Просіваюча поверхня грохота
Номер патенту: 97424
Опубліковано: 10.02.2012
Автори: Коваленко Сергій Володимирович, Коваленко Валентина Володимирівна, Харченко Віктор Андрійович
Формула / Реферат
1. Просіваюча поверхня грохота, утворена набором колосникових пакетів, що складаються із пружних стрижнів, закріплених в опорах паралельно один одному, містить дві знімних боковини і подовжню осьову балку, що підтримує поперечні опори, виконані у вигляді пружних осей з рівномірно розміщеними по всій довжині наскрізними отворами діаметра d, у які запресовані пружні стрижні з кроком h з осями отворів, направлених перпендикулярно до осі поперечної опори, яка відрізняється тим, що співвідношення кроку до діаметра наскрізних отворів дорівнює h/d=1+(0,08![]() 0,30)k, де k - розмір фракції грохотованого матеріалу, що відсівається.
0,30)k, де k - розмір фракції грохотованого матеріалу, що відсівається.
2. Просіваюча поверхня грохота за п. 1, яка відрізняється тим, що на пружні осі і стрижні нанесене зносостійке металеве, керамічне або композиційне покриття іонно-плазмовим, іонно-плазмово-магнетронним або магнетронним способом.
3. Просіваюча поверхня грохота за п. 1, яка відрізняється тим, що пружні осі і стрижні виконані зі спеціальних сталей з модулем пружності Е не менше 2,19·10-5 МПа, витривалістю ![]() не менше 500 МПа, релаксаційною стійкістю
не менше 500 МПа, релаксаційною стійкістю ![]() не менше 50 МПа та покриті в спеціальних прес-формах зносостійкою технічною гумою або поліуретаном.
не менше 50 МПа та покриті в спеціальних прес-формах зносостійкою технічною гумою або поліуретаном.
4. Просіваюча поверхня грохота за п. 1, яка відрізняється тим, що діаметр стрижнів співвідноситься з їх довжиною як 1:(41,0-250,0), діаметр осей дорівнює (1,5-6,0) діаметра стрижнів, а довжина осей дорівнює ширині короба грохота.
5. Просіваюча поверхня грохота за п. 1, яка відрізняється тим, що дві знімних боковини, виконані у вигляді брусів із твердих порід дерева, що накладаються на кінці опор колосникових пакетів, щільно покладених на планки короба грохота, і закріплюються методом "розклинення".
6. Просіваюча поверхня грохота за п. 1, яка відрізняється тим, що подовжня осьова балка виготовлена у вигляді металевого профілю з гумовим покриттям і закріплена на зв'язок - балках короба.
Текст
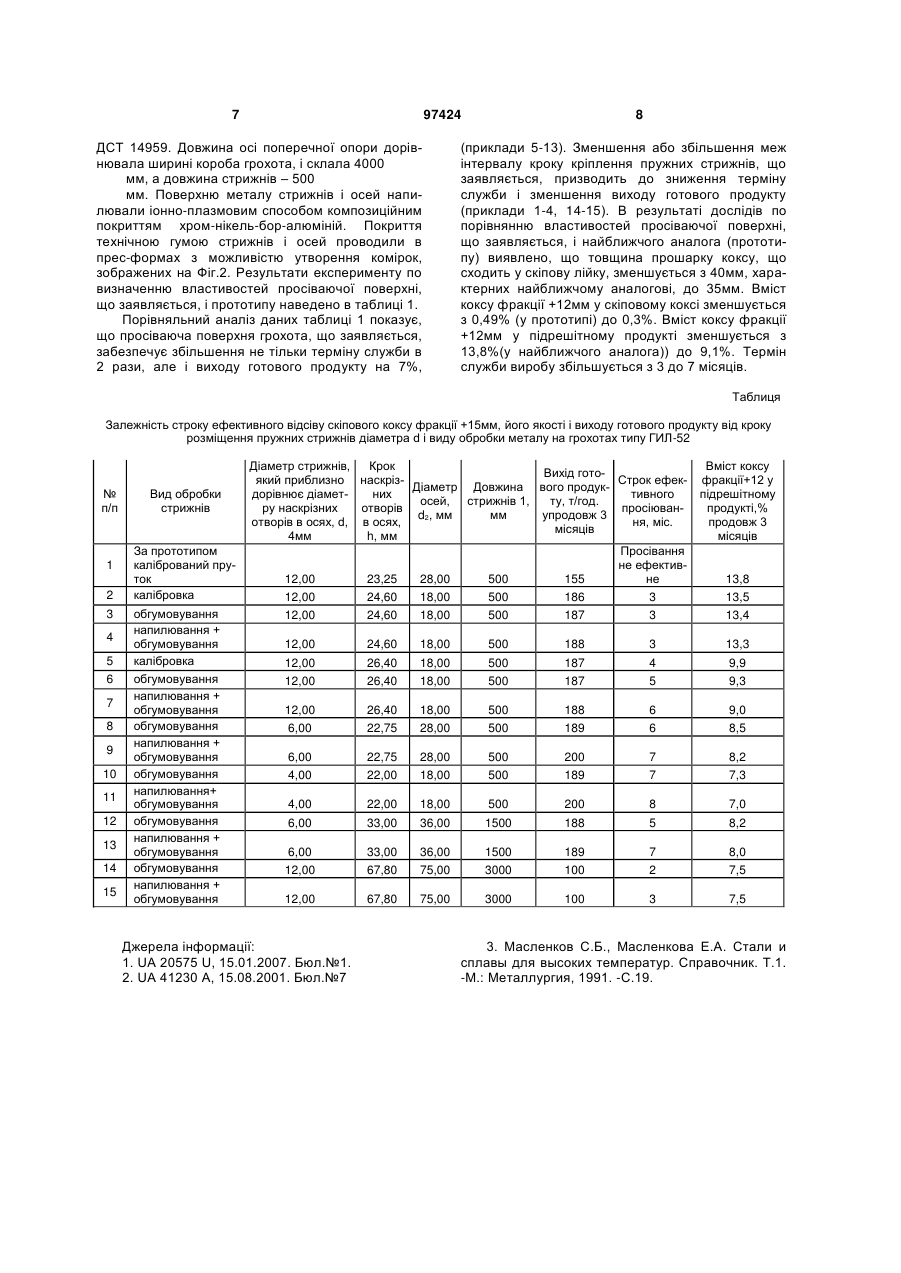
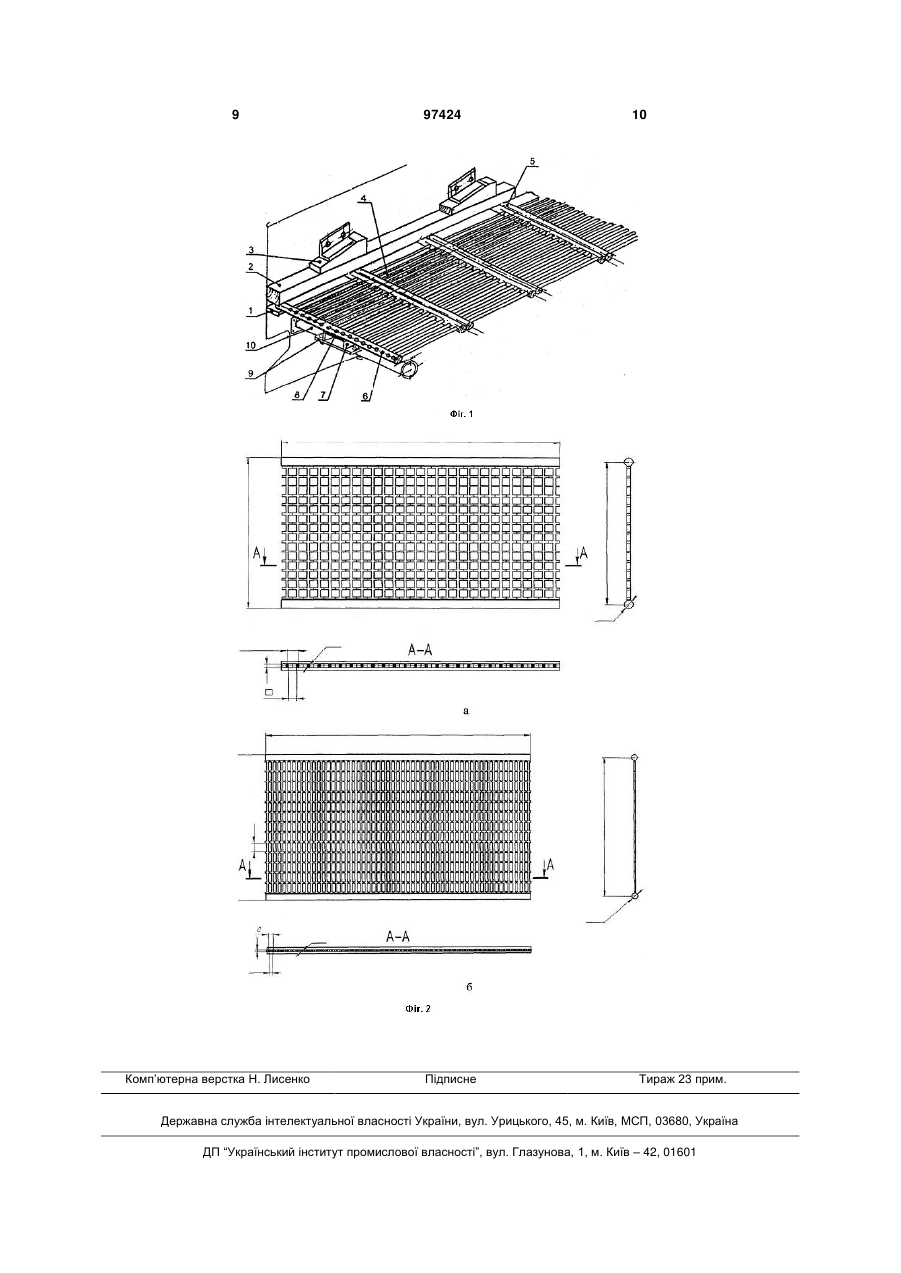
