Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці
Номер патенту: 59356
Опубліковано: 10.05.2011
Автори: Ковальчук Олександр Павлович, Ткаченко Іван Анатолійович, Скицюк Володимир Іванович
Формула / Реферат
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці, що містить електромагнітний відчутник, підключений до електронного блока обробки сигналу, який відрізняється тим, що до електронного блока обробки сигналу включено блок підналагодження частоти електромагнітного відчутника, вихід блока через лінійний підсилювач підключено до перших входів компаратора високого рівня та компаратора низького рівня, до других входів яких підключено генератори високого рівня та генератора низького опорного рівня відповідно, а виходи компараторів під'єднані до входів першого RS-тригера, виходи якого підключені до лічильника та до першого входу другого RS-тригера, при цьому генератор опорної частоти підключено до блока підналагодження частоти електромагнітного відчутника та до першого входу лічильника, а також на виході генератора опорної частоти підключено блок високостабільної змінної напруги, а пристрій споряджено обертальним контактом для встановлення на торець шпинделя верстата.
Текст
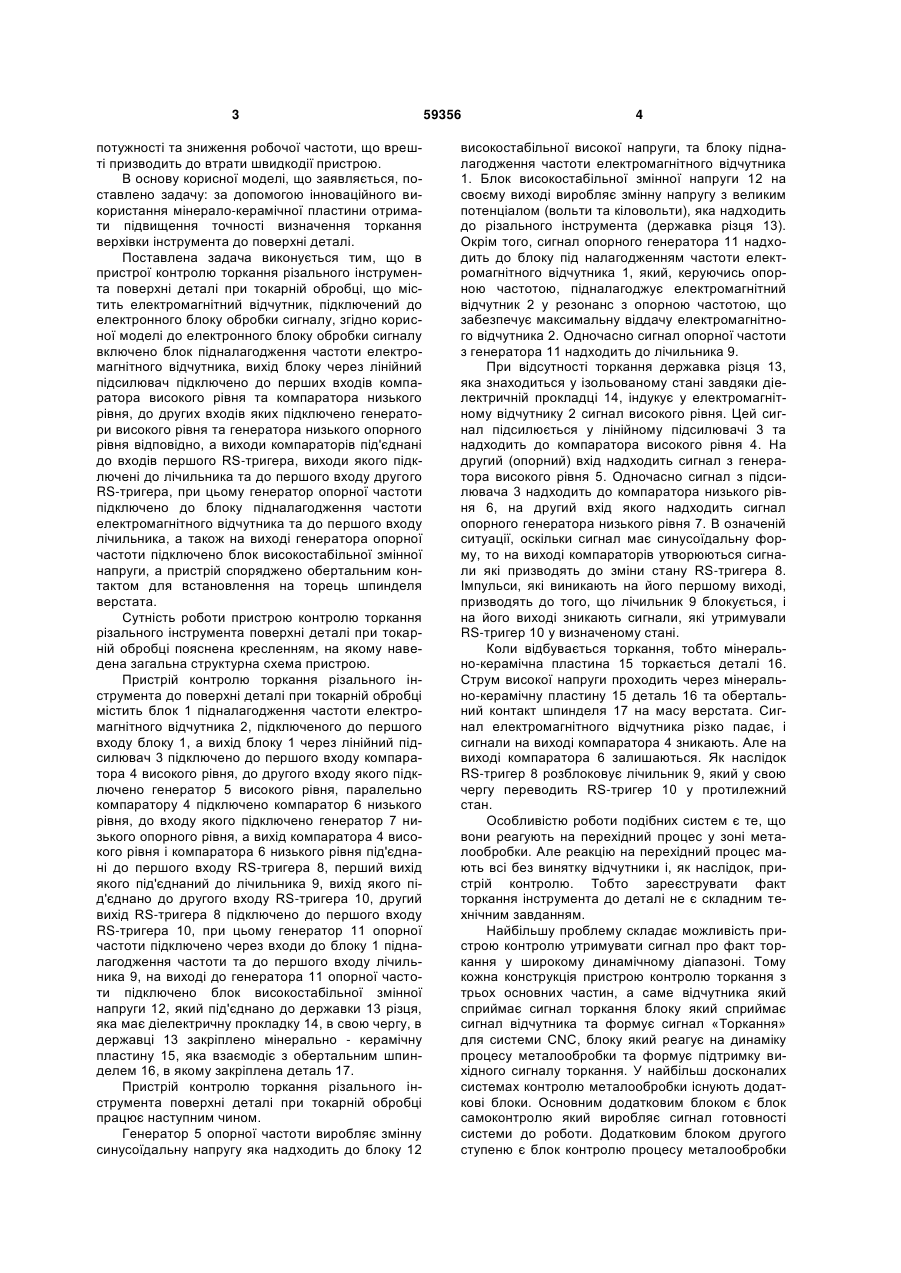
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці, що містить електромагнітний відчутник, підключений до електронного блока обробки сигналу, який відрізняється тим, що до електронного блока обробки сигналу включено блок підналагодження 3 потужності та зниження робочої частоти, що врешті призводить до втрати швидкодії пристрою. В основу корисної моделі, що заявляється, поставлено задачу: за допомогою інноваційного використання мінерало-керамічної пластини отримати підвищення точності визначення торкання верхівки інструмента до поверхні деталі. Поставлена задача виконується тим, що в пристрої контролю торкання різального інструмента поверхні деталі при токарній обробці, що містить електромагнітний відчутник, підключений до електронного блоку обробки сигналу, згідно корисної моделі до електронного блоку обробки сигналу включено блок підналагодження частоти електромагнітного відчутника, вихід блоку через лінійний підсилювач підключено до перших входів компаратора високого рівня та компаратора низького рівня, до других входів яких підключено генератори високого рівня та генератора низького опорного рівня відповідно, а виходи компараторів під'єднані до входів першого RS-тригера, виходи якого підключені до лічильника та до першого входу другого RS-тригера, при цьому генератор опорної частоти підключено до блоку підналагодження частоти електромагнітного відчутника та до першого входу лічильника, а також на виході генератора опорної частоти підключено блок високостабільної змінної напруги, а пристрій споряджено обертальним контактом для встановлення на торець шпинделя верстата. Сутність роботи пристрою контролю торкання різального інструмента поверхні деталі при токарній обробці пояснена кресленням, на якому наведена загальна структурна схема пристрою. Пристрій контролю торкання різального інструмента до поверхні деталі при токарній обробці містить блок 1 підналагодження частоти електромагнітного відчутника 2, підключеного до першого