Спосіб контролю якості різального інструменту при обробці деталей на верстатах з системою числового програмного керування
Номер патенту: 99027
Опубліковано: 12.05.2015
Автори: Шевченко Вадим Володимирович, Філон Максим Юрійович, Андрєєв Олександр Олексійович

Формула / Реферат
Спосіб контролю якості різального інструменту, який включає вимірювання максимальної величини сигналу акустичної емісії в зоні різання при перехідному процесі, який відрізняється тим, що перед обробкою заготовки на ній не потрібно знімати фаску і сигнали вимірюють в двох зонах, а саме додатково вимірюють мінімальну величину сигналу акустичної емісії в зоні різання та інфрачервоного випромінювання із зони сходу стружки при перехідному процесі.
Текст
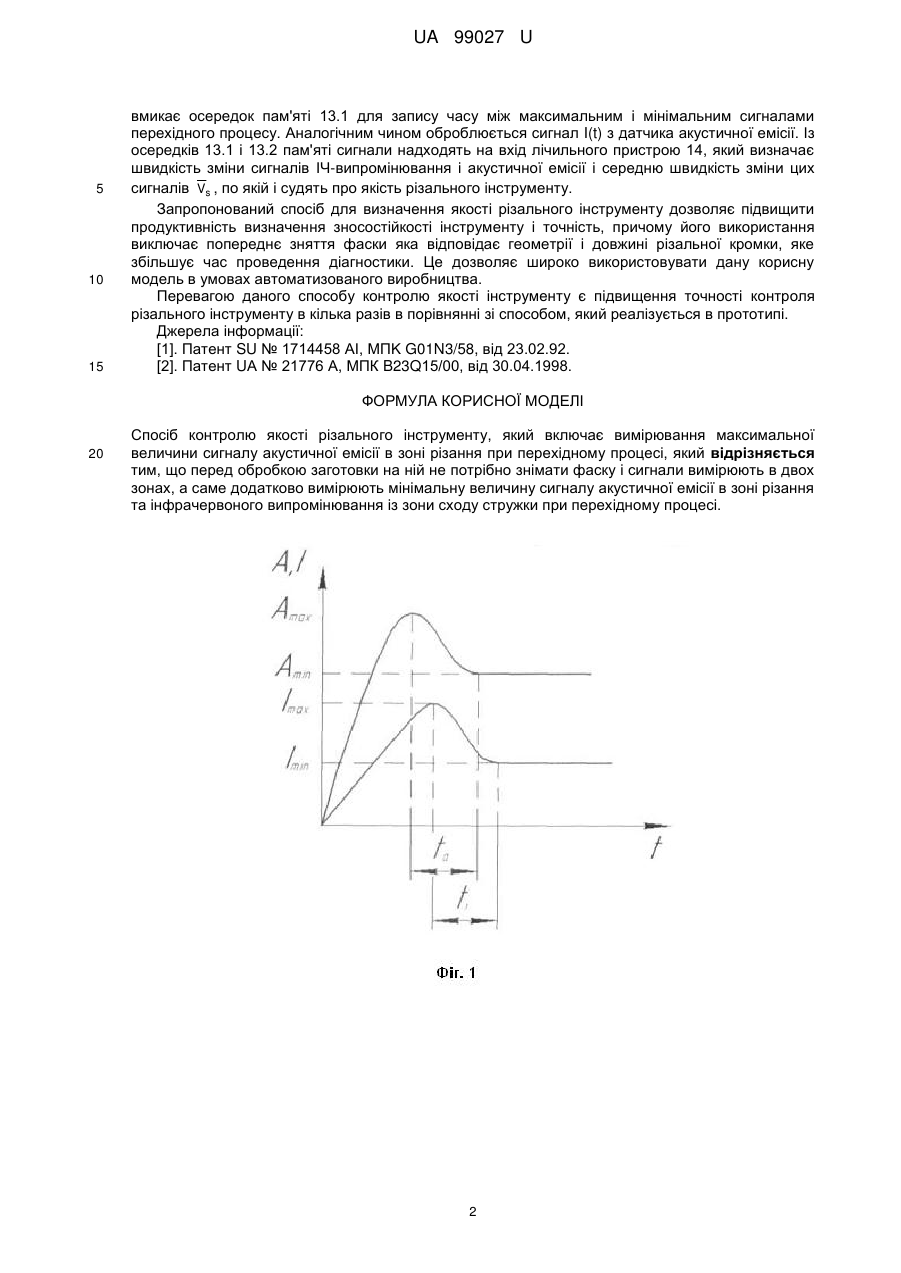
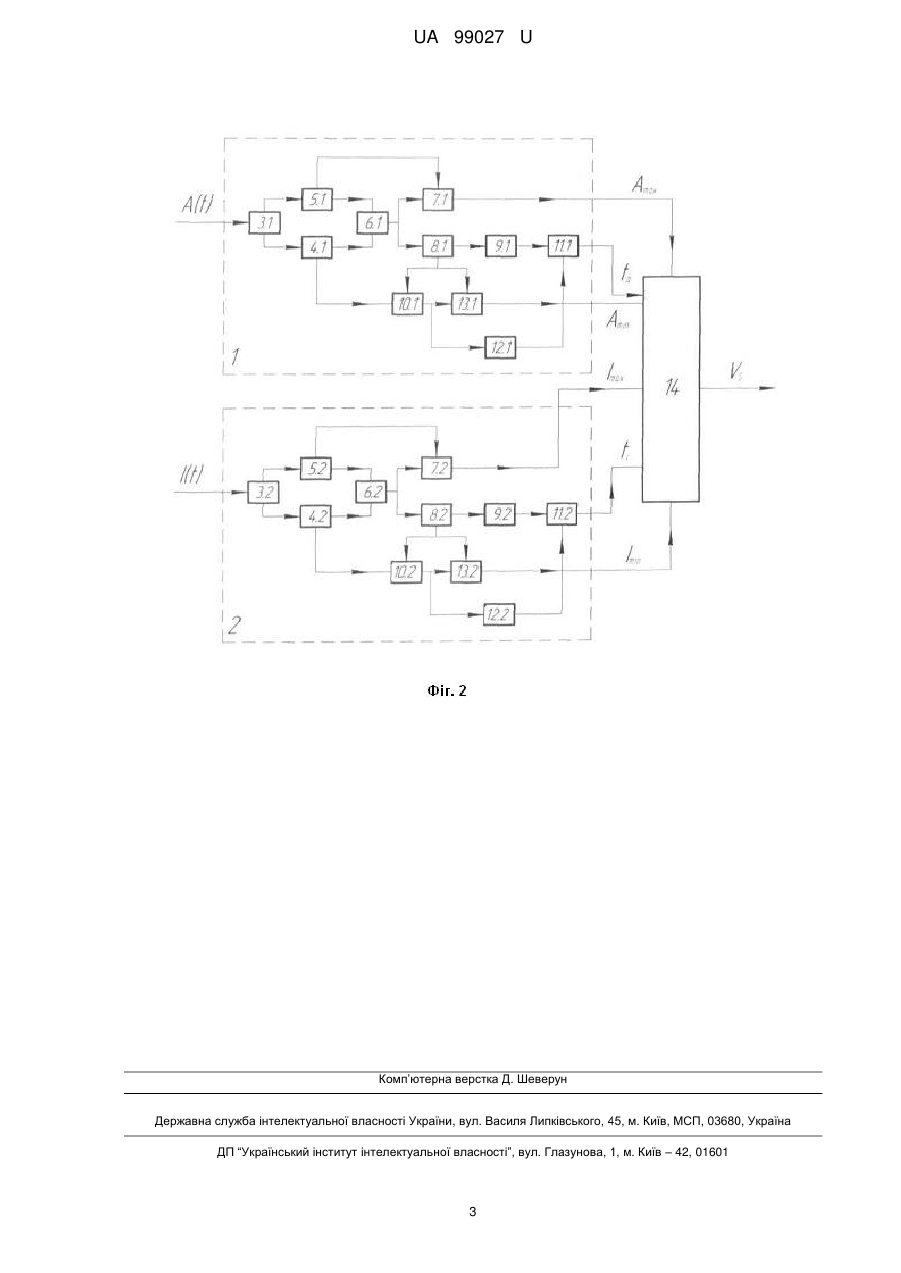
Реферат: Спосіб контролю якості різального інструменту включає вимірювання максимальної величини сигналу акустичної емісії в зоні різання при перехідному процесі. Перед обробкою заготовки на ній не потрібно знімати фаску і сигнали вимірюють в двох зонах, а саме додатково вимірюють мінімальну величину сигналу акустичної емісії в зоні різання та інфрачервоного випромінювання із зони сходу стружки при перехідному процесі. UA 99027 U (12) UA 99027 U UA 99027 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до методів контролю експлуатаційних властивостей матеріалів, а саме до пристроїв для визначення стійкості різального інструменту та його покриття, і може бути використана як засіб вхідного контролю різального інструменту при обробці деталей на верстатах з системою числового програмного керування (ЧПК). Відомий пристрій для визначення стійкості різального інструменту 11], який полягає в тому, що в процесі різання реєструють сигнал віброакустичної емісії та визначають текуче значення постійної складової сигналу віброакустичної емісії шляхом його детектування та фільтрації. Основним недоліком даного пристрою є те, що акустичний сигнал розглядається на повністю, а тільки його постійна складова. Відфільтрований сигнал не дає змоги повністю дослідити процес різання, а це в свою чергу призводить до неточного та неякісного контролю зносостійкості різального інструменту. Найбільш близькою за технічною суттю до запропонованого технічного рішення є корисна модель [2]. Спосіб контролю якості різального інструменту полягає