Виготовлення гарячою обробкою безшовних труб з оптимізованими утомними властивостями у звареному стані
Номер патенту: 96827
Опубліковано: 12.12.2011
Автори: Ротт Каролін, Зоммеркамп Олівер, Ерделен-Пепплер Маріон, Рінг Маркус, Клостер Герд

Формула / Реферат
1. Спосіб виготовлення гарячою обробкою, зокрема, гарячекатаних безшовних труб з оптимізованими властивостями до утомленості у звареному стані із зовнішнім діаметром до 711 мм та номінальною товщиною до 100 мм з металу, зокрема сталі, причому після гарячого або готового прокатування щонайменше на одному кінці труби на встановленій довжині створюють певний поперечний переріз труби, виконаний з жорсткими допусками для внутрішнього та зовнішнього діаметра, який відрізняється тим, що
на першому етапі на згаданому кінці труби в одній зоні створюють більшу товщину стінки, ніж на решті корпусу труби, причому стовщення стінки згаданої зони кінців труби створюють за допомогою висадки кінця труби, причому переходи до корпусу труби, що утворюються при висадці на зовнішній та внутрішній поверхнях, розташовані із зміщенням відносно поздовжньої осі труби, і
на другому етапі у цій зоні шляхом механічної обробки виготовляють необхідний поперечний переріз труби і перехід від обробленої до необробленої зони труби майже без виступів утворюють з максимально можливим радіусом або комбінацією радіусів для забезпечення плавності переходу та формують остаточний контур обробленої у зоні початкового збільшення кінцевого краю труби, причому зовнішній діаметр труби відповідає початковому діаметру труби.
2. Спосіб за п. 1, який відрізняється тим, що висадка є гарячою висадкою.
3. Спосіб за п. 1, який відрізняється тим, що стовщення стінки згаданої зони кінця труби створюють напиленням.
4. Спосіб за п. 1, який відрізняється тим, що стовщення стінки згаданої зони кінця труби створюють за допомогою наплавлення.
5. Спосіб за п. 1, який відрізняється тим, що стовщення стінки створюють за допомогою гарячого прокатування перед чистовим прокатуванням.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що стовщення стінки складає щонайменше 3 мм.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що стовщення стінки пролягає у поздовжньому напрямку труби на довжину щонайменше 100 мм, з відліком від торцевої сторони.
8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що у поздовжньому напрямку труби на зовнішній і/або внутрішній поверхні створюють перехід, що не має надрізів, від стовщеного кінця труби до непотовщеної зони труби.
9. Спосіб за п. 8, який відрізняється тим, що перехід виконують щонайменше по одному радіусу на зовнішньому та внутрішньому діаметрах, який лежить у різних площинах поперечного перерізу.
Текст
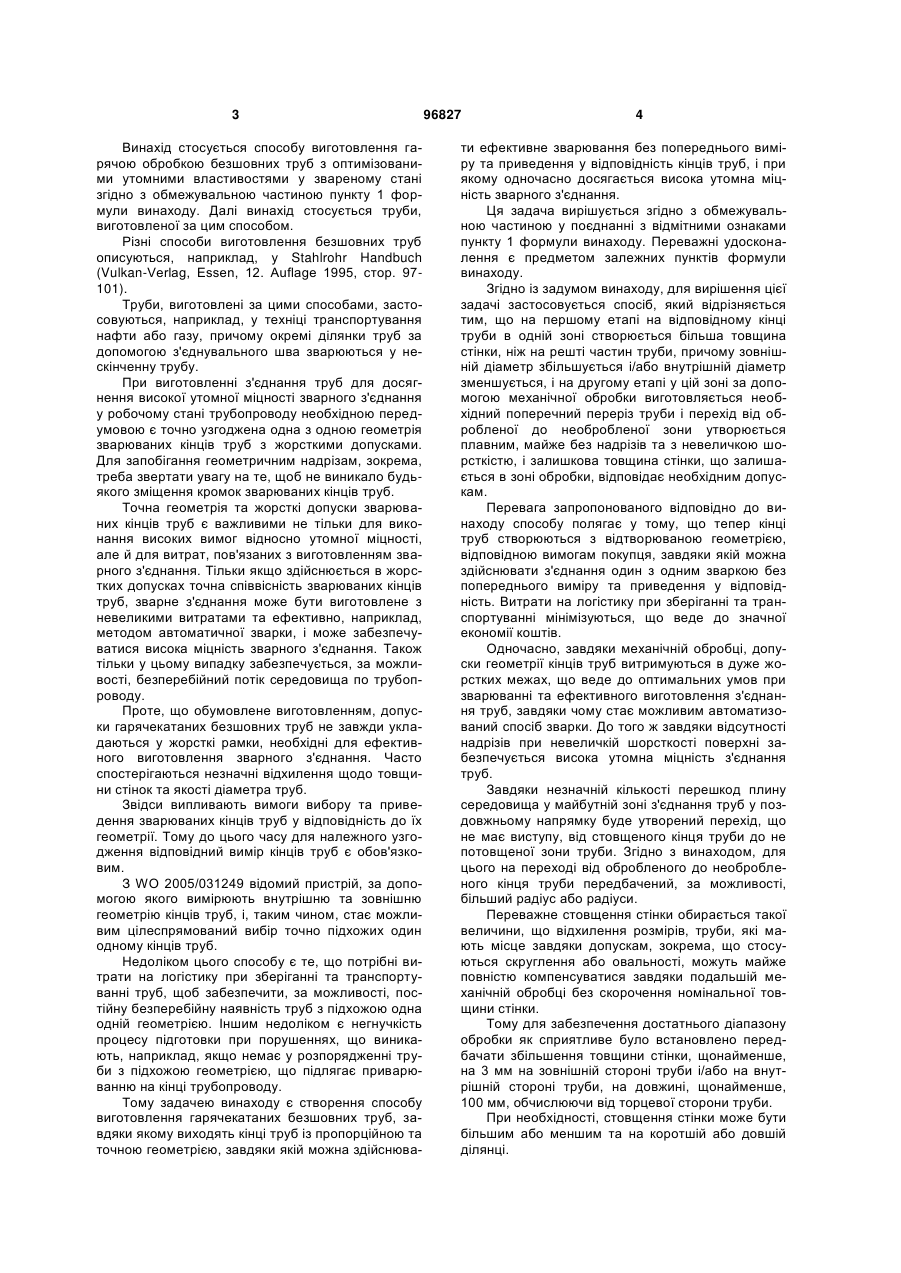
1. Спосіб виготовлення гарячою обробкою, зокрема, гарячекатаних безшовних труб з оптимізованими властивостями до утомленості у звареному стані із зовнішнім діаметром до 711 мм та номінальною товщиною до 100 мм з металу, зокрема сталі, причому після гарячого або готового прокатування щонайменше на одному кінці труби на встановленій довжині створюють певний поперечний переріз труби, виконаний з жорсткими допусками для внутрішнього та зовнішнього діаметра, який відрізняється тим, що на першому етапі на згаданому кінці труби в одній зоні