входу блоку 1, а вихід блоку 1 через лінійний підсилювач 3 підключено до першого входу компаратора 4 високого рівня, до другого входу якого підключено генератор 5 високого рівня, паралельно компаратору 4 підключено компаратор 6 низького рівня, до входу якого підключено генератор 7 низького опорного рівня, а вихід компаратора 4 високого рівня і компаратора 6 низького рівня під'єднані до першого входу RS-тригера 8, перший вихід якого під'єднаний до лічильника 9, вихід якого під'єднано до другого входу RS-тригера 10, другий вихід RS-тригера 8 підключено до першого входу RS-тригера 10, при цьому генератор 11 опорної частоти підключено через входи до блоку 1 підналагодження частоти та до першого входу лічильника 9, на виході до генератора 11 опорної частоти підключено блок високостабільної змінної напруги 12, який під'єднано до державки 13 різця, яка має діелектричну прокладку 14, в свою чергу, в державці 13 закріплено мінерально - керамічну пластину 15, яка взаємодіє з обертальним шпинделем 16, в якому закріплена деталь 17. Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці працює наступним чином. Генератор 5 опорної частоти виробляє змінну синусоїдальну напругу яка надходить до блоку 12 59356 4 високостабільної високої напруги, та блоку підналагодження частоти електромагнітного відчутника 1. Блок високостабільної змінної напруги 12 на своєму виході виробляє змінну напругу з великим потенціалом (вольти та кіловольти), яка надходить до різального інструмента (державка різця 13). Окрім того, сигнал опорного генератора 11 надходить до блоку під налагодженням частоти електромагнітного відчутника 1, який, керуючись опорною частотою, підналагоджує електромагнітний відчутник 2 у резонанс з опорною частотою, що забезпечує максимальну віддачу електромагнітного відчутника 2. Одночасно сигнал опорної частоти з генератора 11 надходить до лічильника 9. При відсутності торкання державка різця 13, яка знаходиться у ізольованому стані завдяки діелектричній прокладці 14, індукує у електромагнітному відчутнику 2 сигнал високого рівня. Цей сигнал підсилюється у лінійному підсилювачі 3 та надходить до компаратора високого рівня 4. На другий (опорний) вхід надходить сигнал з генератора високого рівня 5. Одночасно сигнал з підсилювача 3 надходить до компаратора низького рівня 6, на другий вхід якого надходить сигнал опорного генератора низького рівня 7. В означеній ситуації, оскільки сигнал має синусоїдальну форму, то на виході компараторів утворюються сигнали які призводять до зміни стану RS-тригера 8. Імпульси, які виникають на його першому виході, призводять до того, що лічильник 9 блокується, і на його виході зникають сигнали, які утримували RS-тригер 10 у визначеному стані. Коли відбувається торкання, тобто мінерально-керамічна пластина 15 торкається деталі 16. Струм високої напруги проходить через мінерально-керамічну пластину 15 деталь 16 та обертальний контакт шпинделя 17 на масу верстата. Сигнал електромагнітного відчутника різко падає, і сигнали на виході компаратора 4 зникають. Але на виході компаратора 6 залишаються. Як наслідок RS-тригер 8 розблоковує лічильник 9, який у свою чергу переводить RS-тригер 10 у протилежний стан. Особливістю роботи