Спосіб холодної періодичної прокатки труб з нержавіючої сталі
Номер патенту: 86256
Опубліковано: 10.04.2009
Автори: Кучерський Віктор Петрович, Кекух Сергій Станіславович, Чигиринський Роман Юрійович, Кучеренко Валер'ян Романович, Ханін Марко Ісаакович, Кекух Станіслав Миколайович, Хаустов Георгій Йосипович
Формула / Реферат
Спосіб холодної періодичної прокатки труб з нержавіючої сталі на станах ХПТ, що включає обтискання заготовки по діаметру на ділянці вільного редукування, наступне за ним обтискання заготовки на конічній оправці по діаметру з одночасним обтисканням по товщині стінки, потовщеної від загального обтискання заготовки по діаметру, з подальшим калібруванням готової труби, який відрізняється тим, що прокатку здійснюють із заготовки з товщиною стінки, меншою товщини стінки готової труби, а обтискання по товщині стінки складає 20 ÷ 80 % сумарного її потовщення від загального обтискання заготовки по діаметру.
Текст
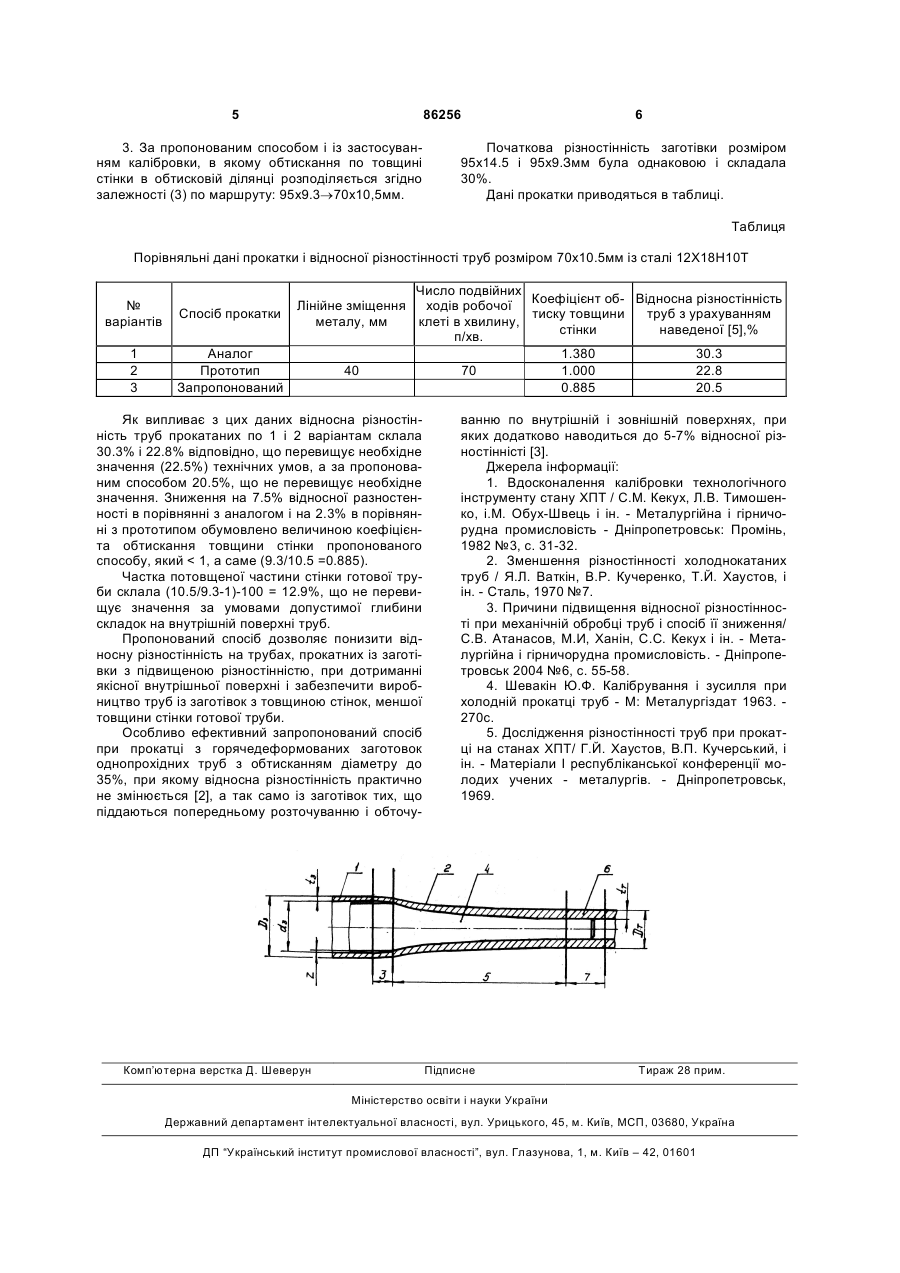
Спосіб холодної періодичної прокатки труб з нержавіючої сталі на станах ХПТ, що включає обтискання заготовки по діаметру на ділянці вільного редукування, наступне за ним обтискання заготовки на конічній оправці по діаметру з одночасним обтисканням по товщині стінки, потовщеної від загального обтискання заготовки по діаметру, з подальшим калібруванням готової труби, який відрізняється тим, що прокатку здійснюють із заготовки з товщиною стінки, меншою товщини стінки готової труби, а обтискання по товщині стінки складає 20÷80% сумарного її потовщення від загального обтискання заготовки по діаметру. Винахід відноситься до області обробки металів тиском, зокрема холодної прокатки труб і може бути використаний при виготовленні труб з нержавіючої сталі на станах холодної прокатки труб (ХПТ). Відомий спосіб холодної періодичної прокатки труб з нержавіючої сталі на станах ХПТ [1], що включає обтискання робочого конуса, який складається з ділянок вільного редукування, де відбувається деформація труби з потовщенням стінки до 13% від товщини стінки заготівки, що забезпечує допустиму глибину складок на внутрішній поверхні труб готового розміру, і ділянки обтискання труби на конічній оправці з коефіцієнтом обтискання товщини стінки tзtт > 1 (тут, tз і tт - товщина стінки заготівки і готової труби). Вказаний спосіб не забезпечує зменшення відносної різностінності труб готового розміру в порівнянні з її значенням на заготівці. Відомо [2], що зменшення різностінності відбувається в результаті різних умов безоправочної деформації частин поперечного перетину труби з тонкою і товстою стінкою. В період обтискання труби на оправці кожен миттєвий осередок деформації складається з ділянки безоправочної деформації і ділянки обтискання стінки на оправці. Тому зменшення різностінності відбувається не тільки на ділянці вільного редукування, але і на ділянці обтискання труби на оправці. При обтисканні товщини стінки відносна деформація по периметру поперечного перетину приблизно однакова. У зв'язку з цим, не дивлячись на зменшення абсолютної різностінності, відносна величина її не змінюється. При безоправочній деформації зменшення відносної різностінності відбувається як за рахунок переважного відносного потовщення тонкої частини поперечного перетину, так і за рахунок загального потовщення стінки [2]. Недоліком способу (аналога) є те, що при допустимій глибині складок