Пристрій для інтенсивної пластичної деформації заготовок
Номер патенту: 41554
Опубліковано: 25.05.2009
Автори: Гангало Олександр Миколайович, Спусканюк Віктор Захарович, Возняк Андрій Васильович, Білошенко Віктор Олександрович, Давиденко Олександр Анатолійович

Формула / Реферат
1. Пристрій для інтенсивної пластичної деформації заготовок, який містить плунжер, контейнер високого тиску, який складається з бандажа і втулки контейнера з каналом круглої циліндричної форми, запресованої в бандаж, в нижній частині якої послідовно розміщені дві матриці, перша з яких призначена для екструзії заготовок та має конічну вхідну лійку та калібруючий пасок, під нею розташована друга матриця з каналами, які виконані в одній площині та перетинаються, вісь одного з каналів співвісна з віссю конічної матриці, а форма і площа поперечного перерізу цього каналу співпадають з формою і площею поперечного перерізу калібруючого паска конічної матриці, причому конічна матриця запресована у втулку контейнера з натягом, торці матриць щільно прилягають один до одного, вісь конічної матриці співпадає з віссю каналу контейнера, площа поперечного перерізу каналу втулки більша площі поперечного перерізу паска конічної матриці, в стінках втулки і бандажа контейнера виконані співвісні отвори з забезпеченням можливості вільного проходу через них деформованого матеріалу, а для забезпечення можливості видавлювання заготовки з контейнера методом гідроекструзії на плунжері встановлене ущільнення рідини високого тиску, який відрізняється тим, що форма і розміри конічної матриці забезпечують можливість здійснення екструзії чи гідроекструзії заготовок із контейнера з великими витяжками, друга матриця запресована у втулку, канали другої матриці виконані з однаковою формою й площею поперечного перерізу, а кут перетину каналів знаходиться в межах 90-150°.
2. Пристрій за п. 1, який відрізняється тим, що в другій матриці не співвісний з конічною матрицею канал виконано наскрізь, а кут між наскрізним каналом і віссю конічної матриці становить 90° .
3. Пристрій за пп. 1, 2, який відрізняється тим, що пасок в конічній матриці і канали в другій матриці мають в поперечному перерізі квадратну форму.
Текст
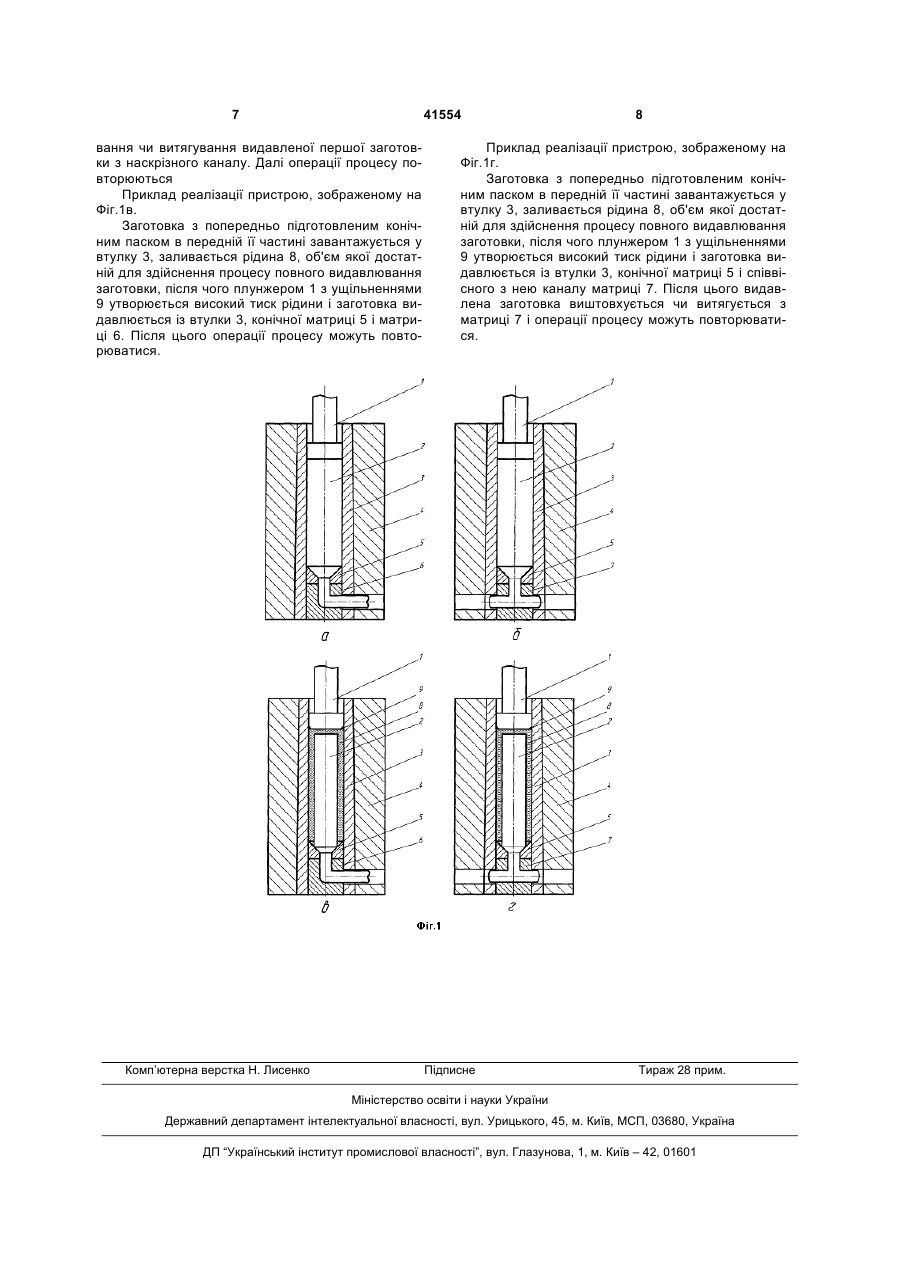
1. Пристрій для інтенсивної пластичної деформації заготовок, який містить плунжер, контейнер високого тиску, який складається з бандажа і втулки контейнера з каналом круглої циліндричної форми, запресованої в бандаж, в нижній частині якої послідовно розміщені дві матриці, перша з яких призначена для екструзії заготовок та має конічну вхідну лійку та калібруючий пасок, під нею розташована друга матриця з каналами, які виконані в одній площині та перетинаються, вісь одного з каналів співвісна з віссю конічної матриці, а форма і площа поперечного перерізу цього каналу співпадають з формою і площею поперечного перерізу калібруючого паска конічної матриці, причому конічна матриця запресована у втулку контейнера з U 2 (19) 1 3 матрицю, після чого віддаляють матрицю від контейнера, відрізають видавлений пруток, видаляють прес залишок з матриці і знову стикують контейнер з матрицею. Екструзію деяких матеріалів здійснюють за схемою «заготовка за заготовкою». При реалізації гідроекструзії заготовку закладають у контейнер й трохи піджимають в матриці, щоб створити ущільнення між ними. Після цього в контейнер подають рідину високого тиску і вводять плунжер, що стискає рідину, а та в свою чергу тисне на заготовку й здійснюється процес