Спосіб комбінованої багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування
Номер патенту: 102213
Опубліковано: 26.10.2015
Автори: Бейгельзимер Яків Юхимович, Алтухов Олександр Валерійович, Тарасов Олександр Федорович

Формула / Реферат
Спосіб комбінованої багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування, при якому на першому етапі виконують деформування заготівки заданої довжини з заданим ступенем деформації у поперечному перерізі, потім на другому етапі виконують деформування заготівки методом гвинтової екструзії з протитиском у нижньому поперечному перерізі заготівки, який відрізняється тим, що на першому етапі виконують деформування заготівки, площа перерізу якої відповідає площі перерізу матриці для гвинтової екструзії, при цьому один з розмірів перерізу заготівки не перевищує ширину порожнини штампа, за декілька переходів шляхом реверсивного зсуву у поперечному перерізі в умовах плоскодеформованого стану, при цьому змінюють на кожному наступному переході першого етапу напрямок деформування таким чином, що гострі й тупі кути паралелограма міняють місцями, на останньому переході цього етапу поперечний переріз заготівки деформують по формі перерізу матриці для гвинтової екструзії.
Текст
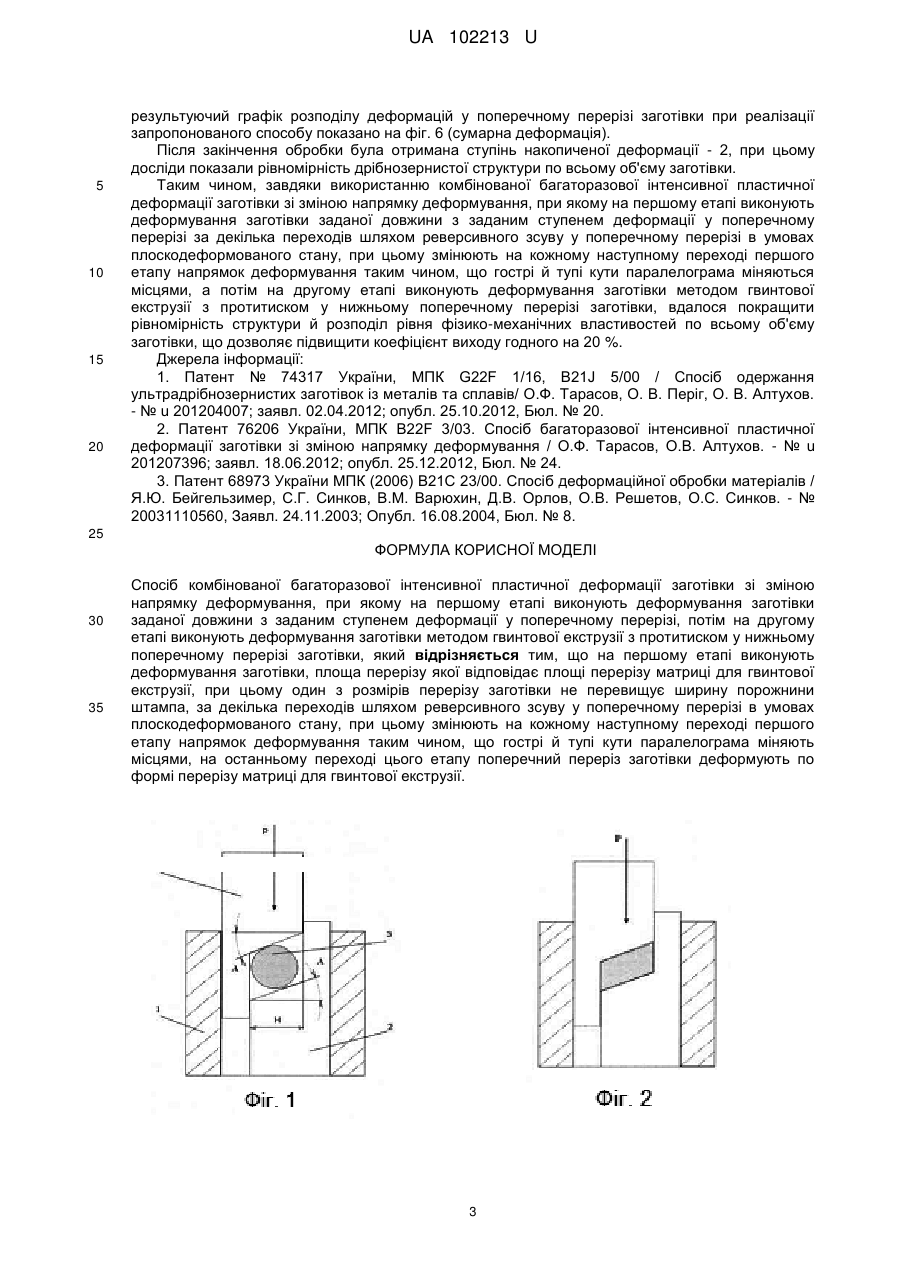
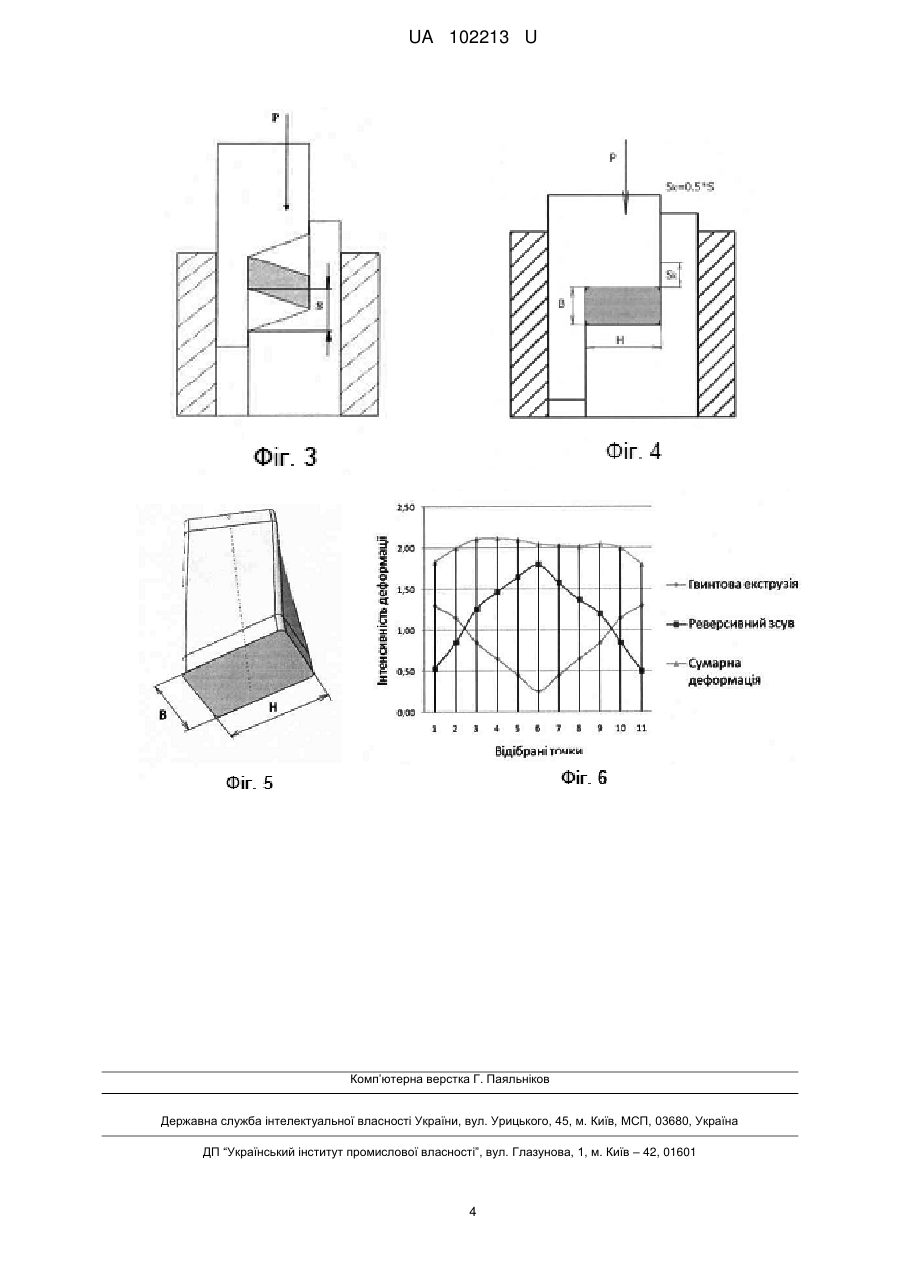
Реферат: Спосіб комбінованої багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування включає перший етап, на якому виконують деформування заготівки заданої довжини з заданим ступенем деформації у поперечному перерізі, потім на другому етапі виконують деформування заготівки методом гвинтової екструзії з протитиском у нижньому поперечному перерізі заготівки. При цьому на першому етапі виконують деформування заготівки, площа перерізу якої відповідає площі перерізу матриці для гвинтової екструзії, а один з розмірів перерізу заготівки не перевищує ширину порожнини штампа, за декілька переходів шляхом реверсивного зсуву у поперечному перерізі в умовах плоскодеформованого стану, при цьому змінюють на кожному наступному переході першого етапу напрямок деформування таким чином, що гострі й тупі кути паралелограма міняють місцями, на останньому переході цього етапу поперечний переріз заготівки деформують по формі перерізу матриці для гвинтової екструзії. UA 102213 U (54) СПОСІБ КОМБІНОВАНОЇ БАГАТОРАЗОВОЇ ІНТЕНСИВНОЇ ПЛАСТИЧНОЇ ДЕФОРМАЦІЇ ЗАГОТІВКИ ЗІ ЗМІНОЮ НАПРЯМКУ ДЕФОРМУВАННЯ UA 102213 U UA 102213 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може бути використана для отримання металів та металевих матеріалів з ультрадисперсним зерном за допомогою інтенсивної пластичної деформації, у машинобудуванні, авіаційній і іншій галузях промисловості для обробки заготівок різного призначення. Відомий спосіб, який включає інтенсивне пластичне деформування заготівок із металів