Спосіб багаторазової реверсивної інтенсивної пластичної деформації заготівки
Номер патенту: 88811
Опубліковано: 10.04.2014
Автори: Алтухов Олександр Валерійович, Тарасов Олександр Федорович

Формула / Реферат
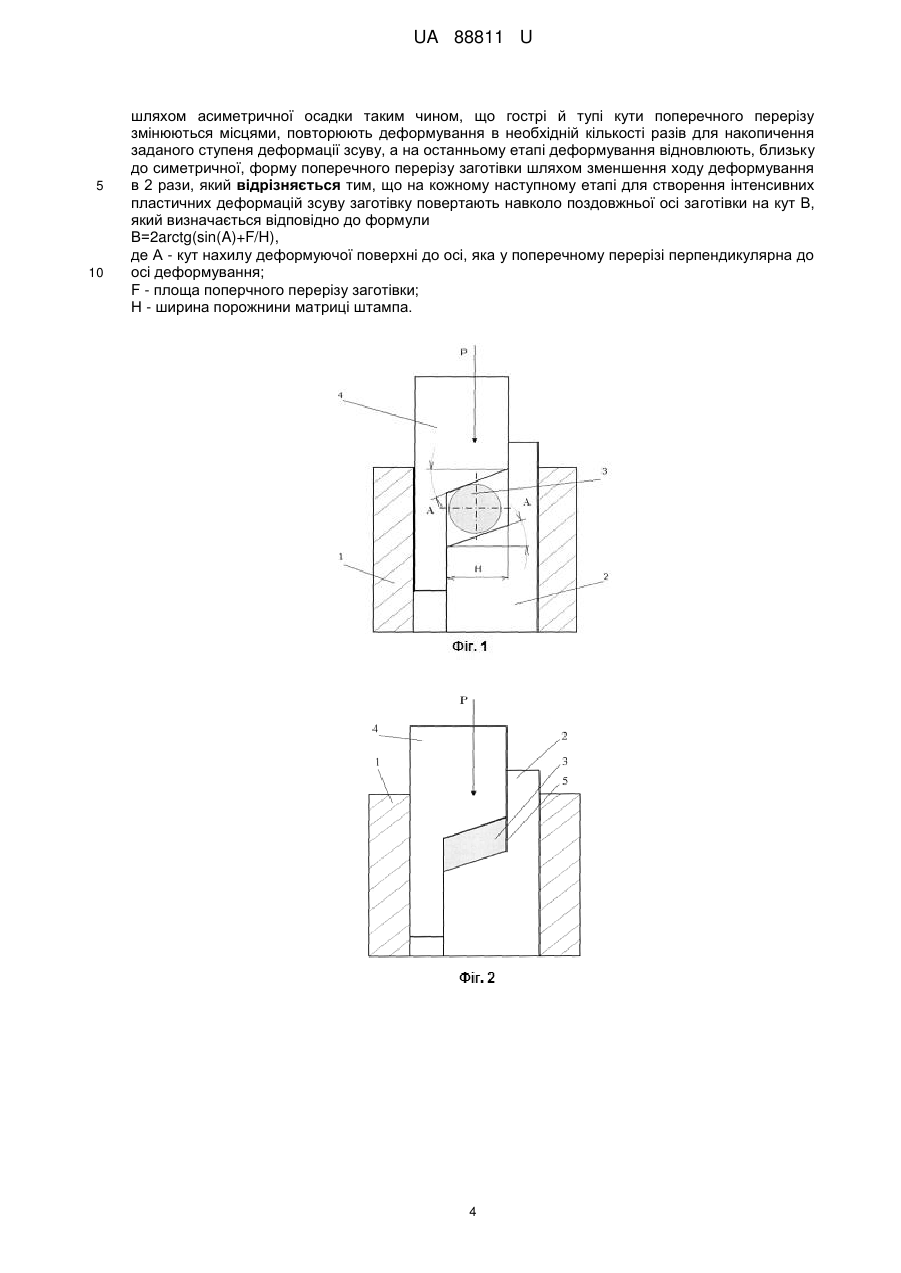
Спосіб багаторазової реверсивної інтенсивної пластичної деформації заготівки, при якому виконують деформування заготівки заданої довжини за схемою плоскодеформованого стана у перерізі заготівки, для чого обмежують деформацію заготівки стінками порожнини матриці штампа по двох осях, які перпендикулярні осі деформування (по довжині заготівки і з двох сторін перерізу), при цьому один з розмірів перерізу заготівки не перевищує ширину його порожнини, формують переріз заготівки у вигляді паралелограма із двома сторонами, паралельними осі деформування, перед кожним наступним етапом деформації заготівку витягують зі штампа й виконують поворот у просторі відносно нього, встановлюють у штамп таким чином, що гострі кути заготівки контактують з тупими кутами пуансонів та переформовують отриманий поперечний переріз заготівки в умовах стисненого формування шляхом асиметричної осадки таким чином, що гострі й тупі кути поперечного перерізу змінюються місцями, повторюють деформування в необхідній кількості разів для накопичення заданого ступеня деформації зсуву, а на останньому етапі деформування відновлюють, близьку до симетричної, форму поперечного перерізу заготівки шляхом зменшення ходу деформування в 2 рази, який відрізняється тим, що на кожному наступному етапі для створення інтенсивних пластичних деформацій зсуву заготівку повертають навколо поздовжньої осі заготівки на кут В, який визначається відповідно до формули
В=2arctg(sin(A)+F/H),
де А - кут нахилу деформуючої поверхні до осі, яка у поперечному перерізі перпендикулярна до осі деформування;
F -площа поперчного перерізу заготівки;
Н - ширина порожнини матриці штампа.
