Спосіб виготовлення композитного матеріалу із побутових відходів
Номер патенту: 97091
Опубліковано: 25.02.2015
Автори: Мельничук Микола Анатолійович, Бехта Павло Антонович, Лютий Павло Володимирович


Формула / Реферат
Спосіб виготовлення композитного матеріалу з побутових відходів, що включає його одержання шляхом пресування, який відрізняється тим, що побутові відходи, такі як пакувальну харчову термозбіжну поліетиленову плівку з поліетилену високого тиску, картонні пакування для рідких харчових продуктів і пакувальну харчову плівку для цукерок з поліетилену високого тиску, збирають, сортують, подрібнюють, сортують одержані частинки, дозують їх і змішують частинки подрібнених відходів пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску і картонних пакувань для рідких харчових продуктів за об'ємного співвідношення між цими частинками відповідно 20:80, 40:60 або 60:40, або змішують частинки подрібнених відходів пакувальної харчової плівки для цукерок з поліетилену високого тиску і картонних пакувань для рідких харчових продуктів за об'ємного співвідношення між цими частинками відповідно 20:80, 40:60 або 60:40, формують килим/виріб і пресують його без використання клейних речовин за температури 200 °C і охолоджують до температури 30-40 °C.
Текст
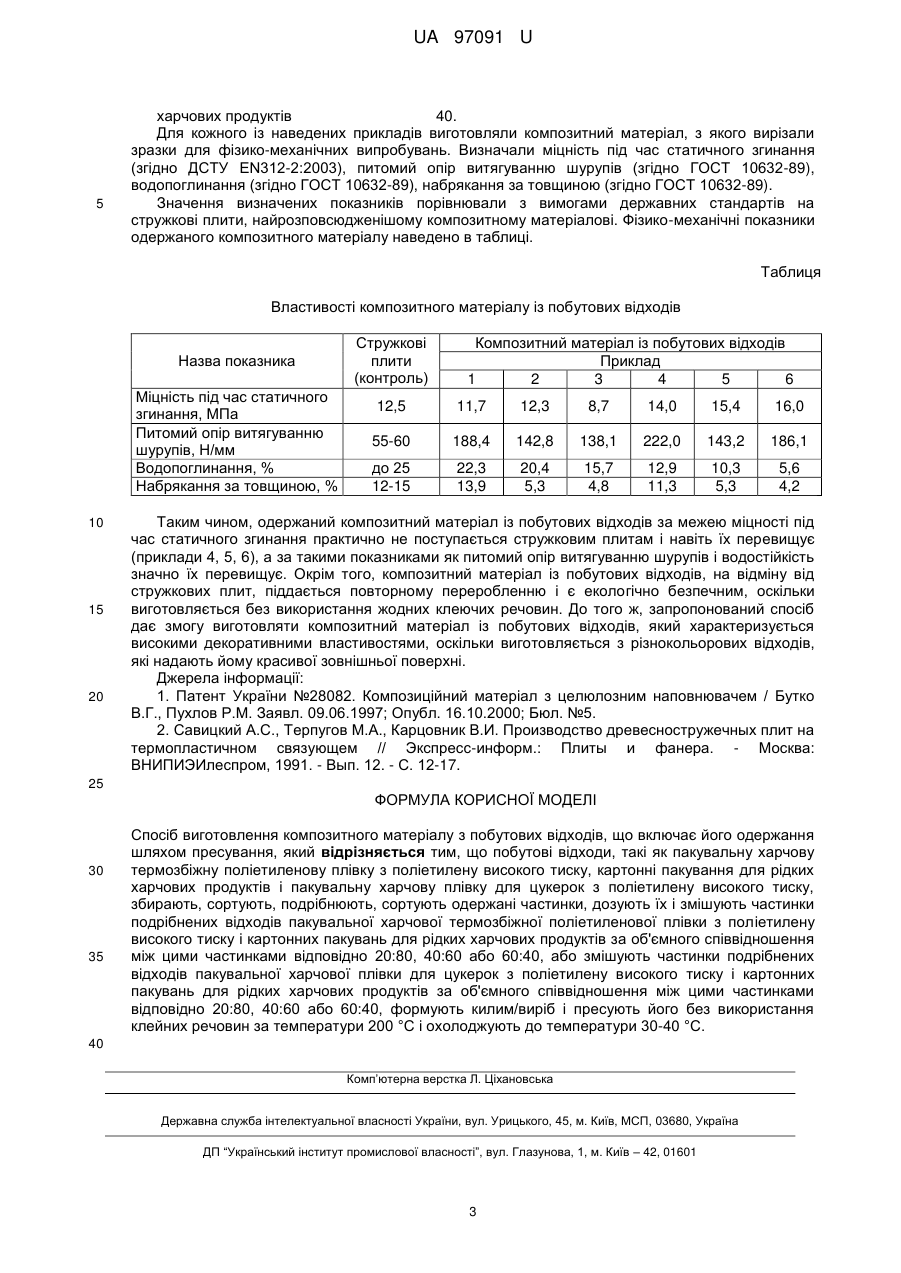
Реферат: Спосіб виготовлення композитного матеріалу з побутових відходів включає його одержання шляхом пресування. Побутові відходи, такі як пакувальну харчову термозбіжну поліетиленову плівку з поліетилену високого тиску, картонні пакування для рідких харчових продуктів і пакувальну харчову плівку для цукерок з поліетилену високого тиску, збирають, сортують, подрібнюють, сортують одержані частинки, дозують їх. Потім змішують частинки подрібнених відходів пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску і картонних пакувань для рідких харчових продуктів за об'ємного співвідношення між цими частинками відповідно 20:80, 40:60 або 60:40, або змішують частинки подрібнених відходів пакувальної харчової плівки для цукерок з поліетилену високого тиску і картонних пакувань для рідких харчових продуктів за об'ємного співвідношення між цими частинками відповідно 20:80, 40:60 або 60:40. Формують килим/виріб і пресують його без використання клейних речовин за температури 200 °C і охолоджують до температури 30-40 °C. UA 97091 U (12) UA 97091 U UA 97091 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до композитних матеріалів на основі твердих побутових відходів без використання клейних речовин і може бути використана для виготовлення виробів, напівфабрикатів і заготовок (переважно погонажних і листових) для подальшого використання у будівництві, виробництві меблів і тари тощо. Відомо композиційний матеріал з целюлозним наповнювачем і термопластичним клеєм на базі поліетилену, який виготовлено на основі попередньо подрібнених, гомогенізованих і гранульованих відходів ламінованого поліетиленом паперу і містить целюлозний наповнювач і термопластичний клей на базі поліетилену в об'ємному співвідношенні 1:(0,4-1,2). До третини об'єму термопластичного клею становить полістирол або поліпропілен [1]. Недоліком відомого композитного матеріалу є те, що спосіб вимагає виконання додаткових операцій гомогенізування та гранулювання відходів, а також використання чистої целюлози, що значно здорожує готову продукцію. Відомий спосіб виготовлення стружкових плит із використанням термопластичного клею, який включає наступні операції: підготовку деревинного наповнювача, подрібнення термопласту, змішування деревинно-полімерної композиції, формування килима або брикету, гаряче пресування, холодне допресування, після пресове