Пристрій для неперервного навивання труб
Номер патенту: 10288
Опубліковано: 15.11.2005
Автори: Гевко Ігор Богданович, Гевко Іван Богданович, Дзюра Володимир Олексійович, Вітровий Андрій Орестович
Формула / Реферат
Пристрій для неперервного навивання труб, який виконано у вигляді корпуса, оправки з приводом і притискного ролика, механізмів подачі заготовки і знімання виробу, пульта керування, який відрізняється тим, що по зовнішньому діаметру навивної оправки виконані гвинтові канавки з радіусом, що дорівнює половині зовнішнього діаметра навивної труби з заданим кроком, причому довжина навивної оправки, що дорівнює 2,5..3,5 їх крокам, і притискний ролик виконані аналогічних параметрів з навивною оправкою і приводом з можливістю радіального переміщення по напрямних "ластівчиного хвоста", швидкість обертання якого однакова з привідною оправкою, крім цього остання, зі сторони вільного кінця виконана у вигляді шліцьового отвору, який взаємодіє з шліцами згинної оправки з можливістю осьового переміщення, зовнішній діаметр якої дорівнює зовнішньому діаметру оправки, а на вільному кінці згинної оправки жорстко прикріплена згинна втулка з внутрішнім діаметром, більшим за зовнішній діаметр навивної труби, осьова лінія якої перпендикулярна до осі оправки, всередині якої жорстко-концентрично встановлено палець, зовнішній діаметр якого менший за внутрішній діаметр навивної труби, останні взаємодіють із згинною оправкою, причому в зоні контакту згинної оправки і згинної втулки остання зрізана по зовнішньому діаметру до розміру внутрішнього діаметра, що дорівнює зовнішньому діаметру навивної труби, а навпроти отвору згинної втулки виконано частину гвинтової канавки з параметрами, що дорівнюють параметрам навивної оправки, кінець якої на згинній оправці є продовженням основної гвинтової канавки на оправці, причому лівий кінець притискного ролика встановлено щільно до зовнішнього діаметра згинної втулки, а навпроти зони формоутворення в лівій стійці корпуса виконано наскрізний отвір діаметром, більшим за зовнішній діаметр навивної труби, в який жорстко встановлений жолоб для відведення навивної труби, а кронштейн кінематично зв'язаний з гвинтовим механізмом зміни радіального положення притискного ролика через запобіжну і реверсивну муфти в межах висоти зачеплення привідних шестерень.
