Пристрій для одержання труб з полівінілхлориду
Формула / Реферат
1. Пристрій для одержання труб з полівінілхлориду, що включає пристрій для протягування труб, калібрувальний пристрій з регульованим діаметром, призначений для регулювання діаметра труби після екструзії до встановленого діаметра, пристрій для створення необхідного температурного режиму, призначений для доведення труби до температури, придатної для здійснення розширення, пристрій для формування другого зовнішнього діаметра у вигляді пристрою для розширення, призначений для забезпечення розширення в діаметральному напрямку труби з встановленим діаметром, засіб для охолодження, призначений для фіксації труби в її конфігурації, розширеної в діаметральному напрямку, який відрізняється тим, що, пристрій містить конічну оправку, що виконана у вигляді секторів з верхніми і нижніми рядами та містить всередині нагрівальні елементи і датчики температури, встановлені у верхніх рядах секторів, вакуумну ванну, що розміщена за оправкою і яка виконана з можливістю повздовжнього регулювання відстані між вакуумною ванною і оправкою, що нагрівається, при цьому калібрувальний пристрій розміщений у вакуумній ванні.
2. Пристрій за п. 1, який відрізняється тим, що, пристрій містить повітродувки, а також засіб для циркуляції і подачі охолоджуючої рідини на трубу.
3. Пристрій за п. 1, який відрізняється тим, що, пристрій містить два тягнучі пристрої, а також відрізний пристрій.
Текст
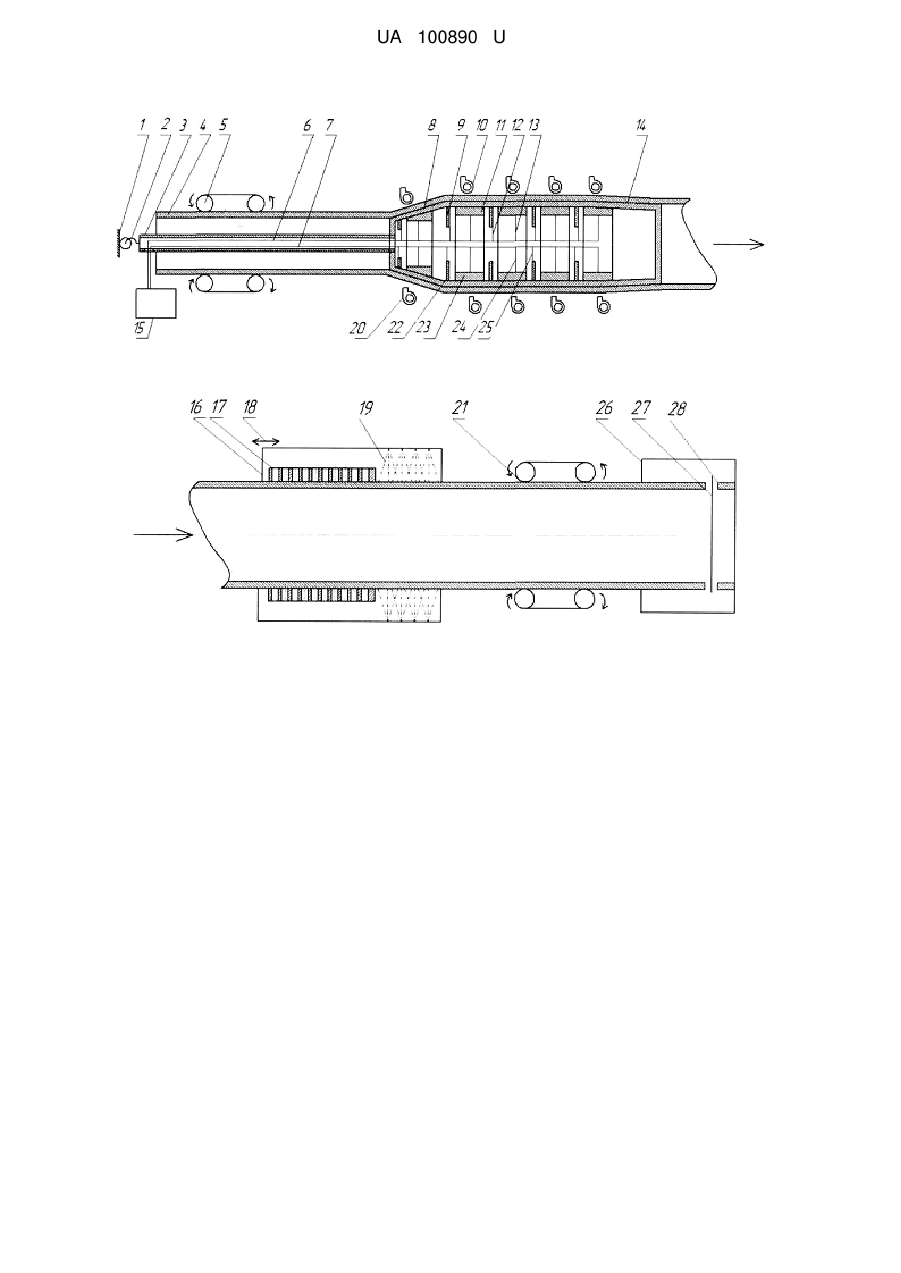
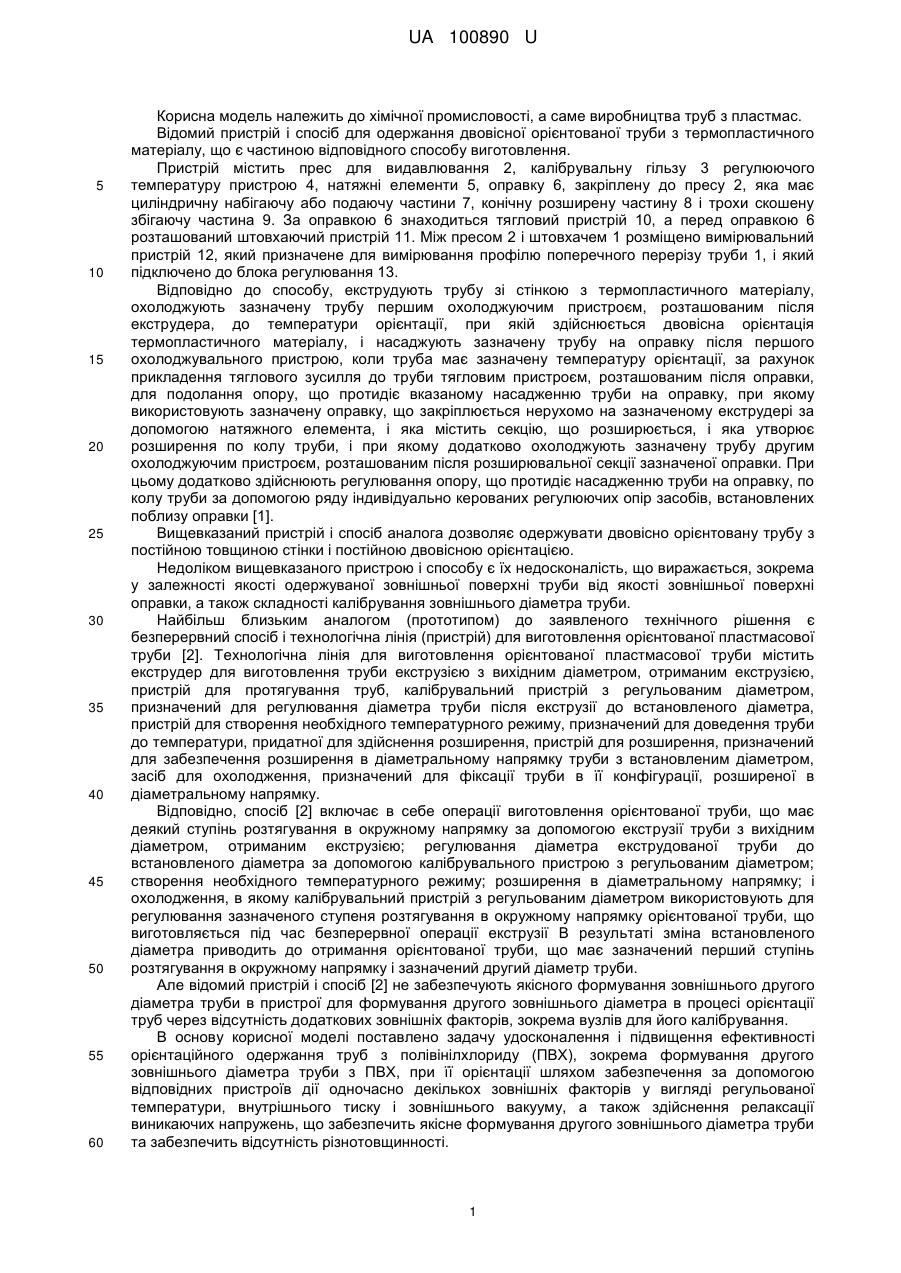
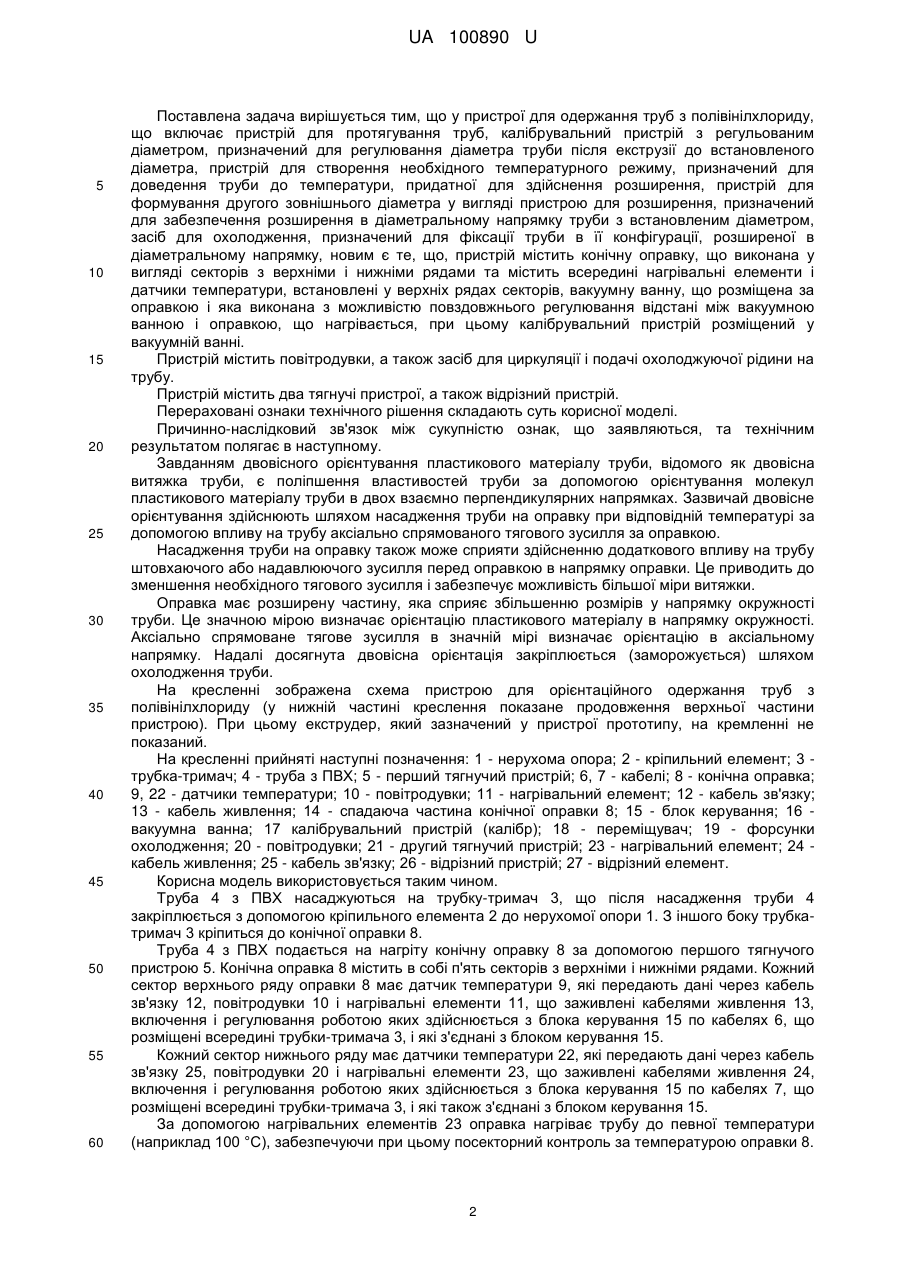
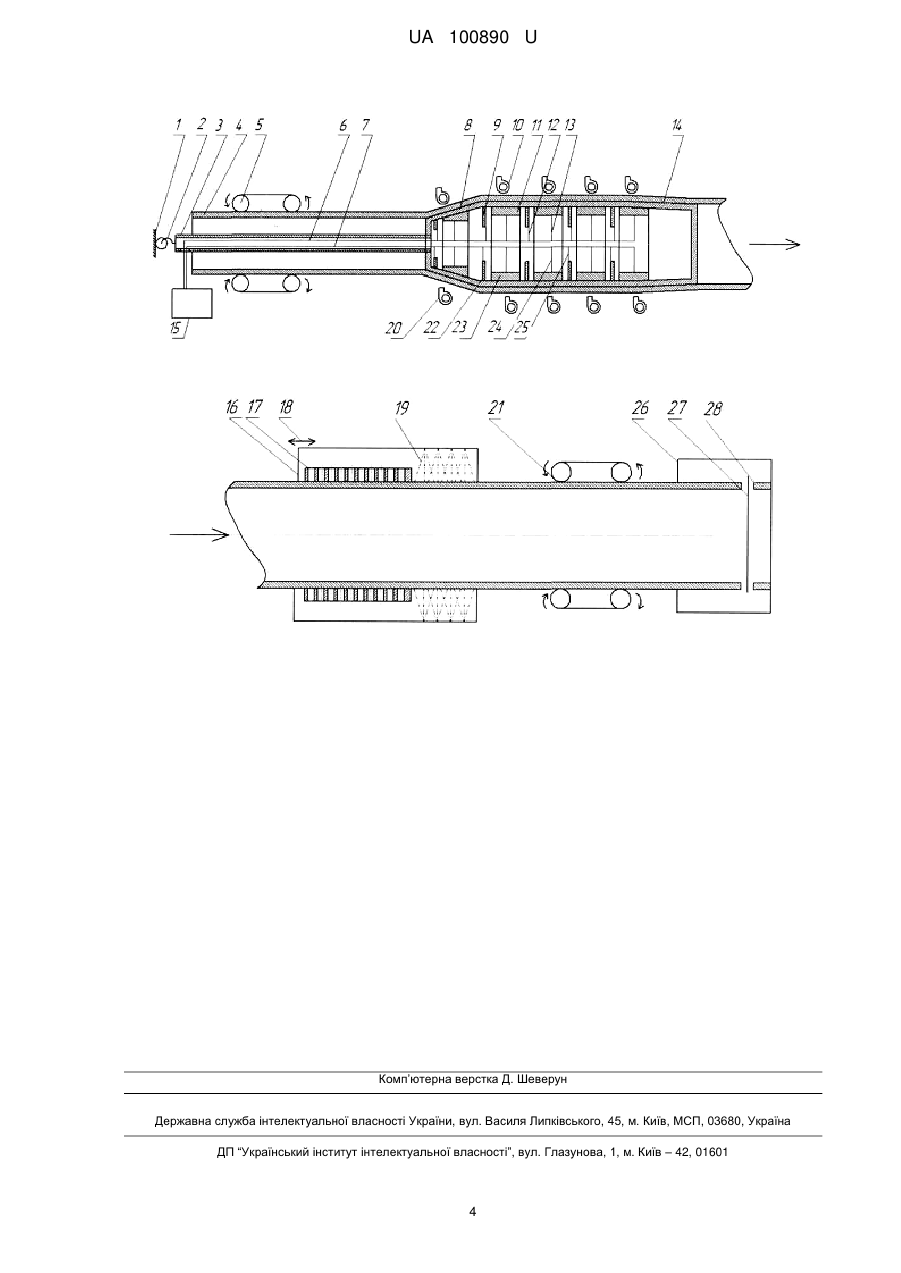
Реферат: Пристрій для одержання труб з полівінілхлориду включає пристрій для протягування труб, калібрувальний пристрій з регульованим діаметром, пристрій для створення необхідного температурного режиму, пристрій для формування другого зовнішнього діаметра у вигляді пристрою для розширення, засіб для охолодження. Пристрій містить конічну оправку, що виконана у вигляді секторів з верхніми і нижніми рядами та містить всередині нагрівальні елементи і датчики температури, встановлені у верхніх рядах секторів, вакуумну ванну, що розміщена за оправкою і яка виконана з можливістю повздовжнього регулювання відстані між вакуумною ванною і оправкою, що нагрівається. Калібрувальний пристрій розміщений у вакуумній ванні. UA 100890 U (54) ПРИСТРІЙ ДЛЯ ОДЕРЖАННЯ ТРУБ З ПОЛІВІНІЛХЛОРИДУ UA 100890 U UA 100890 