оброблення плит; полімерний клей у вигляді гомогенної порошкоподібної суміші відходів поліетилену низької щільності та поліетилену високої щільності або поліпропілену додають у кількості 20 % від маси абсолютно сухої стружки [2]. Основні недоліки цього способу полягають у необхідності використання спеціальних пресформ для запобігання витіканню з брикету термопластичного полімеру внаслідок його високої текучості та низької в'язкості в розплавленому стані. Окрім того, отримувані плити мають недостатньо високі показники міцності та водостійкості. В основу корисної моделі поставлено задачу створити спосіб виготовлення композитного матеріалу з побутових відходів, в якому завдяки тому, що частинки відходів пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску, частинки картонних пакувань для рідких харчових продуктів і частинки пакувальної харчової плівки для цукерок з поліетилену високого тиску подрібнюють, змішують між собою, формують килим/виріб і пресують його без додавання клейних речовин, а потім охолоджують, забезпечується одержання екологічно-чистого водостійкого композитного матеріалу без використання клейних речовин із достатньо високими показниками міцності та високими декоративними властивостями. Поставлена задача вирішується тим, що у способі виготовлення композитного матеріалу з побутових відходів, який одержують у процесі гарячого пресування, згідно з корисною моделлю, відходи пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску, відходи картонних пакувань для рідких харчових продуктів і відходи пакувальної харчової плівки для цукерок з поліетилену високого тиску піддаються подрібненню, а потім отримані частинки подрібнених відходів пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску і картонних пакувань для рідких харчових продуктів змішують за об'ємного співвідношення між цими частинками 20:80. 40:60 або 60:40 відповідно, або змішують частинки подрібнених відходів пакувальної харчової плівки для цукерок з поліетилену високого тиску і картонних пакувань для рідких харчових продуктів за об'ємного співвідношення між цими частинками 20:80, 40:60 або 60:40 відповідно, формують килим/виріб і пресують його без використання клейних речовин за температури 200 °C і охолоджують до температури 30-40 °C. Суть корисної моделі полягає в наступному. Для виготовлення композитного матеріалу використовують побутові відходи, зокрема пакувальну харчову термозбіжну поліетиленову плівку з поліетилену високого тиску, картонні пакування для рідких харчових продуктів (Тетра Пак) і пакувальну харчову плівку для цукерок з поліетилену високого тиску. Зазначені відходи подрібнюють на спеціальній різальній машині. Одержані частинки сортують для відокремлення великих частинок, після чого дозують, змішують між собою, формують килим/виріб, пресують його і охолоджують. Під терміном "пакувальна харчова термозбіжна поліетиленова плівка" позначено матеріал із поліетилену високого тиску, який широко використовують для пакування різних харчових продуктів. Під терміном "картонні пакування для рідких харчових продуктів" позначено пакування Тетра Пак, які широко використовуються для пакування рідких харчових продуктів (молока, соку, вина тощо). Такі пакування складаються з кількох шарів різних матеріалів і містять 75 % високоякісного картону, 20 % поліетилену і 5 % алюмінію. Картон - целюлозне волокно. Окрім целюлози, в результаті переробки (подрібнення) утворюється поліалюмінієва суміш - суміш присутніх у пакуванні шарів тоненької алюмінієвої фольги і поліетилену. 