Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Чічкан Артур Олексійович, Луценко Віктор Олександрович, Луцький Михайло Борисович, Дорожко Іван Кирилович, Дяченко Михайло Григорович
Формула / Реферат
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Текст
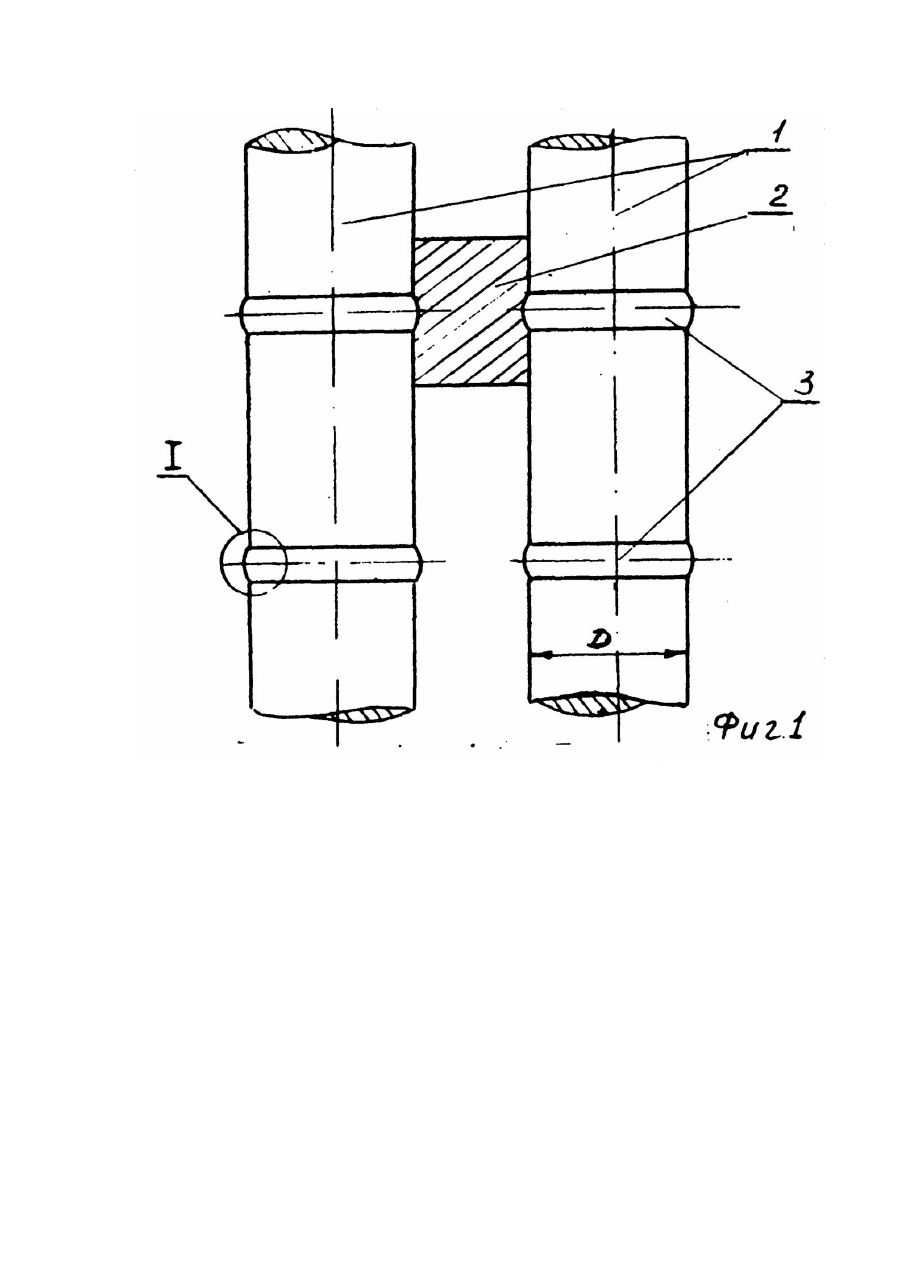
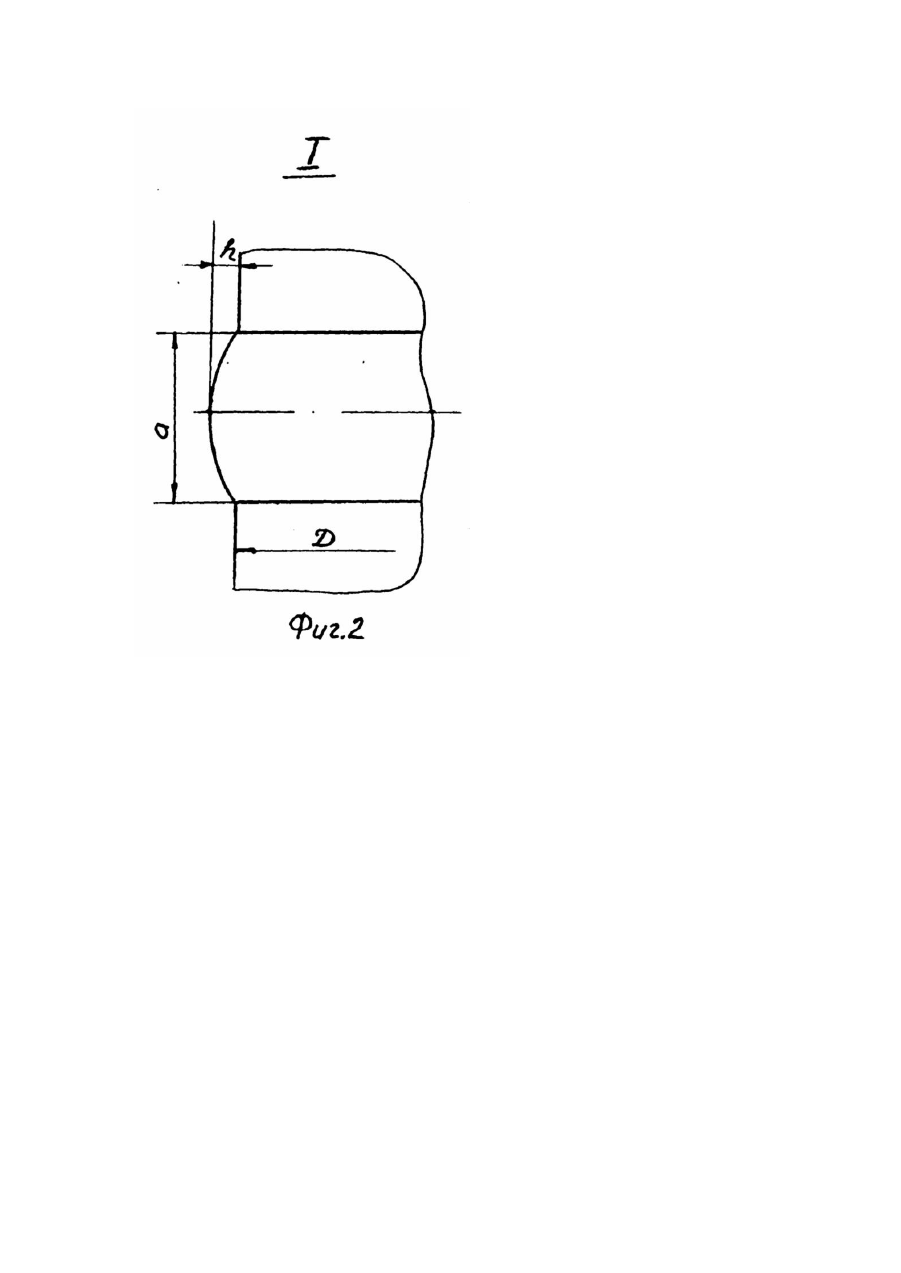
Изобретение относится к прокатному производству и может быть использовано на крупносортных и заготовочных полунепрерывных станах горячей прокатки. Известен валок прокатного стана для прокатки заготовок с гладкой бочкой [1]. К недостаткам известной конструкции валка можно отнести невозможность его использования для последующей прокатки металла в валках с калибрами на заготовочных и крупносортных станах без переполнения калибров, а также наличие в центральных участках смежных боковых граней профилей значительного количества дефектов которые не обрабатываются при прокатке на гладкой бочке. Наиболее близким к предлагаемому по технической сущности и достигаемым результатам является валок прокатного стана, средняя часть бочки которого на участке, равном 0,4-0,8 ширины сляба, выполнена выпуклой, например параболической, а краевые участки бочки валка