1. Просіваюча поверхня грохота, утворена набором колосникових пакетів, що складаються із пружних стрижнів, закріплених в опорах паралельно один одному, містить дві знімних боковини і подовжню осьову балку, що підтримує поперечні опори, виконані у вигляді пружних осей з рівномірно розміщеними по всій довжині наскрізними отворами діаметра d, у які запресовані пружні стрижні з кроком h з осями отворів, направлених перпендикулярно до осі поперечної опори, яка відрізняється тим, що співвідношення кроку до діаметра наскрізних отворів дорівнює h/d=1+(0,08 0,30)k, де C2 2 (19) 1 3 Суттєвим недоліком відомої конструкції є зниження амплітуди коливань колосників за рахунок пружного закріплення посередині їхньої довжини і, як наслідок, недостатня ефективність просівання, а також малий термін служби просіваючої поверхні. Найбільш близькою за технічною суттю є поверхня просіваючого грохота [2], що складається з пружних стрижнів, жорстко закріплених на опорах, двох знімних боковин і подовжньої осьової балки, що підтримує поперечні опори, виконані у вигляді пружних осей з рівномірно розміщених по всій довжині запресованих пружних стрижнів з кроком h, рівним h =d+(0,65-0,75)k, де k - розмір фракції грохотованого матеріалу, що відсівається, при цьому осі отворів спрямовані перпендикулярно до осі поперечної опори. Суттєвими недоліками даної просіваючої поверхні є низькі продуктивність і зносостійкість. В основу винаходу поставлена задача удосконалення конструкції просіваючої поверхні грохота шляхом підбору таких робочих елементів і видів їхнього з'єднання, що забезпечують в експлуатаційному режимі високі амплітуди змушених коливань просіваючої поверхні, синхронні з вібраціями грохота, а також сприяють підвищенню ефективності просівання, збільшенню виходу готового продукту і терміну служби. Поставлена задача вирішується тим, що у відомій просіюючій поверхні грохота, що містить пружні стрижні, закріплені в опорах паралельно один одному, дві боковини і подовжню осьову балку, що підтримує поперечні опори, виконані у вигляді пружних осей з рівномірно розташованими по всій довжині отворами наскрізного діаметра d, у яких запресовані пружні стрижні з кроком h, при цьому осі отворів направлені перпендикулярно до осі поперечної опори, відповідно до винаходу, що заявляється, крок дорівнює h/d = 1 +(0,08 0,30)k, де k - розмір фракції, що відсівається, грохотованого матеріалу, На пружні осі і стрижні, що виготовлені зі спеціальних сталей з модулем пружності Е . -5 не менше 2,19 10 МПа, границею витривалості R не менше 500МПа, релаксаційною стійкістю r не менше 50МПа, нанесене зносостійке металеве, керамічне або композиційне покриття іонноплазмовим, іонно-плазмово-магнетронним або магнетронним способом. Осі і стрижні покриваються в спеціальних прес-формах зносостійкою технічною гумою або поліуретаном. Діаметр стрижнів співвідноситься з їхньою довжиною як 1:(41,0250,0), діаметр осей дорівнює (1,5-6,0) діаметра стрижнів, при довжині осі, що