Спосіб орієнтаційного одержання труб з полівінілхлориду
Номер патенту: 97723
Опубліковано: 25.03.2015

Формула / Реферат
1. Спосіб орієнтаційного одержання труб з полівінілхлориду, що включає в себе операції виготовлення орієнтованої труби, що має деякий ступінь розтягування в окружному напрямку за допомогою екструзії труби з вихідним діаметром, одержаним екструзією, регулювання діаметра екструдованої труби до встановленого діаметра за допомогою калібрувального пристрою з регульованим діаметром, створення необхідного температурного режиму, розширення в діаметральному напрямку, і охолодження, в якому калібрований пристрій з регульованим діаметром використовують для регулювання зазначеного ступеня розтягування в окружному напрямку орієнтованої труби, що виготовляється під час безперервної операції екструзії, який відрізняється тим, що регулювання діаметра екструдованої труби, наприклад, до зазначеного ступеня розтягування діаметра в окружному напрямку здійснюють шляхом як одночасної внутрішньої дії надлишкового тиску і зовнішньої дії вакууму, так і шляхом послідовної дії вищезазначених операцій.
2. Спосіб за п. 1, який відрізняється тим, що внутрішню дію надлишкового тиску створюють шляхом подачі у внутрішню порожнину труби стислого повітря.
3. Спосіб за п. 1, який відрізняється тим, що створення необхідного температурного режиму здійснюють в межах 90-100 °C в пристрої для нагріву труб.
Текст
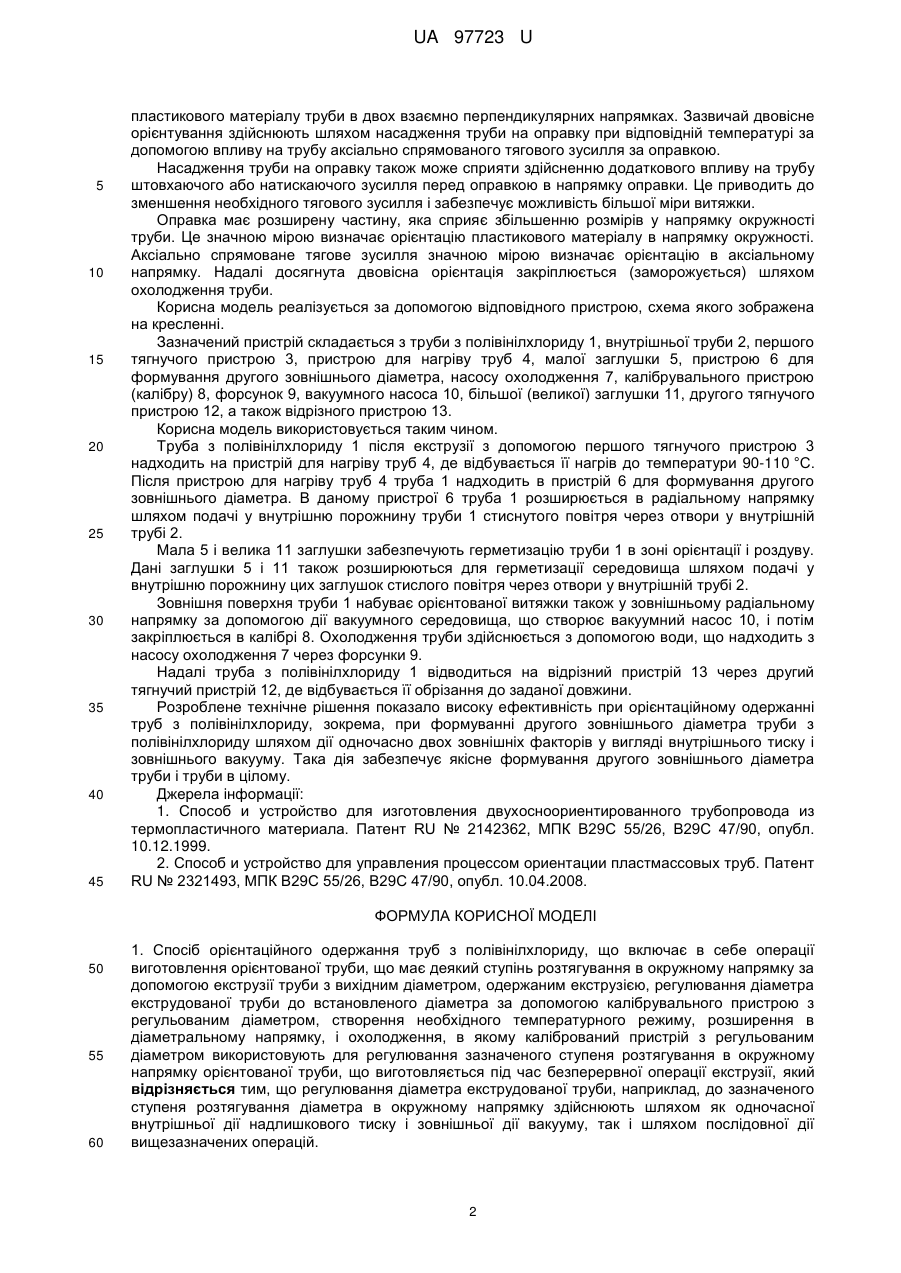
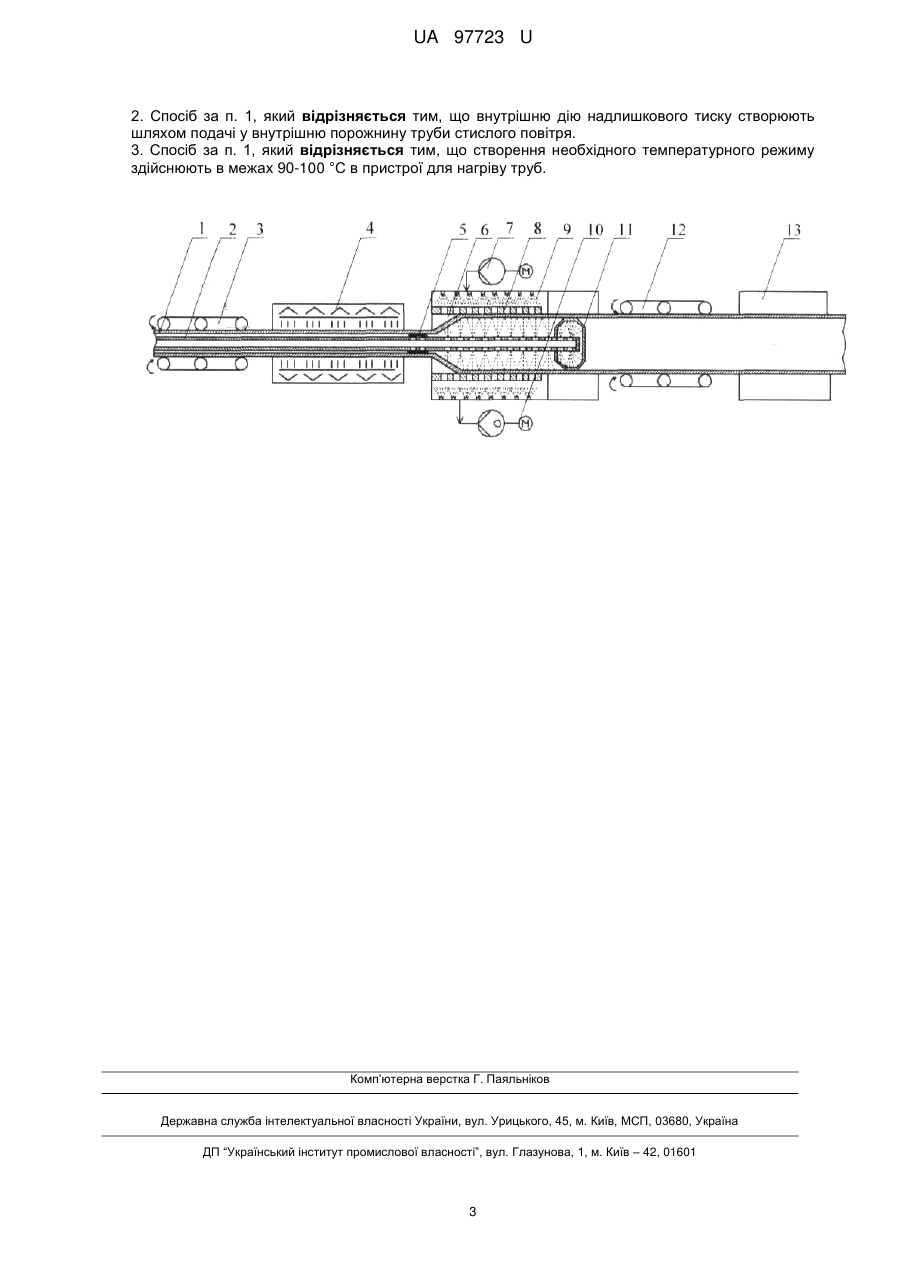
Реферат: Спосіб орієнтаційного одержання труб з полівінілхлориду включає операції виготовлення орієнтованої труби, що має деякий ступінь розтягування в окружному напрямку за допомогою екструзії труби з вихідним діаметром, одержаним екструзією, регулювання діаметра екструдованої труби до встановленого діаметра за допомогою калібрувального пристрою з регульованим діаметром, створення необхідного температурного режиму, розширення в діаметральному напрямку, і охолодження, в якому калібрований пристрій з регульованим діаметром використовують для регулювання зазначеного ступеня розтягування в окружному напрямку орієнтованої труби, що виготовляється під час безперервної операції екструзії. Регулювання діаметра екструдованої труби, наприклад, до зазначеного ступеня розтягування діаметра в окружному напрямку, здійснюють шляхом як одночасної внутрішньої дії надлишкового тиску і зовнішньої дії вакууму, так і шляхом послідовної дії вищезазначених операцій. UA 97723 U (54) СПОСІБ ОРІЄНТАЦІЙНОГО ОДЕРЖАННЯ ТРУБ З ПОЛІВІНІЛХЛОРИДУ UA 97723 U UA 97723 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до хімічної промисловості, а