Валок стану періодичної прокатки
Номер патенту: 98313
Опубліковано: 27.04.2015
Автори: Байримов Антон Олександрович, Балакін Валерій Федорович, Кутовий Віталій Вадимович, Білан Костянтин Сергійович

Формула / Реферат
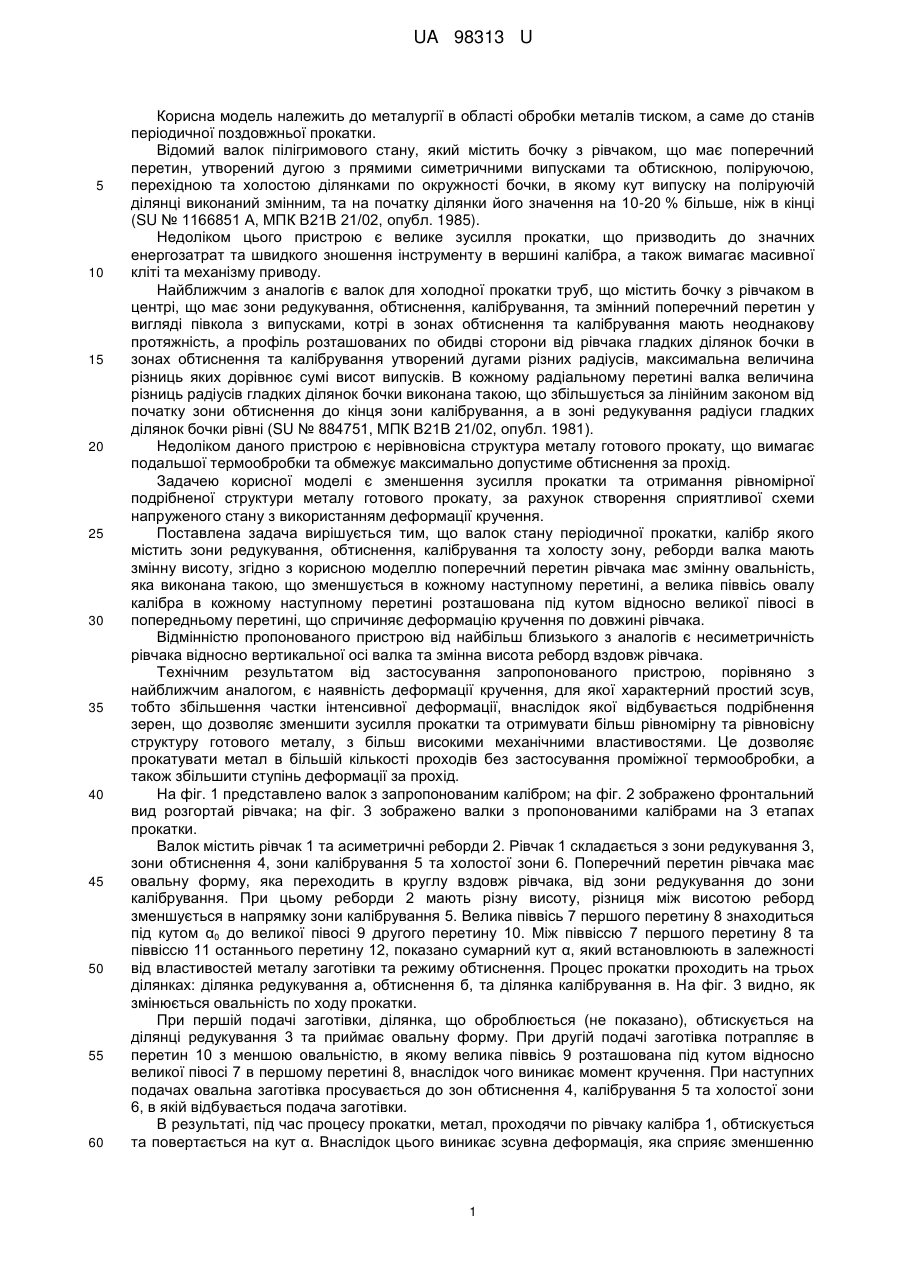
Валок стану періодичної прокатки, калібр якого містить зони редукування, обтиснення, калібрування та холосту зону, реборди валка мають змінну висоту, який відрізняється тим, що рівчак має змінну овальність, яка виконана такою, що зменшується в кожному наступному перетині, а велика піввісь овалу калібра в кожному наступному перетині розташована під кутом відносно великої півосі в попередньому перетині.