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до хімічної промисловості, а саме виробництва труб з пластмас. Відомий пристрій і спосіб для одержання двовісної орієнтованої труби з термопластичного матеріалу, що є частиною відповідного способу виготовлення. Пристрій містить прес для видавлювання 2, калібрувальну гільзу 3 регулюючого температуру пристрою 4, натяжні елементи 5, оправку 6, закріплену до пресу 2, яка має циліндричну набігаючу або подаючу частини 7, конічну розширену частину 8 і трохи скошену збігаючу частина 9. За оправкою 6 знаходиться тягловий пристрій 10, а перед оправкою 6 розташований штовхаючий пристрій 11. Між пресом 2 і штовхачем 1 розміщено вимірювальний пристрій 12, який призначене для вимірювання профілю поперечного перерізу труби 1, і який підключено до блока регулювання 13. Відповідно до способу, екструдують трубу зі стінкою з термопластичного матеріалу, охолоджують зазначену трубу першим охолоджуючим пристроєм, розташованим після екструдера, до температури орієнтації, при якій здійснюється двовісна орієнтація термопластичного матеріалу, і насаджують зазначену трубу на оправку після першого охолоджувального пристрою, коли труба має зазначену температуру орієнтації, за рахунок прикладення тяглового зусилля до труби тягловим пристроєм, розташованим після оправки, для подолання опору, що протидіє вказаному насадженню труби на оправку, при якому використовують зазначену оправку, що закріплюється нерухомо на зазначеному екструдері за допомогою натяжного елемента, і яка містить секцію, що розширюється, і яка утворює розширення по колу труби, і при якому додатково охолоджують зазначену трубу другим охолоджуючим пристроєм, розташованим після розширювальної секції зазначеної оправки. При цьому додатково здійснюють регулювання опору, що протидіє насадженню труби на оправку, по колу труби за допомогою ряду індивідуально керованих регулюючих опір засобів, встановлених поблизу оправки [1]. Вищевказаний пристрій і спосіб аналога дозволяє одержувати двовісно орієнтовану трубу з постійною товщиною стінки і постійною двовісною орієнтацією. Недоліком вищевказаного пристрою і способу є їх недосконалість, що виражається, зокрема у залежності якості одержуваної зовнішньої поверхні труби від якості зовнішньої поверхні оправки, а також складності калібрування зовнішнього діаметра труби. Найбільш близьким аналогом (прототипом) до заявленого технічного рішення є безперервний спосіб і технологічна лінія (пристрій) для виготовлення орієнтованої пластмасової труби [2]. Технологічна лінія для виготовлення орієнтованої пластмасової труби містить екструдер для виготовлення труби екструзією з вихідним діаметром, отриманим екструзією, пристрій для протягування труб, калібрувальний пристрій з регульованим діаметром, призначений для регулювання діаметра труби після екструзії до встановленого діаметра, пристрій для створення необхідного температурного режиму, призначений для доведення труби до температури, придатної для здійснення розширення, пристрій для розширення, призначений для забезпечення розширення в діаметральному напрямку труби з встановленим діаметром, засіб для охолодження, призначений для фіксації труби в її конфігурації, розширеної в діаметральному напрямку. Відповідно, спосіб [2] включає в себе операції виготовлення орієнтованої труби, що має деякий ступінь розтягування в окружному напрямку за допомогою екструзії труби з вихідним діаметром, отриманим екструзією; регулювання діаметра екструдованої труби до встановленого діаметра за допомогою калібрувального пристрою з регульованим діаметром; створення необхідного температурного режиму; розширенняв діаметральному напрямку; і охолодження, в якому калібрувальний пристрій з регульованим діаметром використовують для регулювання зазначеного ступеня розтягування в окружному напрямку орієнтованої труби, що виготовляється під час безперервної операції екструзії В результаті зміна встановленого діаметра приводить до отримання орієнтованої труби, що має зазначений перший ступінь розтягування в окружному напрямку і зазначений другий діаметр труби. Але відомий пристрій і спосіб [2] не забезпечують якісного формування зовнішнього другого діаметра труби в пристрої для формування другого зовнішнього діаметра в процесі орієнтації труб через відсутність додаткових зовнішніх факторів, зокрема вузлів для його калібрування. В основу корисної моделі поставлено задачу удосконалення і підвищення ефективності орієнтаційного одержання труб з полівінілхлориду (ПВХ), зокрема формування другого зовнішнього діаметра труби з ПВХ, при її орієнтації шляхом забезпечення за допомогою відповідних пристроїв дії одночасно декількох зовнішніх факторів у вигляді регульованої температури, внутрішнього тиску і зовнішнього вакууму, а також здійснення релаксації виникаючих напружень, що забезпечить якісне формування другого зовнішнього діаметра труби та забезпечить відсутність різнотовщинності. 