на внутрішній поверхні труб, він не забезпечує зниження відносної різностінності при відношенні Із tзtт > 1. Найбільш близьким по технічній суті (прототип) до пропонованого є [3] спосіб холодної періодичної прокатки труб з нержавіючої сталі на станах ХПТ, що включає ділянку вільного редукування і обтискову ділянку, в якій відбувається обтискання по діаметру і товщині стінки на оправці на величину потовщення її на ділянці вільного редукування і в обтисковій ділянці. (19) UA (11) 86256 (13) C2 (21) a200703172 (22) 26.03.2007 (24) 10.04.2009 (46) 10.04.2009, Бюл.№ 7, 2009 р. (72) ХАНІН МАРКО ІСААКОВИЧ, UA, КЕКУХ СЕРГІЙ СТАНІСЛАВОВИЧ, UA, КЕКУХ СТАНІСЛАВ МИКОЛАЙОВИЧ, UA, КУЧЕРЕНКО ВАЛЕР`ЯН РОМАНОВИЧ, UA, ХАУСТОВ ГЕОРГІЙ ЙОСИПОВИЧ, UA, КУЧЕРСЬКИЙ ВІКТОР ПЕТРОВИЧ, UA, ЧИГИРИНСЬКИЙ РОМАН ЮРІЙОВИЧ, UA (73) КЕКУХ СТАНІСЛАВ МИКОЛАЙОВИЧ, UA (56) UA 31587 A, 15.12.2000 RU 2150342 C1, 10.06.2000 JP 62064410 A , 23.03.1987 JP 56168902 A, 25.12.1981 JP 10249410 A, 22.09.1998 Причины повышения относительной разностенности при механической обработке труб и способ ее 3 Недоліком способу є те, що товщина стінки труби після прокатки рівна товщині стінки заготівки, при цьому відношення tзtт = 1, що не забезпечує інтенсивне зниження відносної різностінності при допустимій глибині складок на внутрішній поверхні. У основу винаходу поставлено завдання удосконалення способу холодної періодичної прокатки труб з нержавіючої сталі, в якому при допустимій глибині складок на внутрішній поверхні труб відношення tзtт з урахуванням потовщення стінки менше 1 внаслідок чого інтенсивно знижується відносна різностінність Поставлене технічне завдання вирішується тим, що в способі холодної періодичної прокатки труб з нержавіючої сталі на станах ХПТ, що включає вільне редукування по діаметру, та наступне за ним одночасно обтискання діаметра і потовщеної величини стінки від загального обтискання труби по діаметру з подальшим калібруванням, прокатка здійснюється із заготівки з товщиною стінки менше товщини стінки готової труби, а обтискання потовщеної величини стінки складає 2080% сумарного її потовщення від загального обтискання труби по діаметру, при цьому відношення tзtт < 1. Відомо [4], що потовщення стінки труби, яке виникає в процесі редукування визначається виразом: Dtp=(0.7-0.8) tз (Dз – Dт) /Dт (1) де, Dз і Dт - зовнішні діаметри заготівки і готової труби, мм. Отже, при однакових обтисканнях по діаметру (Dз – Dт), потовщення стінки прямопропорціональне її початковій величині, тобто товщині стінки заготівки. При цьому відносні величини обтискань потовщеної стінки (tз + Dtp)/tз на тонкостінних і товстостінних трубах повинні бути спільномірні між собою, оскільки абсолютна величина потовщення на товстостінних трубах завжди більша ніж на тонкостінних. При меншому 80% обтисканні потовщеної стінки товстостінних труб і меншому 20% тонкостінних труб глибина складок на внутрішній їх поверхні перевищить допустиме значення, а при більшому 80% обтисканні потовщеної стінки товстостінних і більшому 20% тонкостінних труб втрачається ефект заявленого способу. Суть запропонованого способу полягає у визначенні раціонального з точки зору досягнення необхідного технічного результату, допустимого обтискання на оправці потовщеної стінки в зоні вільного редукування і на обтисковій ділянці, коефіцієнта обтискання товщини стінки з урахуванням її потовщення, як