - 0,0009) d, де d - діаметр насадної поверхні бандажа, який відрізняється тим, що криволінійні ділянки насадної поверхні осі виконані довжиною (0,5 - 0,65) L, де L - довжина насадної...
Складений прокатний валок
Номер патенту: 2119
Опубліковано: 17.11.2003
Автори: Ковтуненко Володимир Євгенович, Слугин Олексій Георгійович, Петрусенко Леонід Олександрович, Шеремет Володимир Олександрович, Алексєєв Володимир Павлович, Дарда Юрій Антонович, Бабенко Михайло Антонович, Сміяненко Ігор Миколайович
МПК: B21B 27/03
Мітки: валок, складений, прокатній
Формула / Реферат:
Складений прокатний валок, що містить вісь, на якій розташовані бандажі, стикувальний вузол і засіб фіксації бандажів в осьовому напрямку, який відрізняється тим, що бандаж виконано у вигляді втулки із шипами на одному з торців, що виготовлені за одне ціле з втулкою, причому розміри і кількість шипів вибираються з умови рівноміцності з'єднання вісь-втулка, а стикувальний вузол являє собою бурт на осі, розміщений між бандажами і виконаний у...
Складений прокатний валок
Номер патенту: 12964
Опубліковано: 28.02.1997
Автори: Волченков Іван Григорович, Андріанов Ніколай Філіпповіч, Пономарьов Віктор Іванович, Лебідь Володимир Тимофійович, Бобух Іван Олексійович
МПК: B21B 27/03
Мітки: валок, прокатній, складений
Формула / Реферат:
(57) Составной прокатный валок, содержащий ось с криволинейной формой посадочной поверхности по длине с наибольшим прогибом в центральной части и наименьшим к торцам бандажа, соединенны h наклонными участками, и насаживаемый на нее бандаж с натягом с цилиндрической посадочной поверхностью и коническими скосами на торцах, отличающийся тем, что величина натяга составляет (0,0006-0,0009)D, где D -диаметр посадочной поверхности...
Складений прокатний валок

Номер патенту: 18860
Опубліковано: 25.12.1997
Автори: Плахтін Владімір Дмітрієвіч, Лебідь Володимир Тимофійович, Пономарьов Віктор Іванович, Руднев Анатолій Єфимович, Бобух Іван Олексійович, Матула Олексій Андрійович
МПК: B21B 27/02
Мітки: валок, прокатній, складений
Формула / Реферат:
Составной прокатный валок, содержащий износостойкий бандаж с утолщенной относительно краев средней частью, гильзу и ось. сопряженную с охватывающей деталью по посадке с натягом, отличающийся тем, что бандаж сопряжен с гильзой по посадке с натягом, при этом толщина стенки и средний радиус рабочей поверхности бандажа, толщина стенки и радиус гильзы выполнены в отношениях:где t - толщина стенки бандажа;R - средний радиус...
Попередній патент: Спосіб диференціації та ідентифікації генотипів сортів ячменю
Наступний патент: Спосіб вимірювання витрати нестаціонарного потоку рідкого або газового середовища
Випадковий патент: Спосіб одержання потрійного триортофосфату літію-нікелю(іі)-стануму(iv)