Спосіб виготовлення безшовних труб на сортовому тривалковому стані
Номер патенту: 100933
Опубліковано: 11.02.2013
Автори: Беллманн Манфред, Браун Вінфрід, Кінугаса Хіденорі, Кюммерлінг Ролф, Кеніші Сасакі
Формула / Реферат
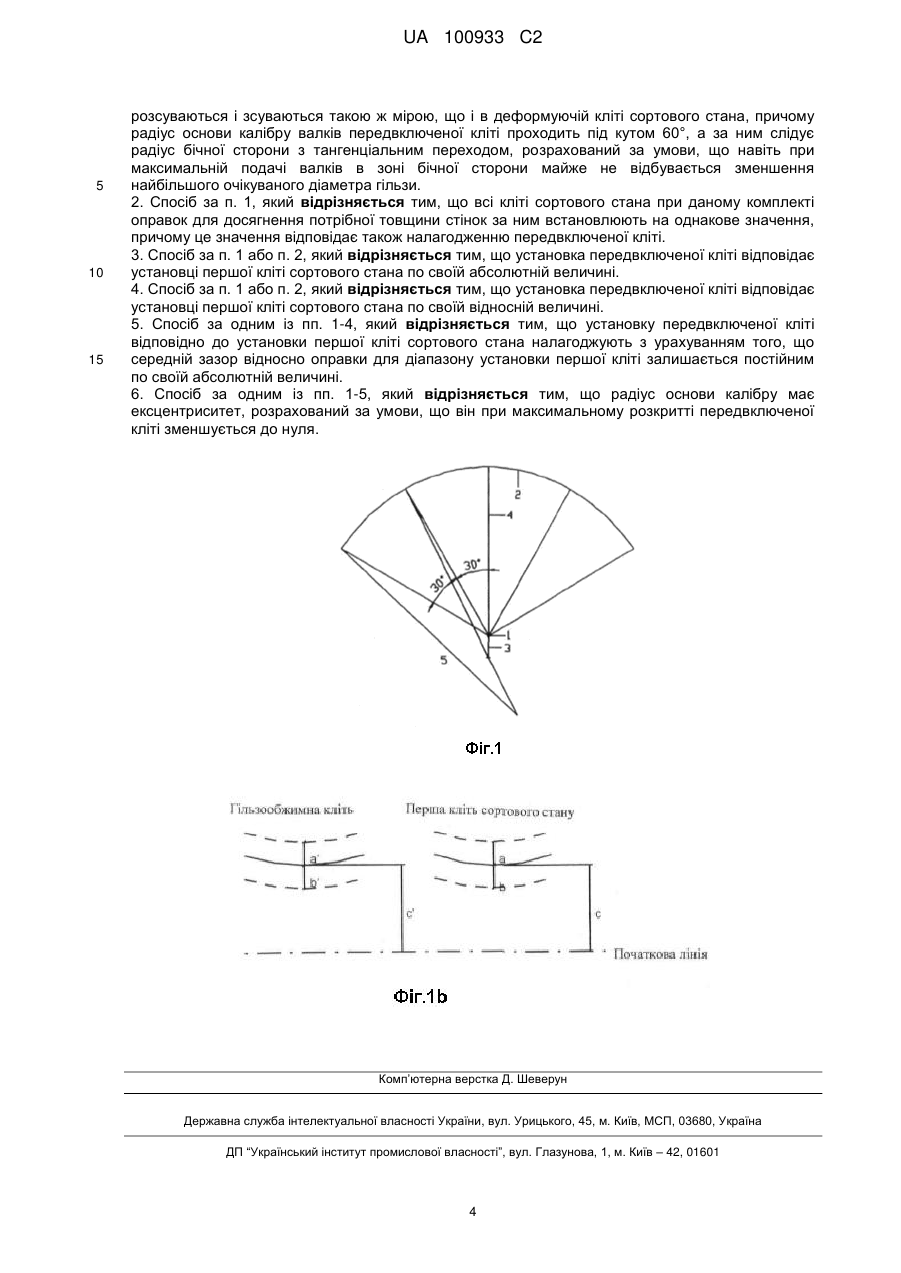
1. Спосіб виготовлення безшовних труб з металу, зокрема зі сталі, при якому заздалегідь виготовлену гарячу гільзу на сортовому тривалковому стані розтягують на оправці в трубну заготовку, причому гільзу перед входом в сортовий стан в передвключеній кліті піддають вирівнюючій діаметр операції прокатки, який відрізняється тим, що валки передвключеної кліті розсуваються і зсуваються такою ж мірою, що і в деформуючій кліті сортового стана, причому радіус основи калібру валків передвключеної кліті проходить під кутом 60°, а за ним слідує радіус бічної сторони з тангенціальним переходом, розрахований за умови, що навіть при максимальній подачі валків в зоні бічної сторони майже не відбувається зменшення найбільшого очікуваного діаметра гільзи.