та сплавів методом багаторазового осаджування зі зміною на кожному етапі напряму деформування послідовно уздовж трьох осей координат у порожнині штампу за схемою плоскодеформованого стану, потім заготівку витягують, для зміни вісі деформування повертають відносно осі навантаження та знову встановлюють у штамп, а обробку здійснюють у декілька циклів для досягнення заданого ступеня накопиченої деформації [1]. Відомий спосіб інтенсивного пластичного деформування заготівок із металів та сплавів, при якому виконують деформування заготівки, один з розмірів перерізу якої не перевищує ширину порожнини штампа, за декілька переходів шляхом реверсивного зсуву у поперечному перерізі в умовах плоскодеформованого стану, при цьому змінюють на кожному наступному переході напрямок деформування таким чином, що гострі й тупі кути паралелограма міняються місцями [2]. Відомий спосіб комбінованої багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування, вибраний як найближчий аналог, при якому на першому етапі виконують деформування заготівки заданої довжини з заданим ступенем деформації у поперечному перерізі гідропресуванням, потім на другому етапі виконують деформування заготівки методом гвинтової екструзії з протитиском у нижньому поперечному перерізі заготівки [3]. Загальними суттєвими ознаками відомого способу і того, що заявляється, є те, що на першому етапі виконують деформування заготівки заданої довжини з заданим ступенем деформації у поперечному перерізі, потім на другому етапі виконують деформування заготівки методом гвинтової екструзії з протитиском у нижньому поперечному перерізі заготівки. Недоліками відомого способу є те, що процес деформування виконується тільки по одній осі заготівки (по довжині), ступінь деформації при проведенні першого етапу (гідропресування) обмежений і деформації у поперечному перерізі заготівки розподілені нерівномірно по відстані від її осі, при цьому найменший рівень деформації знаходиться на осі заготівки, деформація при проведенні гвинтової екструзії у поперечному перерізі заготівки також розподілена нерівномірно по відстані від її осі і найменший рівень деформації також знаходиться на осі заготівки. Це приводить до необхідності повторювати деформування методом гвинтової екструзії декілька разів, щоб досягти необхідних властивостей і рівномірності структури по всьому перерізу і об'єму заготівки. Відповідно підвищується трудомісткість процесу, особливо при деформуванні титану та його сплавів, сплавів нікелю, що супроводжується інтенсивним зносом гвинтового та калібруючого каналів. В основу корисної моделі поставлена задача удосконалення способу отримання металевих заготівок з ультрадисперсним зерном за допомогою інтенсивної пластичної деформації, який підвищує рівномірність структури та розподіл рівня фізико-механічних властивостей