Текст
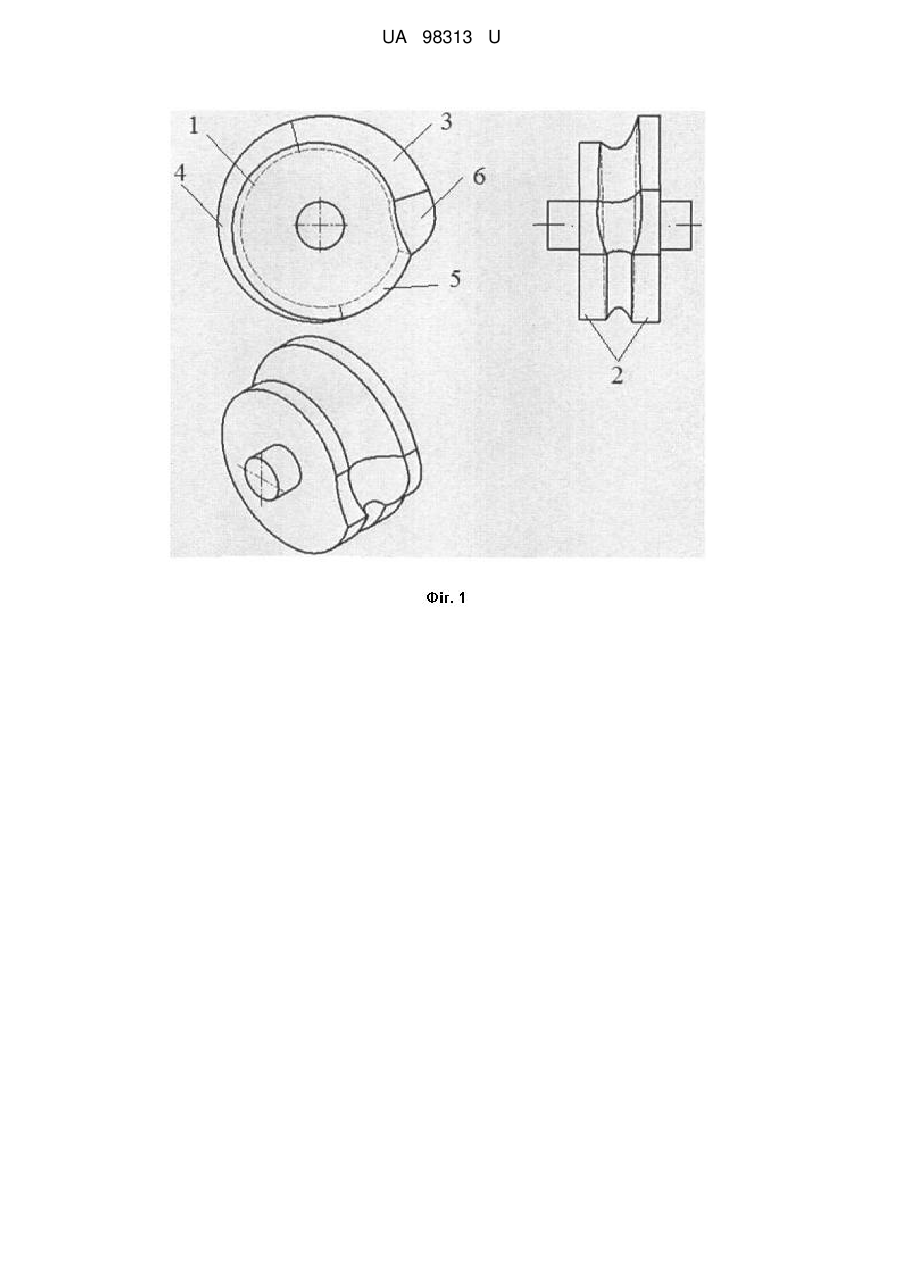
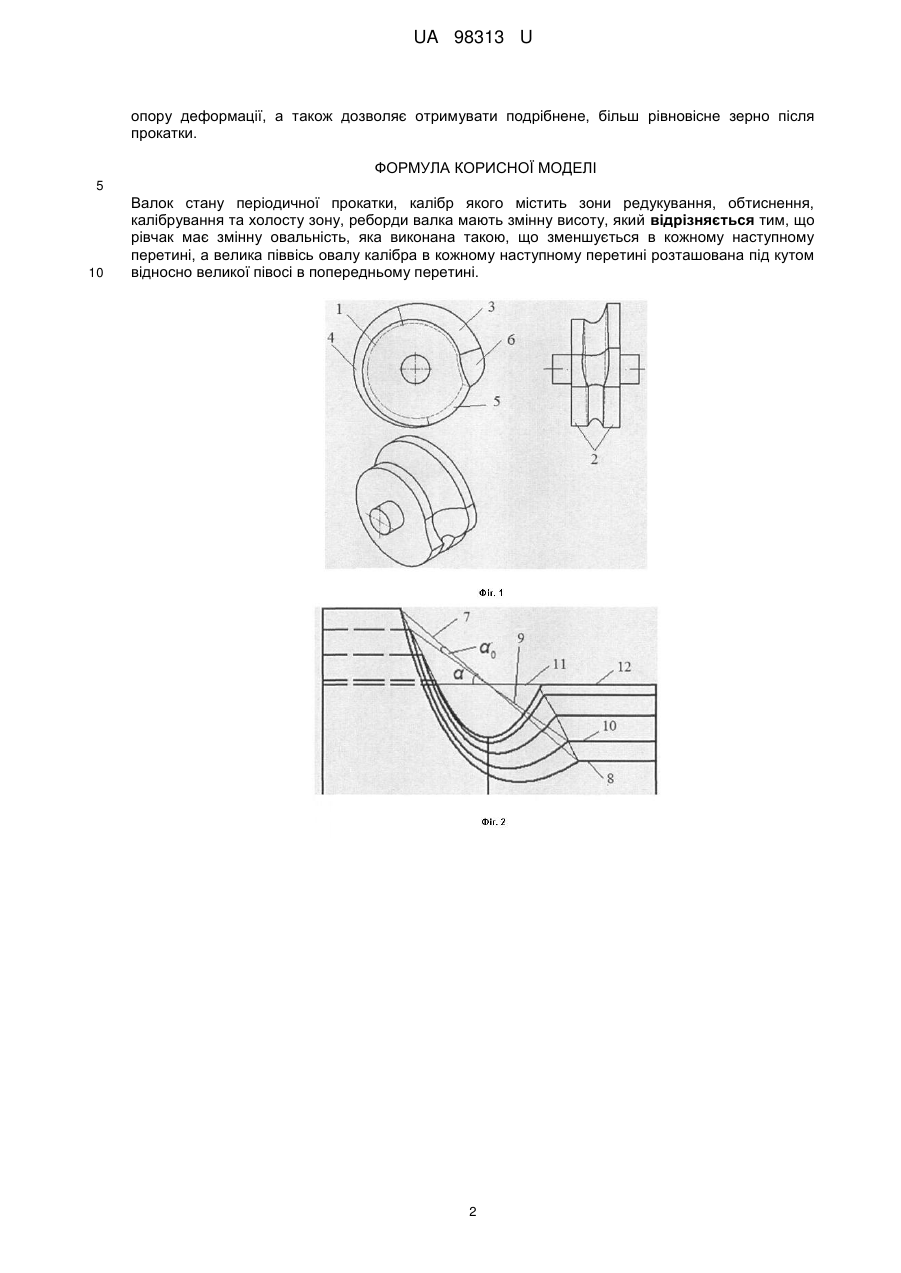
Реферат: Валок стану періодичної прокатки, калібр якого містить зони редукування, обтиснення, калібрування та холосту зону. Реборди валка мають змінну висоту. Рівчак має змінну овальність, яка виконана такою, що зменшується в кожному наступному перетині. Велика піввісь овалу калібра в кожному наступному перетині розташована під кутом відносно великої півосі в попередньому перетині. UA 98313 U (54) ВАЛОК СТАНУ ПЕРІОДИЧНОЇ ПРОКАТКИ UA 98313 U UA 98313 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії в області обробки металів тиском, а саме до станів періодичної поздовжньої прокатки. Відомий валок пілігримового стану, який містить бочку з рівчаком, що має поперечний перетин, утворений дугою з прямими симетричними випусками та обтискною, поліруючою, перехідною та холостою ділянками по окружності бочки, в якому кут випуску на поліруючій ділянці виконаний змінним, та на початку ділянки його значення на 10-20 % більше, ніж в кінці (SU № 1166851 А, МПК В21В 21/02, опубл. 1985). Недоліком цього пристрою є велике зусилля прокатки, що призводить до значних енергозатрат та швидкого зношення інструменту в вершині калібра, а також вимагає масивної кліті та механізму приводу. Найближчим з аналогів є валок для холодної прокатки труб, що містить бочку з рівчаком в центрі, що має зони редукування, обтиснення, калібрування, та змінний поперечний перетин у вигляді півкола з випусками, котрі в зонах обтиснення та калібрування мають неоднакову протяжність, а профіль розташованих по обидві сторони від рівчака гладких ділянок бочки в зонах обтиснення та калібрування утворений дугами різних радіусів, максимальна величина різниць яких дорівнює сумі висот випусків. В кожному радіальному перетині валка величина різниць радіусів гладких ділянок бочки виконана такою, що збільшується за лінійним законом від початку зони обтиснення до кінця зони калібрування, а в зоні редукування радіуси гладких ділянок бочки рівні (SU № 884751, МПК В21В 21/02, опубл. 