2. Спосіб за п. 1, який відрізняється тим, що всі кліті сортового стана при даному комплекті оправок для досягнення потрібної товщини стінок за ним встановлюють на однакове значення, причому це значення відповідає також налагодженню передвключеної кліті.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що установка передвключеної кліті відповідає установці першої кліті сортового стана по своїй абсолютній величині.
4. Спосіб за п. 1 або п. 2, який відрізняється тим, що установка передвключеної кліті відповідає установці першої кліті сортового стана по своїй відносній величині.
5. Спосіб за одним із пп. 1-4, який відрізняється тим, що установку передвключеної кліті відповідно до установки першої кліті сортового стана налагоджують з урахуванням того, що середній зазор відносно оправки для діапазону установки першої кліті залишається постійним по своїй абсолютній величині.
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що радіус основи калібру має ексцентриситет, розрахований за умови, що він при максимальному розкритті передвключеної кліті зменшується до нуля.
Текст
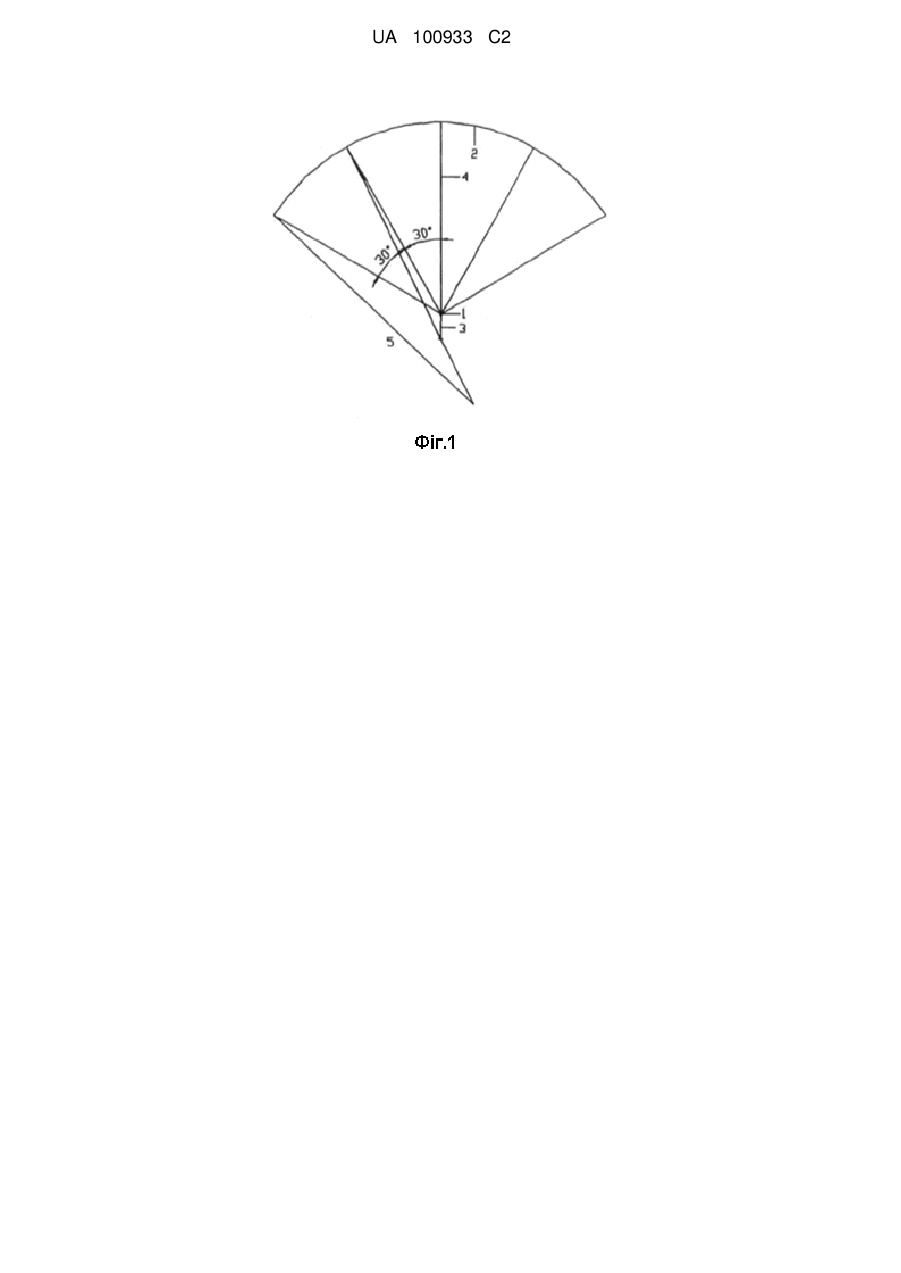
Реферат: Винахід відноситься до способу виготовлення безшовних труб з металу, зокрема зі сталі, при якому заздалегідь виготовлена гаряча гільза на сортовому тривалковому стані розтягується на оправці в трубну заготовку і перед входом в сортовий стан за допомогою передвключеної кліті підлягає вирівнюючій діаметр операції прокатки. При цьому передбачено, що валки передвключеної кліті розсуваються і зсуваються такою ж мірою, що і в деформуючій кліті сортового стана, причому радіус основи калібру валків передвключеної кліті проходить під кутом 60°, а за ним слідує радіус бічної сторони з тангенціальним переходом, розрахований так, що навіть при максимальній подачі валків в зоні бічної сторони майже не відбувається зменшення найбільш очікуваного діаметра гільзи. UA 100933 C2 (12) UA 100933 C2 UA 100933 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої відноситься винахід Винахід відноситься до способу виготовлення безшовних труб на сортовому тривалковому стані відповідно до обмежувальної частини п. 1 формули. Родовий спосіб описаний в Stahlrohr Handbuch (Vulkan-Verlag, Essen, 12. Auflage 1995, стор. 107-111). Сортові стани, що працюють, наприклад, за принципом безперервного прокату труб, використовуються для виготовлення безшовних труб. Їх задача полягає в тому, щоб заздалегідь виготовлену за допомогою поперечно-гвинтового прокату гарячу гільзу розтягнути в трубну заготівку. Потім ця трубна заготівка утискується до потрібного остаточного розміру на редукційно-розтяжному стані. В принципі, сортові стани існують в двох варіантах: з двома або трьома валяннями на кліть. Число клітей коливається при цьому, зазвичай між чотирма і вісьма. Відомо, що сортові стани дуже сприйнятливі до коливань товщини стінок і діаметру вхідної гільзи. Проте, таких коливань не завжди можна уникнути в процесі поперечно-гвинтового прокату, протягом якого звичайно виготовляється гільза. Зокрема, стани поперечно-гвинтового прокату з дисковою проводкою в якості направляючого засобу виготовляють гільзи, діаметри яких в головній і нижній зонах відрізняються від «філейної частини». В процесі