Перове свердло-розгортка для отримання отвору в полімерному композиційному матеріалі
Номер патенту: 97090
Опубліковано: 25.02.2015
Автори: Корольков Юрій Якимович, Лупкін Борис Володимирович, Мамлюк Олег Володимирович

Формула / Реферат
1. Перове свердло-розгортка для отримання отвору в полімерному композиційному матеріалі, що містить ріжучу частину у вигляді пластини, з кутом при вершині, причому ріжучі кромки виконані як при вершині так і по всій її бічній поверхні, ріжуча пластина виконана за одне ціле з ріжучою (розгортаючою) циліндричною частиною і хвостовиком, а відношення діаметра окружності, що описує ріжучі кромки на бічній поверхні пластини, до діаметра окружності, що описує ріжучі кромки циліндричної частини, лежить в межах від 0,90 до 0,96.
2. Перове свердло-розгортка за п. 1, яке відрізняється тим, що кут при вершині різальної пластини становить 110±20 градусів, а геометрія різальних кромок наступна: задній кут - 10-20 градусів; передній кут - 10- 20 градусів.
3. Перове свердло-розгортка за п. 1, яке відрізняється тим, що ріжучі кромки-зуби на бічній поверхні пластини виконані з заднім кутом 10-20 градусів.
4. Перове свердло-розгортка за п. 1, яке відрізняється тим, що циліндрична ріжуча частина має щонайменше три зуба.
5. Перове свердло-розгортка за п. 1, яке відрізняється тим, що ріжучі кромки-зуби на циліндричній ріжучій частині виконані паралельно осі свердла-розгортки або по гвинтовій лінії, з кутом західної частини в 5-7 градусів і переднім кутом - 10-20 градусів.
Текст
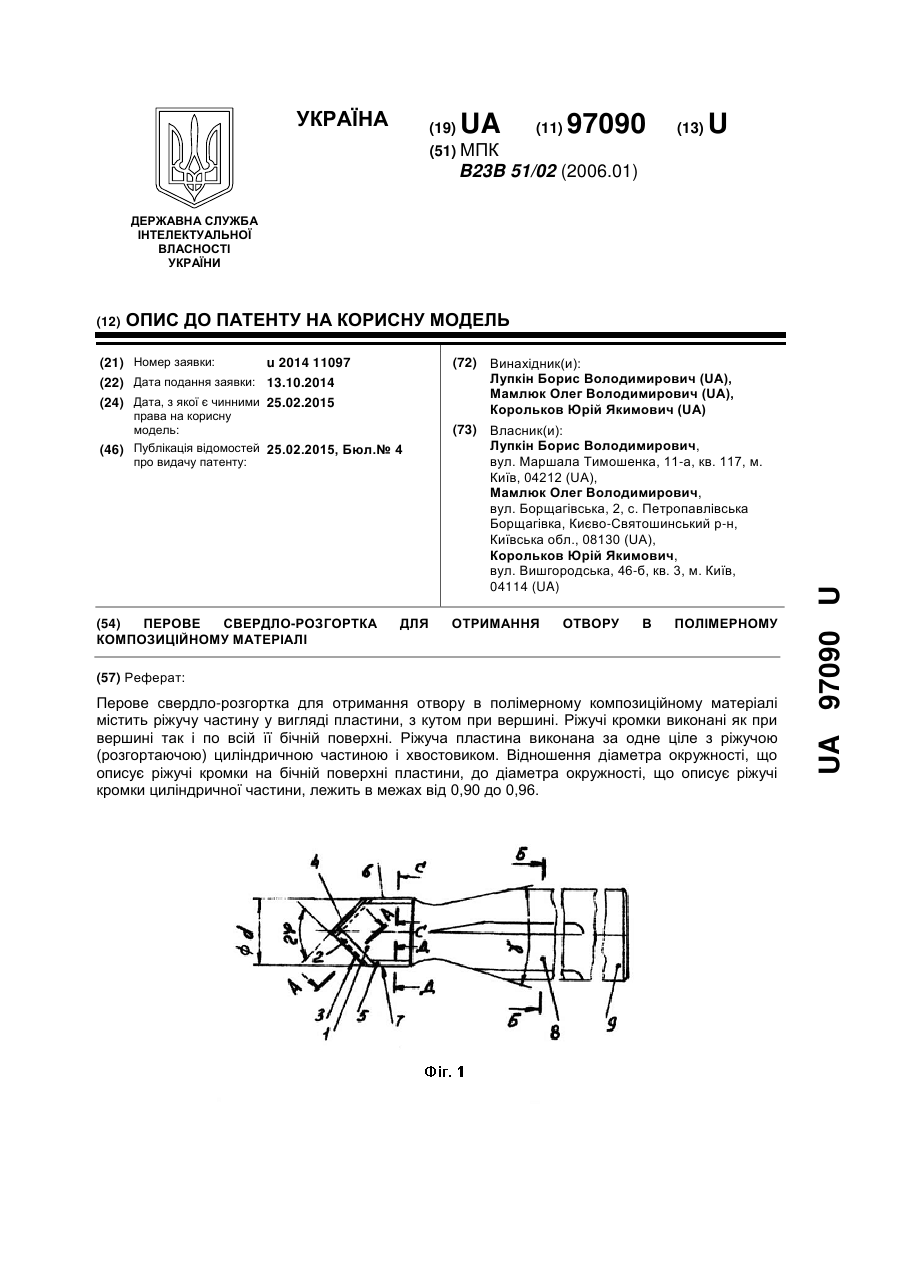
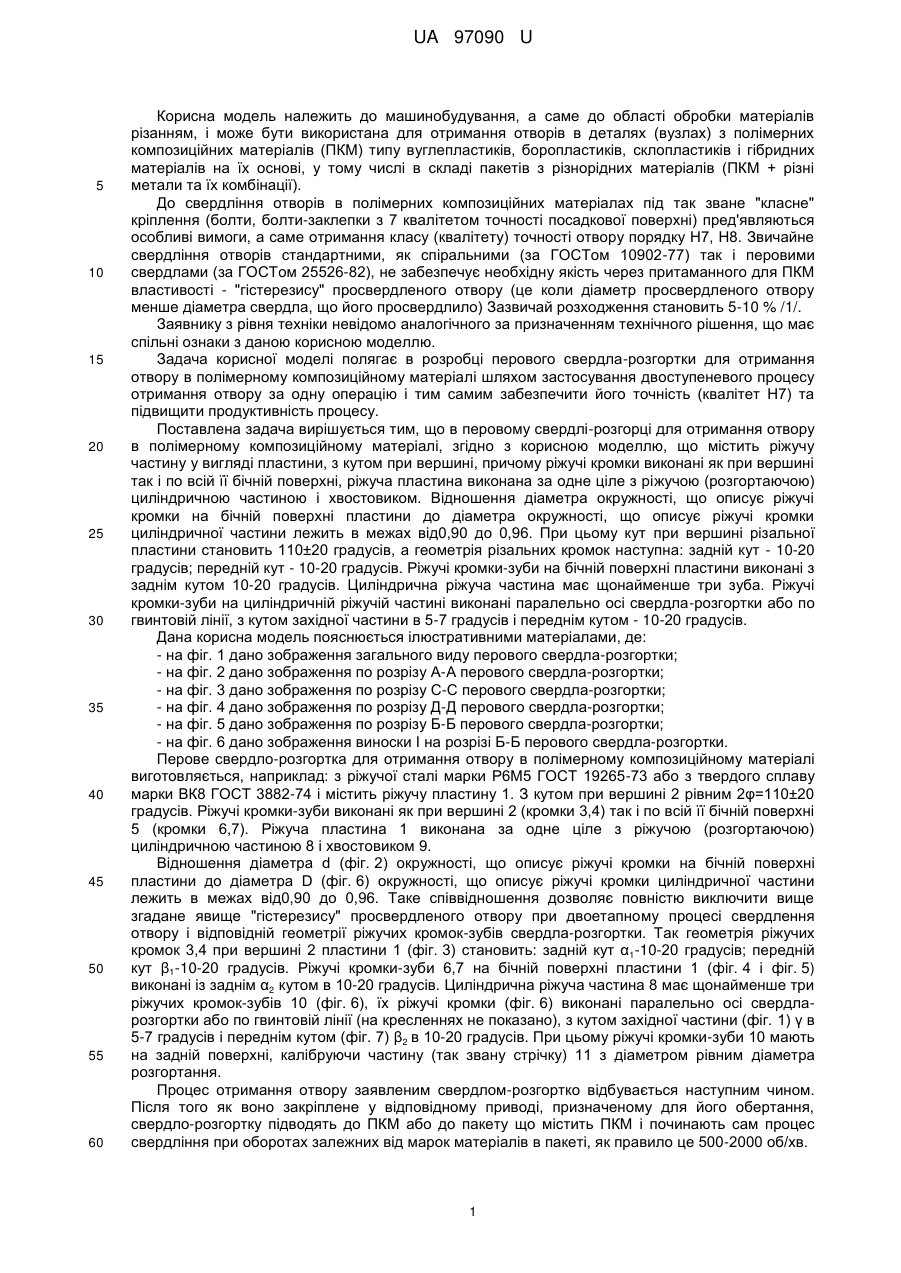
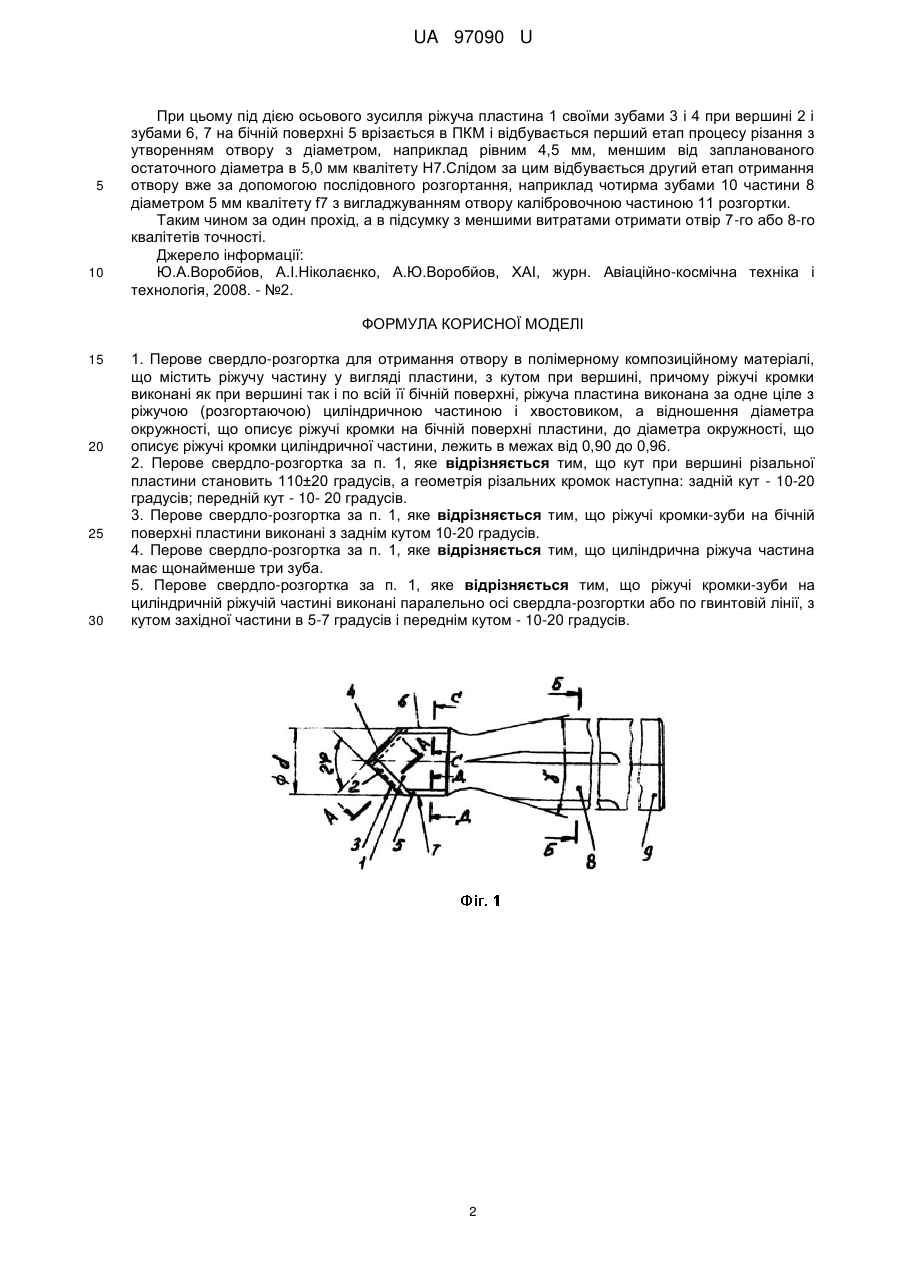
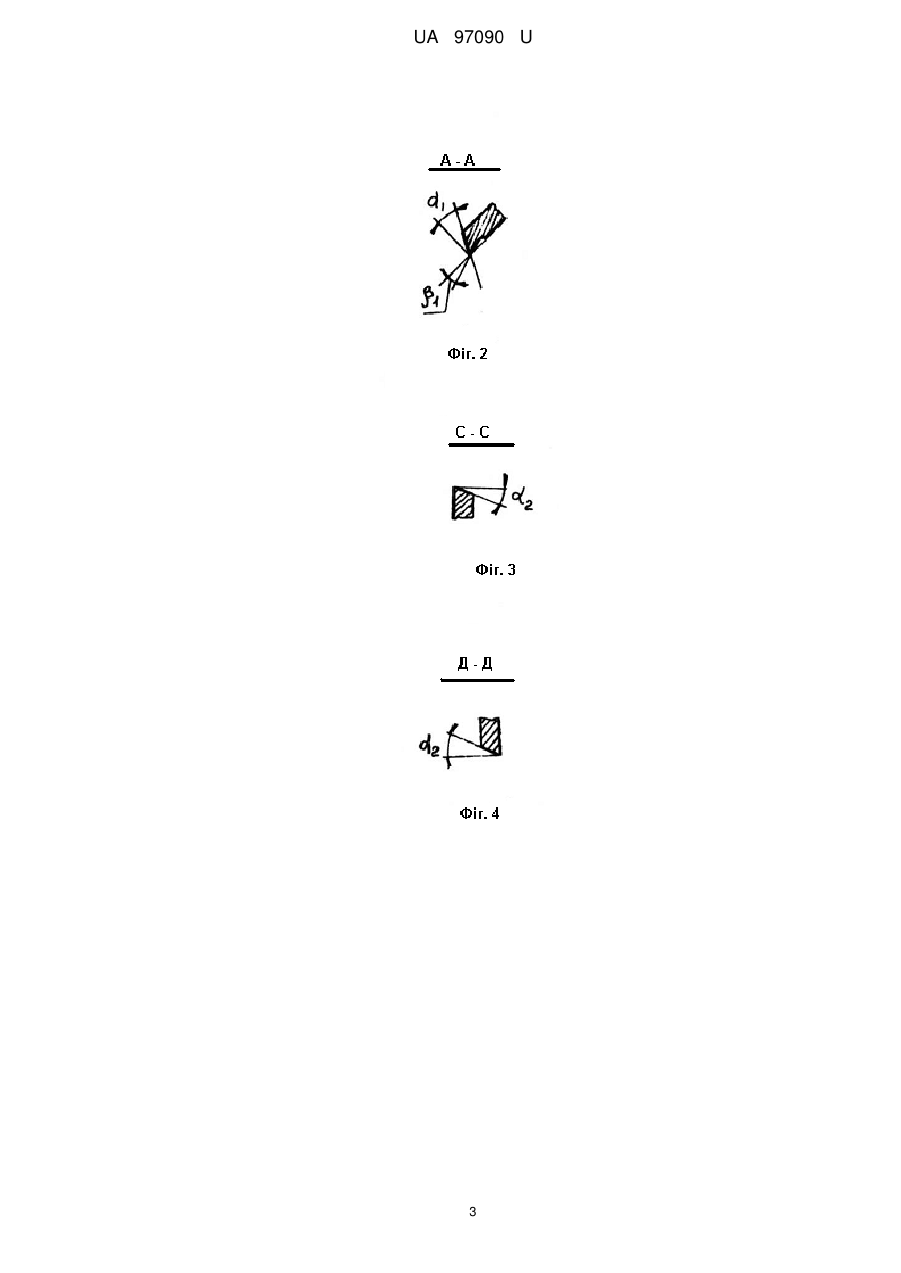
