Пристрій для подачі порошкового модельного матеріалу і тривимірного друку термоекструзією
Номер патенту: 96579
Опубліковано: 10.02.2015
Автори: Горенко Максим Вікторович, Поліщук Сергій Станіславович


Формула / Реферат
1. Пристрій для подачі порошкового модельного матеріалу і тривимірного друку термоекструзією, що містить стаціонарний зовнішній бункер для порошкового модельного матеріалу, шнек, дозатор, який відрізняється тим, що він додатково містить систему подачі порошкового модельного матеріалу у вигляді порошкової суміші на основі полімерів та/або кераміки до рухомої друкуючої головки з нагрівачем, систему нагріву і екструзії матеріалу у розплавленому стані у заданій точці для синтезування першого шару виробу на робочій площині, систему переміщення робочої головки друкуючого органу вздовж осі Z з синтезуванням наступних шарів виробу, а нагрівач дозволяє отримати робочу температуру до 350 °C.
2. Пристрій за п. 1, який відрізняється тим, що нагрівач дозволяє отримати робочу температуру до 700 °C.
Текст
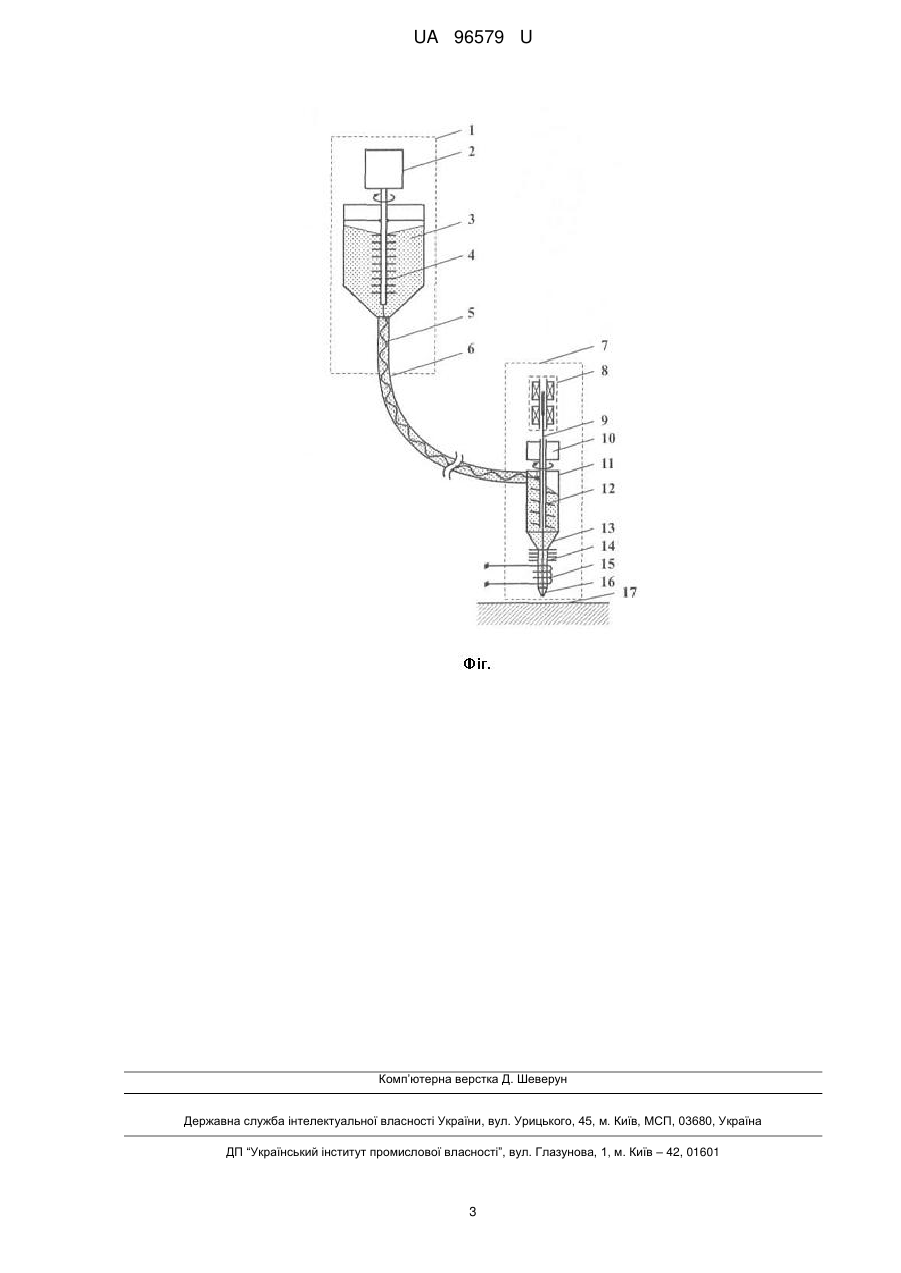
Реферат: Пристрій для подачі порошкового модельного матеріалу і тривимірного друку термоекструзією містить стаціонарний зовнішній бункер для порошкового модельного матеріалу, шнек, дозатор. Додатково містить систему подачі порошкового модельного матеріалу у вигляді порошкової суміші на основі полімерів та/або кераміки до рухомої друкуючої головки з нагрівачем, систему нагріву і екструзії матеріалу у розплавленому стані у заданій точці для синтезування першого шару виробу на робочій площині, систему переміщення робочої головки друкуючого органу вздовж осі Z з синтезуванням наступних шарів виробу, а нагрівач дозволяє отримати робочу температуру до 350 °C. UA 96579 U (54) ПРИСТРІЙ ДЛЯ ПОДАЧІ ПОРОШКОВОГО МОДЕЛЬНОГО МАТЕРІАЛУ І ТРИВИМІРНОГО ДРУКУ ТЕРМОЕКСТРУЗІЄЮ UA 96579 U UA 96579 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до адитивних технологій виробництва виробів із порошкових сумішей полімерів, металів та кераміки та може бути використана у різних галузях промисловості, пов'язаних з авіацією, автомобілебудуванням, медициною, тощо. Адитивні технології (AT) визначаються як процеси об'єднання модельного матеріалу з метою створення об'єкту за даними тривимірної (3D) моделі, як правило, шляхом накладання послідовних шарів, на відміну від «віднімаючих» виробничих технологій, таких як механообробка (стандарт American Society for Testing and Materials (ASTM) F2792.1549323-1: http://www.astm.org/Standards/F2792.htm). Для створення 3D-моделі використовуються системи автоматизованого проектування і розрахунку (САПР) (http://en.wikipedia.org/wiki/Computeraided_design). Адитивні технології можуть бути реалізовані шляхом накладання послідовних шарів різних модельних матеріалів за допомогою таких процесів, як: струменеве нанесення матеріалу (material jetting); струменеве нанесення зв'язуючого реагенту (binder jetting); з'єднання шарових матеріалів (sheet lamination); фотополімеризація