сортового прокату такі відхилення можуть привести до незаповнення калібру, зменшення товщини стінок аж до виникнення отворів і переповнювання калібру. Щоб мінімізувати такі дефекти, відоме передвключення процесу сортового прокату гільзообжимної кліті. У сортовому двохвалковому стані така кліть містить чотири валки, а в тривалковому – три валки. Недолік відомих гільзообжимних клітей в тому, що умови прокату в сортовому стані змінюються при різних діаметрах гільзи. З цього виходить, що для сортового стану виникають різні вхідні умови при деформації (вхідний зазор між гільзою і оправкою, зменшення зовнішнього діаметру в першій кліті), що, у свою чергу, може мати негативні наслідки для якості труби. Розкриття винаходу Задачею винаходу є встановлення для сортового тривалкового стану калібрування і технологічного режиму гільзообжимної кліті так, щоб навіть при різних діаметрах гільзи виникали майже однакові умови прокату для деформації на сортовому стані. При цьому необхідно максимально компенсувати відхилення діаметру гільзи або від гільзи до гільзи для прокату на сортовому стані і в той же час запобігти незаповненню або переповнюванню колібру. Ця задача вирішується відповідно до обмежувальної частини у поєднанні з відмітними ознаками п. 1 формули. Переважні варіанти є об'єктом залежних пунктів. Відповідно до винаходу, для вирішення цієї задачі застосовується спосіб, при якому валки передвключеної кліті наїжджають і під'їжджають в такому ж ступені, що і деформуючі кліті сортового стану, причому радіус основи колібру валків передвключеної кліті проходить під кутом 60°, а за ним слідує радіус бічної сторони з тангенціальним переходом, розрахований так, що навіть при максимальній подачі валків в зоні бічної сторони майже не відбувається зменшення найбільш очікуваного діаметру гільзи. Велика перевага винаходу полягає в тому, що завдяки запропонованому способу і відповідному калібруванню можна, з одного боку, помітно зменшити діапазон коливань діаметру вхідної в сортовий стан гільзи, а, з іншого боку, завдяки запропонованому калібруванню можна, також при різних діаметрах гільзи встановити майже однакові умови сортового прокату, що виражається в набагато більш рівномірній якості геометрії труби. У одному переважному варіанті здійснення винаходу установка передвключеної кліті відповідно до установки першої кліті сортового стану налаштовується так, що середній зазор стосовно оправки для діапазону установки першої кліті залишається постійним по своїй абсолютній величині. Постійний зазор оправки на виході гільзообжимної кліті приводить до рівномірних умов деформації при прокатці і, тим самим, до помітно кращої якості труби. Відповідно до іншої переважної ознаки винаходу, всі кліті сортового стану при даному діаметрі оправки для досягнення потрібної товщини стінок за ним можуть встановлюватися на однакове значення, причому це значення відповідає також налаштуванню передвключеної кліті. Для цього в протилежність постійному вхідному зазору не вимагається складного розрахунку для зміни установки. Це має ту додаткову перевагу, що в сортовому стані не може відбуватися переповнювання або незаповнення калібру, тобто вхідні умови по відношенню до 1 UA 100933 C2 5 10 15 20 25 30 35 40 