найбільш істотних чинників, що впливають на технічний результат. На фігурі представлені подовжні профілі прокатного інструменту, які ілюструють пропонований спосіб прокатки. Розгортки ручаїв калібрів і оправки, подовжні профілі яких можуть виконуватися по заданому калібруванню (з прямолінійною або з криволінійною подовжньої твірної оправки ), утворюють прокатну кільцеву щілину. Характерною особливістю робочих профілів ручаїв калібрів і оправки для здійснення запропонованого способу який являє собою те, що деформація труби відбу 86256 4 вається в кільцевій щілині, яка розширюється (по ходу прокатки), при одночасному зменшенні зовнішнього і внутрішнього діаметрів. Ступінь розширення профілів визначається величиною різниці обтискання зовнішнього і внутрішнього діаметрів труби. В процесі прокатки за запропонованим способом заготівка 1 поступає у осередок деформації, де обтискаєтья ручаями калібрів 2 на ділянці вільного редукування 3, потім деформується по зовнішньому (Dз) і внутрішньому (dз) діаметрах з одночасним обтисканням стінки заготівки (tз) на оправці 4 в обтисковій ділянці 5. Дане обтискання здійснюється по довжині обтискової ділянки в кільцевій щілині, що розширюється, яка одночасно зменшується по внутрішньому і зовнішньому діаметрах. Подальше калібрування готової труби 6 на ділянці 7 завершує операції обробного характеру. Здійснення способу починається з вибору маршруту прокатки. Як правило, завдання полягає в тому що необхідно одержати труби заданими розмірами Dt x tT. Спочатку вибирають зовнішній діаметр заготівки (D3) потім розраховують необхідну товщину стінки заготівки по формулі: t3=tт Dз /[Dз + (0.14 - 0.64)(Dз – Dт)], (2) де, менше значення коефіцієнта, рівне 0.14, призначається при прокаткі тонкостінних труб, а більше значення коефіцієнта рівного 0.64 призначається при прокаткі товстостінних труб. Проміжні значення коефіцієнтів призначаються для труб з середньою товщиною стінки. Товщина стінки tx по довжині обтискової ділянки визначається по залежності: tx =tз + [(0.14 ч 0.64) tз (Dз – Dx)/ Dз], (3) де, Dx - поточне значення діаметра по довжині обтискової ділянки, мм. В кінці обтискової ділянки tx = tт, а відношення tз/tт < 1. За всіх інших рівних умов інтенсивність зниження відносної різностінності початкової заготівки на готових трубах пропорційна відношенню tз/tт. Чим менше відношення Із /tr, тим більше зменшується відносна різностінність Приклад: Вибирають маршрут прокатки для розміру 70х10,5мм (Dт х tт) з прийнятим в практиці виробництва для цього розміру діаметром заготівки (Dз) складовим 95мм; потім для пропонованого способу визначають товщину стінки заготівки (tз) по залежності (2): t3=tт Dз /[Dз + (0.14 - 0.64)-(Dз – Dт)] = 10.595/[95+(95-70) -0.5]=9.279мм З розрахованою товщиною стінки заготівки проведено порівняльне прокатування на стані ХПТ 75 труб розміром 70х10,5мм із сталі 12Х18Н10Т, по трьом варіантам: 1. За відомим способом і із застосуванням існуючої калібровки по маршруту: 95х14.5®70х10,5мм (аналог). 2. За способом, в якому обтискання по товщині стінки відбувається на величину потовщення її в зоні вільного редукування і в обтисковій дільниці із застосуванням існуючої калібровки по маршруту: 95х10.5®70х10,5мм (прототип). 5 86256 3. За пропонованим способом і із застосуванням калібровки, в якому обтискання по товщині стінки в обтисковій ділянці розподіляється згідно залежності (3) по маршруту: 95х9.3®70х10,5мм. 6 Початкова різностінність заготівки розміром 95х14.5 і 95х9.