у ванні (vat photopolymerization); розплавлення матеріалів в заздалегідь сформованому шарі (powder bed fusion); спрямоване підведення енергії безпосередньо в місце конструювання (directed energy deposition); екструзія матеріалу (material extrusion). Недоліками методу струменевого нанесення є обмежені розміри виробу, обмежена швидкість нанесення, проблеми зі створенням виступів і поглиблень у деталях складної конфігурації. Недоліками технології з'єднання шарових матеріалів (LOM-технології) є обмеженість її застосування у випадку деталей з тонкими стінками у напряму осі Z, технологічні труднощі у випадку виготовлення деталей складної форми із порожнечею; стабільність виробів обмежена міцністю зв'язку між склеєними шарами. Недоліками методу фотополімеризації є обмежений вибір модельних матеріалів, необхідність обробки після виготовлення та підтримки виступаючих фрагментів моделі за допомогою опорних елементів, обмежена область застосування. Недоліками технології розплавлення матеріалів в заздалегідь сформованому шарі (наприклад, селективне лазерне спікання) є низька якість поверхні виробів після спікання, висока пористість, відносно низька швидкість друку, великі втрати вихідного порошку. Відомі пристрої тривимірного друку виробу шляхом екструзії (наприклад, І. Gibson, D.W. Rosen, and В. Stacker, Additive Manufacturing Technologies, Springer Science+Business Media, LLC 2010, pp. 143-169; US patent 2012/0258250 A1, Extrusion-based manufacturing process with part annealing, L.M.B. Rogers et al., 2012), які включають систему подачі модельного матеріалу, як правило, дроту із пластика до головки екструдера, де він нагрівається до температури плавлення, систему подачі розплавленого модельного матеріалу в зону друку для подальшого його застигання і формування першого шару виробу на робочій платформі при переміщенні головки екструдера по осі X та осі У, систему переміщення робочої головки або робочої платформи вздовж осі Z для синтезування наступних шарів виробу. Недоліком відомих пристроїв тривимірного друку виробу термоекструзією є неможливість їх використання для друку композитними матеріалами на основі пластику з металевими або керамічними наповнювачами, застосування яких дозволяє підвищити рівень механічних та фізичних властивостей виробу. Використання пристроїв, призначених для транспортування порошкового модельного матеріалу зі стаціонарного бункера до друкуючого органу, з подальшим переведенням матеріалу у в'язкий стан для екструзії у заданій точці, дає можливість застосовувати порошкові суміші на основі полімерів, або металевих сплавів, що значно розширює діапазон можливих матеріалів для застосування в методі екструзії. Відомий пристрій для подачі порошкового матеріалу (US Patent 3,411,675, Powder Feeding Apparatus, E. A. Wahl et al. June 1968), що містить вихідний бункер, з'єднувальну трубу, спіральний шнек для подачі матеріалу. Конструкція пристрою передбачає подачу порошкового матеріалу з постійною швидкістю із