Ультразвуковий двошкальний спосіб вимірювання товщини виробів
Номер патенту: 100756
Опубліковано: 10.08.2015
Автори: Монченко Олена Володимирівна, Олійник Юрій Анатолійович, Куц Юрій Васильович


Формула / Реферат
Ультразвуковий двошкальний спосіб вимірювання товщини виробів, що містить формування фазоманіпульованого ультразвукового зондуючого сигналу, введення його в об'єкт контролю, приймання сигналу після його поширення в об'єкті контролю, визначення фазових характеристик відбитих сигналів, вимірювання затримки поширення сигналу як інтервалу часу між стрибками фазової характеристики відбитих сигналів та обчислення товщини об'єкта за часом затримки сигналу та відомою швидкістю поширення сигналу, який відрізняється тим, що для підвищення точності визначення товщини об'єкта контролю вимірюють фазові зсуви ![]() відбитих сигналів відносно зондуючого, визначають з отриманого значення затримки сигналу узгоджену з
відбитих сигналів відносно зондуючого, визначають з отриманого значення затримки сигналу узгоджену з ![]() кількість n цілих фазових циклів сигналу, а уточнене значення товщини визначають з виразу
кількість n цілих фазових циклів сигналу, а уточнене значення товщини визначають з виразу ![]() , де
, де ![]() ,
, ![]() - відповідно поширення та частота хвилі ультразвукового сигналу в матеріалі об'єкта контролю.
- відповідно поширення та частота хвилі ультразвукового сигналу в матеріалі об'єкта контролю.
Текст
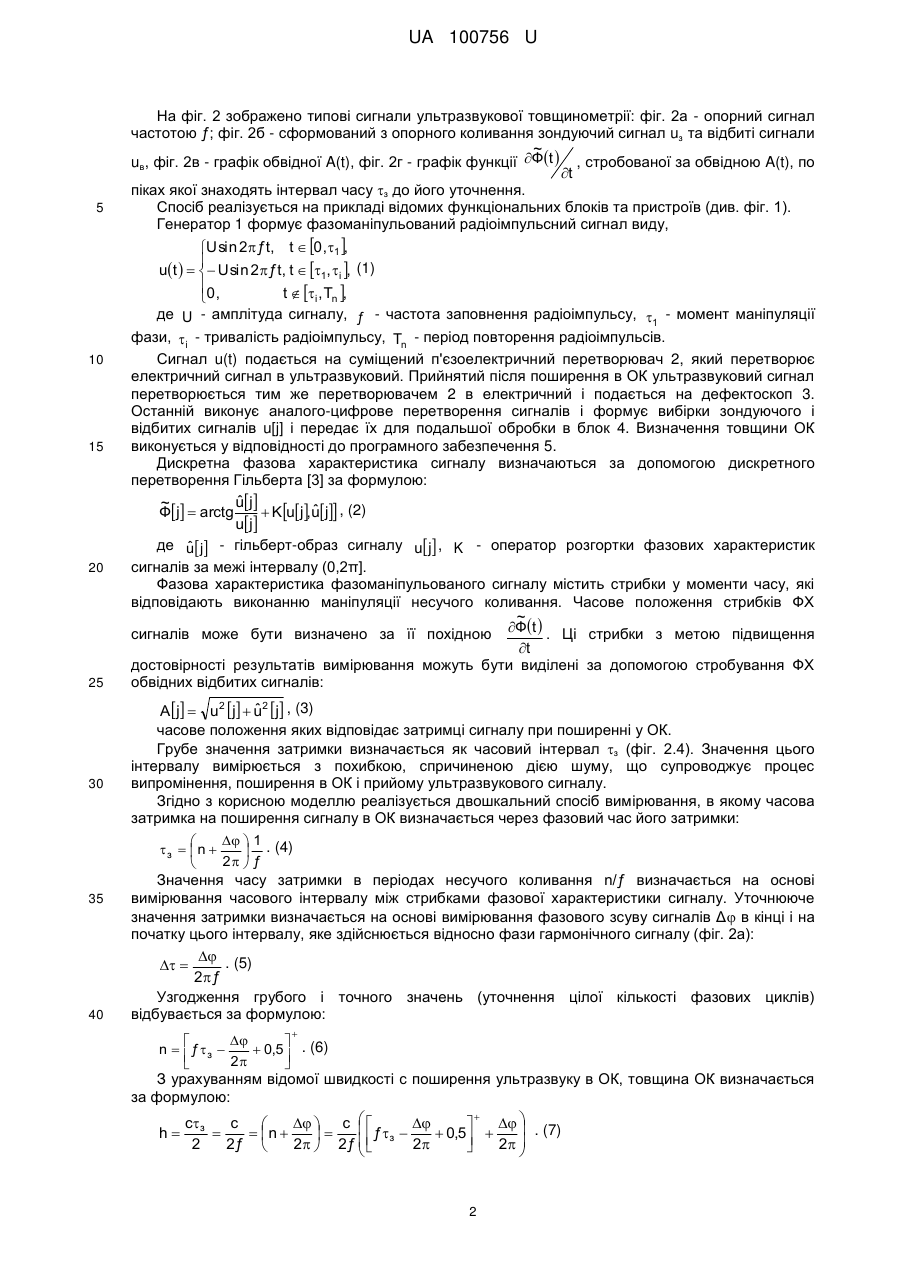
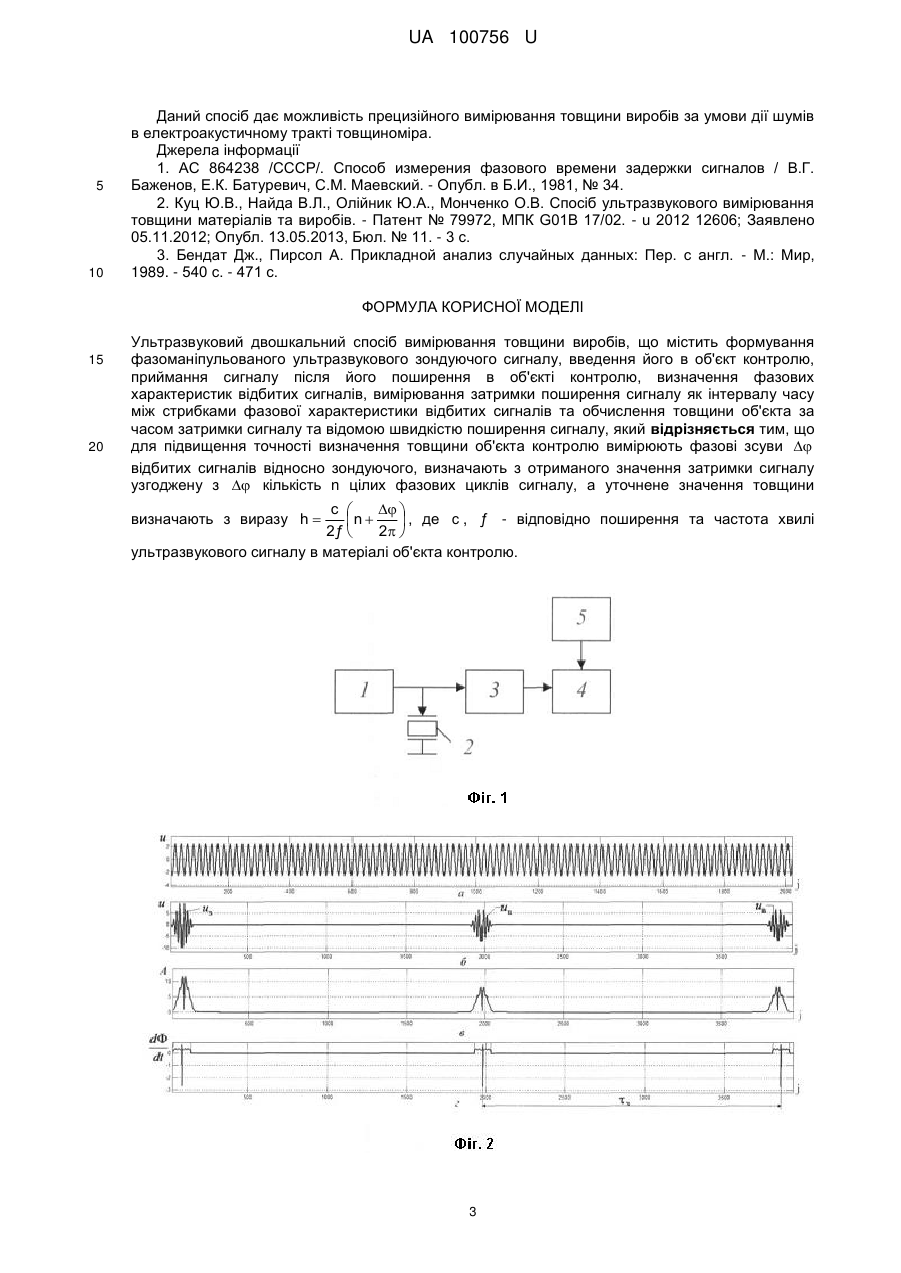
Реферат: UA 100756 U UA 100756 U 5 10 Корисна модель належить до луна-імпульсної ультразвукової товщинометрії і призначена для прецизійного вимірювання товщини виробів. Відомий багатошкальний спосіб вимірювання фазового часу затримки сигналів [1], який полягає в тому, що за допомогою допоміжного вимірювання фазового зсуву сигналів н на грубій шкалі, що відповідає низькій частоті ƒн тестового сигналу, визначають число цілих фазових циклів n, яке міститься у повному фазовому зсуві сигналів високої частоти ƒ в, який відповідає часу затримки сигналу н. Значення ƒн вибирають з умови однозначності результату вимірювання фазових зсувів, тобто з умови н 2ƒн н 2 . Результат вимірювання затримки отримують за виразом: Ф ƒ -1 n в , (1) 2 де в - виміряне значення фазового зсуву 0 в 2 сигналів частотою ƒв. Число