Спосіб личкування деревинних композиційних матеріалів
Номер патенту: 97761
Опубліковано: 10.04.2015
Автори: Бехта Павло Антонович, Томаш Кристоф'як, Барбара Ліс

Формула / Реферат
Спосіб личкування деревинних композиційних матеріалів, що включає підготовку композиційного матеріалу, нанесення на його поверхню клею, укладання листів шпону в пакет, пресування, який відрізняється тим, що перед укладанням у пакет листи шпону ущільнюють між нагрітими барабанами або плитами преса, тиском в 1-3 МПа, а температура становить 150-250 C.
Текст
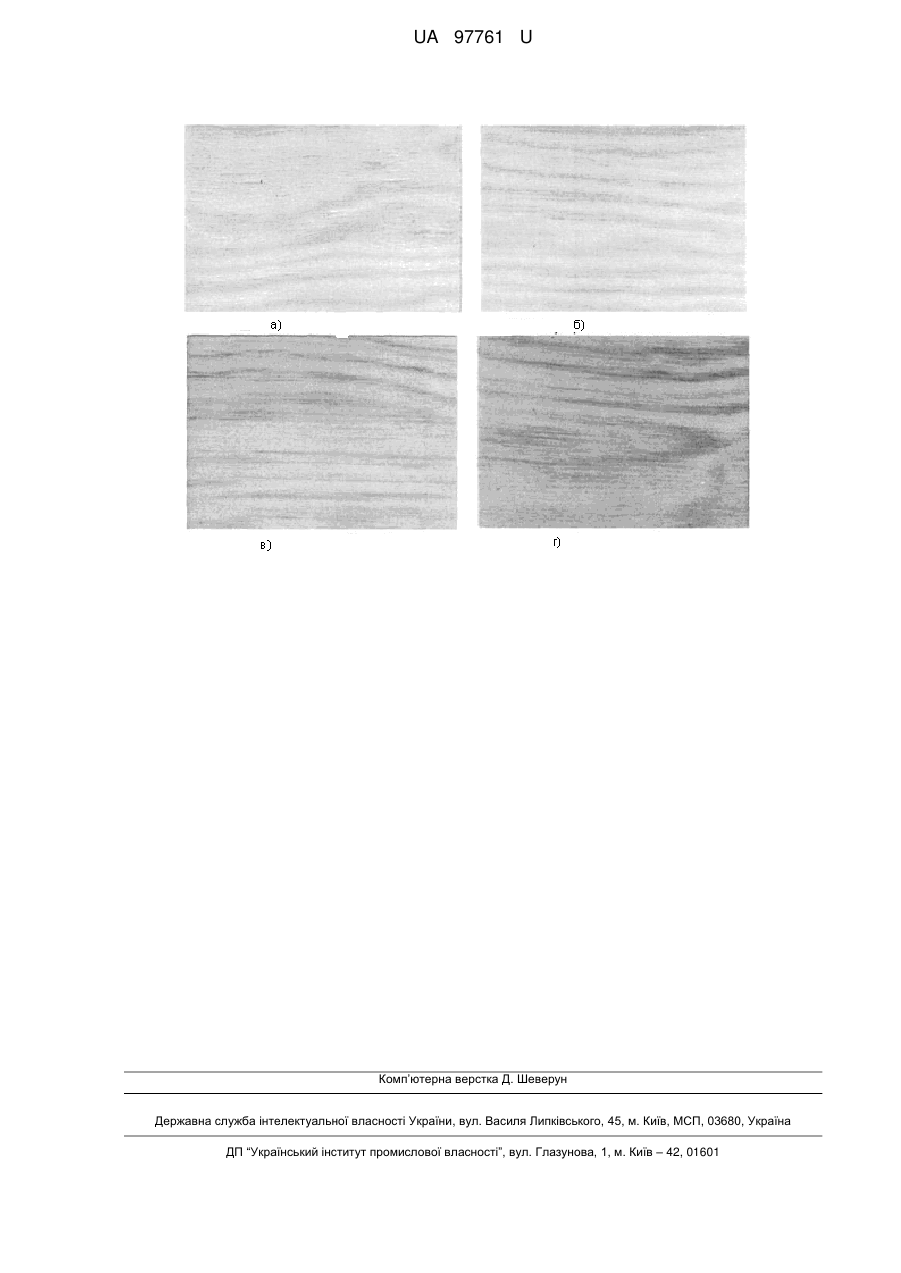
Реферат: UA 97761 U UA 97761 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів личкування деревинних композиційних матеріалів (фанери, стружкових плит, волокнистих плит, деревинно-полімерних плит тощо) для потреб меблевого виробництва, будівництва, оздоблювальних робіт, товарів побутового або промислового призначення. Відомий спосіб личкування деревинних плит, який включає наступні операції: підготовку плит, яка полягає в їх шліфуванні та очищенні від пороху, підготовку шпону, нанесення клею на поверхню плит, формування пакета, пресування [1]. Недоліком відомого способу є низька якість личкування, що проявляється у проникненні клею на лицеву поверхню шпону, а отже, готового композиційного матеріалу. Крім того, як личкувальний матеріал використовують тонкий (0,25-1,0 мм) струганий шпон цінних порід деревини. До того ж, готовий личкований композиційний матеріал піддається шліфуванню, що призводить до додаткових втрат деревини цінних порід (перевитрати сировини). У зв'язку з тим, що в недалекому майбутньому може виникнути проблема дефіциту традиційних цінних порід деревини, виникає потреба розроблення технології виробництва личкованих деревинних композиційних матеріалів з використанням порід деревини з гіршими декоративними властивостями і меншою щільністю (наприклад, осики, тополі, липи, вільхи, сосни тощо). Відомо спосіб підготовки поверхні деревини під лакофарбове покриття, який включає нанесення ґрунту на поверхню плоского щита і наступне термічне оброблення в пресах або термопрокатних верстатах [2]. Відомий спосіб личкування поверхні шпоном, який полягає у нанесенні на поверхню клею, вкладання шпону в пакет, змочування зовнішньої поверхні шпону в пакеті водою за витрати 502 100 г/м і гарячому приклеюванні [3]. Недоліком відомого способу є додаткові витрати води, збільшення тривалості пресування, підвищення вологості готового матеріалу. В основу корисної моделі поставлена задача створити спосіб личкування деревинних композиційних матеріалів (фанери, стружкових плит, волокнистих плит, деревинно-полімерних плит тощо), в якому завдяки тому, що перед укладанням листів шпону в пакет вони ущільнюються, підвищується якість личкування, запобігається проникнення клею на поверхню шпону (і, відповідно, готового матеріалу), личкований матеріал характеризується високими декоративними (естетичними) властивостями (кольором і високим блиском), підвищеною твердістю