1 UA 100890 U 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена задача вирішується тим, що у пристрої для одержання труб з полівінілхлориду, що включає пристрій для протягування труб, калібрувальний пристрій з регульованим діаметром, призначений для регулювання діаметра труби після екструзії до встановленого діаметра, пристрій для створення необхідного температурного режиму, призначений для доведення труби до температури, придатної для здійснення розширення, пристрій для формування другого зовнішнього діаметра у вигляді пристрою для розширення, призначений для забезпечення розширення в діаметральному напрямку труби з встановленим діаметром, засіб для охолодження, призначений для фіксації труби в її конфігурації, розширеної в діаметральному напрямку, новим є те, що, пристрій містить конічну оправку, що виконана у вигляді секторів з верхніми і нижніми рядами та містить всередині нагрівальні елементи і датчики температури, встановлені у верхніх рядах секторів, вакуумну ванну, що розміщена за оправкою і яка виконана з можливістю повздовжнього регулювання відстані між вакуумною ванною і оправкою, що нагрівається, при цьому калібрувальний пристрій розміщений у вакуумній ванні. Пристрій містить повітродувки, а також засіб для циркуляції і подачі охолоджуючої рідини на трубу. Пристрій містить два тягнучі пристрої, а також відрізний пристрій. Перераховані ознаки технічного рішення складають суть корисної моделі. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає в наступному. Завданням двовісного орієнтування пластикового матеріалу труби, відомого як двовісна витяжка труби, є поліпшення властивостей труби за допомогою орієнтування молекул пластикового матеріалу труби в двох взаємно перпендикулярних напрямках. Зазвичай двовісне орієнтування здійснюють шляхом насадження труби на оправку при відповідній температурі за допомогою впливу на трубу аксіально спрямованого тягового зусилля за оправкою. Насадження труби на оправку також може сприяти здійсненню додаткового впливу на трубу штовхаючого або надавлюючого зусилля перед оправкою в напрямку оправки. Це приводить до зменшення необхідного тягового зусилля і забезпечує можливість більшої міри витяжки. Оправка має розширену частину, яка сприяє збільшенню розмірів у напрямку окружності труби. Це значною мірою визначає орієнтацію пластикового матеріалу в напрямку окружності. Аксіально спрямоване тягове зусилля в значній мірі