саме виробництва труб з пластмас. Відомий спосіб виготовлення двовісної орієнтованої труби з термопластичного матеріалу, при якому екструдують трубу зі стінкою з термопластичного матеріалу, охолоджують зазначену трубу першим охолоджуючим пристроєм, розташованим після екструдера, до температури орієнтації, при якій здійснюється двовісна орієнтація термопластичного матеріалу, і насаджують зазначену трубу на оправку після першого охолоджувального пристрою, коли труба має зазначену температуру орієнтації, за рахунок прикладення тяглового зусилля до труби тягловим пристроєм, розташованим після оправки, для подолання опору, що протидіє вказаному насадженню труби на оправку, при якому використовують зазначену оправку, що закріплюється нерухомо на зазначеному екструдері за допомогою натяжного елемента, і яка містить секцію, що розширюється, і яка утворює розширення по колу труби, і при якому додатково охолоджують зазначену трубу другим охолоджуючим пристроєм, розташованим після розширювальної секції зазначеної оправки, який відрізняється тим, що, додатково здійснюють регулювання опору, що протидіє насадженню труби на оправку, по колу труби за допомогою ряду індивідуально керованих регулюючих опір засобів, встановлених поблизу оправки [1]. Вищевказаний спосіб аналога дозволяє одержувати двовісно орієнтовану трубу з постійною товщиною стінки і постійною двовісною орієнтацією. Недоліком вищевказаного способу є залежність якості зовнішньої поверхні труби від якості зовнішньої поверхні оправки, а також складність калібрування зовнішнього діаметра труби. Найбільш близьким аналогом (прототипом) до заявленого технічного рішення є безперервний спосіб виготовлення орієнтованої пластмасової труби, що включає в себе операції виготовлення орієнтованої труби, що має деякий ступінь розтягування в окружному напрямку за допомогою екструзії труби з вихідним діаметром, отриманим екструзією; регулювання діаметра екструдованої труби до встановленого діаметра за допомогою калібрувального пристрою з регульованим діаметром; створення необхідного температурного режиму; розширення в діаметральному напрямку і охолодження, в якому калібрований пристрій з регульованим діаметром використовують для регулювання зазначеного ступеня розтягування в окружному напрямку орієнтованої труби, що виготовляється під час безперервної операції екструзії [2]. В результаті зміна встановленого діаметра приводить до отримання орієнтованої труби, що має зазначений перший ступінь розтягування в окружному напрямку і зазначений другий діаметр труби. Але відомий спосіб [2] не забезпечує якісного формування зовнішнього другого діаметру труби в