дорівнює ширині короба грохота. Дві знімні боковини, що накладаються на кінці опор колосникових пакетів, щільно покладених на планках короба грохота, виконані у вигляді брусів із твердих порід дерева і закріплені методом "розклинення". Подовжня осьова балка виконана у вигляді металевого профілю з гумовим покриттям і закріплена на зв'язок - балках грохота. Найбільш важливою характеристикою об'єкта винаходу, що заявляється, є амплітуда вимушених коливань просіваючої поверхні в експлуатаційному режимі перевищуюча амплітуду коливань короба грохота при збереженні синхронності коливань, 97424 4 яка підвищує ефективність просівання, збільшує вихід готового продукту і термін служби грохота при забезпеченні високої чистоти розсіву. Між суттєвими ознаками винаходу, що заявляється, та технічним результатом, що досягається, є причинно-наслідковий зв'язок, який виявляється у тому, що пружно-міцнісні характеристики нероз'ємного з'єднання пружних осей і стрижнів при вибраних співвідношеннях їх геометричних розмірів дозволяють одержати в експлуатаційному режимі амплітуду вимушених коливань просіваючої поверхні грохота, яка переважає амплітуду коливань короба грохота. Міцність з'єднання осей і стрижнів забезпечує синхронність їхніх коливань з вібраціями короба грохота, і необхідну несучу спроможність просіваючої поверхні. Крім того, висока релаксаційна стійкість пружних осей і стрижнів забезпечує самодовільне зниження рівня механічних напруг, що виникають в області запресованих кінців пружних стрижнів [3], що збільшує термін служби просіваючої поверхні. Притиск опорних осей до планок короба за допомогою дерев'яних боковин забезпечує передачу енергії вібрацій короба осям і стрижням без втрат у болтових або різьбових з'єднаннях. Крім того, дерев'яні боковини демпфують горизонтальні коливання осей, що руйнують короб, і захищають його від абразивного зносу грохотованим матеріалом, що подовжує термін служби грохота в цілому. Напилене зносостійке покриття осей і стрижнів захищає поверхню металу від появи концентраторів напруги і зносу при контакті з речовиною, що просівається, унаслідок чого підвищується термін ефективної роботи просіваючої поверхні, знижується її металоємність і підвищується продуктивність. Тип покриття (металеве, керамічне або композиційне), а також спосіб його нанесення (іонно-плазмовим, іонно-плазмово-магнетронним або магнетронним напилюванням) визначається умовами експлуатації елементів просіваючої поверхні грохота, можливостями способів і необхідністю збереження структурного стану металу осей і стрижнів. Вибір релаксаційних і пружно-міцнісних властивостей елементів конструкції і їх геометричних розмірів був виконаний на основі