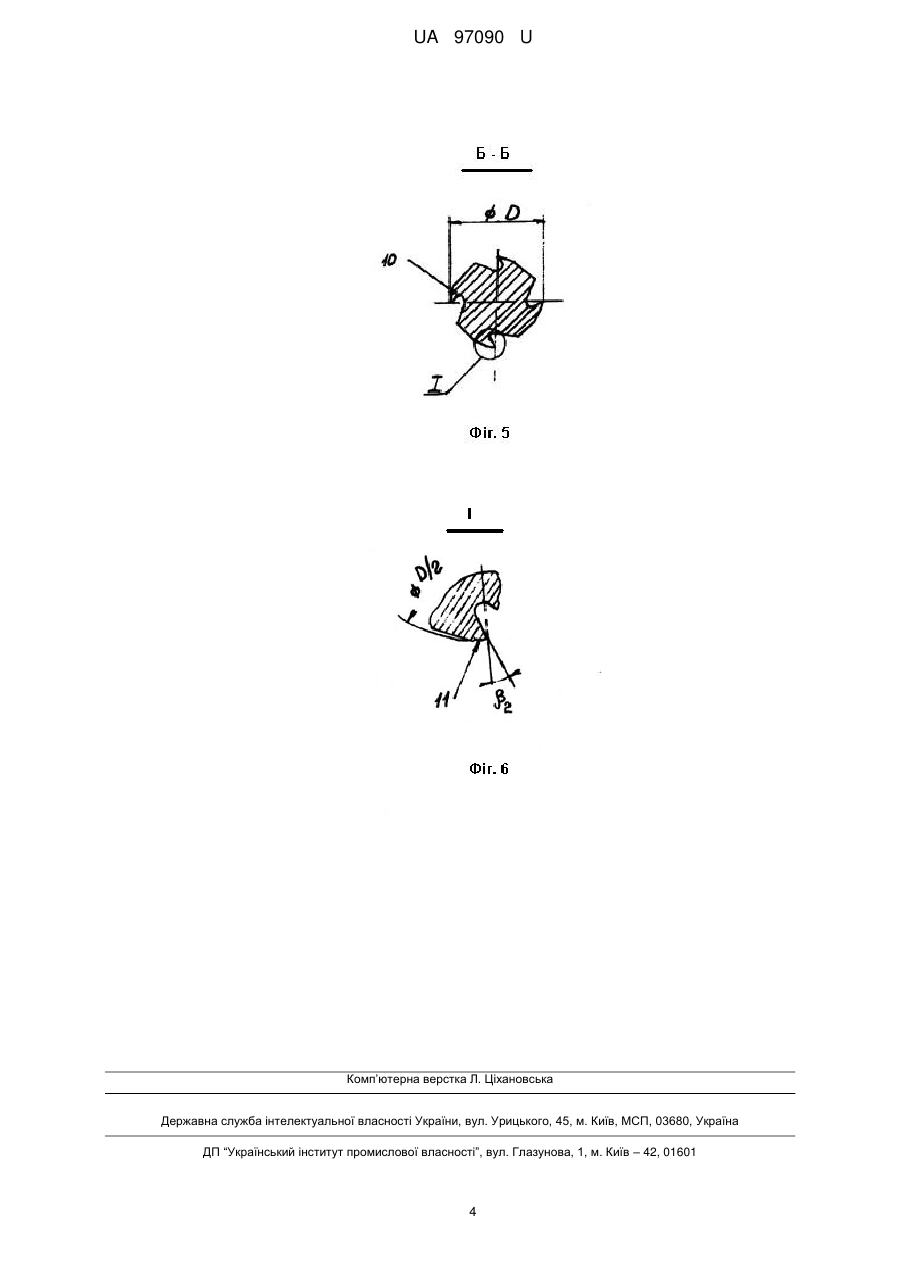
Реферат: Перове свердло-розгортка для отримання отвору в полімерному композиційному матеріалі містить ріжучу частину у вигляді пластини, з кутом при вершині. Ріжучі кромки виконані як при вершині так і по всій її бічній поверхні. Ріжуча пластина виконана за одне ціле з ріжучою (розгортаючою) циліндричною частиною і хвостовиком. Відношення діаметра окружності, що описує ріжучі кромки на бічній поверхні пластини, до діаметра окружності, що описує ріжучі кромки циліндричної частини, лежить в межах від 0,90 до 0,96. UA 97090 U (12) UA 97090 U UA 97090 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування, а саме до області обробки матеріалів різанням, і може бути використана для отримання отворів в деталях (вузлах) з полімерних композиційних матеріалів (ПКМ) типу вуглепластиків, боропластиків, склопластиків і гібридних матеріалів на їх основі, у тому числі в складі пакетів з різнорідних матеріалів (ПКМ + різні метали та їх комбінації). До свердління отворів в полімерних композиційних матеріалах під так зване "класне" кріплення (болти, болти-заклепки з 7 квалітетом точності посадкової поверхні) пред'являються особливі вимоги, а саме отримання класу (квалітету) точності отвору порядку Н7, Н8. Звичайне свердління отворів стандартними, як спіральними (за ГОСТом 10902-77) так і перовими свердлами (за ГОСТом 25526-82), не забезпечує необхідну якість через притаманного для ПКМ властивості - "гістерезису" просвердленого отвору (це коли діаметр просвердленого отвору менше діаметра свердла, що його просвердлило) Зазвичай розходження становить 5-10 % /1/. Заявнику з рівня техніки