створюють більшу товщину стінки, ніж на решті корпусу труби, причому стовщення стінки згаданої зони кінців труби створюють за допомогою висадки кінця труби, причому переходи до корпусу труби, що утворюються при висадці на зовнішній та внутрішній поверхнях, розташовані із зміщенням відносно поздовжньої осі труби, і 2 (19) 1 3 Винахід стосується способу виготовлення гарячою обробкою безшовних труб з оптимізованими утомними властивостями у звареному стані згідно з обмежувальною частиною пункту 1 формули винаходу. Далі винахід стосується труби, виготовленої за цим способом. Різні способи виготовлення безшовних труб описуються, наприклад, у Stahlrohr Handbuch (Vulkan-Verlag, Essen, 12. Auflage 1995, стор. 97101). Труби, виготовлені за цими способами, застосовуються, наприклад, у техніці транспортування нафти або газу, причому окремі ділянки труб за допомогою з'єднувального шва зварюються у нескінченну трубу. При виготовленні з'єднання труб для досягнення високої утомної міцності зварного з'єднання у робочому стані трубопроводу необхідною передумовою є точно узгоджена одна з одною геометрія зварюваних кінців труб з жорсткими допусками. Для запобігання геометричним надрізам, зокрема, треба звертати увагу на те, щоб не виникало будьякого зміщення кромок зварюваних кінців труб. Точна геометрія та жорсткі допуски зварюваних кінців труб є важливими не тільки для виконання високих вимог відносно утомної міцності, але й для витрат, пов'язаних з виготовленням зварного з'єднання. Тільки якщо здійснюється в жорстких допусках точна співвісність зварюваних кінців труб, зварне з'єднання може бути виготовлене з невеликими витратами та ефективно, наприклад, методом автоматичної зварки, і може забезпечуватися висока міцність зварного з'єднання. Також тільки у цьому випадку забезпечується, за можливості, безперебійний потік середовища по трубопроводу. Проте, що обумовлене виготовленням, допуски гарячекатаних безшовних труб не завжди укладаються у жорсткі рамки, необхідні для ефективного виготовлення зварного з'єднання. Часто спостерігаються незначні відхилення щодо товщини стінок та якості діаметра труб. Звідси випливають вимоги вибору та приведення зварюваних кінців труб у відповідність до їх геометрії. Тому до цього часу для належного узгодження відповідний вимір кінців труб є обов'язковим. З WO 2005/031249 відомий пристрій, за допомогою якого вимірюють внутрішню та зовнішню геометрію кінців труб, і, таким чином, стає можливим цілеспрямований вибір точно підхожих один одному кінців труб. Недоліком цього способу є те, що потрібні витрати на логістику при зберіганні та транспортуванні труб, щоб забезпечити, за можливості, постійну безперебійну наявність труб з підхожою одна одній геометрією. Іншим недоліком є негнучкість процесу підготовки при порушеннях, що виникають, наприклад, якщо немає у розпорядженні труби з підхожою геометрією, що підлягає приварюванню на кінці трубопроводу. Тому задачею винаходу є створення способу виготовлення гарячекатаних безшовних труб, завдяки якому виходять кінці труб із пропорційною та точною геометрією, завдяки якій можна здійснюва 96827 4 ти ефективне зварювання без попереднього виміру та приведення у відповідність кінців труб, і при якому одночасно досягається висока утомна міцність зварного з'єднання. Ця