выполнены цилиндрическими или со скосами [2]. Получение заготовок с сечением, близким к квадратному, в валках с выступами, равными 0,4-0,8 ширины заготовки, в последующи х проходах при обжатии по смежным сторонам приводит к значительному снижению качества проката, образованию закатов и увеличению расхода металла, идуще го в обрезь. В основу изобретения поставлена задача усовершенствовать конструкцию прокатных валков путем изменения геометрических размеров профиля валка так, чтобы при прокатке закатки не возникали закаты и разрывы металла на боковых поверхностях, а следовательно, повышалось качество проката. Поставленная задача решается тем, что валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, согласно изобретению, снабжен по крайней мере двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины. На фиг. 1 изображен предлагаемый валок; на фиг. 2 - узел І на фиг. 1. Валок 1 находится в контакте с прокатываемой заготовкой 2, снабженной выступами 3, расположенными симметрично на поверхности валка. Количество выступов, которыми снабжен валок, зависит от сечения исходной заготовки, длины бочки валка, конструктивных особенностей клетей и может колебаться от двух до пяти для данного стана. При прокатке в клетях с использованием предлагаемой конструкции валков, с чередованием обжатий по смежным сторонам в вертикальных и горизонтальных клетях, в каждой последующей клети происходит заполнение предварительно полученной в валках с выступами вогнутости. Такое заполнение приводит к снижению уровня величины растягивающих напряжений, возникающих на необжимаемых в данной клети поверхностях раската при значительных вытяжках, и в результате - к повышению качества проката и снижению расхода металла. При ширине выступа, составляющей менее чем 0,08 диаметра валка, и высоте выступа меньшей, чем 0,05 его ширины. ухудшается качество поверхности проката за счет появления в последующих проходах на поверхностях с неполностью обработанными дефектами морщин, которые невозможно устранить обжатием в последующи х клетях. Кроме того, заметно снижается устойчивость полосы в валках. Это приводит к увеличению выхода проката второго сорта и повышенному расходу металла при удалении дефектных участков на готовом сортовом и фасонном прокате. При ширине выступа, составляющей болем, чем 0,15 диаметра валка, и высоте выступа большей, чем 0,15 его ширины, при прокатке в последующи х клетях не полностью