по всьому об'єму заготівки, та призводить до зменшення кількості повторних операцій деформування методом гвинтової екструзії. Поставлена задача вирішується за рахунок того, що на першому етапі виконують деформування заготівки, площа перерізу якої відповідає площі перерізу матриці для гвинтової екструзії, при цьому один з розмірів перерізу заготівки не перевищує ширину порожнини штампа, за декілька переходів шляхом реверсивного зсуву у поперечному перерізі в умовах плоскодеформованого стану, при цьому змінюють на кожному наступному переході першого етапу напрямок деформування таким чином, що гострі й тупі кути паралелограма міняються місцями, на останньому переході цього етапу поперечний переріз заготівки деформують по формі перерізу матриці для гвинтової екструзії. Процес деформування на першому етапі виконується за декілька переходів шляхом реверсивного зсуву у поперечному перерізі в умовах плоскодеформованого стану, деформації у поперечному перерізі заготівки розподілені нерівномірно по відстані від її осі за рахунок тертя на бокових контактних поверхнях, при цьому найменший рівень деформації знаходиться на периферії заготівки, деформація при проведенні гвинтової екструзії у поперечному перерізі заготівки також розподілена нерівномірно, а найменший рівень деформації знаходиться на осі заготівки. Таким чином деформація у поперечному перерізі заготівки вирівнюється на другому етапі. Крім того деформації на першому і другому етапах направлені вздовж різних осей, що сприяє вирівнюванню деформацій по всьому об'єму. Суть способу пояснюється кресленнями, на яких зображено: 1 UA 102213 U 5 10 15 20 25 30 35 40 45 50 55 60 - фіг. 1 - схема розміщення заготівки в штампі до деформації; - фіг. 2 - схема розміщення заготівки у штампі після деформації на першому переході першого етап; - фіг. 3 - схема розміщення заготівки у штампі на другому переході першого етапу перед наступною деформацією; - фіг. 4 - схема розміщення заготівки у штампі при деформації поперечного перерізу заготівки по формі матриці для гвинтової екструзії; - фіг. 5 - схема розміщення заготівки у штампі при гвинтовій екструзії; - фіг. 6 - схема розподілу деформацій у поперечному перерізі заготівки на етапах гвинтової екструзії та реверсивного зсуву. Заявлений спосіб здійснюється таким чином. В матрицю 1 (фіг. 1), яка жорстко зафіксована, встановлюють пуансон 2, який обмежено у русі внутрішньою порожниною матриці і який має одну з деформуючих поверхонь нахилену під кутом А до горизонталі у площині, яка перпендикулярна осі деформування. Потім на деформуючу поверхню встановлюють заготівку 3 з поперечним перерізом, площа якого відповідає площі перерізу матриці для гвинтової екструзії, при цьому один з розмірів перерізу заготівки не перевищує ширину порожнини штампа Н (фіг. 1), що дозволяє використовувати