1 UA 97091 U 5 10 15 20 25 30 35 Терміном "пакувальна харчова плівка для цукерок" позначено пакувальний матеріал товщиною 0,03-0,04 мм із поліетилену високого тиску, який використовують у харчовій промисловості для розфасовування (пакування) цукерок (як обгортки для цукерок). Для забезпечення оптимального складу компонентів композитного матеріалу, співвідношення між компонентами змінювали. Приклад 1 Окремо здійснюють збір, складування і подрібнення побутових відходів, зокрема таких як: пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску, картонних пакувань для рідких харчових продуктів (Тетра Пак) і пакувальної харчової плівки для цукерок з поліетилену високого тиску. Одержані частинки піддають сортуванню для вилучення частинок значних розмірів. Здійснюють дозування частинок і змішування їх між собою. Із одержаної суміші частинок формують килим/виріб, піддають його пресуванню і охолодженню. Пресування здійснюють плоским способом за таких режимних параметрів: тиску - 3,5 МПа, температури - 200 °C, тривалості - 1,2 хв/мм. Після пресування виріб охолоджується під тиском до температури 30-40 °C. Дозування і змішування частинок із різних побутових відходів здійснюють за такого об'ємного співвідношення: пакувальна харчова термозбіжна поліетиленова плівка 20 картонне пакування для рідких харчових продуктів 80. Приклад 2 Процес приготування частинок і виготовлення композитного матеріалу аналогічний прикладу 1 тільки дозування і змішування частинок із різних побутових відходів здійснюють за такого об'ємного співвідношення: пакувальна харчова термозбіжна поліетиленова плівка 40 картонне пакування для рідких харчових продуктів 60. Приклад 3 Процес приготування частинок і виготовлення композитного матеріалу аналогічний прикладу 1 тільки дозування і змішування частинок із різних побутових відходів здійснюють за такого об'ємного співвідношення: пакувальна харчова термозбіжна поліетиленова плівка 60 картонне пакування для рідких харчових продуктів 40. Приклад 4 Процес приготування частинок і виготовлення композитного матеріалу аналогічний прикладу 1 тільки дозування і змішування частинок із різних побутових відходів здійснюють за такого об'ємного співвідношення: пакувальна харчова плівка для цукерок 20 картонне пакування для рідких харчових продуктів 80. Приклад 5 Процес приготування частинок і виготовлення композитного матеріалу аналогічний прикладу 1 тільки дозування і змішування частинок із різних побутових відходів здійснюють за такого об'ємного співвідношення: пакувальна харчова плівка для цукерок 40 картонне пакування для рідких харчових продуктів 60. Приклад 6 Процес приготування частинок і виготовлення композитного матеріалу аналогічний прикладу 1 тільки дозування і змішування частинок із різних побутових відходів здійснюють за такого об'ємного співвідношення: пакувальна харчова плівка для 60 цукерок картонне пакування для рідких 2 UA 97091 U 5 харчових продуктів 40. Для кожного із наведених прикладів виготовляли композитний матеріал, з якого вирізали зразки для фізико-механічних випробувань. Визначали міцність під час статичного згинання (згідно ДСТУ EN312-2:2003), питомий опір витягуванню шурупів (згідно ГОСТ 10632-89), водопоглинання (згідно ГОСТ 10632-89), набрякання за товщиною (згідно ГОСТ 10632-89). Значення визначених показників порівнювали з вимогами державних стандартів на стружкові плити, найрозповсюдженішому композитному матеріалові. Фізико-механічні показники одержаного композитного матеріалу наведено в таблиці. Таблиця Властивості композитного матеріалу із побутових відходів Назва показника Міцність під час статичного згинання, МПа Питомий опір витягуванню шурупів, Н/мм Водопоглинання, % Набрякання за товщиною, % 10 15 20 Стружкові плити (контроль) Композитний матеріал із побутових відходів Приклад 1 2 3 4 5 6 12,5 11,7 12,3 