Текст
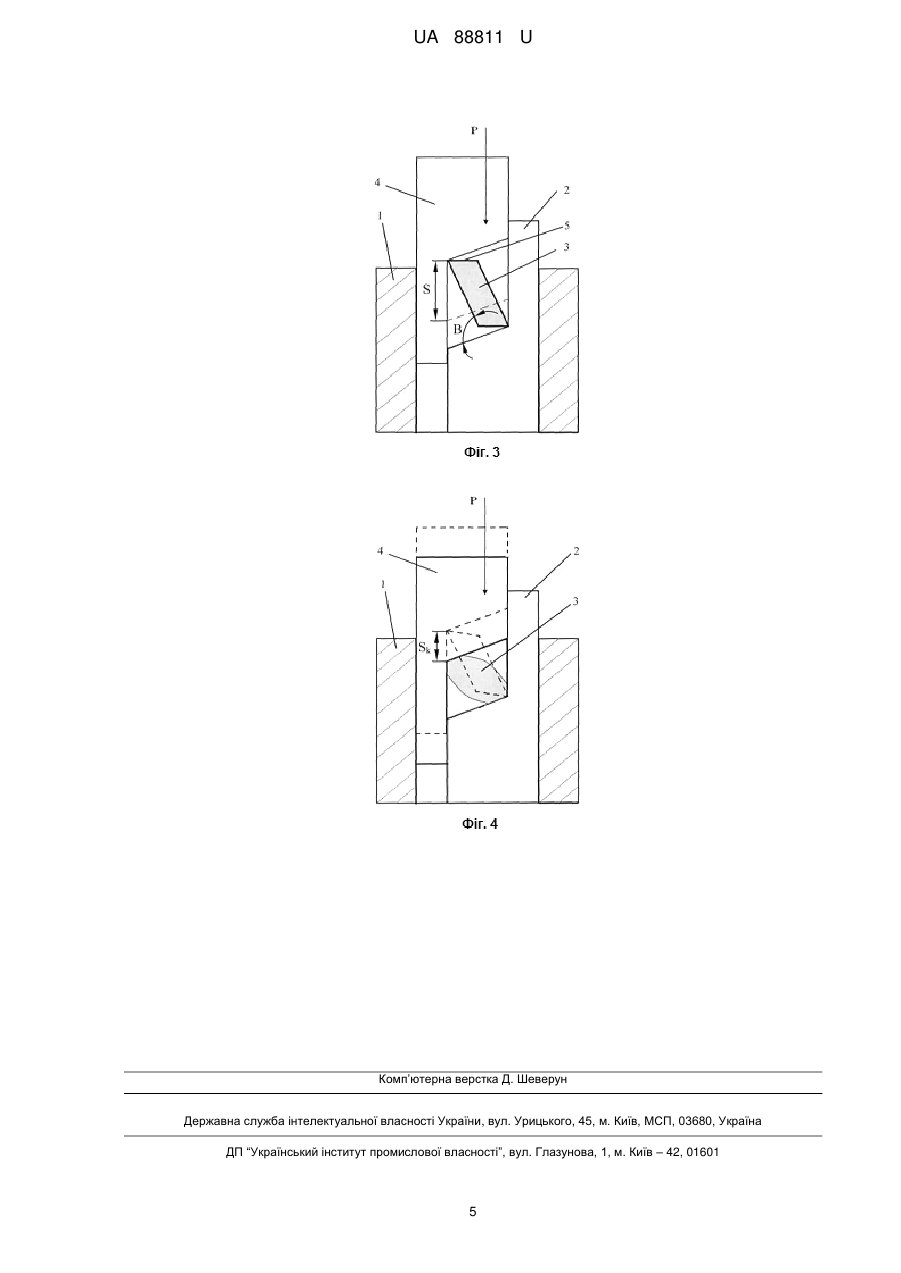
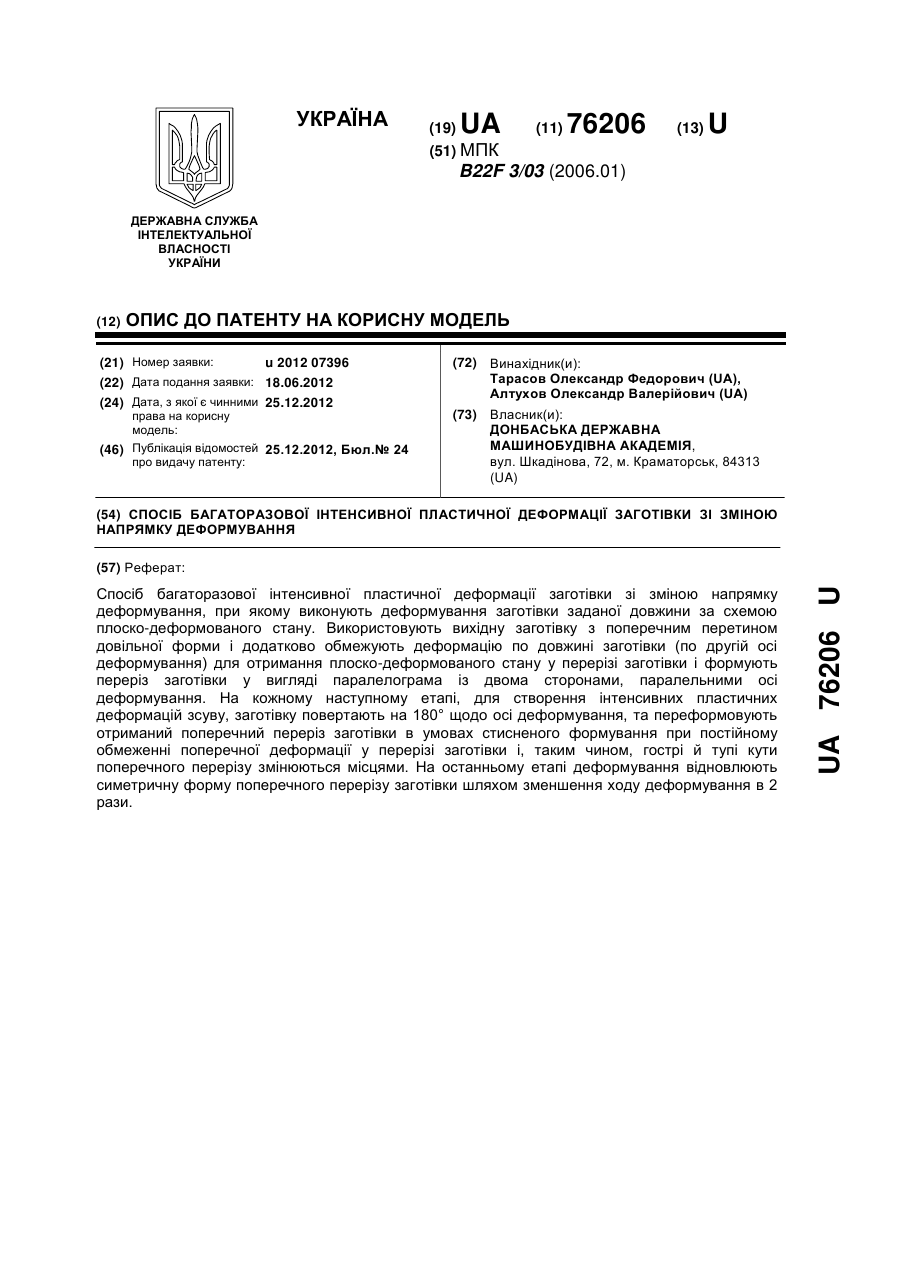
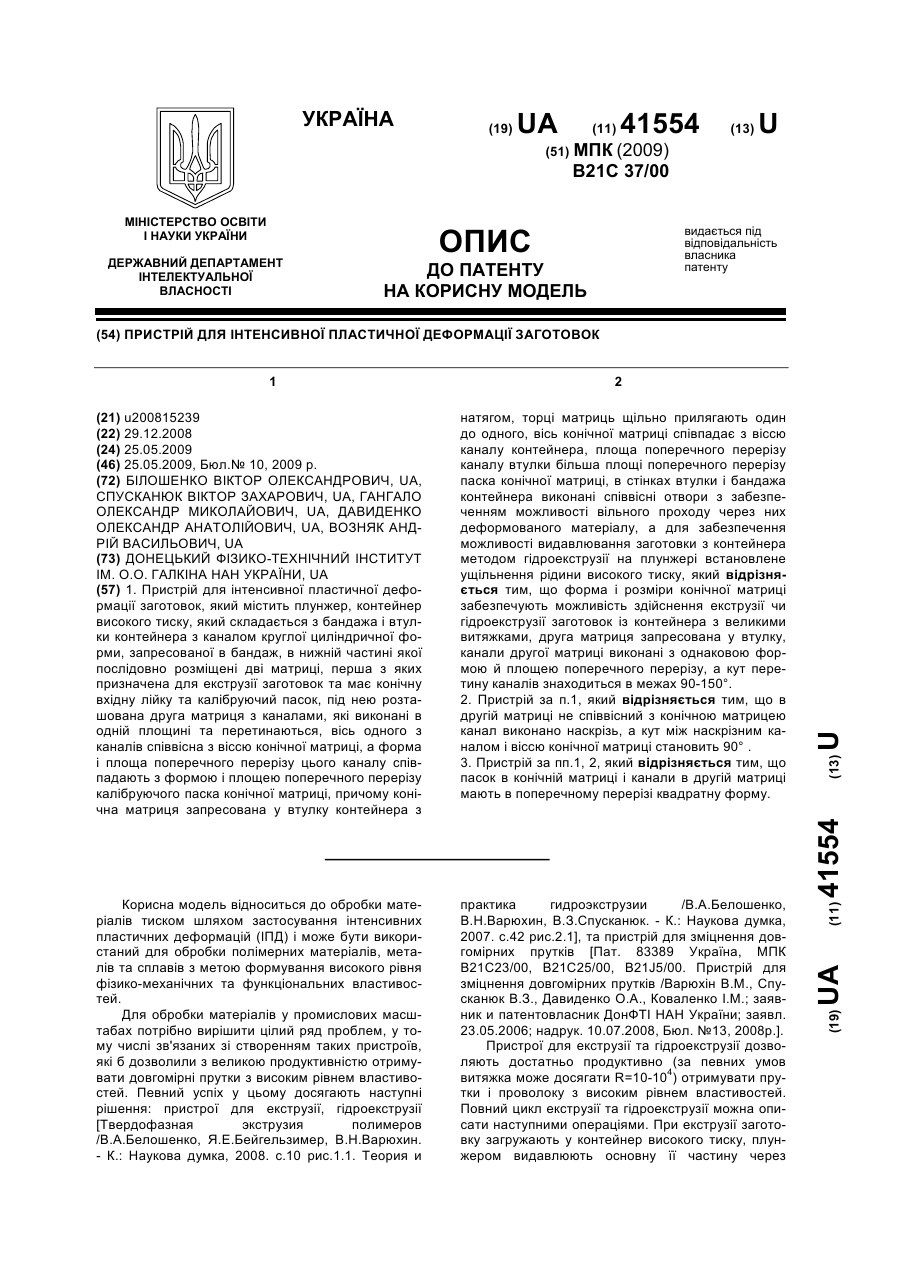
Реферат: Спосіб багаторазової реверсивної інтенсивної пластичної деформації заготівки включає деформування заготівки заданої довжини за схемою плоскодеформованого стана у перерізі заготівки, для чого обмежують деформацію заготівки стінками порожнини матриці штампа по двох осях, які перпендикулярні осі деформування. При цьому один з розмірів перерізу заготівки не перевищує ширину його порожнини. Після цього формують переріз заготівки у вигляді паралелограма із двома сторонами, паралельними осі деформування, перед кожним наступним етапом деформації заготівку витягують зі штампа й виконують поворот у просторі відносно нього. Встановлюють у штамп таким чином, що гострі кути заготівки контактують з тупими кутами пуансонів та переформовують отриманий поперечний переріз заготівки в умовах стисненого формування шляхом асиметричної осадки таким чином, що гострі й тупі кути поперечного перерізу змінюються місцями, повторюють деформування в необхідній кількості разів для накопичення заданого ступеня деформації зсуву. На останньому етапі деформування відновлюють близьку до симетричної форму поперечного перерізу заготівки шляхом зменшення ходу деформування в 2 рази. На кожному наступному етапі для створення інтенсивних пластичних деформацій зсуву заготівку повертають навколо поздовжньої осі заготівки на кут В. UA 88811 U (54) СПОСІБ БАГАТОРАЗОВОЇ РЕВЕРСИВНОЇ ІНТЕНСИВНОЇ ПЛАСТИЧНОЇ ДЕФОРМАЦІЇ ЗАГОТІВКИ UA 88811 U UA 88811 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі обробки металів тиском і може бути використана для отримання металів та металевих матеріалів з ультрадисперсним зерном за допомогою інтенсивної пластичної деформації і використана у машинобудуванні для обробки заготівок різного призначення. Відомий спосіб пластичної деформації металів, при якому осадку заготівки виконують з одночасним переміщенням деформуючих поверхонь у поперечному напрямку відносно напряму прикладення зусилля, що призводить до створення на поверхні заготівки активних зусиль тертя та інтенсифікації пластичних деформацій зсуву по всьому об'єму заготівки [1]. Також відомий спосіб пластичної деформації металевих матеріалів шляхом рівноканального кутового пресування, який полягає в тому, що деформація заготівки відбувається у закритому просторі контейнера, в якому контактуючі поверхні пуансона та матриці мають нахил під кутом до поверхні порошкової заготівки, яка під час деформування ущільнюється у контейнері у формі нахиленого паралелепіпеда, який потім продавлюється через матрицю, що призводить до інтенсифікації