в тому, що вимірюють максимальну величину електрорушійної при перехідному процесі, мінімальну величину сигналів електрорушійної сили і акустичної емісії перехідного процесу різання, визначають середню швидкість зміни кожного із цих сигналів і по величині сумарної середньої швидкості зміни сигналів ЕРС та АЕ судять про якість інструменту. До недоліків даного пристрою слід віднести те що, перед обробкою заготовки на ній знімають фаску, яка відповідає геометрії і довжині різальної кромки, а не починають обробку відразу. В основу корисної моделі поставлена задача удосконалити спосіб контролю якості різального інструменту, що дасть змогу підвищити продуктивність і точність. Поставлена задача вирішується тим, що в способі контролю якості різального інструменту, який полягає в тому, що вимірюють максимальну величину сигналу акустичної емісії в зоні різання при перехідному процесі, новим є те, що перед обробкою заготовки на ній не треба знімати фаску і сигнали вимірюються в двох зонах, а саме, додатково вимірюють мінімальну величину сигналу акустичної емісії в зоні різання та інфрачервоного випромінювання із зони сходу стружки при перехідному процесі. Потім визначають середню швидкість зміни кожного із цих сигналів, а про якість інструменту судять за величиною сумарної середньої швидкості зміни сигналів акустичної емісії та інфрачервоного випромінювання. Суть корисної моделі пояснюють креслення. На фіг. 1 - залежність акустичного сигналу і інфрачервоного випромінювання від часу в процесі різання; на фіг. 2 - блок-схема пристрою, який реалізує запропонований спосіб контролю якості різального інструменту. Стандартний процес різання має дві фази: стаціонарну (при стійкому різанні) і перехідну (при врізанні). На графіку, зображеному на кресленні, бачимо, що перехідний процес різання ділиться на два етапи: зростання сигналу і його стабілізація. Зростання сигналу характеризується саме врізанням інструменту, тобто постійним збільшенням площі контакту між різцем і заготовкою, а також різким збільшенням температури на контактуючих поверхнях, яка визначається матеріалами покриття і різця. Стабілізація сигналу характеризується постійним підтриманням теплових процесів в зоні різання, що, в свою чергу, створює високі термонапруги в при різцевій зоні, які призводять до втрати міцності і руйнації інструменту. Поширення теплоти в