Текст
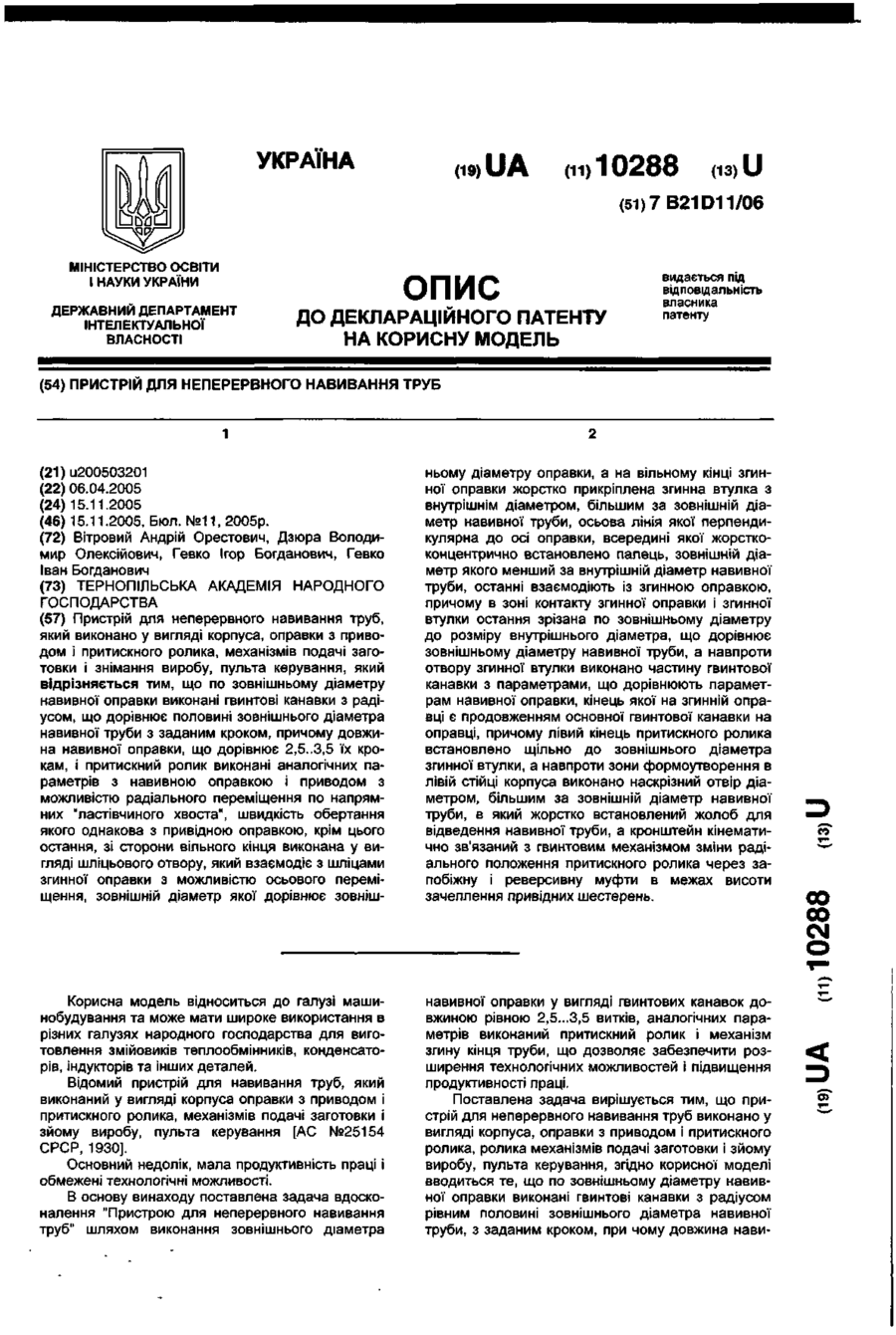
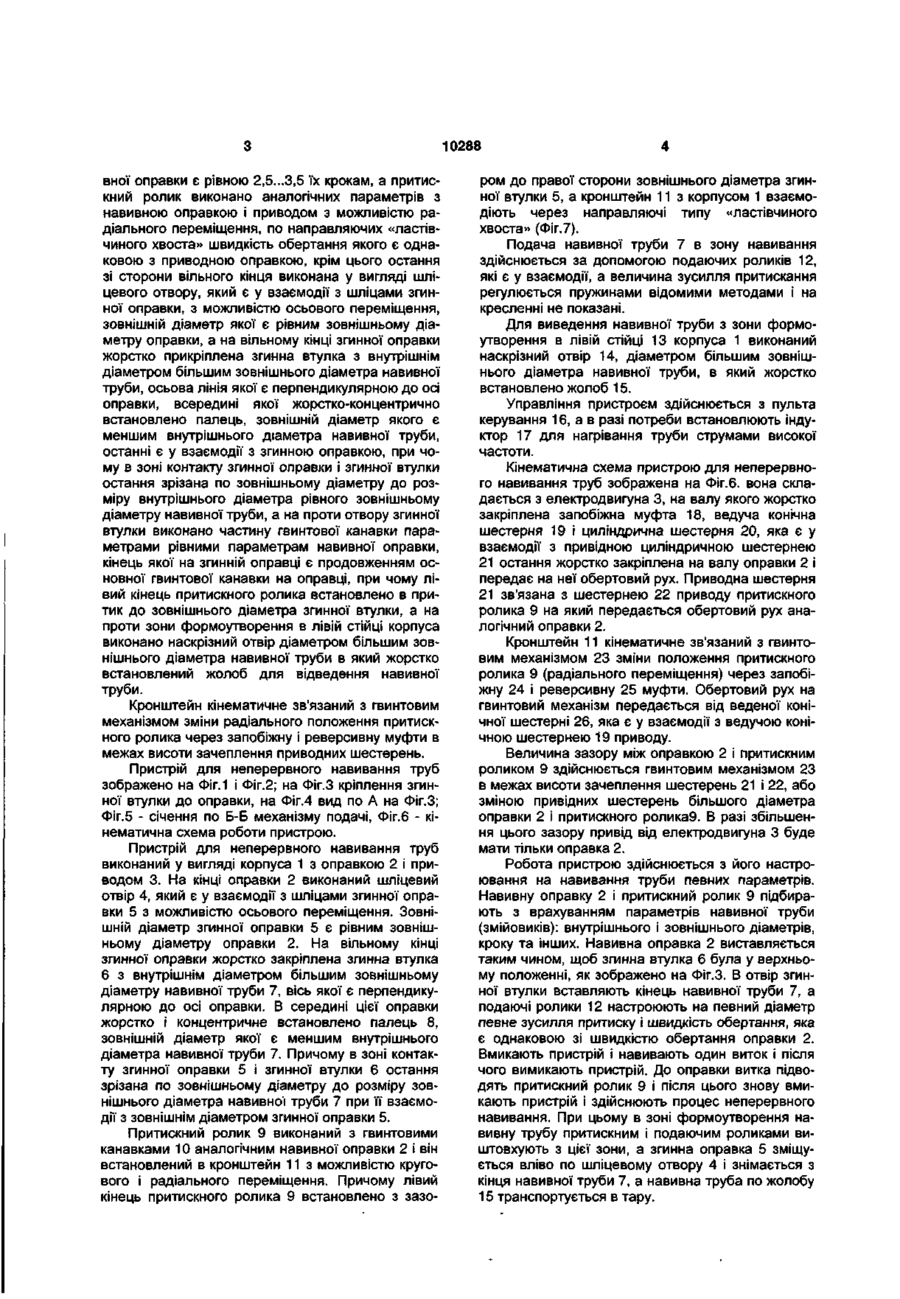
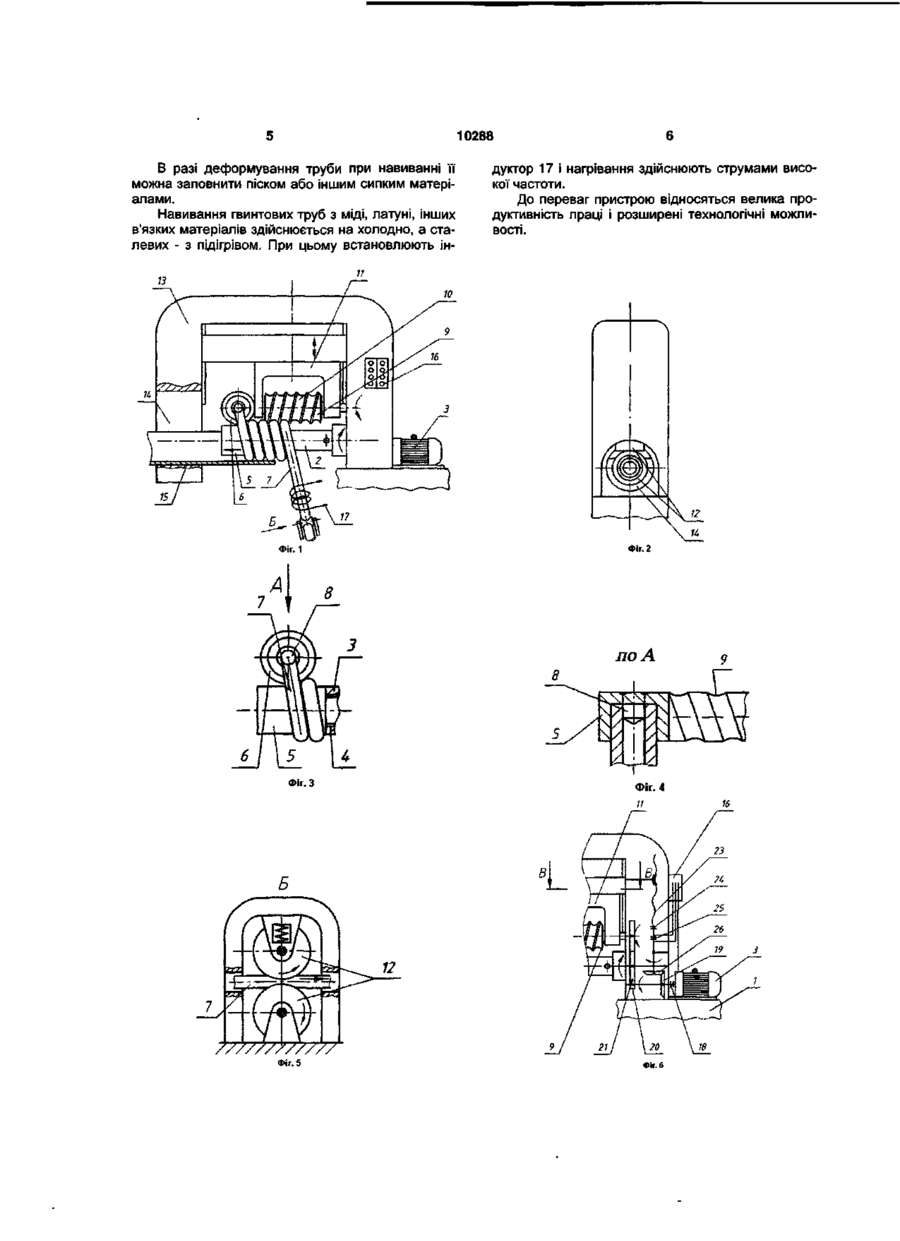
Пристрій для неперервного навивання труб, який виконано у вигляді корпуса, оправки з приводом і притискного ролика, механізмів подачі заготовки і знімання виробу, пульта керування, який відрізняється тим, що по зовнішньому діаметру навивної оправки виконані гвинтові канавки з радіусом, що дорівнює половині зовнішнього діаметра навивної труби з заданим кроком, причому довжина навивної оправки, що дорівнює 2,5..3,5 їх крокам, і притискний ролик виконані аналогічних параметрів з навивною оправкою і приводом з можливістю радіального переміщення по напрямних "ластівчиного хвоста", швидкість обертання якого однакова з привідною оправкою, крім цього остання, зі сторони вільного кінця виконана у вигляді шліцьового отвору, який взаємодіє з шліцами згинної оправки з можливістю осьового переміщення, зовнішній діаметр якої дорівнює зовніш ньому діаметру оправки, а на вільному кінці згинної оправки жорстко прикріплена згинна втулка з внутрішнім діаметром, більшим за зовнішній діаметр навивної труби, осьова лінія якої перпендикулярна до осі оправки, всередині якої жорсткоконцентрично встановлено палець, зовнішній діаметр якого менший за внутрішній діаметр навивної труби, останні взаємодіють із згинною оправкою, причому в зоні контакту згинної оправки і згинної втулки остання зрізана по зовнішньому діаметру до розміру внутрішнього діаметра, що дорівнює зовнішньому діаметру навивної труби, а навпроти отвору згинної втулки виконано частину гвинтової канавки з параметрами, що дорівнюють параметрам навивної оправки, кінець якої на згинній оправці є продовженням основної гвинтової канавки