експериментальних досліджень. Максимальні амплітуди коливань пружних стрижнів і осей без їх руйнації мають місце при їх виготовленні з ресорно-пружинної сталі. Однак, у залежності від умов експлуатації (температурнодинамічних навантажень у сполученні з абразивним зносом) використовували жароміцні нержавіючі, тепломіцні штампові й інші сталі з модулем -5 пружності Е не менше 2,19 10 МПа, границею витривалості R не менше 500МПа, релаксаційною стійкістю r не менше 50МПа. Зменшення модуля пружності знижує амплітуду вимушених коливань, зменшення границі витривалості зменшує термін служби, а зменшення релаксаційної стійкості робить конструкцію нероботоздатною. Покриття технічною гумою осей і стрижнів просіваючої поверхні або обклеювання їх поверхні поліуретаном дозволяє на початкових стадіях екс 5 плуатації захистити від ударно-абразивних навантажень поверхню металу і демпфувати удари речовини, що розсівається, а також за рахунок зміни геометрії комірок варіювати якісними і кількісними характеристики розсіву, підбирати необхідний клас крупності готового продукту і збільшити термін служби вище згаданих поверхонь. Використання як покриття стрижнів і осей технічної гуми обмежено умовами нагрівання просіваючої поверхні до 130°С, а поліуретану до 80°С. Співвідношення діаметра стрижня до його довжини оптимальні в діапазоні 1:(41,0-250,0). Вихід за межі цього співвідношення призводить до зменшення амплітуди коливань стрижнів і терміну їх служби. Оптимальні динамічні характеристики просіваючої поверхні забезпечуються при співвідношенні діаметра стрижнів до діаметра опор як 1:(1,5-6,0). При зменшенні співвідношення нижче нижнього значення знижується міцність з'єднання опористрижні і порушується синхронність їхніх змушених коливань з вібраціями короба грохота. При збільшенні співвідношення вище вищого значення росте металоємність конструкції, збільшується її вага і висота виступаючої частини опори, що призводить до підвищення динамічного навантаження на грохот і появі заторів грохотованого матеріалу, у результаті чого знижується ефективність просіювання. На Фіг.1 показаний загальний вид просіваючої поверхні, закріпленої на коробі грохота (цілком короб і грохот не показані). Просіваюча поверхня грохота складається з набору колосникових пакетів, щільно покладених на планці 1 короба грохота і притиснутих боковиною 2 (друга боковина не показана) за допомогою клинів 3. Боковина 2 і клини 3 виконані з твердих порід дерева. Колосниковий пакет складається з пружних стрижнів 4 і опор 5. Пружні стрижні 4 є прутиками з каліброваного сталевого прокату. Опори 5 виконані у вигляді пружних осей з рівномірно розташованими по всій довжині отворами 6 з