задача вирішується згідно з обмежувальною частиною у поєднанні з відмітними ознаками пункту 1 формули винаходу. Переважні удосконалення є предметом залежних пунктів формули винаходу. Згідно із задумом винаходу, для вирішення цієї задачі застосовується спосіб, який відрізняється тим, що на першому етапі на відповідному кінці труби в одній зоні створюється більша товщина стінки, ніж на решті частин труби, причому зовнішній діаметр збільшується і/або внутрішній діаметр зменшується, і на другому етапі у цій зоні за допомогою механічної обробки виготовляється необхідний поперечний переріз труби і перехід від обробленої до необробленої зони утворюється плавним, майже без надрізів та з невеличкою шорсткістю, і залишкова товщина стінки, що залишається в зоні обробки, відповідає необхідним допускам. Перевага запропонованого відповідно до винаходу способу полягає у тому, що тепер кінці труб створюються з відтворюваною геометрією, відповідною вимогам покупця, завдяки якій можна здійснювати з'єднання один з одним зваркою без попереднього виміру та приведення у відповідність. Витрати на логістику при зберіганні та транспортуванні мінімізуються, що веде до значної економії коштів. Одночасно, завдяки механічній обробці, допуски геометрії кінців труб витримуються в дуже жорстких межах, що веде до оптимальних умов при зварюванні та ефективного виготовлення з'єднання труб, завдяки чому стає можливим автоматизований спосіб зварки. До того ж завдяки відсутності надрізів при невеличкій шорсткості поверхні забезпечується висока утомна міцність з'єднання труб. Завдяки незначній кількості перешкод плину середовища у майбутній зоні з'єднання труб у поздовжньому напрямку буде утворений перехід, що не має виступу, від стовщеного кінця труби до не потовщеної зони труби. Згідно з винаходом, для цього на переході від обробленого до необробленого кінця труби передбачений, за можливості, більший радіус або радіуси. Переважне стовщення стінки обирається такої величини, що відхилення розмірів, труби, які мають місце завдяки допускам, зокрема, що стосуються скруглення або овальності, можуть майже повністю компенсуватися завдяки подальшій механічній обробці без скорочення номінальної товщини стінки. Тому для забезпечення достатнього діапазону обробки як сприятливе було встановлено передбачати збільшення товщини стінки, щонайменше, на 3 мм на зовнішній стороні труби і/або на внутрішній стороні труби, на довжині, щонайменше, 100 мм, обчислюючи від торцевої сторони труби. При необхідності, стовщення стінки може бути більшим або меншим та на коротшій або довшій ділянці. 5 96827 6 З іншого боку, стовщення стінки та протяждопомогою відповідним чином сконструйованого ність труби за довжиною, як з міркувань техніки внутрішнього інструмента. виготовлення, так і вартісних міркувань, повинне Інші ознаки, переваги та деталі винаходу виобмелеуватися розміром, який необхідний для пливають з нижченаведеного опису представлеобробки. них прикладів здійснення. Механічна обробка стовщення стінки може, Де показано: наприклад, здійснюватися методом розточування, Фіг. 1 - стовщення стінки на кінці труби, одерпричому може досягатися дуже невеличка овальжане роздачею порожнистої деталі; ність при також дуже невеличких допусках з діамеФіг. 