45 50 55 зовнішнього діаметру для прокату на сортовому стані майже постійні. Згідно іншим переважним ознакам винаходу, установка передвключеної кліті по своїй абсолютній величині відповідає тільки установці першої кліті сортового стану. Взаємодія гільзообжимної кліті і подальшої першої робочої кліті є вирішальною для якості процесу прокату. Проте, як альтернатива можливо також, щоб установка передвключеної кліті відповідала установці першої кліті сортового стану по своїй відносній величині. Установка по своїй відносній величині має ту перевагу, що окрім майже постійних вхідних умов для сортового стану враховується також знос (компенсація зносу), завдяки чому підвищується термін служби обладнання. У іншому переважному варіанті здійснення винаходу радіус основи калібру має ексцентриситет, розрахований так, що він при максимальному наїзді передвключеної кліті зменшується до нуля. При цьому переважно, що виникаюча, таким чином, поверхня контакту валок-прокатуваний матеріал позитивно впливає на знос валків на зазорі між буртами. Крім того, це має той позитивний ефект, що зменшуються дефекти зовнішньої поверхні, наприклад смуги від калібру. Короткий опис креслень Інші ознаки, переваги і деталі винаходу приведені в нижченаведеному описі прикладу його здійснення, зображеному на кресленні. На єдиній фігурі представлена і нижче детальніше описано запропоноване калібрування передвключеної гільзообжимної кліті. Здійснення винаходу Обтискові кліті в рівні техніки калібруються, зазвичай овальними. Для цього визначається радіус А основи калібру, який, постійно збільшуючись, переходить в радіус В бічної сторони калібру. В протилежність цьому, згідно винаходу, запропоновано кругле калібрування, при якому радіус R1 основи на кутовій довжині в 60° тангенціально переходить в радіус бічної сторони, робочий діапазон якого на кожну бічну сторону складає 30° (фіг. 1а). Крім того, на фіг. 1а показані вісь 1 валка, контур 2 калібру, ексцентриситет 3 радіусу R1 основи калібру, радіус R1 (4) основи калібру і радіус R2 (5) бічної сторони калібру. Перевага такого калібрування в тому, що за рахунок неї можна на половину зменшити коливання діаметру гільзи, що виходить з гільзообжимної кліті, в порівнянні з овальним калібруванням. На наступному прикладі це пояснюється детальніше. При цьому для відстані від осі валка до основи калібру використовується величина ВI, а для відстані від осі валки до бічної сторони калібру – величина AI. Виготовлені на стані поперечно-гвинтового прокату гільзи мають, як правило, допуск на зовнішній діаметр, наприклад 2,5%. Гільзообжимна кліть повинна розміщувати в зазорі між буртами валка максимальний діаметр гільзи × 0,99-1,00 (2 × AI). Діаметр середини валка (2 × ВI) повинен відповідати мінімальному діаметру гільзи × 0,99-1,00. Обидва методи калібрування призводять| до наступних результатів. Овальне калібрування Радіус з ВI на середині калібру і безперервним зростанням до AI в зазорі між буртами. Середній діаметр калібру складає 2 × (ВI + (AI – ВI)/2). Кругле калібрування Радіус з ВI на середині калібру на кутовій довжині 60° (±30°) і безперервним зростанням до AI в зазорі між буртами (по 30°). Середній діаметр калібру складає в хорошому наближенні 2 × (ВI + (AI – ВI)/4). Приклад Діаметр гільзи максимальний 102,50 мм Діаметр гільзи в середині 100,00 мм Діаметр гільзи мінімальний 97,50 мм Вхідний допуск максимальний 5,00 мм Овальне калібрування AI = 1,00 × діаметр гільзи макс./2 51,25 мм ВI = 1,00 × діаметр гільзи мін./2 48,75 мм Діаметр після гільзобжимної кліті мін. = 2 × ВI 97,50 мм Діаметр після гільзообжимної кліті макс. 2 × (48,75 + (51,25 – 48,75)/2 100,00 мм Таким чином, гільза діаметром ≥ 100 мм залишає гільзообжимну кліть з діаметром 100 мм. Менший діаметр зберігає свою величину. Вихідний допуск максимум 2,5%. 2 UA 100933 C2 5 10 15 20 25 30 35 Кругле калібрування AI = 1,00 × діаметр гільзи макс. 51, 25 мм ВI = діаметр гільзи мін./2 48,75 мм Діаметр після гільзообжимної кліті мин. = 2 × ВI 97,50 мм Діаметр після гільзообжимної кліті макс. 2 × (48,75 + (51,25 – 48,75)/4 98,75 мм Таким чином, гільза діаметром ≥ 98,75 мм залишає гільзообжимну кліть з діаметром 98,75 мм. Менший діаметр зберігає свою величину. Вихідний допуск максимум 1,25% (по відношенню до номінального діаметру гільзи). З овальним калібруванням досягається покращення допуску з 5 до 2,5% (50%), а з круглою – покращення з 5 до 1,25% (75%). На тій же оправці при прокатці досягається різна товщина стінок. Для цього робочі кліті повинні наїжджати і під'їжджати. Цьому наїзду і під'їзду повинна приблизно слідувати гільзообжимна кліть, оскільки тільки таким чином взаємодія з робочими клітями залишається приблизно однаковою. На фіг. 1b зображені гільзообжимна кліть (зліва) і перша кліть сортового стану (справа). с і с’ відповідають номінальному положенню гільзообжимної кліті і першої кліті сортового тривалкового стану, причому с’ є мірою розкриття калібру гільзообжимної кліті, а с – мірою розкриття калібру сортового стану при номінальній установці. а і а’ позначають позитивну зміну установки (наїзд) сортового стану і гільзообжимної кліті. b і b’ позначають негативну зміну установки (під'їзд) сортового стану і гільзообжимної| кліті. Розрахунок «абсолютно однаковий»: Шлях переміщення (позитивний = наїзд, негативний|заперечний| = під'їзд) першої кліті сортового стану і гильзообжимної кліті за своїм значенням абсолютно однаковий (а’ = а, b’ = b). «відносно однаковий»: Шлях переміщення (позитивний = наїзд, негативний = під'їзд) гільзообжимної кліті щодо першої кліті сортового стану відносно однаковий, тобто це – функція від номінального положення (с,с’) і шляху переміщення першої кліті (а, b). «абсолютно однаковий»: b≥а а’ = а b’ = b або «відносно однаковий»: a c a'c ' c c' ac a' c'c ' c або b' c b c 'c ' c Наприклад, с = 100 мм, а = 1 мм, с’ = 88 мм a' 40 45 (1 100) 88 88 0,88 100 Перелік посилальних позицій 1 – вісь валка 2 – контур калібру 3 – ексцентриситет 4 – радіус R1 основи калібру 5 – радіус R2 бічної сторони калібру а, а’ – відносна зміна установки (позитивна) гільзообжимної і першої клітей b, b’ – відносна зміна установки (негативна) гільзообжимної і першої клітей с, с’ – номінальне положення гільзообжимної і першої клітей 50 ФОРМУЛА ВИНАХОДУ 55 1. Спосіб виготовлення безшовних труб з металу, зокрема зі сталі, при якому заздалегідь виготовлену гарячу гільзу на сортовому тривалковому стані розтягують на оправці в трубну заготовку, причому гільзу перед входом