гідроекструзії, який можна вести без прес залишку. Після закінчення процесу гідроекструзії з контейнеру виводять плунжер, виймають прес залишок і цикл операцій може повторюватися. Разом з тим процесам екструзії та гідроекструзії властиві недоліки: - в процесі монотонної деформації зерна витягуються в одному напрямку, їх розміри можуть залишатися великими; - значно відрізняються фізико-механічні властивості у повздовжньому та поперечному напрямках. Як прототип для корисної моделі, що заявляється, обрано пристрій для зміцнення довгомірних прутків, який виконано з можливістю багаторазового повторення циклів продавлювання заготовки зі збереженням її первісних форм і розмірів за однокутовою схемою деформування через пару суміжних каналів, що виконані в одній площині кутової матриці та перетинаються, який містить вузол навантаження - плунжер, контейнер високого тиску з робочою рідиною для гідроекструзії заготовок, в нижній частині якого послідовно розміщено дві матриці, перша з яких призначена для гідроекструзії прутка та має конічну вхідну лійку та калібруючий пасок, розміри яких забезпечують можливість здійснення гідроекструзії заготовок, завантажених у контейнер, зі ступенем пластичної деформації до 5%, під нею розташована кутова матриця з кутом перетину каналів 90° та діаметром вхідного вертикального каналу, що дорівнює діаметру калібруючого паска першої матриці, причому конічна матриця запресована у втулку контейнера з натягом, кутова матриця запресована у порожнину контейнера з натягом, а торці матриць щільно прилягають один до одного, вісь верхньої матриці співпадає з віссю каналу контейнера та віссю вхідного вертикального каналу кутової матриці, діаметр горизонтального вихідного каналу кутової матриці більший за діаметр її вхідного вертикального каналу на 3-5%, діаметр вертикального каналу втулки більше діаметра вхідного вертикального каналу кутової матриці на 10-20%, в стінці контейнера виконано циліндричний отвір, діаметр якого більший за діаметр горизонтального вихідного каналу кутової матриці, а осі цього отвору та вихідного каналу кутової матриці співпадають. Однак цьому пристрою присутні наступні недоліки: - для досягнення великого ступеня деформації необхідно проводити багатоциклову обробку, що призводить до значного збільшення часу виробничого циклу (логарифмічна деформація простого зсуву за один прохід дорівнює 1,15), але при обробці деяких матеріалів, наприклад, полімерів багатоциклова деформація непридатна. Економічно 41554 4 недоцільним також може бути в багатьох випадках здійснення багатоциклової гарячої деформації металів чи сплавів; - деформація заготовки здійснюється, головним чином, за схемою простого зсуву, бо ступінь деформації у конічній матриці не може перевищувати 5 %, але сполучення схеми екструзії зі схемою простого зсуву може забезпечити при обробці деяких матеріалів кращі результати; - довжина отриманого виробу не перевищує довжину робочої камери контейнеру. Загальними ознаками прототипу з корисною моделлю є: плунжер, контейнер високого тиску, який складається з бандажа і втулки контейнера з каналом круглої циліндричної форми, запресованої в бандаж, в нижній частині якої послідовно розміщені дві матриці, перша з яких призначена для екструзії заготовок та має конічну вхідну лійку та калібруючий пасок, під нею розташована друга матриця з каналами, які виконані в одній площині та перетинаються, вісь одного з каналів співвісна з віссю конічної матриці, а форма і площа поперечного перерізу цього