n знаходять за виразом: 15 20 25 30 35 40 45 50 ˆ ˆ ƒ n н в в 0,5 , (2) 2 ƒ н 2 - операція виділення цілої частини числа. де Цей спосіб має обмеження для використання в ультразвуковій товщинометрії, оскільки потребує виконання фазових вимірювань в широкому діапазоні частот. Чим більше товщина вимірюваного об'єкта контролю, тим нижчою повинна бути частота ƒн для однозначного вимірювання н. З іншого боку, прагнення підвищення точності передбачає підвищення частоти ƒв. Разом це призводить до розширення частотного діапазону сигналів, в той час як ультразвукові перетворювачі працюють в обмеженому частотному діапазоні. Найбільш близьким по технічній суті є спосіб ультразвукового вимірювання товщини матеріалів і виробів [2], що включає формування ультразвукового зондуючого сигналу, введення його в об'єкт контролю, приймання сигналу після його поширення в об'єкті контролю, визначення фазової характеристики відбитих сигналів, обчислення товщини об'єкта за часом затримки сигналу та відомою швидкістю поширення сигналу, у якому згідно формується фазоманіпульований ультразвуковий зондуючий сигнал, а затримка поширення сигналу вимірюється як інтервал часу між стрибками фазових характеристик відбитих сигналів. Стрибки фазових характеристик сигналу в моменти здійснення фазової маніпуляції мають характерні точки, за положенням яких в часі визначається часова затримка сигналів. Недоліком даного способу є те, що при дії у вимірювальному каналі шумів часове положення імпульсів, які визначаються за характерною точкою (стрибком) фазової характеристики сигналу, може коливатись в певних межах. В той же час існує можливість підвищити точність визначення затримки за рахунок вимірювання і врахування значення усередненого фазового зсуву несучої відбитих сигналів. Поставлена задача вирішується тим, що ультразвуковий двошкальний спосіб вимірювання товщини виробів містить формування фазоманіпульованого ультразвукового зондуючого сигналу, введення його в об'єкт контролю, приймання сигналу після його поширення в об'єкті контролю, визначення фазових характеристик відбитих сигналів, вимірювання затримки поширення сигналу як інтервалу часу між стрибками фазової характеристики відбитих сигналів та обчислення товщини об'єкта за часом затримки сигналу та відомою швидкістю поширення сигналу, який відрізняється тим, що для