в сортовий стан в передвключеній кліті піддають вирівнюючій діаметр операції прокатки, який відрізняється тим, що валки передвключеної кліті 3 UA 100933 C2 5 10 15 розсуваються і зсуваються такою ж мірою, що і в деформуючій кліті сортового стана, причому радіус основи калібру валків передвключеної кліті проходить під кутом 60°, а за ним слідує радіус бічної сторони з тангенціальним переходом, розрахований за умови, що навіть при максимальній подачі валків в зоні бічної сторони майже не відбувається зменшення найбільшого очікуваного діаметра гільзи. 2. Спосіб за п. 1, який відрізняється тим, що всі кліті сортового стана при даному комплекті оправок для досягнення потрібної товщини стінок за ним встановлюють на однакове значення, причому це значення відповідає також налагодженню передвключеної кліті. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що установка передвключеної кліті відповідає установці першої кліті сортового стана по своїй абсолютній величині. 4. Спосіб за п. 1 або п. 2, який відрізняється тим, що установка передвключеної кліті відповідає установці першої кліті сортового стана по своїй відносній величині. 5. Спосіб за одним із пп. 1-4, який відрізняється тим, що установку передвключеної кліті відповідно до установки першої кліті сортового стана налагоджують з урахуванням того, що середній зазор відносно оправки для діапазону установки першої кліті залишається постійним по своїй абсолютній величині. 6. Спосіб за одним із пп. 1-5, який відрізняється тим, що радіус основи калібру має ексцентриситет, розрахований за умови, що він при максимальному розкритті передвключеної кліті зменшується до нуля. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing seamless tubes on three-roll bar rolling mill
Автори англійськоюKummerling, Rolf, Bellmann, Manfred, Braun, Winfried, Kinugasa, Hidenori, Kenichi, Sasaki
Назва патенту російськоюСпособ изготовления бесшовных труб на сортовом трехвалковом стане
Автори російськоюКюммерлинг Рольф, Беллманн Манфред, Браун Винфрид, Кинугаса Хиденори, Кениши Сасаки
МПК / Мітки
МПК: B21B 17/04, B21B 27/02, B21B 23/00
Мітки: труб, стані, сортовому, тривалковому, безшовних, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/6-100933-sposib-vigotovlennya-bezshovnikh-trub-na-sortovomu-trivalkovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення безшовних труб на сортовому тривалковому стані</a>
Виготовлення гарячою обробкою безшовних труб з оптимізованими утомними властивостями у звареному стані
Номер патенту: 96827
Опубліковано: 12.12.2011
Автори: Рінг Маркус, Зоммеркамп Олівер, Клостер Герд, Ерделен-Пепплер Маріон, Ротт Каролін
МПК: B21J 5/08, B21K 21/12
Мітки: обробкою, виготовлення, оптимізованими, безшовних, звареному, утомними, гарячою, властивостями, труб, стані
Формула / Реферат:
1. Спосіб виготовлення гарячою обробкою, зокрема, гарячекатаних безшовних труб з оптимізованими властивостями до утомленості у звареному стані із зовнішнім діаметром до 711 мм та номінальною товщиною до 100 мм з металу, зокрема сталі, причому після гарячого або готового прокатування щонайменше на одному кінці труби на встановленій довжині створюють певний поперечний переріз труби, виконаний з жорсткими допусками для внутрішнього та...