пластичних деформацій зсуву у матеріалі заготівки [2]. Відомий спосіб багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування, при якому виконують деформування заготівки заданої довжини за схемою плоскодеформованого стана, при якому заготівка з прямокутним перерізом одна з сторін якого не перевищує ширину порожнини матриці штампа, обмежена по одній осі (з двох бокових сторін стінками матриці штампа), а рух металу відбувається у напрямку двох інших осей, при цьому заготівку деформують осадкою вздовж довжини, перед кожним наступним етапом деформації заготівку витягують зі штампа й виконують поворот у просторі відносно нього на 90° відносно двох осей, і встановлюють заготівку в штамп більшим розміром у напрямку осадки, таким чином змінюють на кожному етапі напрямок деформування та повторюють деформування в необхідній кількості разів для накопичення заданого ступеня деформації [3]. Відомий спосіб багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування, вибраний нами як найближчий аналог, при якому виконують деформування заготівки заданої довжини за схемою плоскодеформованого стана у перерізі заготівки, для чого обмежують деформацію заготівки стінками порожнини матриці штампа по двох осях, які перпендикулярні осі деформування (по довжині заготівки і з двох сторін перерізу), при цьому один з розмірів перерізу заготівки не перевищує ширину його порожнини, формують переріз заготівки у вигляді паралелограма із двома сторонами, паралельними осі деформування, перед кожним наступним етапом деформації заготівку витягують зі штампа й виконують її поворот на 180° щодо осі деформування, для створення інтенсивних пластичних деформацій зсуву встановлюють у штамп таким чином, що гострі кути заготівки контактують з тупими кутами пуансонів та переформовують отриманий поперечний переріз заготівки в умовах стисненого формування шляхом асиметричного осаджування таким чином, що гострі й тупі кути поперечного перерізу змінюються місцями та повторюють деформування в необхідній кількості разів для накопичення заданого ступеня деформації зсуву, а на останньому етапі деформування відновлюють близьку до симетричної форму поперечного перерізу заготівки шляхом зменшення ходу деформування в 2 рази [4]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є те, що виконують деформування заготівки заданої довжини за схемою плоскодеформованого стана у перерізі заготівки, для чого обмежують деформацію заготівки стінками порожнини матриці штампа по двох осях, які перпендикулярні осі деформування (по довжині заготівки і з двох сторін перерізу), при цьому один з розмірів перерізу заготівки не перевищує ширину його порожнини, формують