1981). Недоліком даного пристрою є нерівновісна структура металу готового прокату, що вимагає подальшої термообробки та обмежує максимально допустиме обтиснення за прохід. Задачею корисної моделі є зменшення зусилля прокатки та отримання рівномірної подрібненої структури металу готового прокату, за рахунок створення сприятливої схеми напруженого стану з використанням деформації кручення. Поставлена задача вирішується тим, що валок стану періодичної прокатки, калібр якого містить зони редукування, обтиснення, калібрування та холосту зону, реборди валка мають змінну висоту, згідно з корисною моделлю поперечний перетин рівчака має змінну овальність, яка виконана такою, що зменшується в кожному наступному перетині, а велика піввісь овалу калібра в кожному наступному перетині розташована під кутом відносно великої півосі в попередньому перетині, що спричиняє деформацію кручення по довжині рівчака. Відмінністю пропонованого пристрою від найбільш близького з аналогів є несиметричність рівчака відносно вертикальної осі валка та змінна висота реборд вздовж рівчака. Технічним результатом від застосування запропонованого пристрою, порівняно з найближчим аналогом, є наявність деформації кручення, для якої характерний простий зсув, тобто збільшення частки інтенсивної деформації, внаслідок якої відбувається подрібнення зерен, що дозволяє зменшити зусилля прокатки та отримувати більш рівномірну та рівновісну структуру готового металу, з більш високими механічними властивостями. Це дозволяє прокатувати метал в більшій кількості проходів без застосування проміжної термообробки, а також збільшити ступінь деформації за прохід. На фіг. 1 представлено валок з запропонованим калібром; на фіг. 2 зображено фронтальний вид розгортай рівчака; на фіг. 3 зображено валки з пропонованими калібрами на 3 етапах прокатки. Валок містить рівчак 1 та асиметричні реборди 2. Рівчак 1 складається з зони редукування 3, зони обтиснення 4, зони калібрування 5 та холостої зони 6. Поперечний перетин рівчака має овальну форму, яка переходить в круглу вздовж рівчака, від зони редукування до зони калібрування. При цьому реборди 2 мають різну висоту, різниця