каналу співпадають з формою і площею поперечного перерізу калібруючого паска конічної матриці, причому конічна матриця запресована у втулку контейнера з натягом, торці матриць щільно прилягають один до одного, вісь конічної матриці співпадає з віссю каналу контейнера, площа поперечного перерізу каналу втулки більша площі поперечного перерізу паска конічної матриці, в стінках втулки і бандажа контейнера виконані співвісні отвори з забезпеченням можливості вільного проходу через них деформованого матеріалу, а для забезпечення можливості видавлювання заготовки з контейнера методом гідроекструзії на плунжері встановлене ущільнення рідини високого тиску. В основу корисної моделі поставлена задача забезпечення інтенсивної пластичної деформації заготовок шляхом удосконалення пристрою, прийнятого за прототип, у якому за рахунок конструктивних особливостей виконання конструкції в цілому і окремих деталей конструкції вирішуються недоліки стосовно забезпечення більш інтенсивної пластичної деформації заготовки, отримання виробів з довжиною у декілька разів більшою довжини робочої камери контейнеру. Поставлена задача вирішується тим, що пристрій містить плунжер, контейнер високого тиску, який складається з бандажа і втулки контейнера з каналом круглої циліндричної форми, запресованої в бандаж, в нижній частині якої послідовно розміщені дві матриці, перша з яких призначена для екструзії заготовок та має конічну вхідну лійку та калібруючий пасок, під нею розташована друга матриця з каналами, які виконані в одній площині та перетинаються, вісь одного з каналів співвісна з віссю конічної матриці, а форма і площа поперечного перерізу цього каналу співпадають з формою і площею поперечного перерізу калібруючого паска конічної матриці, причому конічна матриця запресована у втулку контейнера з натягом, торці матриць щільно прилягають один до одного, вісь конічної матриці співпадає з віссю каналу контейнера, площа поперечного перерізу каналу втулки 5 більша площі поперечного перерізу паска конічної матриці, в стінках втулки і бандажа контейнера виконані співвісні отвори з забезпеченням можливості вільного проходу через них деформованого матеріалу, а для забезпечення можливості видавлювання заготовки з контейнера методом гідроекструзії на плунжері встановлене ущільнення рідини високого тиску, і відповідно до корисної моделі відрізняється тим, що: 1. Форма і розміри конічної матриці забезпечують можливість здійснення екструзії чи гідроекструзії заготовок із контейнера з великими витяжками, друга матриця запресована у втулку, канали другої матриці виконані з однаковою формою й площею поперечного перерізу, а кут перетину каналів знаходиться в межах 90-150°. Необхідність використання більших понад 90° кутів перетину каналів пояснюється тим, що при збільшенні кута перетину каналів зменшується інтенсивність деформації за схемою простого зсуву, а це забезпечує можливість обробки більш крихких і міцних матеріалів при рівні тиску, який обмежений міцністю деталей пристрою. 2. Додаткова ознака відмінності полягає в тому, що в другій матриці не співвісний з конічною матрицею канал виконано наскрізь, а кут між наскрізним каналом і віссю конічної матриці становить 90°. Це рішення дозволяє забезпечити витікання матеріалу водночас в обидві сторони наскрізного каналу. Завдяки цьому обробка матеріалу в другій матриці здійснюється за схемою деформації, відмінною від схеми деформації в однокутовій матриці, наведеної у п.1, і при цьому досягається більша величина еквівалентної пластичної деформації, в порівнянні з величиною при застосуванні однокутової матриці. 