переріз заготівки у вигляді паралелограма із двома сторонами, паралельними осі деформування, перед кожним наступним етапом деформації заготівку витягують зі штампа й виконують поворот у просторі відносно нього, встановлюють у штамп таким чином, що гострі кути заготівки контактують з тупими кутами пуансонів та переформовують отриманий поперечний переріз заготівки в умовах стисненого формування шляхом асиметричної осадки таким чином, що гострі й тупі кути поперечного перерізу змінюються місцями, повторюють деформування в необхідній кількості разів для накопичення заданого ступеня деформації зсуву, а на останньому етапі деформування відновлюють близьку до симетричної форму поперечного перерізу заготівки шляхом зменшення ходу деформування в 2 рази. Недоліками відомого способу є те, що деформація відбувається за схемою, при якій вертикальні сторони перерізу змінюються місцями на кожному етапі деформування і яка приводить до створювання застійної зони біля вертикальних сторін перерізу заготівки та 1 UA 88811 U 5 10 15 20 25 30 35 40 45 50 55 локалізації деформації у центральній частині заготівки, що призводить до неоднорідності структури металу, зменшує коефіцієнт виходу придатного. В основу корисної моделі поставлена задача удосконалення способу отримання металевих заготівок з ультрадисперсним зерном (за допомогою інтенсивної пластичної деформації), який підвищує рівномірність структури та розподіл рівня фізико-механічних властивостей по всьому об'єму заготівки, що призводить до підвищення коефіцієнта виходу придатного. Поставлена задача вирішується за рахунок того, що на кожному наступному етапі для створення інтенсивних пластичних деформацій зсуву заготівку повертають навколо поздовжньої осі заготівки на кут В, який визначається відповідно до формули В = 2arctg(sin(A)+F/H), де А - кут нахилу деформуючої поверхні до осі, яка у поперечному перерізі перпендикулярна до осі деформування; F - площа поперечного перерізу заготівки; Н - ширина порожнини матриці штампа. При цьому вертикальні сторони, отримані на попередньому етапі деформування установлюються навпроти деформуючих поверхонь пуансонів, які розміщені під кутом до напрямку вісі деформування. Суть способу пояснюється кресленнями, на яких зображено: фіг. 1 - схема розміщення заготівки у штампі до деформації; фіг. 2 - схема розміщення заготівки у штампі після деформації; фіг. 3 - схема розміщення заготівки у штампі перед наступною деформацією; фіг. 4 - схема розміщення заготівки у штампі після останньої деформації, коли хід деформування зменшений в 2 рази. Заявлений спосіб здійснюється таким чином. В матрицю 1 (фіг. 1), яка жорстко зафіксована, встановлюють пуансон 