невідомо аналогічного за призначенням технічного рішення, що має спільні ознаки з даною корисною моделлю. Задача корисної моделі полягає в розробці перового свердла-розгортки для отримання отвору в полімерному композиційному матеріалі шляхом застосування двоступеневого процесу отримання отвору за одну операцію і тим самим забезпечити його точність (квалітет Н7) та підвищити продуктивність процесу. Поставлена задача вирішується тим, що в перовому свердлі-розгорці для отримання отвору в полімерному композиційному матеріалі, згідно з корисною моделлю, що містить ріжучу частину у вигляді пластини, з кутом при вершині, причому ріжучі кромки виконані як при вершині так і по всій її бічній поверхні, ріжуча пластина виконана за одне ціле з ріжучою (розгортаючою) циліндричною частиною і хвостовиком. Відношення діаметра окружності, що описує ріжучі кромки на бічній поверхні пластини до діаметра окружності, що описує ріжучі кромки циліндричної частини лежить в межах від0,90 до 0,96. При цьому кут при вершині різальної пластини становить 110±20 градусів, а геометрія різальних кромок наступна: задній кут - 10-20 градусів; передній кут - 10-20 градусів. Ріжучі кромки-зуби на бічній поверхні пластини виконані з заднім кутом 10-20 градусів. Циліндрична ріжуча частина має щонайменше три зуба. Ріжучі кромки-зуби на циліндричній ріжучій частині виконані паралельно осі свердла-розгортки або по гвинтовій лінії, з кутом західної частини в 5-7 градусів і переднім кутом - 10-20 градусів. Дана корисна модель пояснюється ілюстративними матеріалами, де: - на фіг. 1 дано зображення загального виду перового свердла-розгортки; - на фіг. 2 дано зображення по розрізу