підвищення точності визначення товщини об'єкта контролю вимірюють фазові зсуви Δ відбитих сигналів відносно зондуючого, визначають з отриманого значення затримки сигналу узгоджену з Δ кількість n цілих фазових циклів сигналу, а уточнене значення товщини визначають з виразу h c n , де c , ƒ - відповідно 2ƒ 2 поширення та частота хвилі ультразвукового сигналу в матеріалі ОК. Перевагою запропонованого способу є те, що і грубе, і точне значення часового інтервалу визначається за фазовою характеристикою зондуючих сигналів без зміни частоти несучої, що не потребує розширення робочої смуги частот товщиноміра. Введення в об'єкт контролю і отримання ультразвукового сигналу відбувається за допомогою суміщеного п'єзоелектричного перетворювача. На фіг. 1. зображено блок-схему пристрою, який реалізує запропонований спосіб і який містить: 1 - програмований генератор сигналів, 2 - суміщений п'єзоелектричний перетворювач, 3 - одноканальний дефектоскоп, 4 - персональний комп'ютер, 5 - програмне забезпечення. 1 UA 100756 U 5 10 15 20 25 30 35 40 На фіг. 2 зображено типові сигнали ультразвукової товщинометрії: фіг. 2а - опорний сигнал частотою ƒ; фіг. 2б - сформований з опорного коливання зондуючий сигнал uз та відбиті сигнали ~ uв, фіг. 2в - графік обвідної A(t), фіг. 2г - графік функції Фt , стробованої за обвідною A(t), по t піках якої знаходять інтервал часу з до його уточнення. Спосіб реалізується на прикладі відомих функціональних блоків та пристроїв (див. фіг. 1). Генератор 1 формує фазоманіпульований радіоімпульсний сигнал виду, U sin 2 ƒt, t 0, 1 , ut U sin 2 ƒt, t 1, i , (1) 0, t i , Tn , де U - амплітуда сигналу, ƒ - частота заповнення радіоімпульсу, 1 - момент маніпуляції фази, i - тривалість радіоімпульсу, Tn - період повторення радіоімпульсів. Сигнал u(t) подається на суміщений п'єзоелектричний перетворювач 2, який перетворює електричний сигнал в ультразвуковий. Прийнятий після поширення в OК ультразвуковий сигнал перетворюється тим же перетворювачем 2 в електричний і подається на дефектоскоп 3. Останній виконує аналого-цифрове перетворення сигналів і формує вибірки зондуючого і відбитих сигналів u[j] і передає їх для подальшої обробки в блок 4. Визначення товщини ОК виконується у відповідності до програмного забезпечення 5. Дискретна фазова характеристика сигналу визначаються за допомогою