на оправці, причому лівий кінець притискного ролика встановлено щільно до зовнішнього діаметра згинної втулки, а навпроти зони формоутворення в лівій стійці корпуса виконано наскрізний отвір діаметром, більшим за зовнішній діаметр навивної труби, в який жорстко встановлений жолоб для відведення навивної труби, а кронштейн кінематично зв'язаний з гвинтовим механізмом зміни радіального положення притискного ролика через запобіжну і реверсивну муфти в межах висоти зачеплення привідних шестерень. Корисна модель відноситься до галузі машинобудування та може мати широке використання в різних галузях народного господарства для виготовлення змійовиків теплообмінників, конденсаторів, індукторів та інших деталей. Відомий пристрій для навивання труб, який виконаний у вигляді корпуса оправки з приводом і притискного ролика, механізмів подачі заготовки і зйому виробу, пульта керування [АС №25154 СРСР, 1930]. Основний недолік, мала продуктивність праці і обмежені технологічні можливості. В основу винаходу поставлена задача вдосконалення "Пристрою для неперервного навивання труб" шляхом виконання зовнішнього діаметра навивної оправки у вигляді гвинтових канавок довжиною рівною 2,5...3,5 витків, аналогічних параметрів виконаний притискний ролик і механізм згину кінця труби, що дозволяє забезпечити розширення технологічних можливостей і підвищення продуктивності праці. Поставлена задача вирішується тим, що пристрій для неперервного навивання труб виконано у вигляді корпуса, оправки з приводом і притискного ролика, ролика механізмів подачі заготовки і зйому виробу, пульта керування, згідно корисної моделі вводиться те, що по зовнішньому діаметру навивної оправки виконані гвинтові канавки з радіусом рівним половині зовнішнього діаметра навивної труби, з заданим кроком, при чому довжина нави 00 GO CM о> 10288 вної оправки є рівною 2,5...3,5 їх крокам, а притискний ролик виконано аналогічних параметрів з навивною оправкою і приводом з можливістю радіального переміщення, по направляючих «ластівчиного