пристрої для формування другого зовнішнього діаметру в процесі орієнтації труб через відсутність додаткових зовнішніх факторів його калібрування. В основу корисної моделі поставлено задачу удосконалення і підвищення ефективності способу орієнтаційного одержання труб з полівінілхлориду, зокрема формування другого зовнішнього діаметра труби з полівінілхлориду, при її орієнтації шляхом дії одночасно двох зовнішніх факторів у вигляді внутрішнього тиску і зовнішнього вакууму, що забезпечить якісне формування другого зовнішнього діаметра труби. Поставлена задача вирішується тим, що в способі орієнтаційного одержання труб з полівінілхлориду, що включає в себе операції виготовлення орієнтованої труби, що має деякий ступінь розтягування в окружному напрямку за допомогою екструзії труби з вихідним діаметром, одержаним екструзією, регулювання діаметра екструдованої труби до встановленого діаметра допомогою калібрувального пристрою з регульованим діаметром, створення необхідного температурного режиму, розширення в діаметральному напрямку і охолодження, в якому калібрований пристрій з регульованим діаметром використовують для регулювання зазначеного ступеня розтягування в окружному напрямку орієнтованої труби, що виготовляється під час безперервної операції екструзії, новим є те, що регулювання діаметра екструдованої труби, наприклад, до зазначеного ступеня розтягування діаметра в окружному напрямку, здійснюють шляхом як одночасної внутрішньої дії надлишкового тиску і зовнішньої дії вакууму, так і шляхом послідовної дії вищезазначених операцій. Внутрішню дію надлишкового тиску створюють шляхом подачі у внутрішню порожнину труби стисненого повітря. Створення необхідного температурного режиму здійснюють в межах 90-100 °C в пристрої для нагріву труб. Перераховані ознаки способу складають суть корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, який полягає в наступному. Завданням двовісного орієнтування пластикового матеріалу труби, відомого як двовісна витяжка труби, є поліпшення властивостей труби за допомогою орієнтування молекул 1 UA 97723 U 5 10 15 20 25 30 35 40 45 пластикового матеріалу труби в двох взаємно перпендикулярних напрямках. Зазвичай двовісне орієнтування здійснюють шляхом насадження труби на оправку при відповідній температурі за допомогою впливу на трубу аксіально спрямованого тягового зусилля за оправкою. Насадження труби на оправку також може сприяти здійсненню додаткового впливу на трубу штовхаючого або натискаючого зусилля перед оправкою в напрямку оправки. Це приводить до зменшення необхідного тягового зусилля і забезпечує можливість більшої міри витяжки. Оправка має