наскрізним діаметром, у котрі паралельно один одному запресовані кінці пружних стрижнів 4. Поздовжня осьова балка 7 з гумовим покриттям 8 підтримує поперечні опори 5. Балка 7 приварена до пластини 9, укріпленій на зв'язок - балці грохота 10. Діаметр і довжина стрижнів 4 і відстань між сусідніми отворами 6 визначаються фракцією і фізичними властивостями грохотованого матеріалу. Довжина осей виготовляється рівній ширині короба грохота. Складання і монтаж просіваючої поверхні, здійснюється в такий спосіб. Калібровані прутки 4 попередньо охолоджують у середовищі азоту і запресовувають у наскрізні отвори 6. Кінці прутка 4 з обох зовнішніх сторін приварюють до опор 5 електрозварюванням вольфрамовим електродом у середовищі інертного газу (аргон), присадковий матеріал повинний бути низьковуглецевим аустенітного класу. Зібрані колосникові пакети щільно укладають на планки 1 короба грохота і на кінці їхніх опор 97424 6 накладають боковини 2, що затискаються клинами 3 до повного затягування, яке контролюють візуально. Всі конструктивні елементи просіваючої поверхні, яка заявляється, можуть бути виготовлені з даних матеріалів за доступною споживачам технологією складання і монтажу. Просіваюча поверхня грохота, що просіває, використовується таким чином. Під впливом вібрацій грохота (на Фіг.1 не показаний) опори 5 щільно притиснуті кінцями до короба грохота виконують вимушені гармонічні коливання з частотою і амплітудою А. У зв'язку з незначними втратами коливальної енергії в притискному з'єднанні короб-опора опори 2 будуть коливатися з частотою = 0 і амплітудою А = А0, де 0 і А0 - частота й амплітуда вібрацій короба. Власні коливання осей демпфуються притисненням до гумового покриття опорної балки 8. Стрижні, закріплені жорстко в опорах, завдяки високим пружно-міцнісним властивостям будуть коливатися щодо опор з амплітудою А>А0. Рівень механічних напруг, що виникає при цьому, буде довільно зменшуватися в процесі роботи завдяки високим значенням релаксаційної стійкості стрижнів. Частота і фаза їх коливань буде збігатися з частотою і фазою вібрацій грохота. Повна максимальна амплітуда коливань стрижнів Аmах буде дорівнювати: Аmax=А+А0>2А0 при = 1= 0. При падінні зерен грохотованого матеріалу на пружні стрижні, що коливаються з амплітудою Аmах, відбудеться вібраційна взаємодія між ними. Амплітуда коливань стрижня визначить вертикальну складову сили Pz, під дією якої зерно матеріалу підкидається. Збільшення амплітуди і, відповідно Pz, сприяє розпушенню матеріалу й ефективному відсіванню коксового дрібняку. Поділ матеріалу на підрешітний і надрешітний продукт обумовлюється, крім Pz ще силою ваги, що залежить від маси зерна, тобто його фракції, а