заготівки з різними формами перерізу на першому переході першого етапу деформації, під час якого заготівка поступово приймає форму у вигляді паралелограма одночасно у кожному перерізі вздовж повздовжньої осі, при цьому будуть відбуватися деформації вздовж двох осей, а по довжині розмір заготівки не змінюється і обмежений порожниною матриці 1 (фіг. 1) (вздовж повздовжньої осі), що створює схему плоскодеформованого стану у кожному поперечному перерізі заготівки. Поверх заготівки встановлюють пуансон 4 (фіг. 1), до якого прикладають деформуюче зусилля Р, пуансони 2 і 4 мають однакову форму нахиленої деформуючої поверхні. Заготівку 3 під час першого переходу формують і отримують у перерізі заготівки форму у вигляді паралелограма із двома сторонами, паралельними осі деформування (фіг. 2). Таким чином створюються інтенсивні пластичні деформації у поперечному перерізі заготівки за схемою плоскодеформованого стану. Після деформування заготівку витягують зі штампа, виконують поворот на 180° щодо осі деформування і установлюють знову у штамп, як показано на фіг. 3, і таким чином змінюють на кожному наступному переході першого етапу напрямок деформування. Потім знову аналогічно переформовують отриманий поперечний переріз заготівки таким чином, що гострі й тупі кути поперечного перерізу міняються місцями, при цьому хід деформування становить S. Переходи деформування повторюють до отримання необхідної дрібнозернистої структури. На останньому переході першого етапу (фіг. 4) поперечний переріз заготівки деформують по формі матриці для гвинтової екструзії. Потім на другому етапі виконують гвинтову екструзію і повторюють її у необхідній кількості переходів. Приклад виконання заявленого способу. Деформації піддавали заготівку із міді марки М1 ДСТУ ГОСТ 1535:2007 (ТУ У 27.4-00195452-015-2003). Використовували заготівку довжиною 40 мм з поперечним перерізом круглої форми з діаметром 19,8 мм (фіг. 1), який не перевищує ширину Н порожнини штампа, яка дорівнює 20 мм (фіг. 1). Поверхні заготівки покривали мастилом для зменшення тертя, поміщали у порожнину між пуансонами 2 і 4, які мають деформуючі поверхні нахилені під кутом 30°, та деформували. Пуансон 2 та матрицю 1, які мають довжину 40 мм для обмеження повздовжньої деформації заготівки, жорстко зафіксовано. Процес деформування виконували пуансоном 4, який переміщується під дією сили Р, при цьому початкова заготівка круглої форми отримує форму паралелограма. Хід пуансона становив 5 мм. Після деформування заготівку, яка має вид паралелограма з двома поверхнями, нахиленими під кутом 30°, витягали зі штампа, поверхні заготівки покривали мастилом, виконували поворот на 180° щодо осі деформування та встановлювали знову у штамп, як показано на фіг. 3, поверх неї встановлювали пуансон 4. Для повного деформування заготівки хід