3. Друга додаткова ознака відмінності полягає в тому, що пасок в конічній матриці і канали в другій матриці мають в поперечному перерізі квадратну форму. Таке рішення забезпечує можливість видалення готового виробу шляхом виштовхування чи витягування, так як поперечний переріз наскрізного каналу має квадратну форму. Коли поперечний переріз наскрізного каналу має круглу форму, то видаленню з нього готового виробу може заважати матеріал технологічної прокладки. Причинно-наслідковий зв'язок між розпізнавальними ознаками й технічним результатом, що досягається, полягає в наступному. Конструктивні особливості виконання пристрою - це наявність 1. Конічної матриці, форма і розміри якої забезпечують можливість здійснення екструзії або гідроекструзії заготовок із контейнера з великими витяжками, другої матриці, запресованої у втулку, причому канали другої матриці виконані з однаковою формою й площею поперечного перерізу, а кут перетину каналів знаходиться в межах 90-150°. 2. Другої матриці, в якій не співвісний з конічною матрицею канал виконано наскрізь через неї, а кут між наскрізним каналом і віссю конічної матриці дорівнює 90°. 3. Паска в конічній матриці і каналів в другій матриці з квадратною формою поперечного перерізу. 41554 6 Рішення, що заявляється, відрізняється від прототипу, його розпізнавальні ознаки зв'язані єдиним змістом і забезпечують корисність, тобто корисна модель відповідає критерію "новизна". Виявлені в рамках науково-технічного пошуку ознаки відомих рішень в області обладнання й технології для обробки заготовок шляхом застосування ІПД у повному обсязі не збігаються з ознакою рішення, що заявляється. Пропоноване рішення характеризується новою сукупністю ознак, забезпечує інший позитивний ефект, що дає підставу вважати його відповідним критерію "корисна модель". Перелік креслень На Фіг.1 схематично зображені пристрої для інтенсивної пластичної деформації прутків, де 1 плунжер, 2 - заготовка, 3 - втулка контейнера, 4 бандаж контейнера, 5 -конічна матриця, 6 - матриця з каналами, що перетинаються, 7 - матриця з каналами, що перетинаються, один з яких наскрізний, 8 - рідина високого тиску, 9 - ущільнення. Приклад реалізації пристрою, зображеному на Фіг.1а. Заготовка 2 закладається в порожнину втулки контейнера 3 високого тиску, що утворюється за допомогою плунжера 1. У втулці 3 послідовно запресовані співвісні з каналом контейнера матриці: перша конічна 5, яка має вхідну лійку й калібруючий пасок, друга матриця 6 має канали, що перетинаються. Далі за допомогою плунжера, який рухається в сторону конічної матриці, утворюється тиск, під дією якого заготовка деформується й витікає з матриці 6 через отвори у втулці 3 і бандажі контейнера 4. Після того, як плунжер дійде до конусної матриці, здійснюється реверс, в контейнер закладається наступна заготовка, за допомогою якої виштовхується з матриць залишок попередньої заготовки і здійснюється екструзія більшої частини другої заготовки. Приклад реалізації пристрою, зображеному на Фіг.1б. Заготовка 2 закладається в порожнину втулки контейнера 3 високого тиску, що утворюється за допомогою плунжера 1. У втулці 3 послідовно запресовані співвісні з каналом контейнера матриці: перша конічна 5, яка має вхідну лійку й калібруючий пасок, друга матриця 7 має канали, що перетинаються, причому поперечний переріз паска й каналів має квадратну форму. Далі за допомогою