розширену частину, яка сприяє збільшенню розмірів у напрямку окружності труби. Це значною мірою визначає орієнтацію пластикового матеріалу в напрямку окружності. Аксіально спрямоване тягове зусилля значною мірою визначає орієнтацію в аксіальному напрямку. Надалі досягнута двовісна орієнтація закріплюється (заморожується) шляхом охолодження труби. Корисна модель реалізується за допомогою відповідного пристрою, схема якого зображена на кресленні. Зазначений пристрій складається з труби з полівінілхлориду 1, внутрішньої труби 2, першого тягнучого пристрою 3, пристрою для нагріву труб 4, малої заглушки 5, пристрою 6 для формування другого зовнішнього діаметра, насосу охолодження 7, калібрувального пристрою (калібру) 8, форсунок 9, вакуумного насоса 10, більшої (великої) заглушки 11, другого тягнучого пристрою 12, а також відрізного пристрою 13. Корисна модель використовується таким чином. Труба з полівінілхлориду 1 після екструзії з допомогою першого тягнучого пристрою 3 надходить на пристрій для нагріву труб 4, де відбувається її нагрів до температури 90-110 °C. Після пристрою для нагріву труб 4 труба 1 надходить в пристрій 6 для формування другого зовнішнього діаметра. В даному пристрої 6 труба 1 розширюється в радіальному напрямку шляхом подачі у внутрішню порожнину труби 1 стиснутого повітря через отвори у внутрішній трубі 2. Мала 5 і велика 11 заглушки забезпечують герметизацію труби 1 в зоні орієнтації і роздуву. Дані заглушки 5 і 11 також розширюються для герметизації середовища шляхом подачі у внутрішню порожнину цих заглушок стислого повітря через отвори у внутрішній трубі 2. Зовнішня поверхня труби 1 набуває орієнтованої витяжки також у зовнішньому радіальному напрямку за допомогою дії вакуумного середовища, що створює вакуумний насос 10, і потім закріплюється в калібрі 8. Охолодження труби здійснюється з допомогою води, що надходить з насосу охолодження 7 через форсунки 9. Надалі труба з полівінілхлориду 1 відводиться на відрізний пристрій 13 через другий тягнучий пристрій 12, де відбувається її обрізання до заданої довжини. Розроблене технічне рішення показало високу ефективність при орієнтаційному одержанні труб з полівінілхлориду, зокрема, при формуванні другого зовнішнього діаметра труби з полівінілхлориду шляхом дії одночасно двох зовнішніх факторів у вигляді внутрішнього тиску і зовнішнього вакууму. Така дія забезпечує якісне формування другого зовнішнього діаметра труби і труби в цілому. Джерела інформації: 1. Способ и устройство для изготовления двухосноориентированного трубопровода из термопластичного материала. Патент RU № 2142362, МПК В29С 55/26, В29С 47/90, опубл. 