дискретного перетворення Гільберта [3] за формулою: ˆ u j ~ ˆ Ф j arctg K u j,u j , (2) u j де u j - гільберт-образ сигналу u j , K - оператор розгортки фазових характеристик ˆ сигналів за межі інтервалу (0,2π]. Фазова характеристика фазоманіпульованого сигналу містить стрибки у моменти часу, які відповідають виконанню маніпуляції несучого коливання. Часове положення стрибків ФХ ~ сигналів може бути визначено за її похідною Ф t . Ці стрибки з метою підвищення t достовірності результатів вимірювання можуть бути виділені за допомогою стробування ФХ обвідних відбитих сигналів: ˆ Aj u2 j u2 j , (3) часове положення яких відповідає затримці сигналу при поширенні у ОК. Грубе значення затримки визначається як часовий інтервал з (фіг. 2.4). Значення цього інтервалу вимірюється з похибкою, спричиненою дією шуму, що супроводжує процес випромінення, поширення в ОК і прийому ультразвукового сигналу. Згідно з корисною моделлю реалізується двошкальний спосіб вимірювання, в якому часова затримка на поширення сигналу в ОК визначається через фазовий час його затримки: 1 . (4) з n 2 ƒ Значення часу затримки в періодах несучого коливання n/ƒ визначається на основі вимірювання часового інтервалу між стрибками фазової характеристики сигналу. Уточнююче значення затримки визначається на основі вимірювання фазового зсуву сигналів Δ в кінці і на початку цього інтервалу, яке здійснюється відносно фази гармонічного сигналу (фіг. 2а): . (5) 2ƒ Узгодження грубого і точного значень (уточнення цілої кількості фазових циклів) відбувається за формулою: n ƒ з 0,5 . (6) 2 З урахуванням відомої швидкості с поширення ультразвуку в ОК, товщина ОК визначається за формулою: h c з c c ƒ з 0,5 . (7) n 2 2ƒ 2 2ƒ 2 2 2 UA 100756 U 5 10 Даний спосіб дає можливість прецизійного вимірювання товщини виробів за умови дії шумів в електроакустичному тракті товщиноміра. Джерела інформації 1. АС 864238 /СССР/. Способ измерения фазового времени задержки сигналов / В.Г. Баженов, Е.К. Батуревич, С.М. Маевский. - Опубл. в Б.И., 1981, № 34. 2. Куц Ю.В., Найда В.Л., Олійник Ю.А., Монченко О.В. Спосіб ультразвукового вимірювання товщини матеріалів та виробів. - Патент № 79972, МПК G01B 17/02. - u 2012 12606; Заявлено 05.11.2012; Опубл. 