визначає орієнтацію в аксіальному напрямку. Надалі досягнута двовісна орієнтація закріплюється (заморожується) шляхом охолодження труби. На кресленні зображена схема пристрою для орієнтаційного одержання труб з полівінілхлориду (у нижній частині креслення показане продовження верхньої частини пристрою). При цьому екструдер, який зазначений у пристрої прототипу, на кремленні не показаний. На кресленні прийняті наступні позначення: 1 - нерухома опора; 2 - кріпильний елемент; 3 трубка-тримач; 4 - труба з ПВХ; 5 - перший тягнучий пристрій; 6, 7 - кабелі; 8 - конічна оправка; 9, 22 - датчики температури; 10 - повітродувки; 11 - нагрівальний елемент; 12 - кабель зв'язку; 13 - кабель живлення; 14 - спадаюча частина конічної оправки 8; 15 - блок керування; 16 вакуумна ванна; 17 калібрувальний пристрій (калібр); 18 - переміщувач; 19 - форсунки охолодження; 20 - повітродувки; 21 - другий тягнучий пристрій; 23 - нагрівальний елемент; 24 кабель живлення; 25 - кабель зв'язку; 26 - відрізний пристрій; 27 - відрізний елемент. Корисна модель використовується таким чином. Труба 4 з ПВХ насаджуються на трубку-тримач 3, що після насадження труби 4 закріплюється з допомогою кріпильного елемента 2 до нерухомої опори 1. З іншого боку трубкатримач 3 кріпиться до конічної оправки 8. Труба 4 з ПВХ подається на нагріту конічну оправку 8 за допомогою першого тягнучого пристрою 5. Конічна оправка 8 містить в собі п'ять секторів з верхніми і нижніми рядами. Кожний сектор верхнього ряду оправки 8 має датчик температури 9, які передають дані через кабель зв'язку 12, повітродувки 10 і нагрівальні елементи 11, що заживлені кабелями живлення 13, включення і регулювання роботою яких здійснюється з блока керування 15 по кабелях 6, що розміщені всередині трубки-тримача 3, і які з'єднані з блоком керування 15. Кожний сектор нижнього ряду має датчики температури 22, які передають дані через кабель зв'язку 25, повітродувки 20 і нагрівальні елементи 23, що заживлені кабелями живлення 24, включення і регулювання роботою яких здійснюється з блока керування 15 по кабелях 7, що розміщені всередині трубки-тримача 3, і які також з'єднані з блоком керування 15. За допомогою нагрівальних елементів 23 оправка нагріває трубу до певної температури (наприклад 100 °C), забезпечуючи при цьому посекторний контроль за температурою оправки 8. 