10.12.1999. 2. Способ и устройство для управления процессом ориентации пластмассовых труб. Патент RU № 2321493, МПК В29С 55/26, В29С 47/90, опубл. 10.04.2008. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 1. Спосіб орієнтаційного одержання труб з полівінілхлориду, що включає в себе операції виготовлення орієнтованої труби, що має деякий ступінь розтягування в окружному напрямку за допомогою екструзії труби з вихідним діаметром, одержаним екструзією, регулювання діаметра екструдованої труби до встановленого діаметра за допомогою калібрувального пристрою з регульованим діаметром, створення необхідного температурного режиму, розширення в діаметральному напрямку, і охолодження, в якому калібрований пристрій з регульованим діаметром використовують для регулювання зазначеного ступеня розтягування в окружному напрямку орієнтованої труби, що виготовляється під час безперервної операції екструзії, який відрізняється тим, що регулювання діаметра екструдованої труби, наприклад, до зазначеного ступеня розтягування діаметра в окружному напрямку здійснюють шляхом як одночасної внутрішньої дії надлишкового тиску і зовнішньої дії вакууму, так і шляхом послідовної дії вищезазначених операцій. 2 UA 97723 U 2. Спосіб за п. 1, який відрізняється тим, що внутрішню дію надлишкового тиску створюють шляхом подачі у внутрішню порожнину труби стислого повітря. 3. Спосіб за п. 1, який відрізняється тим, що створення необхідного температурного режиму здійснюють в межах 90-100 °C в пристрої для нагріву труб. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюPietukhov Arkadii Demianovych
Автори російськоюПетухов Аркадий Демьянович
МПК / Мітки
МПК: B29C 55/00, B29C 47/90
Мітки: труб, одержання, полівінілхлориду, орієнтаційного, спосіб
Код посилання
<a href="https://ua.patents.su/5-97723-sposib-oriehntacijjnogo-oderzhannya-trub-z-polivinilkhloridu.html" target="_blank" rel="follow" title="База патентів України">Спосіб орієнтаційного одержання труб з полівінілхлориду</a>
Спосіб одержання полівінілхлориду
Номер патенту: 75875
Опубліковано: 15.06.2006
Автор: Брендт Деніел Дж.
МПК: C08F 6/00, B01D 53/46, C08F 14/00
Мітки: полівінілхлориду, спосіб, одержання
Формула / Реферат:
1. Спосіб одержання полівінілхлориду з використанням солей С10-C18 жирних кислот, за яким полівінілхлорид висушують в повітрі і це повітря викидають в атмосферу, який відрізняється тим, що включає знищення смороду повітря, зумовленого присутністю С10-C18 жирних кислот, шляхом розпилення в це повітря водного розчину, який містить принаймні стехіометричну кількість лугу, який реагує з С10-C18 жирними кислотами з утворенням солі.2. Спосіб...