2, який обмежено у русі внутрішньою порожниною матриці і має одну з деформуючих поверхонь, нахилену під кутом А до осі, яка у поперечному перерізі перпендикулярна до осі деформування. Потім на деформуючу поверхню встановлюють заготівку 3 з поперечним перерізом довільної форми, при цьому один з розмірів перерізу заготівки не перевищує ширину порожнини матриці штампа Н, що дозволяє використовувати заготівки з різними формами перерізу на першому етапі деформування. По довжині розмір заготівки 3 співпадає з довжиною порожнини матриці штампа 1 (вісь вздовж довжини матриці направлена перпендикулярно поперечному перерізу заготівки 3) і таким чином заготівка обмежена у поздовжньому переміщенні порожниною матриці (вздовж поздовжньої осі), що створює схему плоскодеформованого стана у поперечному перерізі заготівки. Поверх заготівки встановлюють пуансон 4, до якого прикладають деформуюче зусилля Р, пуансони 2 і 4 мають нахилені деформуючі поверхні. Під час деформування у матриці 1 (фіг. 2) пуансонами 2 і 4 заготівка 3 поступово приймає форму у вигляді паралелограма із двома сторонами 5, паралельними осі деформування, при цьому будуть відбуватися деформації вздовж двох осей у перерізі заготівки. За рахунок обмеження деформації по довжині заготівки, створюються інтенсивні пластичні деформації у її поперечному перерізі за схемою плоскодеформованого стана, які будуть однакові у кожному поперечному перерізі, що призводить до рівномірності деформацій по всій довжині заготівки незалежно від форми перерізу. Після деформування заготівку витягують зі штампа, виконують поворот навколо поздовжньої осі заготівки на кут В (фіг. 3), який визначається відповідно до формули В = 2arctg(sin(A)+F/H), де А - кут нахилу деформуючої поверхні до осі, яка у поперечному перерізі перпендикулярна до осі деформування (фіг. 1); F - площа поперечного перерізу заготівки; Н - ширина порожнини матриці штампа. Потім заготівку встановлюють у матрицю 1 штампа таким чином, що її гострі кути 3 контактують з тупими кутами пуансонів 2 та 4, як показано на фіг. 3. Вертикальні сторони 5, отримані на попередньому етапі деформування установлюють навпроти деформуючих поверхонь пуансонів, які розміщені під кутом А (фіг. 1) до осі, яка у поперечному перерізі перпендикулярна до осі деформування і таким чином змінюють на кожному наступному етапі напрямок деформування. Потім знову переформовують отриманий поперечний переріз заготівки таким чином, що гострі й тупі кути поперечного перетину змінюються місцями, як показано на фіг. 3, при цьому хід деформування становить S. Етапи деформування повторюють до отримання необхідної дрібнозернистої структури. На останньому етапі (фіг.4) матрицю 1, пуансони 2 та 4 розміщують як на попередніх етапах, хід деформування S зменшують в 2 рази (Sk=0,5*S) і відновлюють близьку до симетричної форму поперечного перетину заготівки 3. 