вихідного бункера в з'єднувальну трубу. Недоліком відомого пристрою є те, що він не передбачає просування порошку всередині гнучкої труби підводу, що необхідно для подачі порошку до друкуючої головки в процесі тривимірного друку. Найбільш близьким аналогом пристрою, що заявляється, є пристрій для подачі порошкового модельного матеріалу (US Patent 4,270,675, Powder Feed Apparatus, R.E. Wick et al. June 1981), що містить стаціонарний зовнішній бункер, з'єднувальну трубу, прямий шнек-штовхач, дозатор. Порошок із бункера потрапляє в з'єднувальну трубу, де, завдяки шнеку, подається з постійною швидкістю до сопла дозатора. 1 UA 96579 U 5 10 15 20 25 30 35 Недоліком конструкції пристрою є необхідність переміщення бункера разом із дозатором, що ускладнює його застосування в 3D-принтері. В основу корисної моделі поставлена задача розробити пристрій для подачі порошкового модельного матеріалу і тривимірного друку термоекструзією, в якому за рахунок введення системи подачі порошкового матеріалу зі стаціонарного зовнішнього бункера до рухомої друкуючої головки з нагрівачем забезпечується можливість використання для друку композитних матеріалів на основі пластику з металевими або керамічними наповнювачами. Поставлена задача вирішується тим, що в пристрої для подачі порошкового матеріалу і тривимірного друку термоекструзією, що містить стаціонарний зовнішній бункер для порошкового модельного матеріалу, шнек, дозатор, згідно з корисною моделлю, він додатково містить систему подачі порошкового модельного матеріалу у вигляді порошкової суміші на основі полімерів та/або кераміки до рухомої друкуючої головки з нагрівачем, систему нагріву і екструзії матеріалу у розплавленому стані у заданій точці для синтезування першого шару виробу на робочій площині, систему переміщення робочої головки друкуючого органу вздовж осі Z з синтезуванням наступних шарів виробу, а нагрівач дозволяє отримати робочу температуру до 350 °С. Нагрівач дозволяє отримати робочу температуру до 700 °С. Суть запропонованої корисної моделі пояснюється кресленням, на якому зображена схема пристрою для подачі порошкового модельного матеріалу і тривимірного друку термоекструзією. Пристрій містить стаціонарний бункер 1, кроковий двигун чи серводвигун приводу подачі модельного матеріалу з нерухомого бункера за допомогою спірального гнучкого шнеку 2, порошковий модельний матеріал 3, лопаті 4 для забезпечення рівномірності подачі та визначення рівня матеріалу у ємкості бункера; гнучкий спіральний чи шарнірний шнек подачі матеріалу 5; гнучкий шланг подачі матеріалу 6; рухому частину 7 по осі - X, Y, Z; кроковий двигун чи серводвигун приводу гнучкого лінійного штовхача дозатора 8; лінійний штовхач дозатор 9; кроковий двигун дозатора приймальної камери 10; корпус приймальної камери 11; шнек дозатора приймальної камери 12; стінки камери з теплоізоляційного матеріалу 13; радіатор охолодження стінок 14; нагрівач 75, дифузор 16, робочу поверхню 17. Пристрій працює таким чином. Порошковий