також від дії горизонтальної складової сили Рх, обумовленої кутом падіння зерна на стрижень. Під впливом цих сил грохотований матеріал стрибкоподібно переміщається по просіваючій поверхні. При цьому підвищення якості поділу фракцій суттєво залежить не тільки від амплітуди коливань пружних стрижнів, але і від синхронності змушених коливань усіх ділянок просіваючої поверхні, тому що при цьому зерна кожної фракції групуються по висоті і швидкості горизонтального просування, що значно підвищує якість просівання і збільшує вихід готового продукту. Для визначення можливостей конструкції просіваючої поверхні грохоту, що заявляється, були виготовлені дві експериментальні партії колосникових пакетів, з яких в умовах промислових підприємств були змонтовані просіваючі поверхні, на грохотах типу ГИЛ-52 для відсівання скіпового коксу фракції +15 мм. Поперечні опори були виготовлені з гарячекатаного круглого прокату за ДСТ 2590, а стрижні - з каліброваного круглого прокату за ДСТ 7417, і ті й інші зі сталі 65Г категорії 3А за 7 97424 ДСТ 14959. Довжина осі поперечної опори дорівнювала ширині короба грохота, і склала 4000 мм, а довжина стрижнів – 500 мм. Поверхню металу стрижнів і осей напилювали іонно-плазмовим способом композиційним покриттям хром-нікель-бор-алюміній. Покриття технічною гумою стрижнів і осей проводили в прес-формах з можливістю утворення комірок, зображених на Фіг.2. Результати експерименту по визначенню властивостей просіваючої поверхні, що заявляється, і прототипу наведено в таблиці 1. Порівняльний аналіз даних таблиці 1 показує, що просіваюча поверхня грохота, що заявляється, забезпечує збільшення не тільки терміну служби в 2 рази, але і виходу готового продукту на 7%, 8 (приклади 5-13). Зменшення або збільшення меж інтервалу кроку кріплення пружних стрижнів, що заявляється, призводить до зниження терміну служби і зменшення виходу готового продукту (приклади 1-4, 14-15). В результаті дослідів по порівнянню властивостей просіваючої поверхні, що заявляється, і найближчого аналога (прототипу) виявлено, що товщина прошарку коксу, що сходить у скіпову лійку, зменшується з 40мм, характерних найближчому аналогові, до 35мм. Вміст коксу фракції +12мм у скіповому коксі зменшується з 0,49% (у прототипі) до 0,3%. Вміст коксу фракції +12мм у підрешітному продукті зменшується з 13,8%(у найближчого аналога)) до 9,1%. Термін служби виробу збільшується з 3 до 7 місяців. Таблиця Залежність строку ефективного відсіву скіпового коксу фракції +15мм, його якості і виходу готового продукту від кроку розміщення пружних стрижнів діаметра d і виду обробки металу на грохотах типу ГИЛ-52 № п/п 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Вид