зоні різання відбувається в основному за рахунок теплопровідності матеріалу інструменту і його покриття. Саме тому зносостійкість інструменту буде визначатися тепловим і напругодеформованим станом в зоні обробки, причому, чим швидше відбувається відведення тепла з різальної поверхні інструменту, тим більш високі термічні і механічні напруги випробовує матеріал інструменту і покриття. А швидкість та інтенсивність тепла, яке відводиться з зони обробки у вигляді стружки, дають інформацію про її характер, а отже і про ступінь зношення інструменту. Отже, чим менша швидкість перехідного процесу, тим вища стійкість різця. Спосіб реалізується наступним чином. На верстат встановлюють різальний інструмент, який будуть контролювати і оброблюють заготовку. В процесі різання текучі сигнали A(t), I(t) з датчиків акустичної емісії та інфрачервоного випромінювання подають відповідно на входи 1 і 2 каналів. Сигнал A(t) з датчика акустичної емісії надходить на вхід підсилювача 3.1. З виходу підсилювача 3.1 сигнал A(t) надходить на вхід аналого-цифрового перетворювача 4.1 і на вхід порогового пристрою 5.1, який вмикає пристрій 6.1 визначення максимального значення сигналу перехідного процесу, а також вмикає осередок пам'яті 7.1, який фіксує максимальне значення сигналу при перехідному процесі. З виходу 6.1 сигнал надходить також на вхід пускового пристрою 8.1, який вмикає лічильник часу 9.1 і пристрій 10.1 для визначення мінімуму сигналу при перехідному процесі і осередок 11.1 пам'яті, який фіксує мінімальне значення сигналу при перехідному процесі. З виходу пристрою 10.1 сигнал також надходить на пристрій 12.1, який 1 UA 99027 U 5 10 15 вмикає осередок пам'яті 13.1 для запису часу між максимальним і мінімальним сигналами перехідного процесу. Аналогічним чином оброблюється сигнал I(t) з датчика акустичної емісії. Із осередків 13.1 і 13.2 пам'яті сигнали надходять на вхід лічильного пристрою 14, який визначає швидкість зміни сигналів ІЧ-випромінювання і акустичної емісії і середню швидкість зміни цих сигналів Vs , по якій і судять про якість різального інструменту. Запропонований спосіб для визначення якості різального інструменту дозволяє підвищити продуктивність визначення зносостійкості інструменту і точність, причому його використання виключає попереднє зняття фаски яка відповідає геометрії і довжині різальної кромки, яке