модельний матеріал з нерухомого бункера крізь гнучкий шланг за допомогою спірального або шарнірного штовхача подається в корпус рухомої частини, що позиціонується. З корпусу рухомої частини за допомогою спірального шнеку створюється тиск в напрямку вихідного дифузора, завдяки чому матеріал поступає в зону нагріву - переходячи в рідкий стан і виштовхується в зону застигання за рахунок надлишкового тиску. Лінійний штовхач виконує функцію термінової зупинки виходу речовини, сприяє перемішуванню в зоні нагріву, рівномірному розподілу частинок наповнювача і запобігає перекриттю вихідного сопла дифузору твердими частинками наповнювача суміші, в разі якщо результуючий матеріал повинен включати дві або більше речовин з температурою плавлення більшою за температуру нагрівача. Застосування пристрою, що пропонується, дозволяє реалізувати тривимірний друк із композитних матеріалів, що містять полімери, метали і кераміку. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 1. Пристрій для подачі порошкового модельного матеріалу і тривимірного друку термоекструзією, що містить стаціонарний зовнішній бункер для порошкового модельного матеріалу, шнек, дозатор, який відрізняється тим, що він додатково містить систему подачі порошкового модельного матеріалу у вигляді порошкової суміші на основі полімерів та/або кераміки до рухомої друкуючої головки з нагрівачем, систему нагріву і екструзії матеріалу у розплавленому стані у заданій точці для синтезування першого шару виробу на робочій площині, систему переміщення робочої головки друкуючого органу вздовж осі Z з синтезуванням наступних шарів виробу, а нагрівач дозволяє отримати робочу температуру до 350 °C. 2. Пристрій за п. 1, який відрізняється тим, що нагрівач дозволяє отримати робочу температуру до 700 °C. 2 UA 96579 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B41N 1/00, B65G 69/00
Мітки: модельного, порошкового, матеріалу, термоекструзією, подачі, друку, пристрій, тривимірного
Код посилання
<a href="https://ua.patents.su/5-96579-pristrijj-dlya-podachi-poroshkovogo-modelnogo-materialu-i-trivimirnogo-druku-termoekstruziehyu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для подачі порошкового модельного матеріалу і тривимірного друку термоекструзією</a>
Спосіб тривимірного друку металевого виробу
Номер патенту: 93424
Опубліковано: 25.09.2014
Автори: Васильєв Михайло Олексійович, Храновська Катерина Миколаївна, Бевз Віталій Петрович
МПК: B41N 1/00, B41M 99/00
Мітки: друку, металевого, тривимірного, спосіб, виробу
Формула / Реферат:
1. Спосіб тривимірного друку металевого виробу шляхом пошарової побудови виробу, що включає створення 3D-моделі виробу, виведення її в управляючій пристрій 3D-принтера, з подальшим поділом на горизонтальні шари, подачу у зону друку розплавленого модельного матеріалу з подальшим його застиганням, синтезування першого шару виробу на робочій платформі, переміщення робочої платформи вздовж осі Z з синтезуванням наступних шарів виробу, який...