2 - запропоноване згідно з винаходом тра та дуже невеличкій шорсткості поверхні. утворення кінця труби в обробленому стані. Як переважна для забезпечення якісно бездоНа фігурі 1 фрагментарно у поздовжньому роганного зварювання кінців труб виправдала себе зрізі зображено виготовлену згідно з винаходом довжина обробки, обчислюючи від торцевої поветрубу із стовщенням стінки на зовнішній та внутрірхні труби, яка дорівнює, щонайменше, 100 мм. шній сторонах на кінці труби після роздачі порожУ разі потреби, перед зварюванням кінців труб нистої деталі. може застосовуватися центрувальне кільце, що Труба 1 має у кінцевій зоні стовщення 3 стінки, заходить в оброблені зони обох кінців труб, щоб створене на етапі гарячої обробки тиском, яке з забезпечити оптимальну співвісність кінців труб перехідною зоною 4, 4' переходить у вихідний попри автоматизованій зварці. перечний переріз 2 труби 1. Згідно з винаходом, стовщення стінки у перСтовщення 3 стінки у цій зоні виконано таким шому переважному варіанті способу здійснюється чином, що зовнішній діаметр труби 1 збільшений, за допомогою роздачі порожнистої деталі, зокреа внутрішній діаметр зменшений. ма, за допомогою гарячої висадки кінця труби. Згідно з винаходом, процес висадки при цьому При цьому процес висадки переважно здійсздійснюється таким чином, що перехідна зона 4, нюється таким чином, що переходи до труби, які яка утворюється при висадці на зовнішній поверхутворюються при висадці на зовнішній та внутрішні, та перехідна зона 4', яка утворюється на внутній поверхнях, розташовані із зміщенням відносно рішній поверхні, до труби розташовані із зміщенпоздовжньої осі труби. Численні дослідження поням відносно поздовжньої осі труби. казали, що таке зміщене розташування переходів Утворювана завдяки процесу висадки перехідпо поздовжній осі труби, а також позиціонування на зона 5 має на зовнішній поверхні труби 1 вистурадіусів у різних площинах поперечного перерізу пи 5 та 6, перехідна зона 4' має на внутрішній потруби при механічній обробці позитивно позначаверхні труби виступи 7 та 8. ється на утомній міцності з'єднання у робочому На фігурі 2 показано готовий стан кінцевої зостані. ни труби 1, одержаний за допомогою механічної Переважно, що для цього ці переходи для меобробки. ханічної обробки стовщення стінки виконуються, Готовий контур механічно обробленої труби 1 за можливості, з більшим радіусом або комбінацімає у первинно потовщеній кінцевій зоні труби 1 єю радіусів. Це забезпечує, завдяки їх положенню зовнішній діаметр, відповідний початковому діамеу різних площинах поперечного перерізу, дотритру труби 1. Перехідна зона 4 виконана з більшим мання заданої мінімальної товщини стінки і приворадіусом 9, який завдяки плавному переходу, що дить, за можливості, до плавного та позбавленого не має виступів, разом з дуже малою шорсткістю надрізів переходу до не потовщеної частини труповерхні обробленої зони забезпечує майже відсуби. Таким чином, у перехідній зоні забезпечується тність надрізів. низький коефіцієнт концентрації напружень. Щоб не скорочувати необхідну мінімальну тоЗгідно з іншим переважним виконанням винавщину стінки труби 1 у перехідній зоні 4, внутрішня ходу, також можливе виконання стовщення стінки поверхня стовщеної труби не сточується до початза допомогою наплавлення або напилення з