збільшує час проведення діагностики. Це дозволяє широко використовувати дану корисну модель в умовах автоматизованого виробництва. Перевагою даного способу контролю якості інструменту є підвищення точності контроля різального інструменту в кілька разів в порівнянні зі способом, який реалізується в прототипі. Джерела інформації: [1]. Патент SU № 1714458 ΑΙ, ΜΠΚ G01N3/58, від 23.02.92. [2]. Патент UА № 21776 А, МПК B23Q15/00, від 30.04.1998. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб контролю якості різального інструменту, який включає вимірювання максимальної величини сигналу акустичної емісії в зоні різання при перехідному процесі, який відрізняється тим, що перед обробкою заготовки на ній не потрібно знімати фаску і сигнали вимірюють в двох зонах, а саме додатково вимірюють мінімальну величину сигналу акустичної емісії в зоні різання та інфрачервоного випромінювання із зони сходу стружки при перехідному процесі. 2 UA 99027 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюShevchenko Vadym Volodymyrovych
Автори російськоюШевченко Вадим Владимирович
МПК / Мітки
МПК: B23B 1/00
Мітки: деталей, контролю, програмного, системою, різального, обробці, спосіб, числового, верстатах, якості, інструменту, керування
Код посилання
<a href="https://ua.patents.su/5-99027-sposib-kontrolyu-yakosti-rizalnogo-instrumentu-pri-obrobci-detalejj-na-verstatakh-z-sistemoyu-chislovogo-programnogo-keruvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю якості різального інструменту при обробці деталей на верстатах з системою числового програмного керування</a>
Спосіб оцінки якості різального інструменту і деталей машин
Номер патенту: 40077
Опубліковано: 16.07.2001
Автори: Ковальов Віктор Дмитрович, Васильченко Яна Василівна, Кліменко Галина Петрівна, Мірошніченко Юрій Вікторович
МПК: C21D 6/04
Мітки: якості, деталей, різального, машин, інструменту, оцінки, спосіб
Формула / Реферат:
Спосіб оцінки якості різального інструменту і деталей машин, при якому комплексно оцінюють якість вихідних матеріалів, процесів виготовлення різального інструменту і деталей машин, який відрізняється тим, що різальний інструмент або деталі машин піддають обробці імпульсним магнітним полем, визначають їхні експлуатаційні характеристики, при цьому, якщо обробка імпульсним магнітним полем призводить до підвищення експлуатаційних характеристик -...