між висотою реборд зменшується в напрямку зони калібрування 5. Велика піввісь 7 першого перетину 8 знаходиться під кутом α0 до великої півосі 9 другого перетину 10. Між піввіссю 7 першого перетину 8 та піввіссю 11 останнього перетину 12, показано сумарний кут α, який встановлюють в залежності від властивостей металу заготівки та режиму обтиснення. Процес прокатки проходить на трьох ділянках: ділянка редукування а, обтиснення б, та ділянка калібрування в. На фіг. 3 видно, як змінюється овальність по ходу прокатки. При першій подачі заготівки, ділянка, що оброблюється (не показано), обтискується на ділянці редукування 3 та приймає овальну форму. При другій подачі заготівка потрапляє в перетин 10 з меншою овальністю, в якому велика піввісь 9 розташована під кутом відносно великої півосі 7 в першому перетині 8, внаслідок чого виникає момент кручення. При наступних подачах овальна заготівка просувається до зон обтиснення 4, калібрування 5 та холостої зони 6, в якій відбувається подача заготівки. В результаті, під час процесу прокатки, метал, проходячи по рівчаку калібра 1, обтискується та повертається на кут α. Внаслідок цього виникає зсувна деформація, яка сприяє зменшенню 1 UA 98313 U опору деформації, а також дозволяє отримувати подрібнене, більш рівновісне зерно після прокатки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Валок стану періодичної прокатки, калібр якого містить зони редукування, обтиснення, калібрування та холосту зону, реборди валка мають змінну висоту, який відрізняється тим, що рівчак має змінну овальність, яка виконана такою, що зменшується в кожному наступному перетині, а велика піввісь овалу калібра в кожному наступному перетині розташована під кутом відносно великої півосі в попередньому перетині. 2 UA 98313 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBalakin Valerii Fedorovych, Bilan Kostiantyn Serhiiovych
Автори російськоюБалакин Валерий Федорович, Билан Константин Сергеевич
МПК / Мітки
МПК: B21B 21/02
Мітки: стану, валок, періодичної, прокатки
Код посилання