подакового внутрішнього діаметра, а залишається нельшою механічною обробкою. величке стовщення стінки 11, виходячи з якого При перелічених вище варіантах способу перехідна зона 4' точно так само виконана з більстворення стовщення стінки повністю виокремлюшим радіусом 10, який плавно та без виступів пеється з процесу прокатування з тією перевагою, реходить у початковий поперечний переріз 2 труби що труби, наприклад, складовані труби, які пер1. винно не були передбачені для описуваної мети Згідно з винаходом, радіуси 9 та 10 позиціозастосування, додатково можуть забезпечуватися нуються у різних площинах поперечного перерізу стовщенням стінки та піддаватися відповідній метруби, що позитивно позначається на утомній міцханічній обробці. ності з'єднання у робочому режимі. Крім того, можливе створення стовщення на Завдяки такому розташуванню, з одного боку, кінцях труб вже у процесі виготовлення гарячеказабезпечено, що необхідна мінімальна товщина таних безшовних труб, якщо це виявляється перестінки не скорочується, а, з іншого боку, тільки важним з погляду техніки виготовлення. Напритаким чином може реалізуватися можливий без клад, за допомогою розгону валків на кінці труби надрізів перехід 4' до вихідного поперечного переможе утворюватися збільшений зовнішній діаметр різу 2 труби 1. та збільшений внутрішній діаметр, наприклад, за 7 Перелік позицій 1 Труба 2 Вихідний поперечний переріз 3 Стовщення стінки 4, 4' Перехідна зона 96827 Комп’ютерна верстка М. Ломалова Підписне 8 5, 6 Виступ перехідної зони зовні 7, 8 Виступ перехідної зони усередині 9 Радіус перехідної зони зовні 10 Радіус перехідної зони усередині 11 Стовщення стінки, внутрішня сторона труби Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProduction of hot-finished seamless pipes having optimized fatigue properties in the welded state
Автори англійськоюRing, Markus, Kloster, Gerd, Sommerkamp, Oliver, Rott, Caroline, Erdelen-Peppler, Marion
Назва патенту російськоюИзготовление горячей обработкой бесшовных труб с оптимизированными усталостными свойствами в сварном состоянии
Автори російськоюРинг Маркус, Клостер Герд, Зоммеркамп Оливер, Ротт Каролин, Эрделен-Пепплер Марион
МПК / Мітки
МПК: B21K 21/12, B21J 5/08
Мітки: звареному, стані, обробкою, оптимізованими, утомними, гарячою, властивостями, безшовних, труб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-96827-vigotovlennya-garyachoyu-obrobkoyu-bezshovnikh-trub-z-optimizovanimi-utomnimi-vlastivostyami-u-zvarenomu-stani.html" target="_blank" rel="follow" title="База патентів України">Виготовлення гарячою обробкою безшовних труб з оптимізованими утомними властивостями у звареному стані</a>
Спосіб виготовлення сталевих безшовних труб
Номер патенту: 7171
Опубліковано: 15.06.2005
Автори: Черняк Сергій Аркадійович, Шперлін Павло Ільїч, Кобиляшний Андрій Миколайович
МПК: B21C 23/02
Мітки: сталевих, виготовлення, безшовних, труб, спосіб
Формула / Реферат:
1. Спосіб виготовлення сталевих безшовних труб, що включає нагрівання заготовки, нанесення скломаси, одержання порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, який відрізняється тим, що після пресування здійснюють низькотемпературну термообробку труб з попереднім охолодженням на повітрі, а також наступну теплу прокатку на готовий розмір при...