Змм була однаковою і складала 30%. Дані прокатки приводяться в таблиці. Таблиця Порівняльні дані прокатки і відносної різностінності труб розміром 70х10.5мм із сталі 12Х18Н10Т № варіантів 1 2 3 Число подвійних Коефіцієнт об- Відносна різностінність Лінійне зміщення ходів робочої Спосіб прокатки труб з урахуванням тиску товщини металу, мм клеті в хвилину, наведеної [5],% стінки п/хв. Аналог 1.380 30.3 Прототип 40 70 1.000 22.8 Запропонований 0.885 20.5 Як випливає з цих даних відносна різностінність труб прокатаних по 1 і 2 варіантам склала 30.3% і 22.8% відповідно, що перевищує необхідне значення (22.5%) технічних умов, а за пропонованим способом 20.5%, що не перевищує необхідне значення. Зниження на 7.5% відносної разностенності в порівнянні з аналогом і на 2.3% в порівнянні з прототипом обумовлено величиною коефіцієнта обтискання товщини стінки пропонованого способу, який < 1, а саме (9.3/10.5 =0.885). Частка потовщеної частини стінки готової труби склала (10.5/9.3-1)-100 = 12.9%, що не перевищує значення за умовами допустимої глибини складок на внутрішній поверхні труб. Пропонований спосіб дозволяє понизити відносну різностінність на трубах, прокатних із заготівки з підвищеною різностінністю, при дотриманні якісної внутрішньої поверхні і забезпечити виробництво труб із заготівок з товщиною стінок, меншої товщини стінки готової труби. Особливо ефективний запропонований спосіб при прокатці з горячедеформованих заготовок однопрохідних труб з обтисканням діаметру до 35%, при якому відносна різностінність практично не змінюється [2], а так само із заготівок тих, що піддаються попередньому розточуванню і обточу Комп’ютерна верстка Д. Шеверун ванню по внутрішній і зовнішній поверхнях, при яких додатково наводиться до 5-7% відносної різностінністі [3]. Джерела інформації: 1. Вдосконалення калібровки технологічного інструменту стану ХПТ / С.М. Кекух, Л.В. Тимошенко, і.М. Обух-Швець і ін. - Металургійна і гірничорудна промисловість - Дніпропетровськ: Промінь, 1982 №3, с. 31-32. 2. Зменшення різностінності холоднокатаних труб / Я.Л. Ваткін, В.Р. Кучеренко, Т.Й. Хаустов, і ін. - Сталь, 1970 №7. 3. Причини підвищення відносної різностінності при механічній обробці труб і спосіб її зниження/ С.В. Атанасов, М.И, Ханін, С.С. Кекух і ін. - Металургійна і гірничорудна промисловість. - Дніпропетровськ 2004 №6, с. 55-58. 4. Шевакін Ю.Ф. Калібрування і зусилля при холодній прокатці труб - М: Металургіздат 1963. 270с. 5. Дослідження різностінності труб при прокатці на станах ХПТ/ Г.Й. Хаустов, В.П. Кучерський, і ін. - Матеріали І республіканської конференції молодих учених - металургів. - Дніпропетровськ, 1969. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold periodic tube rolling from stainless steel
Автори англійськоюKhanin Marko Isaakovych, Kekukh Serhii Stanislavovych, Kekukh Stanyslav Mykolaiovych, Kucherenko Valerian Romanovych, Khaustov Heorhii Yosypovych, Kucherskyi Viktor Petrovych, Chyhyrynskyi Roman Yuriiovych
Назва патенту російськоюСпособ холодной периодической прокатки труб из нержавеющей стали
Автори російськоюХанин Марк Исаакович, Кекух Сергей Станиславович, Кекух Станислав Николаевич, Кучеренко Валерьян Романович, Хаустов Георгий Иосифович, Кучерский Виктор Петрович, Чигиринский Роман Юрьевич