хвоста» швидкість обертання якого є однаковою з приводною оправкою, крім цього остання зі сторони вільного кінця виконана у вигляді шліцевого отвору, який є у взаємодії з шліцами згинної оправки, з можливістю осьового переміщення, зовнішній діаметр якої є рівним зовнішньому діаметру оправки, а на вільному кінці згинної оправки жорстко прикріплена згинна втулка з внутрішнім діаметром більшим зовнішнього діаметра навивної труби, осьова лінія якої є перпендикулярною до осі оправки, всередині якої жорстко-концентрично встановлено палець, зовнішній діаметр якого є меншим внутрішнього діаметра навивної труби, останні є у взаємодії з згинною оправкою, при чому в зоні контакту згинної оправки і згинної втулки остання зрізана по зовнішньому діаметру до розміру внутрішнього діаметра рівного зовнішньому діаметру навивної труби, а на проти отвору згинної втулки виконано частину гвинтової канавки параметрами рівними параметрам навивної оправки, кінець якої на згинній оправці є продовженням основної гвинтової канавки на оправці, при чому лівий кінець притискного ролика встановлено в притик до зовнішнього діаметра згинної втулки, а на проти зони формоутворення в лівій стійці корпуса виконано наскрізний отвір діаметром більшим зовнішнього діаметра навивної труби в який жорстко встановлений жолоб для відведення навивної труби. Кронштейн кінематичне зв'язаний з гвинтовим механізмом зміни радіального положення притискного ролика через запобіжну і реверсивну муфти в межах висоти зачеплення приводних шестерень. Пристрій для неперервного навивання труб зображено на Фіг. 1 і Фіг.2; на Фіг.З кріплення згинної втулки до оправки, на Фіг.4 вид по А на Фіг.З; Фіг.5 - січення по Б-Б механізму подачі, Фіг.6 - кінематична схема роботи пристрою. Пристрій для неперервного навивання труб виконаний у вигляді корпуса 1 з оправкою 2 і приводом 3. На кінці оправки 2 виконаний шліцевий отвір 4, який є у взаємодії з шліцами згинної оправки 5 з можливістю осьового переміщення. Зовнішній діаметр згинної оправки 5 є рівним