переміщення пуансона становив 23 мм. Під час деформування гострі й тупі кути заготівки мінялись місцями. Те, що у вздовж двох осей заготівка обмежена у русі, призводило до інтенсивних пластичних деформацій зсуву у поперечному перерізі заготівки. Деформацію повторювали 3 рази для досягнення необхідної дрібнозернистої структури. Перед кожним наступним етапом виконували поворот на 180° щодо осі деформування, таким чином змінювали напрямок деформування. Графік розподілу деформацій у поперечному перерізі заготівки показано на фіг. 6 (реверсивний зсув). На останньому переході цього етапу поперечний переріз заготівки деформували по формі перерізу матриці для гвинтової екструзії (фіг. 4). На другому етапі виконували два переходи гвинтової екструзії у матриці з розмірами Н×В. Кут повороту перерізу заготівки дорівнював 22 градусам (фіг. 5). Графік розподілу деформацій у поперечному перерізі заготівки у випадку, коли виконується тільки гвинтова екструзія, показано на фіг. 6 (гвинтова екструзія). Сумарний 2 UA 102213 U 5 10 15 20 результуючий графік розподілу деформацій у поперечному перерізі заготівки при реалізації запропонованого способу показано на фіг. 6 (сумарна деформація). Після закінчення обробки була отримана ступінь накопиченої деформації - 2, при цьому досліди показали рівномірність дрібнозернистої структури по всьому об'єму заготівки. Таким чином, завдяки використанню комбінованої багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування, при якому на першому етапі виконують деформування заготівки заданої довжини з заданим ступенем деформації у поперечному перерізі за декілька переходів шляхом реверсивного зсуву у поперечному перерізі в умовах плоскодеформованого стану, при цьому змінюють на кожному наступному переході першого етапу напрямок деформування таким чином, що гострі й тупі кути паралелограма міняються місцями, а потім на другому етапі виконують деформування заготівки методом гвинтової екструзії з протитиском у нижньому поперечному перерізі заготівки, вдалося покращити рівномірність структури й розподіл рівня фізико-механічних властивостей по всьому об'єму заготівки, що дозволяє підвищити коефіцієнт виходу годного на 20 %. Джерела інформації: 1. Патент № 74317 України, МПК G22F 1/16, В21J 5/00 / Спосіб одержання ультрадрібнозернистих заготівок із металів та сплавів/ О.Ф. Тарасов, О. В. Періг, О. В. Алтухов. - № u 201204007; заявл. 02.04.2012; опубл. 25.10.2012, Бюл. № 20. 2. Патент 76206 України, МПК B22F 3/03. Спосіб багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування / О.Ф. Тарасов, О.В. Алтухов. - № u 201207396; заявл. 18.06.2012; опубл. 25.12.2012, Бюл. № 24. 3. Патент 68973 України МПК (2006) В21С 23/00. Спосіб деформаційної обробки матеріалів / Я.Ю. Бейгельзимер, С.Г. Синков, В.М. Варюхин, Д.В. Орлов, О.В. Решетов, О.