МПК / Мітки
МПК: B21B 21/00
Мітки: холодної, труб, нержавіючої, спосіб, періодичної, прокатки, сталі
Код посилання
<a href="https://ua.patents.su/3-86256-sposib-kholodno-periodichno-prokatki-trub-z-nerzhaviyucho-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодної періодичної прокатки труб з нержавіючої сталі</a>
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Вольфович Георгій Вольфович, Попов Олексій Маратович, Живцов Сергій Павлович, Автономов Семен Володимирович, Попов Марат Васильович
МПК: B21B 17/00, B21B 21/00
Мітки: прокатки, спосіб, труб, способу, здійснення, холодної, стан
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Опорна планка роликового стана холодної прокатки труб
Номер патенту: 85005
Опубліковано: 10.12.2008
Автори: Король Радомір Миколайович, Очеретна Наталія Миколаївна, Пройдак Юрій Сергійович
МПК: B21B 21/04
Мітки: прокатки, роликового, стана, опорна, планка, труб, холодної
Формула / Реферат:
Опорна планка роликового стана холодної прокатки труб, яка містить ділянку зіва подачі та повороту заготовки, калібровану робочу поверхню з послідовно розташованими зонами деформування: редукування, обтиску з товщини стінки та калібрування з товщини стінки й діаметра, довжина останньої не перевищує 0,33 довжини робочої поверхні опорної планки, яка відрізняється тим, що зона калібрування виконана в вигляді двох зворотних скосів з катетами,...
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Король Радимір Миколайович, Злинько Валерій Дмитрович, Король Микола Миколайович, Науменко Сергій Григорович, Лісовський Олександр Олександрович, Кравченко Юрій Олексійович, Загребельний Віктор Терентійович, Самойленко Генадій Дмитрович, Кірсанов Микола Васильович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Хохлов Анатолій Іванович, Смолін Олексій Миколайович
МПК: B21B 21/00
Мітки: тонкостінних, періодичної, труб, холодної, спосіб, особливої, прокатки
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Інструмент для холодної прокатки труб
Номер патенту: 28574
Опубліковано: 16.10.2000
Автори: Сизюхін Василь Миколайович, Шерстюк Микола Прокопович, Півник Юрій Вікторович, Король Микола Миколайович, Король Радомір Миколайович, Журба Олександр Савельович, Буряк Юрій Григорович, Григорченко Віктор Іванович, Михайленко Михайло Андрійович
МПК: B21D 37/00
Мітки: труб, холодної, прокатки, інструмент
Формула / Реферат:
Інструмент для холодної прокатки труб, включаючий валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднав до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною, який відрізняється тим, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями:
Спосіб холодної прокатки труб
Номер патенту: 48540
Опубліковано: 15.08.2002
Автори: Тімашев Сергій Павлович, Вахрушева Вера Сергіївна, Автономов Семен Володимирович, Попов Олексій Маратович, Попов Марат Васильович
МПК: B21B 21/00
Мітки: холодної, труб, прокатки, спосіб
Формула / Реферат:
1.Спосіб холодної прокатки труб, що включає підготовку заготівки до прокатки і прокатку шляхом порційної подачі заготівки у осередок деформації, утворений двома парами валків, і деформації поданої порції послідовно першою й другою парами валків при їх зворотно-поступальному переміщенні на нерухомій оправці, який відрізняється тим, що попередню підготовку здійснюють за допомогою високотемпературного надзвукового газополум’яного струменя, що...