зовнішньому діаметру оправки 2. На вільному кінці згинної оправки жорстко закріплена згинна втулка 6 з внутрішнім діаметром більшим зовнішньому діаметру навивної труби 7, вісь якої є перпендикулярною до осі оправки. В середині цієї оправки жорстко і концентричне встановлено палець 8, зовнішній діаметр якої є меншим внутрішнього діаметра навивної труби 7. Причому в зоні контакту згинної оправки 5 і згинної втулки 6 остання зрізана по зовнішньому діаметру до розміру зовнішнього діаметра навивної труби 7 при її взаємодії з зовнішнім діаметром згинної оправки 5. Притискний ролик 9 виконаний з гвинтовими канавками 10 аналогічним навивної оправки 2 і він встановлений в кронштейн 11 з можливістю кругового і радіального переміщення. Причому лівий кінець притискного ролика 9 встановлено з зазо ром до правої сторони зовнішнього діаметра згинної втулки 5, а кронштейн 11 з корпусом 1 взаємодіють через направляючі типу «ластівчиного хвоста» (Фіг.7). Подача навивної труби 7 в зону навивання здійснюється за допомогою подаючих роликів 12, які є у взаємодії, а величина зусилля притискання регулюється пружинами відомими методами і на кресленні не показані. Для виведення навивної труби з зони формоутворення в лівій стійці 13 корпуса 1 виконаний наскрізний отвір 14, діаметром більшим зовнішнього діаметра навивної труби, в який жорстко встановлено жолоб 15. Управління пристроєм здійснюється з пульта керування 16, а в разі потреби встановлюють індуктор 17 для нагрівання труби струмами високої частоти. Кінематична схема пристрою для неперервного навивання труб зображена на Фіг.6. вона складається з електродвигуна 3, на валу якого жорстко закріплена запобіжна муфта 18, ведуча конічна шестерня 19 і циліндрична шестерня 20, яка є у взаємодії з привідною циліндричною шестернею 21 остання жорстко закріплена на валу оправки 2 і передає на неї обертовий рух. Приводна шестерня 21 зв'язана з шестернею 22 приводу притискного ролика 9 на який передається обертовий рух аналогічний оправки 2. Кронштейн 11 кінематичне