обробки стрижнів За прототипом калібрований пруток калібровка Діаметр стрижнів, Крок Вихід готоякий приблизно наскрізСтрок ефекДіаметр Довжина вого продукдорівнює діаметних тивного осей, стрижнів 1, ту, т/год. ру наскрізних отворів просіюванd2, мм мм упродовж 3 отворів в осях, d, в осях, ня, міс. місяців 4мм h, мм Просівання не ефектив12,00 23,25 28,00 500 155 не Вміст коксу фракції+12 у підрешітному продукті,% продовж 3 місяців 13,8 12,00 24,60 18,00 500 186 3 13,5 обгумовування напилювання + обгумовування калібровка 12,00 24,60 18,00 500 187 3 13,4 12,00 24,60 18,00 500 188 3 13,3 12,00 26,40 18,00 500 187 4 9,9 обгумовування напилювання + обгумовування обгумовування напилювання + обгумовування обгумовування напилювання+ обгумовування обгумовування напилювання + обгумовування обгумовування напилювання + обгумовування 12,00 26,40 18,00 500 187 5 9,3 12,00 6,00 26,40 22,75 18,00 28,00 500 500 188 189 6 6 9,0 8,5 6,00 22,75 28,00 500 200 7 8,2 4,00 22,00 18,00 500 189 7 7,3 4,00 22,00 18,00 500 200 8 7,0 6,00 33,00 36,00 1500 188 5 8,2 6,00 33,00 36,00 1500 189 7 8,0 12,00 67,80 75,00 3000 100 2 7,5 12,00 67,80 75,00 3000 100 3 7,5 Джерела інформації: 1. UA 20575 U, 15.01.2007. Бюл.№1. 2. UA 41230 А, 15.08.2001. Бюл.№7 3. Масленков С.Б., Масленкова Е.А. Стали и сплавы для высоких температур. Справочник. Т.1. -М.: Металлургия, 1991. -С.19. 9 Комп’ютерна верстка Н. Лисенко 97424 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюScreen sifting surface
Автори англійськоюKharchenko Viktor Andriiovych, Kovalenko Serhii Volodymyrovych, Kovalenko Valentyna Volodymyrivna
Назва патенту російськоюПросеивающая поверхность грохота
Автори російськоюХарченко Виктор Андреевич, Коваленко Сергей Владимирович, Коваленко Валентина Владимировна
МПК / Мітки
Мітки: поверхня, грохота, просіваюча
Код посилання
<a href="https://ua.patents.su/5-97424-prosivayucha-poverkhnya-grokhota.html" target="_blank" rel="follow" title="База патентів України">Просіваюча поверхня грохота</a>
Просіваюча поверхня грохота
Номер патенту: 55299
Опубліковано: 10.12.2010
Автори: Кобєлєв Роман Володимирович, Жук Віталій Іванович, Харченко Віктор Андрійович
МПК: B07B 1/40
Мітки: просіваюча, грохота, поверхня
Формула / Реферат:
1. Просіваюча поверхня грохота, утворена набором колосникових пакетів, що складаються із пружних стрижнів, закріплених в опорах паралельно один одному, двох знімних боковин і подовжньої осьової балки, що підтримує поперечні опори, виконані у вигляді пружних осей з рівномірно розміщеними по всій довжині наскрізними отворами діаметра d, у які запресовані пружні стрижні з кроком h з осями отворів, направлених перпендикулярно до осі поперечної...