8,7 14,0 15,4 16,0 55-60 188,4 142,8 138,1 222,0 143,2 186,1 до 25 12-15 22,3 13,9 20,4 5,3 15,7 4,8 12,9 11,3 10,3 5,3 5,6 4,2 Таким чином, одержаний композитний матеріал із побутових відходів за межею міцності під час статичного згинання практично не поступається стружковим плитам і навіть їх перевищує (приклади 4, 5, 6), а за такими показниками як питомий опір витягуванню шурупів і водостійкість значно їх перевищує. Окрім того, композитний матеріал із побутових відходів, на відміну від стружкових плит, піддається повторному переробленню і є екологічно безпечним, оскільки виготовляється без використання жодних клеючих речовин. До того ж, запропонований спосіб дає змогу виготовляти композитний матеріал із побутових відходів, який характеризується високими декоративними властивостями, оскільки виготовляється з різнокольорових відходів, які надають йому красивої зовнішньої поверхні. Джерела інформації: 1. Патент України №28082. Композиційний матеріал з целюлозним наповнювачем / Бутко В.Г., Пухлов P.M. Заявл. 09.06.1997; Опубл. 16.10.2000; Бюл. №5. 2. Савицкий А.С., Терпугов М.А., Карцовник В.И. Производство древесностружечных плит на термопластичном связующем // Экспресс-информ.: Плиты и фанера. - Москва: ВНИПИЭИлеспром, 1991. - Вып. 12. - С. 12-17. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб виготовлення композитного матеріалу з побутових відходів, що включає його одержання шляхом пресування, який відрізняється тим, що побутові відходи, такі як пакувальну харчову термозбіжну поліетиленову плівку з поліетилену високого тиску, картонні пакування для рідких харчових продуктів і пакувальну харчову плівку для цукерок з поліетилену високого тиску, збирають, сортують, подрібнюють, сортують одержані частинки, дозують їх і змішують частинки подрібнених відходів пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску і картонних пакувань для рідких харчових продуктів за об'ємного співвідношення між цими частинками відповідно 20:80, 40:60 або 60:40, або змішують частинки подрібнених відходів пакувальної харчової плівки для цукерок з поліетилену високого тиску і картонних пакувань для рідких харчових продуктів за об'ємного співвідношення між цими частинками відповідно 20:80, 40:60 або 60:40, формують килим/виріб і пресують його без використання клейних речовин за температури 200 °C і охолоджують до температури 30-40 °C. 40 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBekhta Pavlo Antonovych, Liutyi Pavlo Volodymyrovych
Автори російськоюБехта Павел Антонович, Лютый Павел Владимирович
МПК / Мітки
МПК: C08J 11/06, C08L 23/06, B29B 11/12, B29B 7/00
Мітки: композитного, спосіб, матеріалу, виготовлення, відходів, побутових
Код посилання
<a href="https://ua.patents.su/5-97091-sposib-vigotovlennya-kompozitnogo-materialu-iz-pobutovikh-vidkhodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення композитного матеріалу із побутових відходів</a>
Композитний матеріал із побутових відходів і спосіб його виготовлення
Номер патенту: 106516
Опубліковано: 10.09.2014
Автори: Бехта Павло Антонович, Лютий Павло Володимирович, Мельничук Микола Анатолійович
МПК: B29B 7/00, C08L 23/06, B09B 3/00, B29B 11/12
Мітки: побутових, композитний, виготовлення, матеріал, відходів, спосіб
Формула / Реферат:
1. Композитний матеріал із побутових відходів, який містить частинки побутових відходів, який відрізняється тим, що містить частинки подрібнених відходів пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску, картонних пакувань для рідких харчових продуктів і пакувальної харчової плівки цукерок з поліетилену високого тиску за об'ємного співвідношення між цими частинками відповідно 10:60:30, 20:60:20 або...