А-А перового свердла-розгортки; - на фіг. 3 дано зображення по розрізу С-С перового свердла-розгортки; - на фіг. 4 дано зображення по розрізу Д-Д перового свердла-розгортки; - на фіг. 5 дано зображення по розрізу Б-Б перового свердла-розгортки; - на фіг. 6 дано зображення виноски І на розрізі Б-Б перового свердла-розгортки. Перове свердло-розгортка для отримання отвору в полімерному композиційному матеріалі виготовляється, наприклад: з ріжучої сталі марки Р6М5 ГОСТ 19265-73 або з твердого сплаву марки ВК8 ГОСТ 3882-74 і містить ріжучу пластину 1. З кутом при вершині 2 рівним 2φ=110±20 градусів. Ріжучі кромки-зуби виконані як при вершині 2 (кромки 3,4) так і по всій її бічній поверхні 5 (кромки 6,7). Ріжуча пластина 1 виконана за одне ціле з ріжучою (розгортаючою) циліндричною частиною 8 і хвостовиком 9. Відношення діаметра d (фіг. 2) окружності, що описує ріжучі кромки на бічній поверхні пластини до діаметра D (фіг. 6) окружності, що описує ріжучі кромки циліндричної частини лежить в межах від0,90 до 0,96. Таке співвідношення дозволяє повністю виключити вище згадане явище "гістерезису" просвердленого отвору при двоетапному процесі свердлення отвору і відповідній геометрії ріжучих кромок-зубів свердла-розгортки. Так геометрія ріжучих кромок 3,4 при вершині 2 пластини 1 (фіг. 3) становить: задній кут α1-10-20 градусів; передній кут β1-10-20 градусів. Ріжучі кромки-зуби 6,7 на бічній поверхні пластини 1 (фіг. 4 і фіг. 5) виконані із заднім α2 кутом в 10-20 градусів. Циліндрична ріжуча частина 8 має щонайменше три ріжучих кромок-зубів 10 (фіг. 6), їх ріжучі кромки (фіг. 6) виконані паралельно осі свердларозгортки або по гвинтовій лінії (на кресленнях не показано), з кутом західної частини (фіг. 1) γ в 5-7 градусів і переднім кутом (фіг. 7) β2 в 10-20 градусів. При цьому ріжучі кромки-зуби 10 мають на задній поверхні, калібруючи частину (так звану стрічку) 11 з діаметром рівним діаметра розгортання. Процес отримання отвору заявленим свердлом-розгортко відбувається наступним чином. Після того як воно закріплене у відповідному приводі, призначеному для його обертання, свердло-розгортку підводять до ПКМ або до пакету що містить ПКМ і починають сам процес свердління при оборотах залежних від марок матеріалів в пакеті, як правило це 500-2000 об/хв. 1 UA 97090 U 5 10 При цьому під дією осьового зусилля ріжуча пластина 1 своїми зубами 3 і 4 при вершині 2 і зубами 6, 7 на бічній поверхні 5 врізається в ПКМ і відбувається перший етап процесу різання з утворенням отвору з діаметром, наприклад рівним 4,5 мм, меншим від запланованого остаточного діаметра в 5,0 мм квалітету Н7.Слідом за цим відбувається другий етап отримання отвору вже за допомогою послідовного розгортання, наприклад чотирма зубами 10 частини 8 діаметром 5 мм квалітету f7 з вигладжуванням отвору калібровочною частиною 11 розгортки. Таким чином за один прохід, а в підсумку з меншими витратами отримати отвір 7-го або 8-го квалітетів точності. Джерело інформації: Ю.А.Воробйов, А.І.Ніколаєнко, А.Ю.Воробйов, ХАІ, журн. Авіаційно-космічна техніка і технологія, 2008. - №2. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 1. Перове свердло-розгортка для отримання отвору в полімерному композиційному матеріалі, що містить ріжучу частину у вигляді пластини, з кутом при вершині, причому ріжучі кромки виконані як при вершині так і по всій її бічній поверхні, ріжуча пластина виконана за одне ціле з ріжучою (розгортаючою) циліндричною частиною і хвостовиком, а відношення діаметра окружності, що описує ріжучі кромки на бічній поверхні пластини, до діаметра окружності, що описує ріжучі кромки циліндричної частини, лежить в межах від 0,90 до 0,96. 2. Перове свердло-розгортка за п. 1, яке відрізняється тим, що кут при вершині різальної пластини становить 110±20 градусів, а геометрія різальних кромок наступна: задній кут - 10-20 градусів; передній кут - 10- 20 градусів. 3. Перове свердло-розгортка за п. 1, яке відрізняється тим, що ріжучі кромки-зуби на бічній поверхні пластини виконані з заднім кутом 10-20 градусів. 4. Перове свердло-розгортка за п. 1, яке відрізняється тим, що циліндрична ріжуча частина має щонайменше три зуба. 5. Перове свердло-розгортка за п. 1, яке відрізняється тим, що ріжучі кромки-зуби на циліндричній ріжучій частині виконані паралельно осі свердла-розгортки або по гвинтовій лінії, з кутом західної частини в 5-7 градусів і переднім кутом - 10-20 градусів. 2 UA 97090 U 3 UA 97090 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюMamliuk Oleh Volodymyrovych
Автори російськоюМамлюк Олег Владимирович
МПК / Мітки
МПК: B23B 51/02
Мітки: перове, свердло-розгортка, полімерному, композиційному, отвору, матеріали, отримання
Код посилання
<a href="https://ua.patents.su/6-97090-perove-sverdlo-rozgortka-dlya-otrimannya-otvoru-v-polimernomu-kompozicijjnomu-materiali.html" target="_blank" rel="follow" title="База патентів України">Перове свердло-розгортка для отримання отвору в полімерному композиційному матеріалі</a>
Перове свердло