Пористрий фільтрувальний матеріал з полівінілхлориду та спосіб його одержання
Номер патенту: 74435
Опубліковано: 15.12.2005
Автор: Ланцевич Михайло Олександрович
МПК: B01J 20/22, B29C 43/00, C08J 9/24, B29C 67/00
Мітки: матеріал, спосіб, фільтрувальний, одержання, пористрий, полівінілхлориду
Формула / Реферат:
1. Пористий фільтрувальний матеріал з полівінілхлориду, який відрізняється тим, що має канальну структуру, однорідну за розміром відкритих пор, при цьому співвідношення максимального та мінімального розмірів пор складає 1:(1-3).2. Спосіб одержання пористого фільтрувального матеріалу з полівінілхлориду, який полягає в тому, що здійснюють класифікацію порошку полівінілхлориду, формують відібрану фракцію в шар та нагрівають, який...
Олігомерні амідофосфонілтіосечовини, які мають термостабілізуючу активність до суспензійного полівінілхлориду, і спосіб їх одержання

Номер патенту: 80655
Опубліковано: 10.10.2007
Автори: Коваль Іван Васильович, Олійник Тетяна Григорівна, Оберемок Геннадій Анатолієвич
МПК: C08G 63/00, C08G 75/00
Мітки: термостабілізуючу, спосіб, амідофосфонілтіосечовини, активність, олігомерні, мають, суспензійного, полівінілхлориду, одержання
Формула / Реферат:
1. Олігомерні амідофосфонілтіосечовини загальної формули, (1)де , R = SO2С6Н5, С(O)С6Н5; R' = (СH2)2, (СН2)6, які мають термостабілізуючу активність до суспензійного полівінілхлориду.2. Спосіб одержання олігомерних амідофосфонілтіосечовин формули (1) із діамінів, який...
Спосіб одержання 1,2-дихлоретану, вінілхлориду та полівінілхлориду
Номер патенту: 88343
Опубліковано: 12.10.2009
Автори: Бальтазар Домінік, Стребелль Мішель
МПК: C07C 19/00, C08F 14/00, C07C 17/156, C07C 21/00, C07C 17/25, C07C 17/02
Мітки: полівінілхлориду, 1,2-дихлоретану, одержання, вінілхлориду, спосіб
Формула / Реферат:
1. Спосіб одержання 1,2-дихлоретану, виходячи з вуглеводневого джерела, згідно з яким:a) вуглеводневе джерело піддають першій стадії крекінгу з одержанням таким чином суміші продуктів крекінгу, серед яких є ацетилен;b) вказану суміш продуктів крекінгу піддають послідовним стадіям обробки, що закінчують стадією сушіння, що робить можливим отримати суміш продуктів, які містять етилен і інші складові компоненти, серед яких...
Спосіб одержання труб зі сплавів на основі титану
Номер патенту: 80570
Опубліковано: 10.10.2007
Автори: ТРИГУБ Микола Петрович, Северин Андрій Юрійович, Жук Генадій Віліорович, Ахонін Сергій Володимирович
МПК: C22B 9/22, B22D 13/02, B21B 9/00
Мітки: основі, труб, титану, одержання, спосіб, сплавів
Формула / Реферат:
1. Спосіб одержання труб зі сплавів на основі титану, який включає деформування порожнистого зливка з заданим ступенем деформації з одержанням труби, при цьому температурний режим деформації підтримують електронним нагрівом, який відрізняється тим, що зливок деформують шляхом прокатки при температурі 800 – 1100 °С за допомогою систем роликів – першою на 10 – 30 % від первинної товщини стінки зливка, другою на 20 – 60 % від попередньої товщини...
Попередній патент: Спосіб лікування плоскоепітеліальної та залозистої інтраепітеліальної дисплазії в цервікальному каналі шийки матки
Наступний патент: Пристрій для орієнтаційного одержання труб з полівінілхлориду
Випадковий патент: Спосіб приготування приправочного продукту