та міцністю, меншою витратою клею, нижчою шорсткістю поверхні і, відповідно, не має потреби його шліфувати. Поставлена задача вирішується тим, що у спосіб личкування деревинних композиційних матеріалів, який включає підготовку композиційного матеріалу, нанесення на його поверхню клею, укладанням листів шпону в пакет, пресування (холодне або гаряче), в якому згідно з корисною моделлю листи шпону перед укладанням їх у пакет піддають ущільненню між нагрітими барабанами або плитами преса за тиску 1-3 МПа і температури 150-250 C. На кресленні зображено зовнішній вигляд поверхонь MDF плит личкованих неущільненим і ущільненим за різних температур сосновим шпоном: а) – шпон неущільнений; б) – шпон ущільнений за 150 C; в) – шпон ущільнений за 180 C; г) – шпон ущільнений за 210 C. Суть даного способу полягає в наступному. Поверхня деревинно-композиційного матеріалу, який піддається личкуванню, шліфується та очищається від пороху. Листи шпону (лущеного або струганого) піддаються ущільненню за температур 150-250 °C і тиску 1-3 МПа. Ущільнення здійснюють у будь-якому агрегаті (між нагрітими барабанами або плитами преса), що забезпечує ущільнення листів шпону за зазначених вище параметрах. Після цього шпон охолоджують і складають у пачки. У процесі ущільнення шпону закриваються пори деревини (зменшується пористість), зменшується шорсткість поверхні, покращується його естетичний вигляд (креслення), підвищується щільність, міцність і твердість. Крім того, під час ущільнення кожний лист шпону набуває рівномірної товщини (калібрується) і однакових фізико-механічних показників, а поверхня стає рівною і гладкою. Після чого ущільнені листи шпону збирають у пакети з композиційним матеріалом, на поверхню якого наносять клей, і формують пакет. Пакет формується укладанням листів ущільненого шпону з однієї або двох сторін композиційного матеріалу. Сформований пакет завантажують у прес, де відбувається склеювання (холодне або гаряче). Готовий личкований деревинно-композиційний матеріал вивантажують із преса і складають у пачки. Результати фізико-механічних випробувань личкованого деревинно-композиційного матеріалу наведено в таблиці. Як деревинний композиційний матеріал, який піддавався личкуванню, використано волокнисту плиту середньої щільності (MDF). Як личкувальний матеріал використано сосновий лущений шпон. Для приклеювання шпону до плити застосовано 1 UA 97761 U полівінілацетатний клей для холодного склеювання. Приклеювання шпону до плити здійснено 2 за витрати 100, 140 і 180 г/м . Для порівняння властивостей личкованого композиційного матеріалу для личкування було також використано неущільнений шпон. Таблиця Середні значення міцності на згин, модуля пружності та адгезійної міцності личкованих MDF плит Матеріал Витрата клею 2 [г/м ] Міцність на згин Модуль [МПа] пружності [МПа] Адгезійна міцність [МПа] MDF личкована шпоном: неущільненим (контроль) ущільненим за: 150 C 180 C 210°C 100 140 180 45.59 41.27 41.90 4561 4047 4194 0.80 0.82 