<a href="https://ua.patents.su/5-98313-valok-stanu-periodichno-prokatki.html" target="_blank" rel="follow" title="База патентів України">Валок стану періодичної прокатки</a>
Прокатний валок робочої кліті стана холодної прокатки труб
Номер патенту: 54197
Опубліковано: 25.10.2010
Автори: Гриневич Володимир Ігорович, Чуприна Дмитро Олегович
МПК: B21B 31/00, B21B 21/00
Мітки: труб, стана, холодної, кліті, прокатки, прокатній, робочої, валок
Формула / Реферат:
Прокатний валок робочої кліті стана холодної прокатки труб, що включає калібр та валок, який відрізняється тим, що він виконаний у вигляді збірної конструкції, яка містить дисковий калібр з рівчаком змінного перерізу та два піввалки, які з'єднані з калібром за допомогою конусних виступів у калібрі та стискаючого болта.
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Алпатов Євгеній Миколайович, Верещагін Олександр Давидович, Сандульский Борис Степанович, Ісаков Євген Борисович, Більдін Констянтин Михайлович, Попов Марат Васильович, Островський Ігор Петрович, Чуб Анатолій Васильович, Вольфович Георгій Вольфович, Кравченко Юрій Олексійович, Черкащенко Татяна Володимирівна, Борисенко Юрій Миколайович
МПК: B21B 21/02, B21B 21/00
Мітки: холодної, прокатки, труб, валок, стана
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Спосіб холодної періодичної прокатки труб з нержавіючої сталі
Номер патенту: 86256
Опубліковано: 10.04.2009
Автори: Кучеренко Валер'ян Романович, Ханін Марко Ісаакович, Кекух Станіслав Миколайович, Чигиринський Роман Юрійович, Кекух Сергій Станіславович, Кучерський Віктор Петрович, Хаустов Георгій Йосипович
МПК: B21B 21/00
Мітки: нержавіючої, сталі, труб, спосіб, прокатки, періодичної, холодної
Формула / Реферат:
Спосіб холодної періодичної прокатки труб з нержавіючої сталі на станах ХПТ, що включає обтискання заготовки по діаметру на ділянці вільного редукування, наступне за ним обтискання заготовки на конічній оправці по діаметру з одночасним обтисканням по товщині стінки, потовщеної від загального обтискання заготовки по діаметру, з подальшим калібруванням готової труби, який відрізняється тим, що прокатку здійснюють із заготовки з товщиною стінки,...