заполняются вогнутости, полученные в валках с выступами. Это приводит к появлению неустранимых дефектов закатов, вследствие чего в значительной степени снижается качество проката и увеличивается расход металла, что характерно и для прототипа. В таблице приведены данные, характеризующие цифровые значения, указанные в формуле изобретения и прототипе, при граничных, вы ше и ниже граничных и средних значениях размеров выступа,
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll of rolling mill
Автори англійськоюDorozhko Ivan Kyrylovych, Lutskyi Mykhailo Borysovych, Diachenko Mykhailo Hryhorovych, Lutsenko Viktor Oleksandrovych, Chichkan Artur Oleksiiovych
Назва патенту російськоюВалок прокатного стана
Автори російськоюДорожко Иван Кириллович, Луцкий Михаил Борисович, Дяченко Михаил Григорьевич, Луценко Виктор Александрович, Чичкан Артур Алексеевич
МПК / Мітки
МПК: B21B 27/02
Мітки: стану, валок, прокатного
Код посилання
<a href="https://ua.patents.su/4-598-valok-prokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Валок прокатного стану</a>
Блок робочих клітей безперервного сортового стану
Номер патенту: 568
Опубліковано: 15.12.1993
Автори: Алексєєнко Георгій Якович, Филипченко Григорій Тимофійович, Горбов Альберт Володимирович, Чумаков Олександр Федорович
МПК: B21B 1/16, B21B 31/00
Мітки: клітей, сортового, блок, стану, робочих, безперервного
Формула / Реферат:
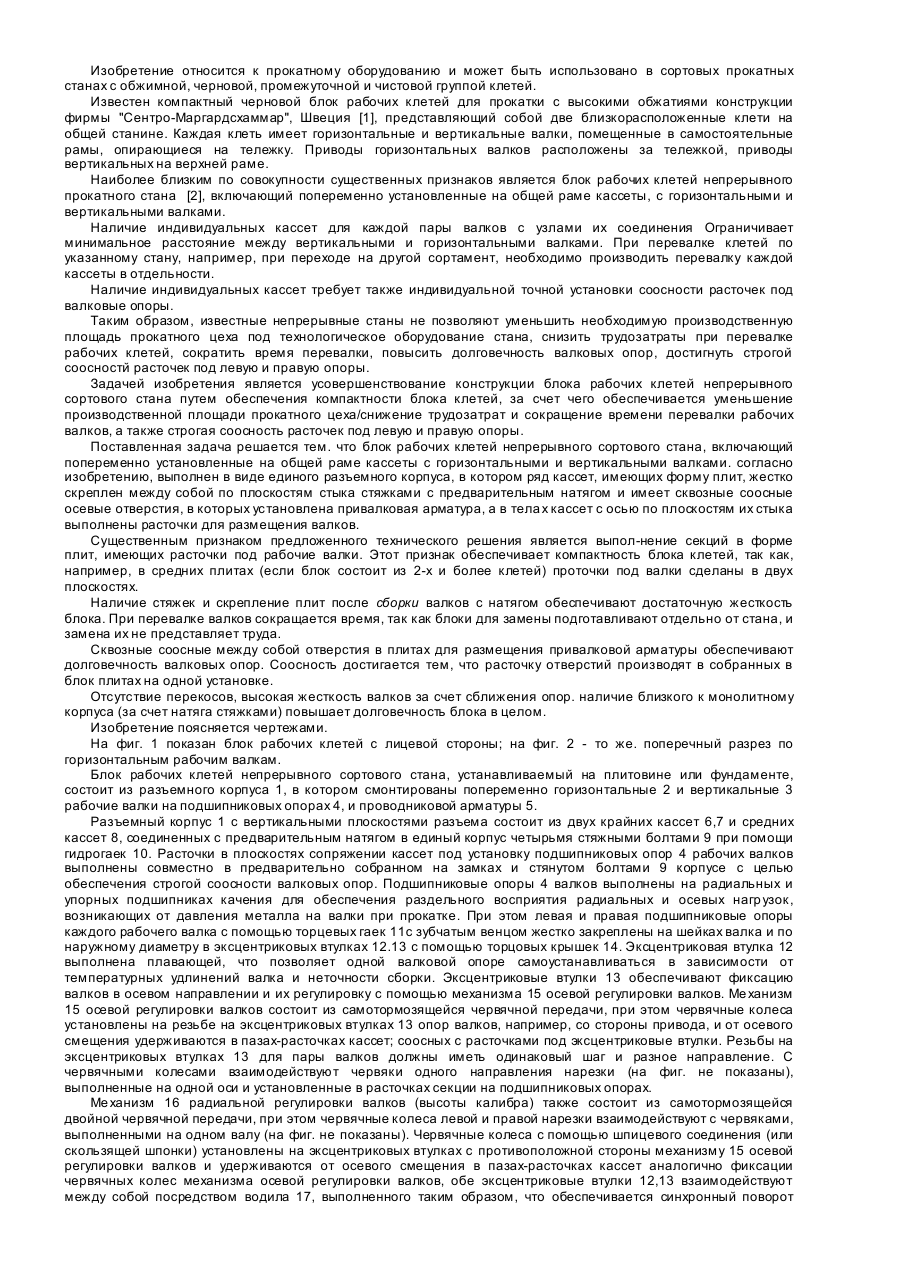
Блок рабочих клетей непрерывного сортового стана, включающий попеременно установленные на общей раме кассеты с горизонтальными и вертикальными валками, отличающийся тем, что он выполнен в виде единого разъемного корпуса, в котором ряд кассет, имеющих форму плит, жестко скреплен между собой по плоскостям стыка стяжками с предварительным натягом и имеет сквозные соосные осевые отверстия, в которых установлена привалковая арматура, а в телах...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Ашимов Марат Ашимович, Дідківський Олександр Володимирович, Бєляєв Данило Іванович, Ротару Іон Теодорович, Кучук-Яценко Сергій Іванович, Тільга Степан Сергійович
МПК: B23K 11/04
Мітки: прокатного, заготовки, механічної, виробу, обробки, спосіб
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Ісіров Дмитро Іванович, Герасименко Володимир Петрович, Пефтієв Володимир Михайлович, Коросташевський Володимир Павлович, Коросташевський Павло Володимирович, Бойко Володимир Семенович, Ірха Віктор Миколаєвич