плунжера, який рухається в сторону конічної матриці, утворюється тиск, під дією якого заготовка деформується й витікає з матриці 7 через обидва (зліва і справа) отвори у втулці 3 і бандажі контейнера 4. Після того, як плунжер дійде до конусної матриці, здійснюється реверс. В контейнер закладається технологічна прокладка із матеріалу з низьким напруженням зсуву і наступна заготовка. Об'єм технологічної прокладки повинен бути достатнім для утворення під час пресування прошарку між першою та другою заготовками висотою в декілька міліметрів. За допомогою технологічної прокладки і наступної заготовки здійснюється повне видавлювання залишку першої заготовки з каналу, співвісного з конічною матрицею. Після цього здійснюється реверс плунжера 1 і виштовху 7 41554 вання чи витягування видавленої першої заготовки з наскрізного каналу. Далі операції процесу повторюються Приклад реалізації пристрою, зображеному на Фіг.1в. Заготовка з попередньо підготовленим конічним паском в передній її частині завантажується у втулку 3, заливається рідина 8, об'єм якої достатній для здійснення процесу повного видавлювання заготовки, після чого плунжером 1 з ущільненнями 9 утворюється високий тиск рідини і заготовка видавлюється із втулки 3, конічної матриці 5 і матриці 6. Після цього операції процесу можуть повторюватися. Комп’ютерна верстка Н. Лисенко 8 Приклад реалізації пристрою, зображеному на Фіг.1г. Заготовка з попередньо підготовленим конічним паском в передній її частині завантажується у втулку 3, заливається рідина 8, об'єм якої достатній для здійснення процесу повного видавлювання заготовки, після чого плунжером 1 з ущільненнями 9 утворюється високий тиск рідини і заготовка видавлюється із втулки 3, конічної матриці 5 і співвісного з нею каналу матриці 7. Після цього видавлена заготовка виштовхується чи витягується з матриці 7 і операції процесу можуть повторюватися. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for intensive plastic deformation of billets
Автори англійськоюBiloshenko Viktor Oleksandrovych, Spuskaniuk Viktor Zakharovych, Hanhalo Oleksandr Mykolaiovych, Davydenko Oleksandr Anatoliiovych, Vozniak Andrii Vasyliovych
Назва патенту російськоюУстройство для интенсивной пластической деформации заготовок
Автори російськоюБилошенко Виктор Александрович, Спусканюк Виктор Захарович, Гангало Александр Николаевич, Давыденко Александр Анатольевич, Возняк Андрей Васильевич
МПК / Мітки
МПК: B21C 37/00
Мітки: інтенсивної, деформації, пластичної, пристрій, заготовок
Код посилання
<a href="https://ua.patents.su/4-41554-pristrijj-dlya-intensivno-plastichno-deformaci-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для інтенсивної пластичної деформації заготовок</a>
Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском
Номер патенту: 31997
Опубліковано: 25.04.2008
Автори: Чишко В'ячеслав Валерійович, Касатка Микола Григорович, Спусканюк Віктор Захарович, Коваленко Іван Михайлович, Білошенко Віктор Олександрович
Мітки: пристрій, матеріалів, тиском, пластичної, крутінням, деформації, інтенсивної, високим
Формула / Реферат:
1. Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском, який включає деформуючий вузол, що містить співвісно розташовані ковадла Бріджмена, які безпосередньо контактують із оброблюваним матеріалом, одне з яких жорстко зв'язане зі штоком робочого циліндра гідравлічного преса, а друге розташовано у вузлі, що обертається навколо осі ковадл за допомогою поворотного пристрою від привода, що складається з...