2 UA 88811 U 5 10 15 20 25 30 35 40 45 Приклад виконання заявленого способу. Деформації піддавали заготівку із міді марки МІ ДСТУ ГОСТ 1535:2007 (ТУ У 27.4-00195452-015-2003). Використовували заготівку 3 (фіг.1) довжиною 40 мм з поперечним перерізом круглої форми з діаметром 19.8 мм, який не перевищував ширину Н порожнини штампа, яка дорівнювала 20 мм (фіг.1). Поверхні заготівки покривали мастилом для зменшення тертя, поміщали у порожнину матриці 1 між пуансонами 2 й 4, які мали деформуючі поверхні нахилені під кутом А=30 до горизонтальної осі у поперечному перерізі заготівки, та деформували. Матрицю 1 та пуансон 2, які мали довжину порожнини 40 мм для обмеження поздовжньої деформації заготівки, було жорстко зафіксовано. Процес деформування виконували пуансоном 4, який переміщували під дією сили Р, при цьому початкова заготівка круглої форми отримувала форму паралелограма 3 (фіг. 2). Хід пуансона становив - 7 мм. Після деформування заготівку, яка мала форму паралелограма з двома поверхнями 5 (фіг. 2), витягували зі штампа, поверхні заготівки покривали мастилом, 2 виконували поворот заготівки навколо її поздовжньої осі на кут В = 70 при А = 30°, F = 314 мм , Н = 20 мм. Потім заготівку встановлювали знову у штамп таким чином, що гострі кути заготівки контактували з тупими кутами пуансонів 2 й 4, як показано на фіг. 3. Для повного деформування заготівки хід переміщення пуансону становив S=23 мм. Під час деформування гострі й тупі кути заготівки змінювались місцями. За рахунок того, що по довжині заготівка обмежена у переміщенні, це призводило до інтенсивних пластичних деформацій зсуву у поперечному перерізі заготівки. Деформацію повторювали 4 рази для досягнення необхідної дрібнозернистої структури. На останньому етапі деформування хід деформування зменшили в 2 рази (Sk=11,5 мм) для відновлення близької до симетричної форми поперечного перерізу заготівки 3 (фіг. 4). Після закінчення обробки був отриманий ступінь накопленої деформації - 3.5, при цьому іспити показали рівномірність дрібнозернистої структури по всьому об'єму заготівки. Таким чином, завдяки створенню інтенсивних пластичних деформацій у поперечному перерізі заготівки за схемою плоскодеформованого стана, за рахунок заданого повороту у просторі заготівки на кут В таким чином, що вертикальні сторони, отримані на попередньому етапі деформування установлюються навпроти деформуючих поверхонь пуансонів, які розміщені під кутом до напрямку осі деформування, а також обмеженню деформації по довжині заготівки вдалося покращити рівномірність структури й розподіл рівня фізико-механічних властивостей по всьому об'єму заготівки, нерівномірність деформації зменшилась в 1.5 разу, що дозволяє підвищити коефіцієнт виход, пригодного на 20 %. Джерела інформації: 1. Патент 2306997 РФ С2 МПК B21J5/06 / Устройство для осадки со сдвигом заготовки / А.