Номер патенту: 38808
Опубліковано: 15.05.2001
Автори: Мамлюк Олег Володимирович, Родін Родіон Петрович, Бугай Владіслав Юрьєвич, Лупкін Борис Володимирович
МПК: B23B 51/02
Текст:
...характеристик базування свердла в отворі в порівнянні зі стандартною конструкцією. При цьому, в процесі експлуатації таких свердел їхнє переточування не відрізняється від процесу переточування стандартних свердел. é tg a1tg j - sin m tga 2 tgj - sin m ù X = 0 ,25 d ê ú, cos m cos m ë û де: d - товщина робочої пластини; a 1 - задній кут на периферії перового зуба; a 2 - задній кут на периферії другого зуба; 2j - к ут при вершині свердла;...
Перове свердло

Номер патенту: 38816
Опубліковано: 15.05.2001
Автори: Родін Родіон Петрович, Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Бугай Владіслав Юрьєвич
МПК: B23B 51/02
Текст:
...(22) 20.10.2000 (24) 15.05.2001 (33) UA (46) 15.05.2001, Бюл. № 4, 2001 р. (72) Лупкін Борис Володимирович, Бугай Владіслав Юрьєвич, Мамлюк Олег Володимирович, Родін Родіон Петрович (73) Київський авіаційний технікум 38816 Фіг. 1 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42,...
Перове свердло

Номер патенту: 38815
Опубліковано: 15.05.2001
Автори: Мамлюк Олег Володимирович, Родін Родіон Петрович, Бугай Владіслав Юрьєвич, Равська Наталья Сергіївна, Лупкін Борис Володимирович
МПК: B23B 51/02
Текст:
...2000105940 (22) 20.10.2000 (24) 15.05.2001 (33) UA (46) 15.05.2001, Бюл. № 4, 2001 р. (72) Равська Наталья Сергіївна, Лупкін Борис Володимирович, Бугай Владіслав Юрьєвич, Мамлюк Олег Володимирович, Родін Родіон Петрович (73) Київський авіаційний технікум 38815 Фіг. 1 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі...