зв'язаний з гвинтовим механізмом 23 зміни положення притискного ролика 9 (радіального переміщення) через запобіжну 24 і реверсивну 25 муфти. Обертовий рух на гвинтовий механізм передається від веденої конічної шестерні 26, яка є у взаємодії з ведучою конічною шестернею 19 приводу. Величина зазору між оправкою 2 і притискним роликом 9 здійснюється гвинтовим механізмом 23 в межах висоти зачеплення шестерень 21 і 22, або зміною привідних шестерень більшого діаметра оправки 2 і притискного роликаЭ. В разі збільшення цього зазору привід від електродвигуна 3 буде мати тільки оправка 2. Робота пристрою здійснюється з його настроювання на навивання труби певних параметрів. Навивну оправку 2 і притискний ролик 9 підбирають з врахуванням параметрів навивної труби (змійовиків): внутрішнього і зовнішнього діаметрів, кроку та інших. Навивна оправка 2 виставляється таким чином, щоб згинна втулка 6 була у верхньому положенні, як зображено на Фіг.З. В отвір згинної втулки вставляють кінець навивної труби 7, а подаючі ролики 12 настроюють на певний діаметр певне зусилля притиску і швидкість обертання, яка є однаковою зі швидкістю обертання оправки 2. Вмикають пристрій і навивають один виток і після чого вимикають пристрій. До оправки витка підводять притискний ролик 9 і після цього знову вмикають пристрій і здійснюють процес неперервного навивання. При цьому в зоні формоутворення навивну трубу притискним і подаючим роликами виштовхують з цієї зони, а згинна оправка 5 зміщується вліво по шліцевому отвору 4 і знімається з кінця навивної труби 7, а навивна труба по жолобу 15 транспортується в тару. 10288 В разі деформування труби при навиванні її можна заповнити піском або іншим сипким матеріалами. Навивання гвинтових труб з міді, латуні, інших в'язких матеріалів здійснюється на холодно, а сталевих - з підігрівом. При цьому встановлюють ін дуктор 17 і нагрівання здійснюють струмами високої частоти. До переваг пристрою відносяться велика продуктивність праці і розширені технологічні можливості. Фіг. 2 по А Фіг. З Фіг. 5 Комп'ютерна верстка Д. Шеверун Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous winding of tubes