13.05.2013, Бюл. № 11. - 3 с. 3. Бендат Дж., Пирсол А. Прикладной анализ случайных данных: Пер. с англ. - М.: Мир, 1989. - 540 с. - 471 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Ультразвуковий двошкальний спосіб вимірювання товщини виробів, що містить формування фазоманіпульованого ультразвукового зондуючого сигналу, введення його в об'єкт контролю, приймання сигналу після його поширення в об'єкті контролю, визначення фазових характеристик відбитих сигналів, вимірювання затримки поширення сигналу як інтервалу часу між стрибками фазової характеристики відбитих сигналів та обчислення товщини об'єкта за часом затримки сигналу та відомою швидкістю поширення сигналу, який відрізняється тим, що для підвищення точності визначення товщини об'єкта контролю вимірюють фазові зсуви відбитих сигналів відносно зондуючого, визначають з отриманого значення затримки сигналу узгоджену з кількість n цілих фазових циклів сигналу, а уточнене значення товщини c n , де c , ƒ - відповідно поширення та частота хвилі 2ƒ 2 ультразвукового сигналу в матеріалі об'єкта контролю. визначають з виразу h 3 UA 100756 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKuts Yurii Vasyliovych, Oliinyk Yurii Anatoliiovych, Monchenko Olena Volodymyrivna
Автори російськоюКуц Юрий Васильевич, Олейник Юрий Анатольевич, Монченко Елена Владимировна
МПК / Мітки
МПК: G01B 17/02
Мітки: двошкальний, товщини, ультразвуковий, виробів, вимірювання, спосіб
Код посилання
<a href="https://ua.patents.su/6-100756-ultrazvukovijj-dvoshkalnijj-sposib-vimiryuvannya-tovshhini-virobiv.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий двошкальний спосіб вимірювання товщини виробів</a>
Спосіб ультразвукового вимірювання товщини матеріалів та виробів
Номер патенту: 79972
Опубліковано: 13.05.2013
Автори: Монченко Олена Володимирівна, Куц Юрій Васильович, Найда Володимир Львович, Олійник Юрій Анатолійович
МПК: G01B 17/02
Мітки: виробів, вимірювання, матеріалів, ультразвукового, товщини, спосіб
Формула / Реферат:
Спосіб ультразвукового вимірювання товщини матеріалів та виробів, що включає формування акустичного зондуючого сигналу, введення його в об'єкт контролю (ОК), приймання сигналу після його поширення в ОК, визначення фазових характеристик зондуючого і відбитого сигналів, обчислення товщини об'єкту за часом затримки сигналу та відомою швидкістю поширення сигналу, який відрізняється тим, що для формування акустичного зондуючого сигналу...