МПК: B01D 21/00, C02F 1/00
Мітки: спосіб, безперервного, чистової, клітей, гарячої, очистки, збору, стану, стічних, ділянки, прокатки, групи, вод
Формула / Реферат:
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Спосіб забирання недокатів з проміжного рольгангу безперервного штабового стану та обладнання для його здійснення
Номер патенту: 373
Опубліковано: 30.04.1993
Автори: Коросташевський Павло Володимирович, Федоров Анатолій Михайлович, Ісіров Дмитро Іванович, Тріщенко Володимир Дмитрович, Голубченко Анатолій Костянтинович, Коросташевський Володимир Павлович
МПК: B21B 39/34
Мітки: штабового, проміжного, безперервного, стану, рольгангу, обладнання, забирання, здійснення, спосіб, недокатів
Формула / Реферат:
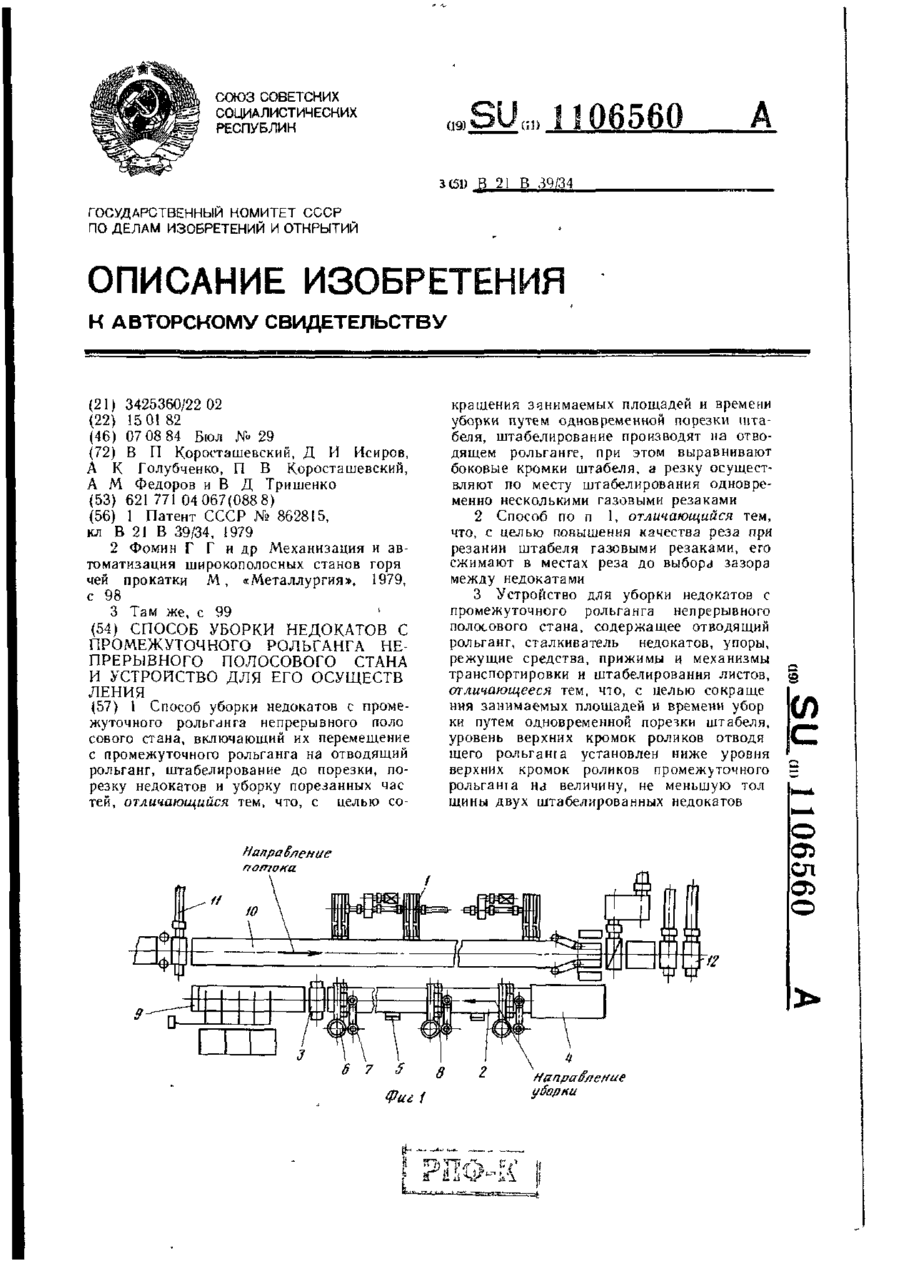
(57) 1. Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана, включающий их перемещениес промежуточного рольганга на отводящий рольганг, штабелирование до порезки, порезку недокатов и уборку порезанных частей, отличающийся тем, что, с целью сокращения занимаемых площадей и времени уборки путем одновременной порезки штабеля, штабелирование производят на отводящем рольганге, при этом выравнивают боковые кромки...