Спосіб комбінованого зміцнення різального інструменту та деталей машин
Номер патенту: 13547
Опубліковано: 17.04.2006
Автори: Нечепуренко Артем Вікторович, Мірошніченко Юрій Вікторович, Васильченко Яна Василівна, Ковальов Віктор Дмитрійович
МПК: B23B 27/16
Мітки: деталей, спосіб, різального, зміцнення, інструменту, машин, комбінованого
Формула / Реферат:
Спосіб комбінованого зміцнення різального інструменту та деталей машин шляхом магнітно-імпульсної обробки, який відрізняється тим, що попередньо на поверхні виробів наноситься зносостійке антифрикційне покриття.
Спосіб контролю якості різального інструменту
Номер патенту: 21776
Опубліковано: 30.04.1998
Автори: Остаф'єв Дмитро Володимирович, Остаф'єв Сергій Володимирович
МПК: B23Q 15/00
Мітки: різального, контролю, якості, інструменту, спосіб
Формула / Реферат:
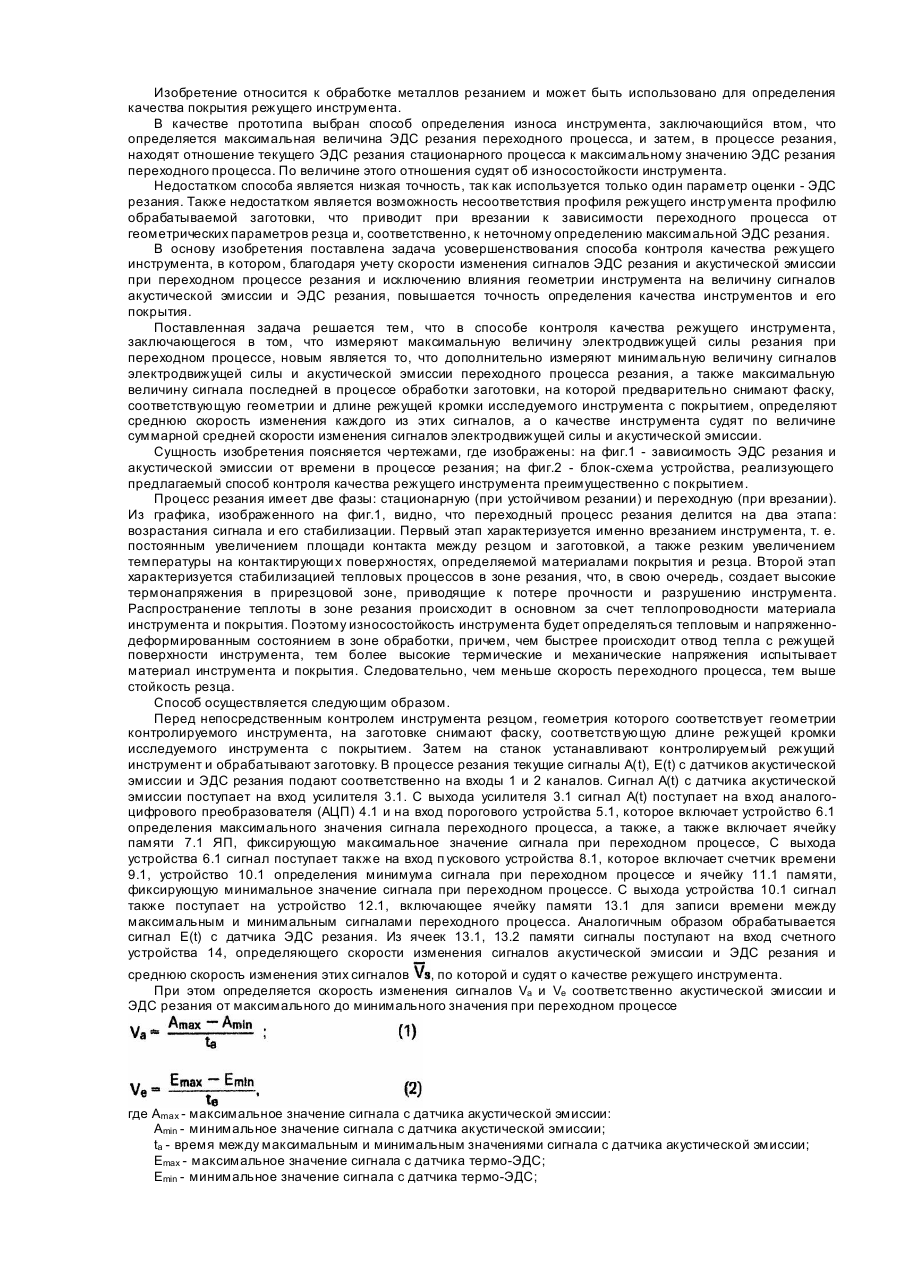
Способ контроля качества режущего инструмента, заключающийся тем, что измеряют максимальную величину электродвижущей силы резания при переходном процессе, отличающийся тем, что дополнительно измеряют минимальную величину сигналов электродвижущей силы и акустической эмиссии переходного процесса резания, а также максимальную величину сигнала последней в процессе обработки заготовки, на которой предварительно снимают фаску, соответствующую...
Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах
Номер патенту: 69285
Опубліковано: 25.04.2012
Автори: Ревенко Ірина Володимирівна, Шевченко Вадим Володимирович, Філіпова Марина В'ячеславівна