Спосіб виготовлення безшовних чавунних або сталевих труб
Номер патенту: 94522
Опубліковано: 10.05.2011
Автори: Клименко Микола Олексійович, Юрковський Володимир Васильович, Фельдман Олександр Ісаакович, Фельдман Юрій Олександрович, Клименко Олексій Анатолійович, Бобух Олександр Анатолійович
МПК: B22D 13/02, C21C 1/10, B21D 21/00, B21B 17/00, C22C 37/04, B22D 13/00
Мітки: труб, спосіб, сталевих, виготовлення, чавунних, безшовних
Формула / Реферат:
Спосіб виготовлення безшовної чавунної або сталевої труби, що включає відцентрове відливання порожнистої заготовки і її подальшу обробку тиском, який відрізняється тим, що порожнисту заготовку після вказаного відливання роздають з сумарним ступенем деформації 25-30 % при температурі металу 850-1150 °С, а потім прокатують на стані холодної пілігримової прокатки з відносним ступенем деформації у межах 20-70 %.
Спосіб виготовлення безшовних труб з жароміцної високохромистої сталі
Номер патенту: 23372
Опубліковано: 25.05.2007
Автори: Чекмарьов В'ячеслав Віталійович, Терещенко Андрій Анатолійович, Тенета Михайло Володимирович, Куценко Михайло Олексійович
МПК: B21C 23/02
Мітки: труб, спосіб, високохромистої, жароміцної, виготовлення, сталі, безшовних
Формула / Реферат:
1. Спосіб виготовлення безшовних труб з жароміцної високохромистої сталі, що включає нагрівання заготівки, нанесення скломаси, одержування порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки з попереднім охолодженням на повітрі, а також подальшу теплу прокатку на готовий розмір при...
Спосіб мінімізації стовщених кінців при прокатуванні труб в редукційно-розтяжному стані
Номер патенту: 67792
Опубліковано: 15.07.2004
Автор: Пеле Ганс Йоахім
МПК: B21B 17/00, B21B 35/02, B21B 37/78
Мітки: кінців, стовщених, стані, прокатуванні, труб, мінімізації, редукційно-розтяжному, спосіб
Формула / Реферат:
Спосіб мінімізації стовщених кінців труб в редукційно-розтяжному стані шляхом часової зміни крутного моменту окремих привідних прокатних клітей при проходженні початку труби або, відповідно, кінця труби через редукційно-розтяжний стан так, що кінці труби прокатують з більшими, ніж стаціонарні, відношеннями швидкостей обертання валків, який відрізняється тим, що між стаціонарними і підвищеними відношеннями швидкостей обертання встановлюють...
Спосіб виготовлення безшовних труб з мартенситно-феритної сталі

Номер патенту: 26279
Опубліковано: 10.09.2007
Автори: Чекмарьов В'ячеслав Віталійович, Красюк Дмитро Ігоревич, Тіпер Едуард Анатолійович, Тенета Михайло Володимирович, Винокуров Микола Васильович, Волошин Євгеній Юрійович, Кулик Денис Анатолійович, Головченко Олексій Павлович, Балинський Віталій Миколайович, Терещенко Андрій Анатолійович, Шпак Олег Вікторович, Кайда Валентина Іванівна, Мещерякова Тетяна Петрівна, Дуплій Юлія Вікторівна, Довгополюк Тетяна Петрівна, Степаненко Віктор Іванович, Гречаник Лілія Володимирівна, Шперлін Павло Ілліч, Янова Віта Анатоліївна, Чаплицький Володимир Павлович, Балєв Андрій Євгенович, Львова Вікторія Юріївна, Головачук Олександр Павлович, Заплюсвичка Руслан Володимирович, Бєрлов Андрій Іванович, Куценко Михайло Олексійович, Ковбаса Ігор Георгійович, Самойленко Ігор Володимирович, Непопалов Володимир Миколайович, Чудний Євгеній Васильович, Кайда Іван Іванович, Білецький Юрій Борисович, Поночовний Володимир Володимирович, Курдіновський Євгеній Сергійович, Чекмарьов Олександр Ілліч, Трегуб Анатолій Степанович, Русакова Валентина Іванівна
МПК: B21C 23/00
Мітки: сталі, мартенситно-феритної, безшовних, спосіб, труб, виготовлення
Формула / Реферат:
Спосіб виготовлення безшовних труб з мартенситно-феритної сталі, що включає нагрівання заготівки, нанесення скломаси, одержування порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки з попереднім охолодженням на повітрі, а також наступну прокатку на готовий розмір теплим способом, який...
Попередній патент: Спосіб симетричного шифрування даних
Наступний патент: Добавка до бетонів та будівельних сумішей
Випадковий патент: Пристрій для масажу