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Чічкан Артур Олексійович, Луценко Віктор Олександрович, Луцький Михайло Борисович, Дорожко Іван Кирилович, Дяченко Михайло Григорович
МПК: B21B 27/02
Мітки: валок, прокатного, стану
Формула / Реферат:
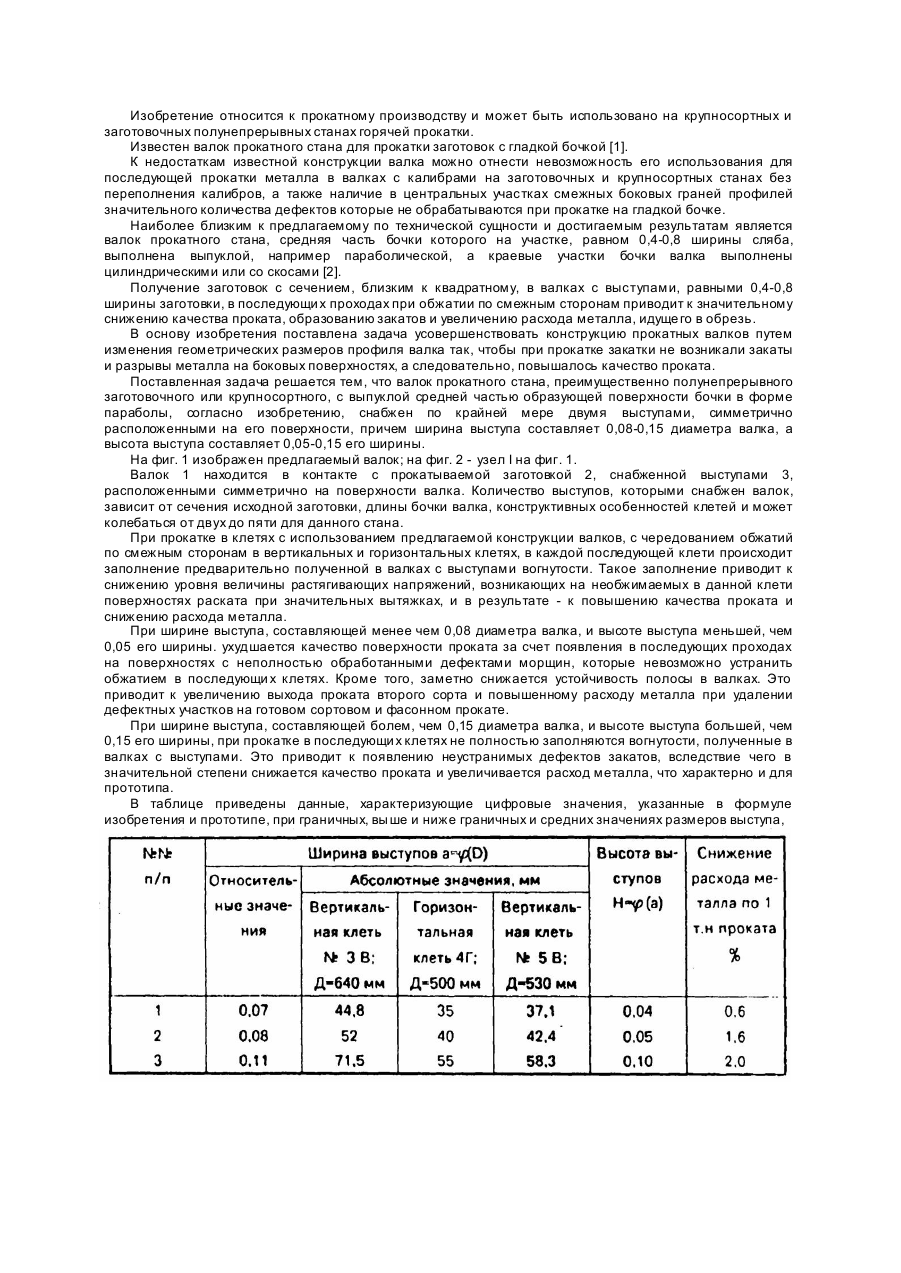
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Валок для валкової розливки-прокатки металу

Номер патенту: 104950
Опубліковано: 25.03.2014
Автори: Гридін Олександр Юрійович, Данченко Валентин Миколайович, Огінський Йосип Кузьмич, Головко Олександр Миколайович
МПК: B21B 27/08, B21B 27/03, B22D 11/06
Мітки: валок, металу, розливки-прокатки, валкової
Формула / Реферат:
1. Валок для валкової розливки-прокатки металу, що включає бандаж, привідний циліндричний вал з кінцевими опорними шийками, розміщеними в підшипниках, який має канали з відведенням охолоджуючої води через центральну осьову порожнину вала з його непривідного боку, який відрізняється тим, що на валу з боків опорних шийок за допомогою різьбових елементів розташовані ступінчасті кільця для установки бандажа з утворенням між ним і зовнішньою...
Попередній патент: Стамеска пасічницька
Наступний патент: Пристрій для скидання ожеледяних відкладень з леп
Випадковий патент: Установка калібрування високоточних вольтметрів на основі термоперетворювача