Просіваюча поверхня грохоту
Номер патенту: 41230
Опубліковано: 15.08.2001
Автори: Дударенко Андрій Анатолійович, Кекух Анатолій Володимирович, Харченко Віктор Андрійович
МПК: B07B 1/40
Мітки: грохоту, просіваюча, поверхня
Формула / Реферат:
1. Просіваюча поверхня грохота, утворена набором колосникових пакетів, що складаються з пружних стрижнів, закріплених в опорах паралельно один одному, яка відрізняється тим, що додатково містить дві знімні боковини і поздовжню осьову балку, яка підтримує поперечні опори, які виконані у вигляді пружних осей з рівномірно розташованими по всій довжині отворами наскрізного діаметру d, в які запресовані пружні стрижні з кроком h, рівним...
Просіваюча поверхня грохота
Номер патенту: 16133
Опубліковано: 29.08.1997
Автори: Берінберг Зіновій Шлемович, Долгополов Леонід Миколайович, Мехальчишин Володимир Степанович, Жовтюк Георгій Володимирович, Полулях Олександр Данилович
МПК: B07B 1/46
Мітки: грохота, поверхня, просіваюча
Формула / Реферат:
1. Просеивающая поверхность грохота, включающая опоры подситника, на которых расположены эластичные карты с продолговатыми просеивающими отверстиями, поперечными перемычками, перпендикулярными большой оси отверстий и продольными перемычками, в каждой из которых с нерабочей стороны эластичных карт продольно большой оси отверстий размещены металлические вставки, элементы фиксации эластичных карт, отличающаяся тем, что, с целью...
Просіювальна поверхня грохота
Номер патенту: 80852
Опубліковано: 12.11.2007
Автори: Кофанов Олександр Сергійович, Лук'яненко Олександр Федорович
МПК: B07B 1/46
Мітки: просіювальна, поверхня, грохота
Формула / Реферат:
Просіювальна поверхня грохота, що складається з двох або більше каскадно розміщених ділянок та містить поздовжні опори з ситами, що на них закріплені, яка відрізняється тим, що кінці опор попередньої ділянки нависають над опорами наступної ділянки, перекриваючи частину їх площини, при цьому сито попередньої ділянки не досягає краю своїх опор, і його край перекриває по вертикалі початок сита наступної ділянки просіювальної поверхні, а на...
Колосникова секція грохота
Номер патенту: 713
Опубліковано: 15.02.2001
Автор: Ситенко Іван Васильович
МПК: B07B 1/00
Мітки: колосникова, секція, грохота
Формула / Реферат:
1. Колосникова секція грохота, яка містить дві опорні балки і закріплені на них обома кінцями колосники, виконані у вигляді стрижнів круглого перерізу, яка відрізняється тим, що колосники закріплені нерухомо, геометричні розміри секції визначені із співвідношень:де d - діаметр колосника, мм;S - ширина міжколосникової щілини, мм;D - товщина опорної балки, мм;І та h - довжина і ширина просіювальної...
Попередній патент: Спосіб сепарування сипучої суміші у текучому середовищі та пристрій для його здійснення
Наступний патент: Фотоннокристалічний пристрій з протифазними хвильовими неоднорідностями
Випадковий патент: Вставка для породоруйнуючого інструменту