С. Синков. - № 20031110560, Заявл. 24.11.2003; Опубл. 16.08.2004, Бюл. № 8. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб комбінованої багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування, при якому на першому етапі виконують деформування заготівки заданої довжини з заданим ступенем деформації у поперечному перерізі, потім на другому етапі виконують деформування заготівки методом гвинтової екструзії з протитиском у нижньому поперечному перерізі заготівки, який відрізняється тим, що на першому етапі виконують деформування заготівки, площа перерізу якої відповідає площі перерізу матриці для гвинтової екструзії, при цьому один з розмірів перерізу заготівки не перевищує ширину порожнини штампа, за декілька переходів шляхом реверсивного зсуву у поперечному перерізі в умовах плоскодеформованого стану, при цьому змінюють на кожному наступному переході першого етапу напрямок деформування таким чином, що гострі й тупі кути паралелограма міняють місцями, на останньому переході цього етапу поперечний переріз заготівки деформують по формі перерізу матриці для гвинтової екструзії. 3 UA 102213 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for combined multiple severe plastic deformation of a blank with a change of direction of deformation
Автори англійськоюTarasov Oleksandr Fedorovych, Beihelzimer Yakiv Yukhymovych, Altukhov Oleksandr Valeriiovych
Назва патенту російськоюСпособ комбинированной многократной интенсивной пластической деформации заготовки с изменением направления деформирования
Автори російськоюТарасов Александр Федорович, Бейгельзимер Яков Ефимович, Алтухов Александр Валерьевич
МПК / Мітки
МПК: C21D 7/00
Мітки: інтенсивної, заготівки, комбінованої, багаторазової, зміною, спосіб, напрямку, деформування, деформації, пластичної
Код посилання
<a href="https://ua.patents.su/6-102213-sposib-kombinovano-bagatorazovo-intensivno-plastichno-deformaci-zagotivki-zi-zminoyu-napryamku-deformuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб комбінованої багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування</a>
Спосіб багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування
Номер патенту: 76206
Опубліковано: 25.12.2012
Автори: Алтухов Олександр Валерійович, Тарасов Олександр Федорович
МПК: B22F 3/03
Мітки: зміною, напрямку, спосіб, деформування, багаторазової, деформації, пластичної, інтенсивної, заготівки
Формула / Реферат:
Спосіб багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування, при якому виконують деформування заготівки заданої довжини за схемою плоско-деформованого стану, при якому заготівка обмежена по одній осі (з двох сторін стінками штампа), причому один з розмірів перерізу заготівки не перевищує ширину його порожнини, перед кожним наступним етапом деформації заготівку витягують зі штампа й виконують поворот у...