Пристрій для розточування і поверхневої пластичної деформації отворів

Номер патенту: 31097
Опубліковано: 25.03.2008
Автори: Попов Олег Олександрович, Автухов Анатолій Кузьмич, Польотов Василь Андрійович, Сайчук Олександр Васильович, Аветісян Віктор Казарович, Сідашенко Олександр Іванович
МПК: B23P 6/00
Мітки: розточування, пластичної, деформації, поверхневої, пристрій, отворів
Формула / Реферат:
1. Пристрій для розточування і поверхневої пластичної деформації отворів, що включає різець і кульки для поверхневої пластичної деформації, який відрізняється тим, що містить компенсатори, встановлені в площині дії радіальної складової сили різання і симетрично осі різця, при цьому центральний кут між компенсаторами і віссю різця складає 120 градусів.2. Пристрій за п. 1, який відрізняється тим, що компенсатори виконані у вигляді...
Пристрій для суміщеного процесу розточування і поверхневої пластичної деформації отворів
Номер патенту: 26595
Опубліковано: 25.09.2007
Автори: Карпусенко Віктор Пилипович, Аветісян Віктор Казарович, Поліщук Ігор Володимирович, Сідашенко Олександр Іванович
МПК: B23B 29/00
Мітки: деформації, отворів, пластичної, розточування, процесу, суміщеного, пристрій, поверхневої
Формула / Реферат:
1. Пристрій для суміщеного процесу розточування і поверхневої пластичної деформації отворів, що містить корпус зі встановленими в ньому рухомими в радіальному напрямі різальним і деформувальними елементами і механізм регулювання розміру обробки, забезпечений регулювальним гвинтом, при цьому різальний елемент виконаний у вигляді різця, встановленого в різцетримачі, а деформувальні елементи виконані у вигляді кульок, який відрізняється тим, що...
Пристрій для пластичної деформації металу