Автори англійськоюVitrovyi Andrii Orestovych, Dziura Volodymyr Oleksiiovych, Hevko Ihor Bohdanovych, Hevko Ivan Bohdanovych
Назва патенту російськоюУстройство для непрерывной навивки труб
Автори російськоюВитровый Андрей Орестович, Ветровой Андрей Орестович, Дзюра Владимир Алексеевич, Гевко Игорь Богданович, Гевко Иван Богданович
МПК / Мітки
МПК: B21D 11/06
Мітки: пристрій, неперервного, навивання, труб
Код посилання
<a href="https://ua.patents.su/4-10288-pristrijj-dlya-neperervnogo-navivannya-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для неперервного навивання труб</a>
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: неперервного, пристрій, навивання, спіралей, гвинтових, профільних
Формула / Реферат:
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Пристрій для навивання смуги на ребро та одночасного калібрування пакета витків
Номер патенту: 63415
Опубліковано: 15.01.2004
Автори: Гевко Ігор Богданович, Васильків Василь Васильович, Радик Дмитро Леонидович, Пилипець Михайло Ількович
МПК: B21D 11/06
Мітки: навивання, одночасного, калібрування, смуги, пристрій, пакета, ребро, витків
Формула / Реферат:
1. Пристрій для навивання смуги на ребро та одночасного калібрування пакета витків, що складається із ступінчастої оправки, зв'язаної з приводом обертання, пристосування для затиску переднього кінця смуги на ступінчастій оправці, формувального ролика, вісь якого розташована перпендикулярно до осі ступінчастої оправки і який містить кільцевий виступ з робочим торцем, перпендикулярним до його осі, та забезпечений приводом паралельного та...
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Божко Борис Миколайович, Соловйов Валерій Борисович, Шопен Олександр Борисович, Данільцев Володимир Григорович, Голованевський Аркадій Ізрайлевич
МПК: B29L 23/20, B29C 53/00, B29K 105/08
Мітки: виготовлення, труб, пристрій, неперервного, армованих, пластмас