Пристрій для подачі порошкового матеріалу

Номер патенту: 14008
Опубліковано: 25.04.1997
Автори: Шишловський Володимир Меєрович, Тетюхін Микола Павлович, Набутовський Веніамін Ісаакович, Ваксер Володимир Абрамович, Рувінський Вольф Йосипович, Сокольский Юхим Борисович
МПК: B23K 9/18, G01F 11/00
Мітки: пристрій, матеріалу, подачі, порошкового
Формула / Реферат:
Устройство для подачи порошкового материала, содержащее герметичный бачок для порошка с отверстием в нижней части для подачи газа, циклон, соединенный с полостью бачка, эжектор, размещенный под бачком вне его полости и соединенный своей всасывающей полостью с выходной частью циклона посредством канала, а также трубопровод, соединяющий входную часть эжектора с верхней частью бачка, отличающееся тем, что, с целью повышения надежности работы...
Пристрій для дозованої подачі порошкового матеріалу в ствол детонаційної установки для нанесення покриттів
Номер патенту: 43220
Опубліковано: 15.11.2001
Автори: Богуслаєв Вячеслав Олександрович, Долматов Анатолій Іванович, Зорік Ігор Володимирович, Сергеєв Сергій Валерійович, Богуслаєв Олександр Вячеславович, Жеманюк Павло Дмитрович
МПК: B05B 7/16
Мітки: пристрій, установки, детонаційної, матеріалу, дозованої, подачі, нанесення, порошкового, ствол, покриттів
Формула / Реферат:
Пристрій для дозованої подачі порошкового матеріалу в ствол детонаційної установки для нанесення покриттів, що містить у собі два вісесиметричні циліндричні бункери, встановлені один над одним і сполучені між собою через проміжний елемент, при цьому верхній з них, бункер подачі порошку, оснащений газонепроникною кришкою і виконаний із конічним дном, а нижній, бункер змішування, має трубопровід для підведення транспортуючого газу і трубопровід...