Спосіб багаторазової реверсивної інтенсивної пластичної деформації заготівки
Номер патенту: 88811
Опубліковано: 10.04.2014
Автори: Тарасов Олександр Федорович, Алтухов Олександр Валерійович
МПК: B22F 3/00
Мітки: пластичної, заготівки, інтенсивної, багаторазової, спосіб, реверсивної, деформації
Формула / Реферат:
Спосіб багаторазової реверсивної інтенсивної пластичної деформації заготівки, при якому виконують деформування заготівки заданої довжини за схемою плоскодеформованого стана у перерізі заготівки, для чого обмежують деформацію заготівки стінками порожнини матриці штампа по двох осях, які перпендикулярні осі деформування (по довжині заготівки і з двох сторін перерізу), при цьому один з розмірів перерізу заготівки не перевищує ширину його...
Пристрій для інтенсивної пластичної деформації заготовок
Номер патенту: 41554
Опубліковано: 25.05.2009
Автори: Спусканюк Віктор Захарович, Білошенко Віктор Олександрович, Гангало Олександр Миколайович, Давиденко Олександр Анатолійович, Возняк Андрій Васильович
МПК: B21C 37/00
Мітки: пристрій, пластичної, деформації, інтенсивної, заготовок
Формула / Реферат:
1. Пристрій для інтенсивної пластичної деформації заготовок, який містить плунжер, контейнер високого тиску, який складається з бандажа і втулки контейнера з каналом круглої циліндричної форми, запресованої в бандаж, в нижній частині якої послідовно розміщені дві матриці, перша з яких призначена для екструзії заготовок та має конічну вхідну лійку та калібруючий пасок, під нею розташована друга матриця з каналами, які виконані в одній площині...
Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском
Номер патенту: 31997
Опубліковано: 25.04.2008
Автори: Коваленко Іван Михайлович, Спусканюк Віктор Захарович, Білошенко Віктор Олександрович, Чишко В'ячеслав Валерійович, Касатка Микола Григорович
Мітки: інтенсивної, крутінням, пристрій, деформації, пластичної, матеріалів, тиском, високим
Формула / Реферат:
1. Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском, який включає деформуючий вузол, що містить співвісно розташовані ковадла Бріджмена, які безпосередньо контактують із оброблюваним матеріалом, одне з яких жорстко зв'язане зі штоком робочого циліндра гідравлічного преса, а друге розташовано у вузлі, що обертається навколо осі ковадл за допомогою поворотного пристрою від привода, що складається з...
Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском
Номер патенту: 90723
Опубліковано: 25.05.2010
Автори: Спусканюк Віктор Захарович, Чишко В'ячеслав Валерійович, Коваленко Іван Михайлович, Касатка Микола Григорович, Білошенко Віктор Олександрович
МПК: B30B 1/00
Мітки: пластичної, крутінням, матеріалів, високим, пристрій, тиском, інтенсивної, деформації
Формула / Реферат:
1. Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском, який включає деформуючий вузол, що містить співвісно розташовані перше та друге ковадла Бриджмена, які безпосередньо контактують із оброблюваним матеріалом, перше ковадло жорстко зв'язане зі штоком робочого циліндра гідравлічного преса, а друге ковадло розташовано у вузлі, що обертається навколо осі ковадл за допомогою поворотного пристрою від привода,...
Попередній патент: Привід рукавичного автомата
Наступний патент: Спосіб корекції тривожно-депресивних розладів
Випадковий патент: Спосіб одержання концентрату поліфенолів