подібних систем є те, що вони реагують на перехідний процес у зоні металообробки. Але реакцію на перехідний процес мають всі без винятку відчутники і, як наслідок, пристрій контролю. Тобто зареєструвати факт торкання інструмента до деталі не є складним технічним завданням. Найбільшу проблему складає можливість пристрою контролю утримувати сигнал про факт торкання у широкому динамічному діапазоні. Тому кожна конструкція пристрою контролю торкання з трьох основних частин, а саме відчутника який сприймає сигнал торкання блоку який сприймає сигнал відчутника та формує сигнал «Торкання» для системи CNC, блоку який реагує на динаміку процесу металообробки та формує підтримку вихідного сигналу торкання. У найбільш досконалих системах контролю металообробки існують додаткові блоки. Основним додатковим блоком є блок самоконтролю який виробляє сигнал готовності системи до роботи. Додатковим блоком другого ступеню є блок контролю процесу металообробки 5 59356 який реагує на ступінь зносу різального інструменту. Загальна характеристика пристрів контролю торкання є відносна і повністю замкнена від швидкодії верстата та пристрою контролю і має наступну якісну залежність: 2knTгр j 20 lg ТТ де k n - коефіцієнт швидкості, Tгр - максимальна швидкодія верстата при розгоні та гальмуванні інструмента, Т - час реакції пристрою контролю на «торкання», Т - час реакції пристрою контролю на «Неторкання». Комп’ютерна верстка Г. Паяльніков 6 При j>0 система торкання є задовільною для визначеного верстата; j=0 система торкання знаходиться на межі своїх можливостей; j
ДивитисяДодаткова інформація
Назва патенту англійськоюMonitoring apparatus for workpiece surface cutting tool while lathe machining
Автори англійськоюKovalchuk Oleksandr Pavlovych, Tkachenko Ivan Anatoliiovych, Skytsiuk Volodymyr Ivanovych
Назва патенту російськоюУстройство контроля касания режущего инструмента поверхности детали при токарной обработке
Автори російськоюКовальчук Александр Павлович, Ткаченко Иван Анатольевич, Скицюк Владимир Иванович
МПК / Мітки
МПК: G08B 21/00, G01B 7/008
Мітки: торкання, контролю, різального, обробці, інструмента, поверхні, деталі, пристрій, токарний
Код посилання
<a href="https://ua.patents.su/3-59356-pristrijj-kontrolyu-torkannya-rizalnogo-instrumenta-poverkhni-detali-pri-tokarnijj-obrobci.html" target="_blank" rel="follow" title="База патентів України">Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці</a>
Пристрій для контролю торкання різального інструмента до деталі при токарній обробці
Номер патенту: 40137
Опубліковано: 25.03.2009
Автори: Клочко Тетяна Реджинальдівна, Скицюк Володимир Іванович
МПК: B23Q 11/00, G08B 21/00
Мітки: контролю, торкання, різального, обробці, інструмента, деталі, токарний, пристрій
Формула / Реферат:
Пристрій для контролю торкання різального інструмента до деталі при токарній обробці, що містить електромагнітний відчутник з осердям із намотаною котушкою, модуль обробки сигналу відчутника, який відрізняється тим, що вхід закріпленого на різальному інструменті електромагнітного відчутника підключений до приладу налагодження робочої частоти, вхід якого підключений до стабілізатора напруги, а вихід електромагнітного відчутника підключений до...