Спосіб виготовлення сталевих безшовних труб
Номер патенту: 7171
Опубліковано: 15.06.2005
Автори: Шперлін Павло Ільїч, Черняк Сергій Аркадійович, Кобиляшний Андрій Миколайович
МПК: B21C 23/02
Мітки: виготовлення, сталевих, труб, спосіб, безшовних
Формула / Реферат:
1. Спосіб виготовлення сталевих безшовних труб, що включає нагрівання заготовки, нанесення скломаси, одержання порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, який відрізняється тим, що після пресування здійснюють низькотемпературну термообробку труб з попереднім охолодженням на повітрі, а також наступну теплу прокатку на готовий розмір при...
Спосіб виготовлення безшовних труб з мартенситно-феритної сталі

Номер патенту: 26279
Опубліковано: 10.09.2007
Автори: Мещерякова Тетяна Петрівна, Шперлін Павло Ілліч, Тенета Михайло Володимирович, Чекмарьов Олександр Ілліч, Чудний Євгеній Васильович, Кайда Валентина Іванівна, Янова Віта Анатоліївна, Кулик Денис Анатолійович, Балинський Віталій Миколайович, Винокуров Микола Васильович, Чаплицький Володимир Павлович, Ковбаса Ігор Георгійович, Гречаник Лілія Володимирівна, Русакова Валентина Іванівна, Волошин Євгеній Юрійович, Головченко Олексій Павлович, Тіпер Едуард Анатолійович, Кайда Іван Іванович, Куценко Михайло Олексійович, Непопалов Володимир Миколайович, Степаненко Віктор Іванович, Білецький Юрій Борисович, Терещенко Андрій Анатолійович, Бєрлов Андрій Іванович, Довгополюк Тетяна Петрівна, Самойленко Ігор Володимирович, Курдіновський Євгеній Сергійович, Заплюсвичка Руслан Володимирович, Поночовний Володимир Володимирович, Шпак Олег Вікторович, Львова Вікторія Юріївна, Дуплій Юлія Вікторівна, Трегуб Анатолій Степанович, Чекмарьов В'ячеслав Віталійович, Красюк Дмитро Ігоревич, Головачук Олександр Павлович, Балєв Андрій Євгенович
МПК: B21C 23/00
Мітки: безшовних, труб, спосіб, виготовлення, сталі, мартенситно-феритної
Формула / Реферат:
Спосіб виготовлення безшовних труб з мартенситно-феритної сталі, що включає нагрівання заготівки, нанесення скломаси, одержування порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки з попереднім охолодженням на повітрі, а також наступну прокатку на готовий розмір теплим способом, який...
Спосіб виготовлення безшовних труб з жароміцної високохромистої сталі
Номер патенту: 23372
Опубліковано: 25.05.2007
Автори: Куценко Михайло Олексійович, Терещенко Андрій Анатолійович, Тенета Михайло Володимирович, Чекмарьов В'ячеслав Віталійович
МПК: B21C 23/02
Мітки: виготовлення, безшовних, сталі, високохромистої, спосіб, жароміцної, труб
Формула / Реферат:
1. Спосіб виготовлення безшовних труб з жароміцної високохромистої сталі, що включає нагрівання заготівки, нанесення скломаси, одержування порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки з попереднім охолодженням на повітрі, а також подальшу теплу прокатку на готовий розмір при...
Спосіб виготовлення безшовних чавунних або сталевих труб
Номер патенту: 94522
Опубліковано: 10.05.2011
Автори: Юрковський Володимир Васильович, Клименко Олексій Анатолійович, Клименко Микола Олексійович, Бобух Олександр Анатолійович, Фельдман Олександр Ісаакович, Фельдман Юрій Олександрович
МПК: B22D 13/00, B21D 21/00, B22D 13/02, C21C 1/10, C22C 37/04, B21B 17/00
Мітки: безшовних, виготовлення, спосіб, труб, сталевих, чавунних
Формула / Реферат:
Спосіб виготовлення безшовної чавунної або сталевої труби, що включає відцентрове відливання порожнистої заготовки і її подальшу обробку тиском, який відрізняється тим, що порожнисту заготовку після вказаного відливання роздають з сумарним ступенем деформації 25-30 % при температурі металу 850-1150 °С, а потім прокатують на стані холодної пілігримової прокатки з відносним ступенем деформації у межах 20-70 %.
Попередній патент: Сушарка з псевдозрідженим шаром з непрямим підігріванням
Наступний патент: Пристрій для дослідження біологічних речовин та об’єктів
Випадковий патент: Спосіб збереження скоротливості лівого шлуночка при протезуванні мітрального клапана