Спіральне свердло для отримання отворів в полімерних композиційних матеріалах
Номер патенту: 94507
Опубліковано: 10.11.2014
Автори: Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Корольков Юрій Якимович
МПК: B23B 51/02
Мітки: свердло, композиційних, полімерних, отворів, матеріалах, отримання, спіральне
Формула / Реферат:
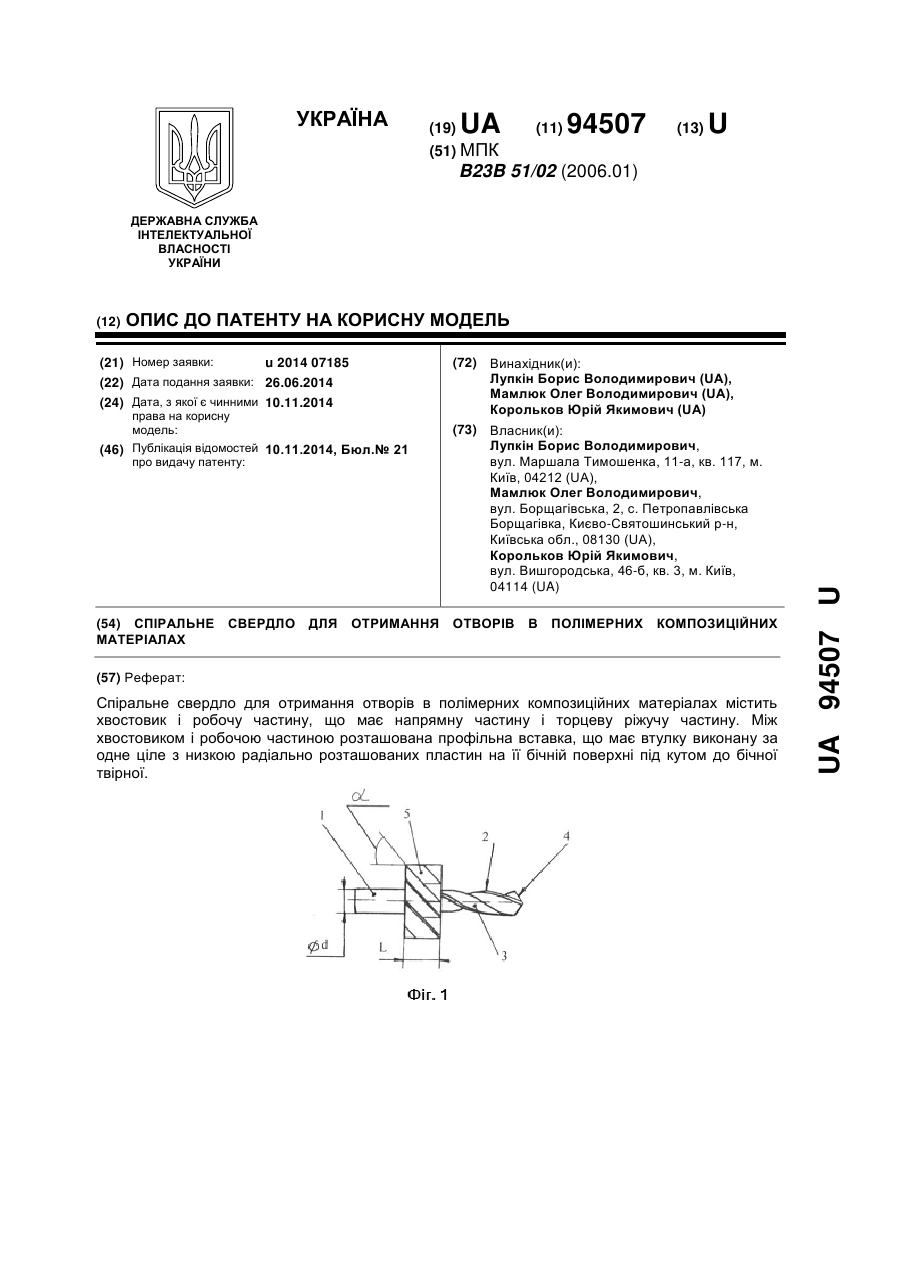
1. Спіральне свердло для отримання отворів в полімерних композиційних матеріалах, що містить хвостовик і робочу частину, що має напрямну частину і торцеву ріжучу частину, яке відрізняється тим, що між хвостовиком і робочою частиною розташована профільна вставка, що має втулку виконану за одне ціле з низкою радіально розташованих пластин на її бічній поверхні під кутом до бічної твірної.2. Спіральне свердло за п. 1, яке відрізняється...
Перове свердло з підрізаючими кромками
Номер патенту: 24726
Опубліковано: 30.10.1998
Автори: Бесарабець Юрій Йосипович, Адаменко Юрій Іванович, Родін Родіон Петрович, Лупкін Борис Володимирович, Равська Наталія Сергіївна
МПК: B29C 37/00
Мітки: кромками, свердло, підрізаючими, перове
Формула / Реферат:
Перовое сверло с подрезающими кромками, содержащее стебель и режущую пластину, отличающееся тем, что на торцевой части пластины выполнены подрезающие режущие кромки, а на боковых поверхностях пластины созданы положительные задние углы.
Попередній патент: Спосіб знищення грифованих документів на паперових/пластикових носіях інформації
Наступний патент: Спосіб виготовлення композитного матеріалу із побутових відходів
Випадковий патент: Сувенірна упаковка для напоїв