Номер патенту: 14357
Опубліковано: 25.04.1997
Автори: Федорінов Володимир Анатольович, Орел Володимир Павлович, Потапкін Віктор Федорович, Морозов Ігор Олександрович, Сатонін Олександр Володимирович
МПК: B21B 13/00
Мітки: металу, деформації, пластичної, пристрій
Формула / Реферат:
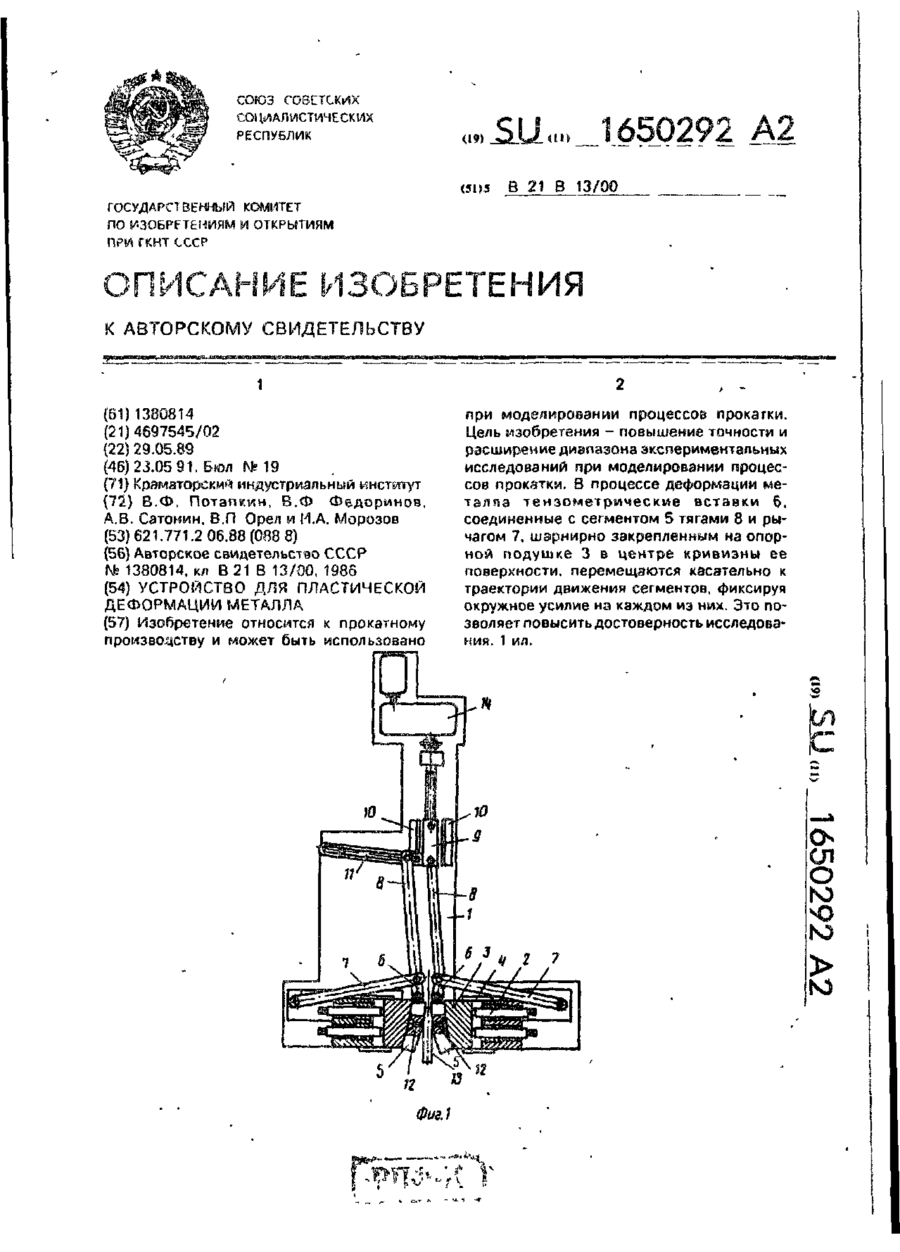
Устройство для пластической деформации металла по авт. св. № 1380814, отличающееся тем, что, с целью повышения точности и расширения диапазона экспериментальных исследований при моделировании процессов прокатки, оно снабжено тензометрическими вставками с рычагами, шарнирно одним концом установленными на опорной подушке в геометрическом центре кривизны ее поверхности, при этом вставки шарнирно соединены одним концом с сегментами, а другим...
Інструмент для виготовлення внутрішньої різі методом пластичної деформації
Номер патенту: 70178
Опубліковано: 15.09.2004
Автори: Ткаченко Роман Миколайович, Надіїн В'ячеслав Семенович, Ткаченко Микола Васильович, Алейніченко Георгій Федорович
МПК: B21H 3/00
Мітки: пластичної, різі, виготовлення, внутрішньої, методом, інструмент, деформації
Формула / Реферат:
Інструмент для виготовлення внутрішньої різі методом пластичної деформації з радіальним поетапним видавлюванням профілю внутрішньої різі в нерухомій заготовці зовнішньою нарізною поверхнею тонкостінної пружної, нерухомої втулки при введенні в її внутрішню циліндричну поверхню пуансона з профілем закрученого овального циліндра та обертанні його для отримання повного профілю різі по всій внутрішній поверхні, який відрізняється тим, що...
Попередній патент: Газопісочний сепаратор
Наступний патент: Гідропневмомеханічний диференціатор
Випадковий патент: Пристрій обробки коксу сухого гасіння