Мітки: спосіб, металорізальних, процесом, адаптивного, обробки, деталей, верстатах, керування
Формула / Реферат:
Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах, який полягає в зміні режимів різання в функції вимірювальних в процесі обробки сигналів термоерс, потужності різання та пружних переміщень технологічної системи, який відрізняється тим, що з метою підвищення точності та продуктивності обробки, відокремлюють постійні та складові сигналів, при цьому по постійних складових формують керуючі програми на зміну...
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці
Номер патенту: 59356
Опубліковано: 10.05.2011
Автори: Ткаченко Іван Анатолійович, Ковальчук Олександр Павлович, Скицюк Володимир Іванович
МПК: G01B 7/008, G08B 21/00
Мітки: інструмента, обробці, поверхні, токарний, торкання, контролю, деталі, пристрій, різального
Формула / Реферат:
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці, що містить електромагнітний відчутник, підключений до електронного блока обробки сигналу, який відрізняється тим, що до електронного блока обробки сигналу включено блок підналагодження частоти електромагнітного відчутника, вихід блока через лінійний підсилювач підключено до перших входів компаратора високого рівня та компаратора низького рівня, до других...
Попередній патент: Стабілізоване силове джерело електроживлення
Наступний патент: Лікарський засіб з мембраностабілізуючою та венотропною дією
Випадковий патент: Спосіб лікування хворих на хронічний верхівковий періодонтит, у яких переважає діяльність симпатичного відділу вегетативної нервової системи