2 UA 100890 U 5 10 15 20 25 30 35 40 45 50 Посекторний контроль в оправці 8 потрібен для забезпечення однакового значення температур в кожній частині оправки 8, що дозволяє зробити витяжку труби 4 однаковою у всіх напрямках та забезпечити відсутність різнотовщинності при орієнтації труб. Також нагріта оправка 8 забезпечує вільний прохід труби 4 через неї, чинячи мінімальний опір руху труби 4, що впливає на якість орієнтації і сприяє однаковій товщині стінки труби 4. Після оправки 8 труба з ПВХ, досягши збільшених розмірів в результаті орієнтації, надходить після проходження спадаючої частини 14 конічної оправки 8 у вакуумну ванну 16. Вакуумна ванна 16 призначена для релаксації напружень в стінці труби 4 та закріплення зовнішнього діаметра труби 4 за допомогою калібру 17. Регулювання процесом релаксації напружень в трубі 4 здійснюється шляхом використання засобу для циркуляції і подачі охолоджуючої рідини на трубу, що включає корпус (на кресленні не позначений) і форсунки охолодження 19, тобто шляхом регулювання температурних параметрів охолоджуючої рідини (у вигляді води), що надходить через форсунки охолодження 19, і регулювання відстанню між вакуумною ванною 16 і оправкою 8, що досягається з допомогою переміщувача 18. Після вакуумної ванни 16 труба 4 з ПВХ відводиться з допомогою другого тягнучого пристрою 21, що забезпечує аксіальну витяжку труби 4, тобто її орієнтацію в аксіальному напрямку. І насамкінець, труба 4 проходить відрізний пристрій 26, де за допомогою відрізного елемента 27 відбувається її порізка на відрізки необхідної довжини. Контроль параметрів товщини стінки труби 4 здійснюється за допомогою ультразвукового товщиноміра, розміщеного після відрізного пристрою 26. За результатами вимірювань товщини стінки в різних місцях перерізу труби 4 регулюється температура оправки 8 з блока керування 15. Розроблене технічне рішення показало високу ефективність при орієнтаційному одержанні труб з ПВХ, зокрема при формуванні другого зовнішнього діаметра труби з ПВХ шляхом дії одночасно декількох зовнішніх факторів. Така дія забезпечує якісне формування другого зовнішнього діаметра труби і труби в цілому. Джерела інформації: 1. Способ и устройство для изготовления двухосно ориентированного трубопровода из термопластичного материала. Патент RU № 2142362, МПК В29С 55/26, В29С 47/90, опубл. 10.12.1999. 2. Способ и устройство для управления процессом ориентации пластмассовых труб. Патент RU № 2321493, МПК В29С 55/26, В29С 47/90, опубл. 10.04.2008. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Пристрій для одержання труб з полівінілхлориду, що включає пристрій для протягування труб, калібрувальний пристрій з регульованим діаметром, призначений для регулювання діаметра труби після екструзії до встановленого діаметра, пристрій для створення необхідного температурного режиму, призначений для доведення труби до температури, придатної для здійснення розширення, пристрій для формування другого зовнішнього діаметра у вигляді пристрою для розширення, призначений для забезпечення розширення в діаметральному напрямку труби з встановленим діаметром, засіб для охолодження, призначений для фіксації труби в її конфігурації, розширеної в діаметральному напрямку, який відрізняється тим, що, пристрій містить конічну оправку, що виконана у вигляді секторів з верхніми і нижніми рядами та містить всередині нагрівальні елементи і датчики температури, встановлені у верхніх рядах секторів, вакуумну ванну, що розміщена за оправкою і яка виконана з можливістю повздовжнього регулювання відстані між вакуумною ванною і оправкою, що нагрівається, при цьому калібрувальний пристрій розміщений у вакуумній ванні. 2. Пристрій за п. 1, який відрізняється тим, що, пристрій містить повітродувки, а також засіб для циркуляції і подачі охолоджуючої рідини на трубу. 3. Пристрій за п. 1, який відрізняється тим, що, пристрій містить два тягнучі пристрої, а також відрізний пристрій. 3 UA 100890 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 47/90, B29C 55/26
Мітки: полівінілхлориду, труб, пристрій, одержання
Код посилання
<a href="https://ua.patents.su/6-100890-pristrijj-dlya-oderzhannya-trub-z-polivinilkhloridu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для одержання труб з полівінілхлориду</a>
Пристрій для орієнтаційного одержання труб з полівінілхлориду
Номер патенту: 97724
Опубліковано: 25.03.2015
Автори: Найда Андрій Михайлович, Пєтухов Аркадій Дем'янович
МПК: B29C 55/00, B29C 47/90
Мітки: труб, одержання, полівінілхлориду, орієнтаційного, пристрій
Формула / Реферат:
1. Пристрій для орієнтаційного одержання труб з полівінілхлориду, що включає пристрій для протягування труб, калібрувальний пристрій з регульованим діаметром, призначений для регулювання діаметра труби після екструзії до встановленого діаметра, пристрій для створення необхідного температурного режиму, призначений для доведення труби до температури, придатної для здійснення розширення, пристрій для формування другого зовнішнього діаметра у...