Д. Хван, Д.В. Хван, М.А. Дикарев, А.А. Горячев, СИ. Бахматов, О.А. Соколова, А.В. Попов. - № 2006107344; Заявл. 09.03.2006; Опубл. 27.09.2007. Бюл. № 27. 2. Патент 7288 України C22F1/18 МПК F22 F3/00 / Пристрій для виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням / Л.О. Рябічева, А.Т. Циркін, І.Г. Потапова, Ю.М. Никитін. - № 20041109508, Заявл. 19.11.2005; Опубл. 15.06.2006. Бюл. №8. 3. Патент 2393936 РФ C22F1/18 МПК B21J5/06 / Способ получения ультрамелкозернистых заготовок из металлов и сплавов / В.А. Шундалов, В.Ю. Иванов, В.В. Латыш, И.Н. Михайлов, СП. Павлинич, А.В. Шарафутдинов. - № 2009110937/02; Заявл. 25.03.2010; Опубл. 10.07.2010. Бюл. №54. 4. Патент №76206 Україна, МПК B22F 3/03 (2006.01). Спосіб багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування / О. Ф. Тарасов, О. В. Алтухов. - № u 201207396; заявл. 18.06.2012; опубл. 25.12.2012, Бюл. №24. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 Спосіб багаторазової реверсивної інтенсивної пластичної деформації заготівки, при якому виконують деформування заготівки заданої довжини за схемою плоскодеформованого стана у перерізі заготівки, для чого обмежують деформацію заготівки стінками порожнини матриці штампа по двох осях, які перпендикулярні осі деформування (по довжині заготівки і з двох сторін перерізу), при цьому один з розмірів перерізу заготівки не перевищує ширину його порожнини, формують переріз заготівки у вигляді паралелограма із двома сторонами, паралельними осі деформування, перед кожним наступним етапом деформації заготівку витягують зі штампа й виконують поворот у просторі відносно нього, встановлюють у штамп таким чином, що гострі кути заготівки контактують з тупими кутами пуансонів та переформовують отриманий поперечний переріз заготівки в умовах стисненого формування 3 UA 88811 U 5 10 шляхом асиметричної осадки таким чином, що гострі й тупі кути поперечного перерізу змінюються місцями, повторюють деформування в необхідній кількості разів для накопичення заданого ступеня деформації зсуву, а на останньому етапі деформування відновлюють, близьку до симетричної, форму поперечного перерізу заготівки шляхом зменшення ходу деформування в 2 рази, який відрізняється тим, що на кожному наступному етапі для створення інтенсивних пластичних деформацій зсуву заготівку повертають навколо поздовжньої осі заготівки на кут В, який визначається відповідно до формули В=2arctg(sin(A)+F/H), де А - кут нахилу деформуючої поверхні до осі, яка у поперечному перерізі перпендикулярна до осі деформування; F - площа поперчного перерізу заготівки; Н - ширина порожнини матриці штампа. 