Спосіб лазерного спікання порошкового матеріалу
Номер патенту: 93255
Опубліковано: 25.09.2014
Автор: Кондрашев Павло Васильович
МПК: B22F 3/105
Мітки: лазерного, спосіб, порошкового, матеріалу, спікання
Формула / Реферат:
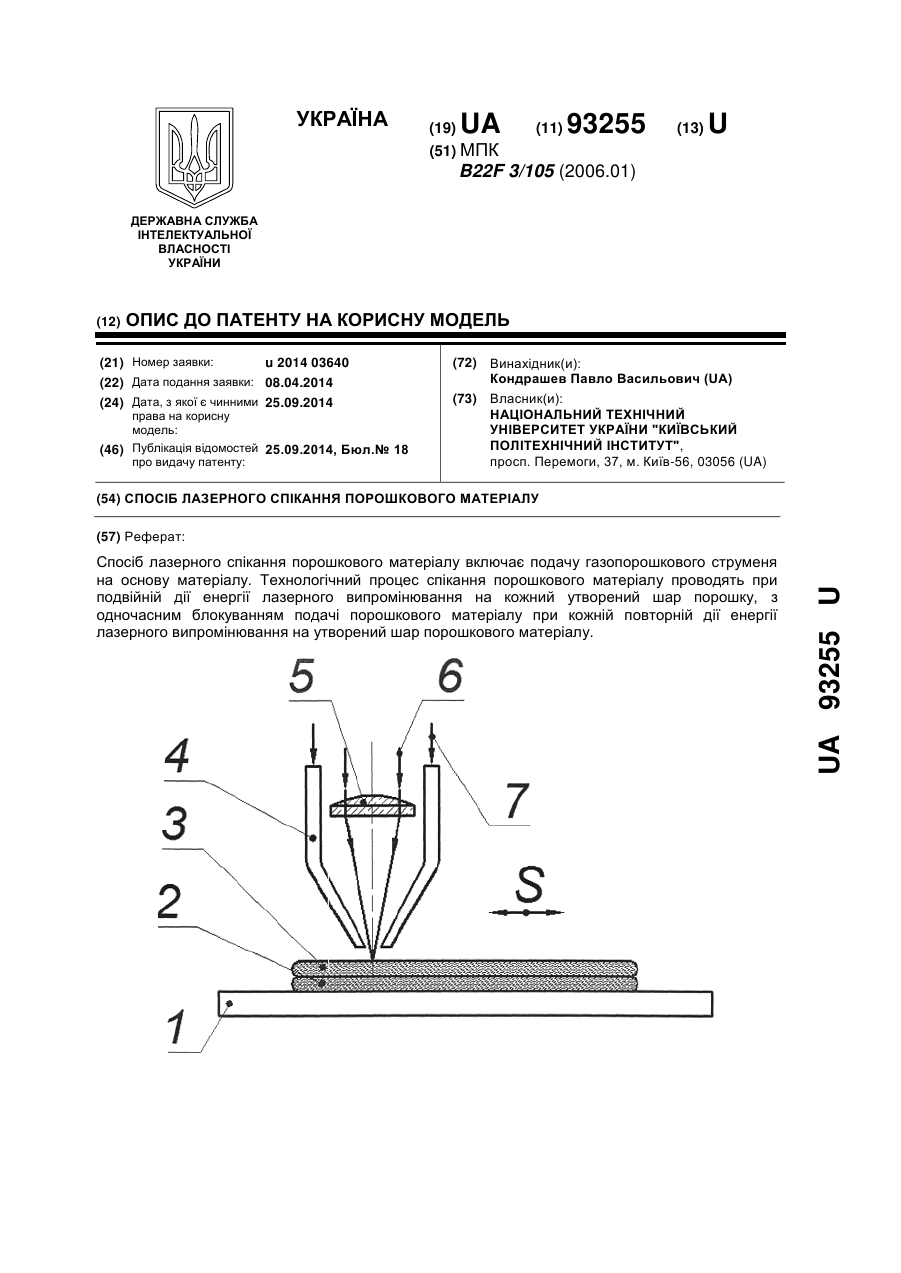
Спосіб лазерного спікання порошкового матеріалу, що включає подачу газопорошкового струменя на основу матеріалу, який відрізняється тим, що технологічний процес спікання порошкового матеріалу проводять при подвійній дії енергії лазерного випромінювання на кожний утворений шар порошку, з одночасним блокуванням подачі порошкового матеріалу при кожній повторній дії енергії лазерного випромінювання на утворений шар порошкового матеріалу.
Спосіб ущільнення сипкого порошкового матеріалу та пристрій для його здійснення
Номер патенту: 65629
Опубліковано: 15.04.2004
Автор: Рассел-Сміт Ківен Ваген
МПК: B65G 69/20
Мітки: спосіб, пристрій, матеріалу, ущільнення, сипкого, здійснення, порошкового
Формула / Реферат:
1. Спосіб ущільнення сипкого порошкового матеріалу, що включає принаймні часткове обмеження об'єму сипкого порошкового матеріалу, обертання зануреного у сипкий порошковий матеріал обертаного елемента відносно його осі обертання, причому обертаний елемент має принаймні одну поверхню контакту з матеріалом, що спрямована головним чином по дотичній до напрямку обертання, і переміщення частинок матеріалу тангенціально та радіально відносно осі...
Попередній патент: Печиво
Наступний патент: Спосіб гідравлічних досліджень трубопроводів теплових мереж підвищеним тиском
Випадковий патент: Спосіб виплавляння феронікелевої лігатури