Формула / Реферат:
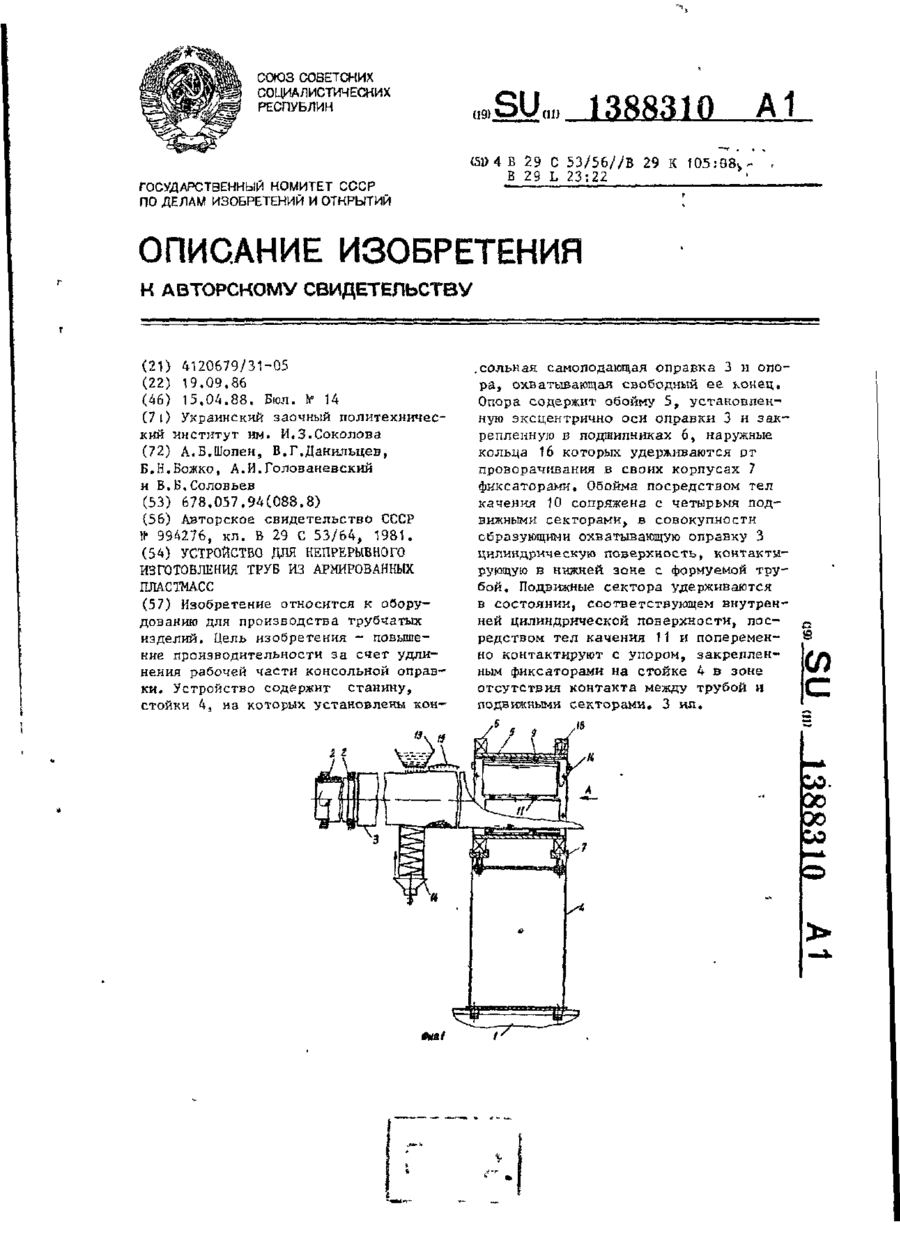
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Пристрій для навивання різнопрофільних гвинтових елементів транспортно-технологічних систем
Номер патенту: 47173
Опубліковано: 17.06.2002
Автори: Гудь Віктор Зеновійович, Васильків Василь Васильович, Харий Юрій Богданович, Гевко Ігор Богданович, Пилипець Михайло Ількович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: гвинтових, транспортно-технологічних, пристрій, систем, різнопрофільних, навивання, елементів
Формула / Реферат:
Пристрій для навивання гвинтових елементів транспортно-технологічних систем, який виконаний у вигляді оправки з кільцевим виступом і приводом обертання, елементів затиску переднього кінця полоси на оправці, формуючого ролика, який встановлено перпендикулярно до осі оправки з кільцевим виступом і робочим торцем, а також приводу переміщення формоутворюючого ролика в напрямку осі оправки, який відрізняється тим, що діаметрально протилежно до...
Пристрій для навивання профільних спіралей шнеків
Номер патенту: 54056
Опубліковано: 17.02.2003
Автори: Драган Андрій Петрович, Гевко Іван Богданович, Гурик Олег Ярославович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: профільних, пристрій, спіралей, навивання, шнеків
Формула / Реферат:
1. Пристрій для навивання профільних спіралей шнеків, який виконано у вигляді оправки, корпусу з подавальними і змінними роликами, які кінематично зв'язані з приводом оправки, механізмів приводу і подачі смуги, який відрізняється тим, що пристрій оснащений механізмом подачі і видавлювання гофр по внутрішньому діаметру спіралі, що виконаний у вигляді обкатних - подавальних роликів, які розміщені вертикально з паралельними осями між двома...
Попередній патент: Спосіб управління клітинним поділом гепатоцитів тканинноспецифічними інгібіторами клітинного поділу за умов надлишку епідермального фактору росту
Наступний патент: Стіна
Випадковий патент: Антибактеріальний лікарський препарат для місцевого застосування "ектеризоль"