Композитний матеріал із побутових відходів
Номер патенту: 95355
Опубліковано: 25.12.2014
Автори: Бехта Павло Антонович, Лютий Павло Володимирович, Мельничук Микола Анатолійович
МПК: B29B 17/00, C08J 11/06
Мітки: побутових, композитний, матеріал, відходів
Формула / Реферат:
Композитний матеріал із побутових відходів, який містить частинки подрібнених відходів пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску і картонних пакувань для рідких харчових продуктів за об'ємного співвідношення між цими частинками відповідно 20:80, 40:60 або 60:40 або частинки подрібнених відходів пакувальної харчової плівки для цукерок з поліетилену високого тиску і картонних пакувань для рідких...
Спосіб виготовлення бруса трубчастого із композитного матеріалу, брус трубчастий із композитного матеріалу і шнековий екструдер для виготовлення бруса трубчастого із композитного матеріалу
Номер патенту: 102976
Опубліковано: 27.08.2013
Автори: Семеновський Олександр Анатолійович, Семенівський Павло Анатолійович, Діденко Ігор Миколайович, Семеновський Анатолій Якимович
МПК: B29C 47/60, B29C 47/38, B29C 47/10, B29C 47/24, B27N 3/28
Мітки: спосіб, трубчастого, трубчастий, композитного, бруса, виготовлення, брус, матеріалу, шнековий, екструдер
Формула / Реферат:
1. Спосіб виготовлення бруса трубчастого із замкнутим багатокутним поперечним перерізом із композитного матеріалу, який містить щонайменше один наповнювач і щонайменше одну зв'язуючу речовину, причому наповнювач містить частинки і/або волокна рослинного походження, такі як стовчений і/або подрібнений деревинний матеріал з відходів деревини у вигляді стружки, шматків і трісок, причому зв'язуюча речовина містить термореактивну смолу, методом...
Спосіб виготовлення волокнистого полотна із полотнищ, орієнтованих у будь-яких напрямах , зв`язане волокнисте полотнище , спосіб виготовлення виробу із композитного матеріалу, виріб із композитного матеріалу (в
Номер патенту: 57776
Опубліковано: 15.07.2003
Автори: Окань Жан, Брюйер Ален, Куп Домінік, Бомпар Бруно, Олрі П'єр, Дюваль Рено
МПК: D04H 3/02, D04H 13/00
Мітки: напрямах, волокнисте, композитного, зв`язане, будь-яких, виробу, виріб, полотна, орієнтованих, матеріалу, полотнищ, волокнистого, полотнище, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення волокнистого полотна із полотнищ, орієнтованих у будь-яких напрямах (полотна ОРН), який включає етапи накладання декількох полотнищ, які мають один напрям волокнистих елементів (полотнищ ОНВ), орієнтованих у будь-яких напрямах, та з'єднання накладених полотнищ між собою, який відрізняється тим, що для виготовлення принаймні одного полотнища ОНВ принаймні один джгут розподіляють таким чином, щоб одержати полотнище по...
Спосіб виготовлення листа композитного матеріалу
Номер патенту: 19870
Опубліковано: 25.12.1997
Автор: Жоель К'єрель
МПК: B29L 9/00, B29C 47/00
Мітки: композитного, листа, спосіб, матеріалу, виготовлення
Формула / Реферат:
1. Способ изготовления листа композитного материала, заключающийся в предварительном формовании методом литья пластин из полиметилметакрилата, составляющих наружный слой композитного материала, и соединении пластин со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола, отличающийся тем, что слой-подложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством зкструдера,...
Попередній патент: Перове свердло-розгортка для отримання отвору в полімерному композиційному матеріалі
Наступний патент: Енергетична система управління локальними атмосферними потоками (есулап)
Випадковий патент: Спосіб серологічного дослідження собак на brucella canis-інфекцію