Спосіб реєстрації присутності та торкання різального інструмента
Номер патенту: 30120
Опубліковано: 15.11.2000
Автори: Скицюк Володимир Іванович, Скицюк Максим Володимирович
МПК: B23Q 17/22
Мітки: інструмента, реєстрації, присутності, торкання, різального, спосіб
Формула / Реферат:
Спосіб реєстрації присутності та торкання різального інструмента, заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють присутність інструмента поблизу деталі та момент фізичного торкання, який відрізняється тим, що поряд з індукційним перетворювачем присутності та торкання встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм...
Адаптивний спосіб реєстрації присутності та торкання різального інструменту до деталі
Номер патенту: 52357
Опубліковано: 16.12.2002
Автори: Скицюк Володимир Іванович, Силін Радомир Святославович
МПК: G05B 19/18, B23Q 17/00
Мітки: присутності, спосіб, адаптивний, реєстрації, інструменту, різального, деталі, торкання
Формула / Реферат:
Адаптивний спосіб реєстрації присутності та торкання різального інструменту до деталі, що включає охоплення різального інструмента осереддям індукційного перетворювача, вихідний сигнал якого підсилюють та формують інформаційний сигнал, за параметрами якого визначають присутність інструменту поблизу деталі та момент їх фізичного торкання, який відрізняється тим, що інформаційний сигнал формують з інтегральної огинаючої шумової компоненти...
Спосіб контролю торкання інструменту та деталі з високою точністю та надійністю
Номер патенту: 17046
Опубліковано: 18.03.1997
Автори: Махмудов Кабулджон Гафурович, Остафьєв Володимир Олександрович, Скицюк Володимир Іванович
МПК: B23Q 15/00
Мітки: надійністю, високою, спосіб, точністю, деталі, інструменту, контролю, торкання
Формула / Реферат:
Спосіб контролю торкання інструменту та деталі з високою точністю та надійністю, визначений у тому, що індукційний датчик встановлений на технологічній оброблюючій системі, сигнал датчика підсилюється каналом високої чутливості та каналом низької чутливості, який відрізняється тим, що по високому рівню сигналу у каналі високої чутливості реєструють присутність інструменту коло деталі, гальмують рух інструменту до деталі, по високому рівню...
Спосіб контролю дотику різального інструмента
Номер патенту: 25418
Опубліковано: 10.08.2007
Автори: Скицюк Володимир Іванович, Кінареєв Микола Сергійович, Тимчик Григорій Семенович
МПК: B23Q 15/00
Мітки: різального, спосіб, дотику, контролю, інструмента
Формула / Реферат:
Спосіб контролю дотику різального інструмента заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють та контролюють присутність інструмента біля деталі та момент фізичного дотику, який відрізняється тим, що поряд з індукційним перетворювачем присутності та дотику встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм високої...
Попередній патент: Розбірні санки
Наступний патент: Спосіб виявлення злоякісності інсиденталоми надниркової залози
Випадковий патент: Спосіб реєстрації теплового випромінювання