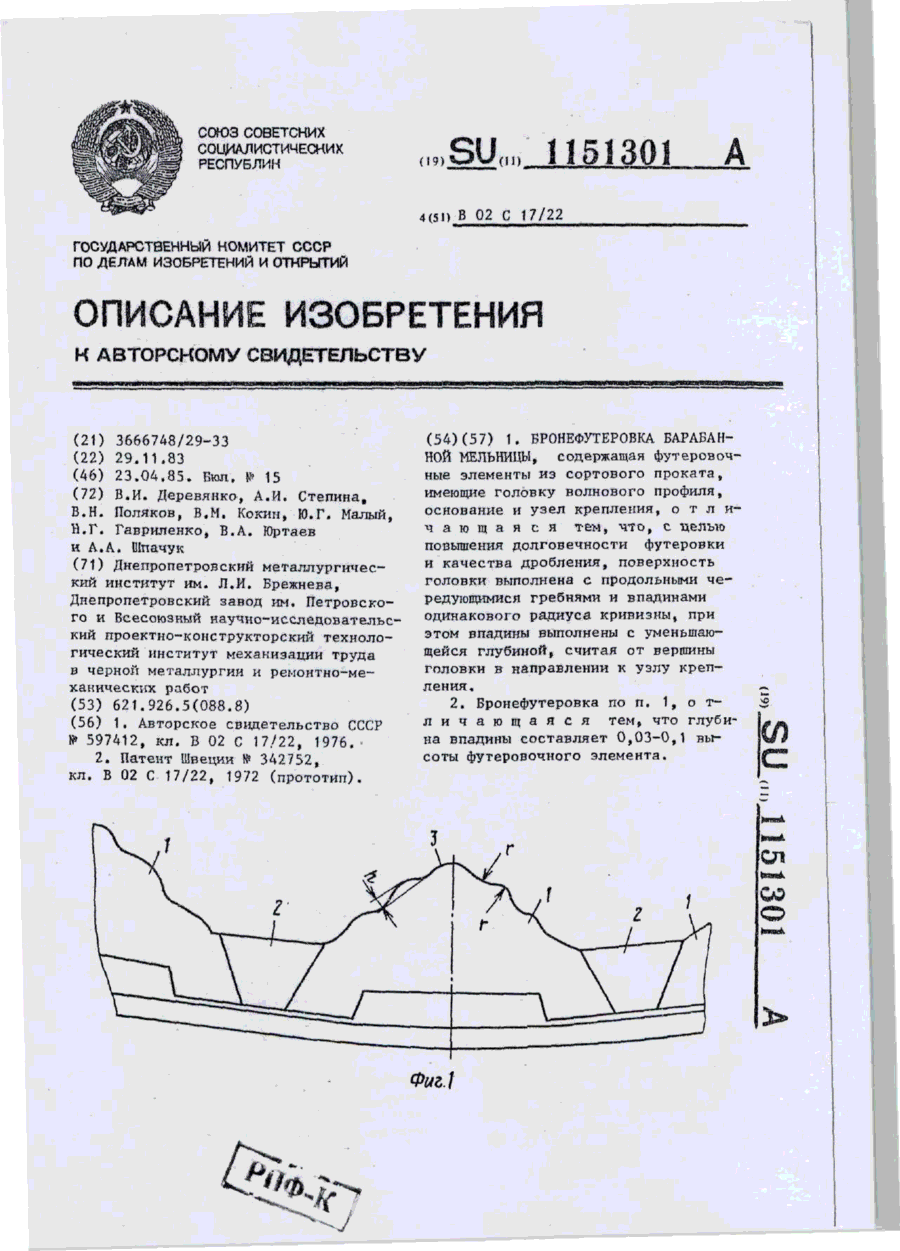
Бронефутеровка барабанного млина
Номер патенту: 731
Опубліковано: 15.12.1993
Автори: Поляков Володимир Миколайович, Стьопіна Алла Ільінічна, Ютаєв Володимир Олександрович, Деревянко Василь Іванович, Гавриленко Микола Георгійович, Шпачук Олександр Олександрович, Малий Юрій Георгійович, Кокін Володимир Михайлович
МПК: B02C 17/22
Мітки: барабанного, бронефутеровка, млина
Формула / Реферат:
(57) 1. Бронефутеровка барабанной мельницы, содержащая футеровочные элементы из сортового проката, имеющие головку волнового профиля, основание и узел крепления, отличающаяся тем, что, с целью повышения долговечности футеровки и качества дробления, поверхность головки выполнена с продольными чередующимися гребнями и впадинами одинакового радиуса кривизны, при этом впадины выполнены с уменьшающейся глубиной, считая от вершины головки в...
Попередній патент: Сосіб очистки стічних вод, які містять іони амонію та міді
Наступний патент: Оправка
Випадковий патент: Шестеренна гідромашина