Спосіб орієнтаційного одержання труб з полівінілхлориду
Номер патенту: 97723
Опубліковано: 25.03.2015
Автори: Найда Андрій Михайлович, Пєтухов Аркадій Дем'янович
МПК: B29C 55/00, B29C 47/90
Мітки: труб, спосіб, одержання, орієнтаційного, полівінілхлориду
Формула / Реферат:
1. Спосіб орієнтаційного одержання труб з полівінілхлориду, що включає в себе операції виготовлення орієнтованої труби, що має деякий ступінь розтягування в окружному напрямку за допомогою екструзії труби з вихідним діаметром, одержаним екструзією, регулювання діаметра екструдованої труби до встановленого діаметра за допомогою калібрувального пристрою з регульованим діаметром, створення необхідного температурного режиму, розширення в...
Спосіб одержання труб з полівінілхлориду
Номер патенту: 100889
Опубліковано: 10.08.2015
Автор: Найда Андрій Михайлович
МПК: B29C 47/90, B29C 55/26
Мітки: труб, спосіб, одержання, полівінілхлориду
Формула / Реферат:
1. Спосіб одержання труб з полівінілхлориду, що включає в себе операції виготовлення орієнтованої труби, що має деякий ступінь розтягування в окружному напрямку за допомогою екструзії труби з вихідним діаметром, одержаним екструзією, регулювання діаметра екструдованої труби до встановленого діаметра, наприклад за допомогою калібрувального пристрою з регульованим діаметром, створення необхідного температурного режиму, розширення труби в...
Пристрій для зварювання пластикових труб
Номер патенту: 1393
Опубліковано: 16.09.2002
Автор: Топорін Сергій Сергійович
МПК: B23K 3/02, B29C 65/00
Мітки: пристрій, труб, зварювання, пластикових
Формула / Реферат:
Пристрій для зварювання пластикових труб між собою і з фітингами при виконанні монтажних робіт, який складається із корпусу, знімних оправок для нагріву кінців труб і фітингів, термометра з таймером, який відрізняється тим, що нагрівальним елементом знімних оправок є полум'я портативного газового пальника, який входить у пристрій.
Пристрій для неперервного навивання труб
Номер патенту: 10288
Опубліковано: 15.11.2005
Автори: Дзюра Володимир Олексійович, Вітровий Андрій Орестович, Гевко Іван Богданович, Гевко Ігор Богданович
МПК: B21D 11/06
Мітки: пристрій, навивання, труб, неперервного
Формула / Реферат:
Пристрій для неперервного навивання труб, який виконано у вигляді корпуса, оправки з приводом і притискного ролика, механізмів подачі заготовки і знімання виробу, пульта керування, який відрізняється тим, що по зовнішньому діаметру навивної оправки виконані гвинтові канавки з радіусом, що дорівнює половині зовнішнього діаметра навивної труби з заданим кроком, причому довжина навивної оправки, що дорівнює 2,5..3,5 їх крокам, і притискний ролик...
Попередній патент: Спосіб одержання труб з полівінілхлориду
Наступний патент: Автоматизований комплекс радіоелектронної боротьби
Випадковий патент: Напій алкогольний міцний "фрателлі граппа"