Спосіб ультразвукового вимірювання товщини виробів
Номер патенту: 35057
Опубліковано: 26.08.2008
Автори: Куц Юрій Васильович, Лапіга Інна Миколаївна, Монченко Олена Володимирівна, Єременко Володимир Станіславович
МПК: G01B 17/02
Мітки: ультразвукового, спосіб, виробів, товщини, вимірювання
Формула / Реферат:
Спосіб ультразвукового вимірювання товщини виробів, який полягає в тому, що формують акустичний зондуючий радіоімпульсний сигнал, вводять його в об'єкт контролю, приймають сигнал після його розповсюдження в об'єкті, визначають фазову характеристику відбитих сигналів, обчислюють його товщину за часом затримки сигналу і відомою швидкістю розповсюдження, який відрізняється тим, що знаходять різницю фаз донних сигналів і несучого коливання...
Спосіб ультразвукового вимірювання товщини багатошарових матеріалів та виробів
Номер патенту: 18441
Опубліковано: 15.11.2006
Автори: Монченко Олена Володимирівна, Єременко Володимир Станіславович, Куц Юрій Васильович
МПК: G01B 17/00
Мітки: виробів, ультразвукового, багатошарових, товщини, вимірювання, матеріалів, спосіб
Формула / Реферат:
Спосіб ультразвукового вимірювання товщини багатошарових матеріалів та виробів, що включає формування акустичного зондуючого радіоімпульсного сигналу, введення його в об'єкт контролю, приймання сигналу після його розповсюдження в об'єкті, обчислення його товщини за часом затримки сигналу та відомою швидкістю розповсюдження, який відрізняється тим, що визначають фазову характеристику суми зондуючого і відбитого сигналів, а затримку...
Ультразвуковий фазовий спосіб виміру товщини виробів
Номер патенту: 38263
Опубліковано: 16.12.2002
Автори: Скрипник Юрій Олексійович, Здоренко Валерій Георгійович, Іващенко Григорій Олексійович
МПК: G01B 17/02
Мітки: товщини, виробів, фазовий, ультразвуковий, спосіб, виміру
Формула / Реферат:
1. Ультразвуковий фазовий спосіб виміру товщини виробів, який полягає в тому, що встановлюють електроакустичні випромінювач і приймач на фіксованій відстані l1, на поверхні контрольованого виробу, перетворюють електричні коливання електроакустичним випромінювачем в ультразвукові коливання, приймають подовжні ультразвукові коливання, відбиті від протилежного боку виробу приймачем, і перетворюють їх знову в електричні коливання, вимірюють...
Спосіб вимірювання товщини виробів
Номер патенту: 75290
Опубліковано: 15.03.2006
Автори: Руженцев Віктор Ігорович, Марченко Артем Володимирович
МПК: G01B 17/02, G01B 17/00
Мітки: спосіб, виробів, вимірювання, товщини
Формула / Реферат:
Спосіб вимірювання товщини виробів, що включає збудження ультразвукових механічних коливань у виробі, прийом відбитого від дна виробу сигналу, визначення кореляційної функції, який відрізняється тим, що додатково визначають спектр кореляційної функції, інтервал між сусідніми спектральними складовими, період проходження радіоімпульсів кореляційної функції.
Попередній патент: Спосіб наддування паливного бака рушійної установки ракети-носія
Наступний патент: Пристрій для поверхневої обробки матеріалів
Випадковий патент: Композиція для обробки рослин