0.78 100 140 180 100 140 180 100 140 180 48.23 45.61 45.23 48.08 46.83 47.21 48.56 46.44 47.31 4694 4720 4529 4815 4721 4839 4795 4810 4753 0.75 0.83 0.84 0.91 0.86 0.83 0.71 0.82 0.80 5 10 15 20 25 30 35 Таким чином, використання попередньо ущільненого шпону дає змогу покращити декоративні властивості композиційних матеріалів і підвищити їх механічні характеристики. Зокрема, значення міцності на статичний згин і модуля пружності MDF плит личкованих ущільненим шпоном є вищими в середньому на 5.5-13.0 % і 2.9-15.4 %, відповідно, порівняно з аналогічними параметрами MDF плит личкованих звичайним неущільненим шпоном. Адгезійна міцність приклеювання ущільненого шпону до поверхні MDF плит, в основному, є вищою за адгезійну міцність приклеювання звичайного неущільненого шпону. Личкуванню ущільненим шпоном можуть піддаватися також й інші деревинні композиційні матеріали, такі як фанера, стружкові плити, волокнисті плити, деревинно-полімерні матеріали тощо. Отже, при здійсненні корисної моделі ми отримуємо можливість використовувати будь-які породи деревини для одержання личкованих деревинних композиційних матеріалів з високими фізико-механічними показниками і привабливим зовнішнім виглядом. Крім того, запропонований спосіб личкування деревинних композиційних матеріалів дає змогу розширити сировинну базу для їх личкування завдяки залученню деревинних порід з низькими декоративними властивостями, зменшити собівартість готових матеріалів і, відповідно, економити цінну деревинну сировину. Джерела інформації: 1. Довідник меблевика. Конструкції та функціональні розміри. Матеріали. Технологія виробництва. Москва: Лісова пром-сть, 1985. - С. 272-282. 2. Онєгін В.І. Формування лакофарбових покриттів деревини /за ред. А.А. Леоновіча. Ленінград, 1983, С. 61-62. 3. А. с. № 1207813 (СРСР). Спосіб личкування поверхні шпоном / Філонов А.А. - Заявл. 20.02.84. Опубл. 30.01.86. Бюл. № 4. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб личкування деревинних композиційних матеріалів, що включає підготовку композиційного матеріалу, нанесення на його поверхню клею, укладання листів шпону в пакет, пресування, який відрізняється тим, що перед укладанням у пакет листи шпону ущільнюють між нагрітими барабанами або плитами преса, тиском в 1-3 МПа, а температура становить 150250 °C. 2 UA 97761 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори російськоюTomasz Krystofiak, Barbara Lis
МПК / Мітки
Мітки: деревинних, спосіб, личкування, матеріалів, композиційних
Код посилання
<a href="https://ua.patents.su/5-97761-sposib-lichkuvannya-derevinnikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб личкування деревинних композиційних матеріалів</a>
Спосіб виготовлення деревинних композиційних матеріалів із шпону
Номер патенту: 97207
Опубліковано: 10.03.2015
Автори: Бехта Павло Антонович, Седлячік Ян, Лізонь Борис
Мітки: спосіб, шпону, деревинних, композиційних, виготовлення, матеріалів
Формула / Реферат:
Спосіб виготовлення деревинних композиційних матеріалів із шпону, що включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що попередня обробка шпону здійснюється ущільненням листів шпону будь-яким способом (між нагрітими/холодними плитами преса...
Спосіб виготовлення деревинних шаруватих матеріалів
Номер патенту: 97206
Опубліковано: 10.03.2015
Автори: Бехта Павло Антонович, Лізонь Борис, Седлячік Ян
Мітки: матеріалів, спосіб, шаруватих, виготовлення, деревинних
Формула / Реферат:
1. Спосіб виготовлення деревинних шаруватих матеріалів, який включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки поверхні шпону модифікатором, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що поверхня шпону обробляється шляхом нанесення на неї модифікатора у вигляді 6 %-ого водного розчину...
Спосіб виготовлення деревних композиційних матеріалів
Номер патенту: 3752
Опубліковано: 15.12.2004
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: матеріалів, деревних, виготовлення, композиційних, спосіб
Формула / Реферат:
1. Спосіб виготовлення деревних композиційних матеріалів (фанери, стружкових плит, плит MDF, плит OSB тощо), що включає операції формування пакета, підпресування, пресування і обробку охолодженням, шліфуванням, обрізуванням, опорядженням готових матеріалів, який відрізняється тим, що після операції гарячого пресування готові нагріті матеріали піддають ущільнюванню прокатуванням між притискними елементами при кімнатній температурі 18-25°С, а...
Спосіб виготовлення багатошарових деревинних матеріалів з подрібненої деревини
Номер патенту: 38312
Опубліковано: 15.05.2001
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: деревини, деревинних, подрібненої, спосіб, багатошарових, матеріалів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення багатошарових деревинних матеріалів з подрібненої деревини, який включає операції сушіння стружки, їх пошарового змішування з клеєм, формування багатошарового килиму, підпресування і гарячого пресування, який відрізняється тим, що багатошаровий килим складається з середнього шару, двох зовнішніх і двох личкувальних шарів і виготовляється за схемою: формують личкувальний шар, на нього формують зовнішній шар, далі...
Інструмент для розкроювання деревинних листових матеріалів

Номер патенту: 61293
Опубліковано: 11.07.2011
Автори: Копанський Микола Михайлович, Бехта Павло Антонович
МПК: B23D 45/00
Мітки: деревинних, листових, розкроювання, матеріалів, інструмент
Формула / Реферат:
1. Інструмент для розкроювання деревинних листових матеріалів, який складається з двох дискових ножів, який відрізняється тим, що дискові ножі оснащені притискними роликами різного діаметра, просвіт між якими у вертикальній площині встановлюється залежно від товщини розкроюваного матеріалу.2. Інструмент за п. 1, який відрізняється тим, що дискові ножі закріплено на окремих валах з просвітом між ними порядку 0,1 мм і величиною...
Попередній патент: Торцеве ущільнення
Наступний патент: Залізнична цистерна
Випадковий патент: Сонячний колектор