4 UA 88811 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюTarasov Oleksandr Fedorovych
Автори російськоюТарасов Александр Федорович
МПК / Мітки
МПК: B22F 3/00
Мітки: інтенсивної, деформації, спосіб, пластичної, реверсивної, багаторазової, заготівки
Код посилання
<a href="https://ua.patents.su/7-88811-sposib-bagatorazovo-reversivno-intensivno-plastichno-deformaci-zagotivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб багаторазової реверсивної інтенсивної пластичної деформації заготівки</a>
Спосіб багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування
Номер патенту: 76206
Опубліковано: 25.12.2012
Автори: Алтухов Олександр Валерійович, Тарасов Олександр Федорович
МПК: B22F 3/03
Мітки: спосіб, напрямку, інтенсивної, пластичної, багаторазової, зміною, заготівки, деформування, деформації
Формула / Реферат:
Спосіб багаторазової інтенсивної пластичної деформації заготівки зі зміною напрямку деформування, при якому виконують деформування заготівки заданої довжини за схемою плоско-деформованого стану, при якому заготівка обмежена по одній осі (з двох сторін стінками штампа), причому один з розмірів перерізу заготівки не перевищує ширину його порожнини, перед кожним наступним етапом деформації заготівку витягують зі штампа й виконують поворот у...
Пристрій для інтенсивної пластичної деформації заготовок
Номер патенту: 41554
Опубліковано: 25.05.2009
Автори: Гангало Олександр Миколайович, Білошенко Віктор Олександрович, Давиденко Олександр Анатолійович, Возняк Андрій Васильович, Спусканюк Віктор Захарович
МПК: B21C 37/00
Мітки: інтенсивної, пристрій, деформації, пластичної, заготовок
Формула / Реферат:
1. Пристрій для інтенсивної пластичної деформації заготовок, який містить плунжер, контейнер високого тиску, який складається з бандажа і втулки контейнера з каналом круглої циліндричної форми, запресованої в бандаж, в нижній частині якої послідовно розміщені дві матриці, перша з яких призначена для екструзії заготовок та має конічну вхідну лійку та калібруючий пасок, під нею розташована друга матриця з каналами, які виконані в одній площині...
Спосіб багаторазової деформації листових стрічок та смуг
Номер патенту: 71229
Опубліковано: 10.07.2012
Автори: Тарасов Сергій Олександрович, Тарасов Олександр Федорович
Мітки: стрічок, багаторазової, спосіб, деформації, листових, смуг
Формула / Реферат:
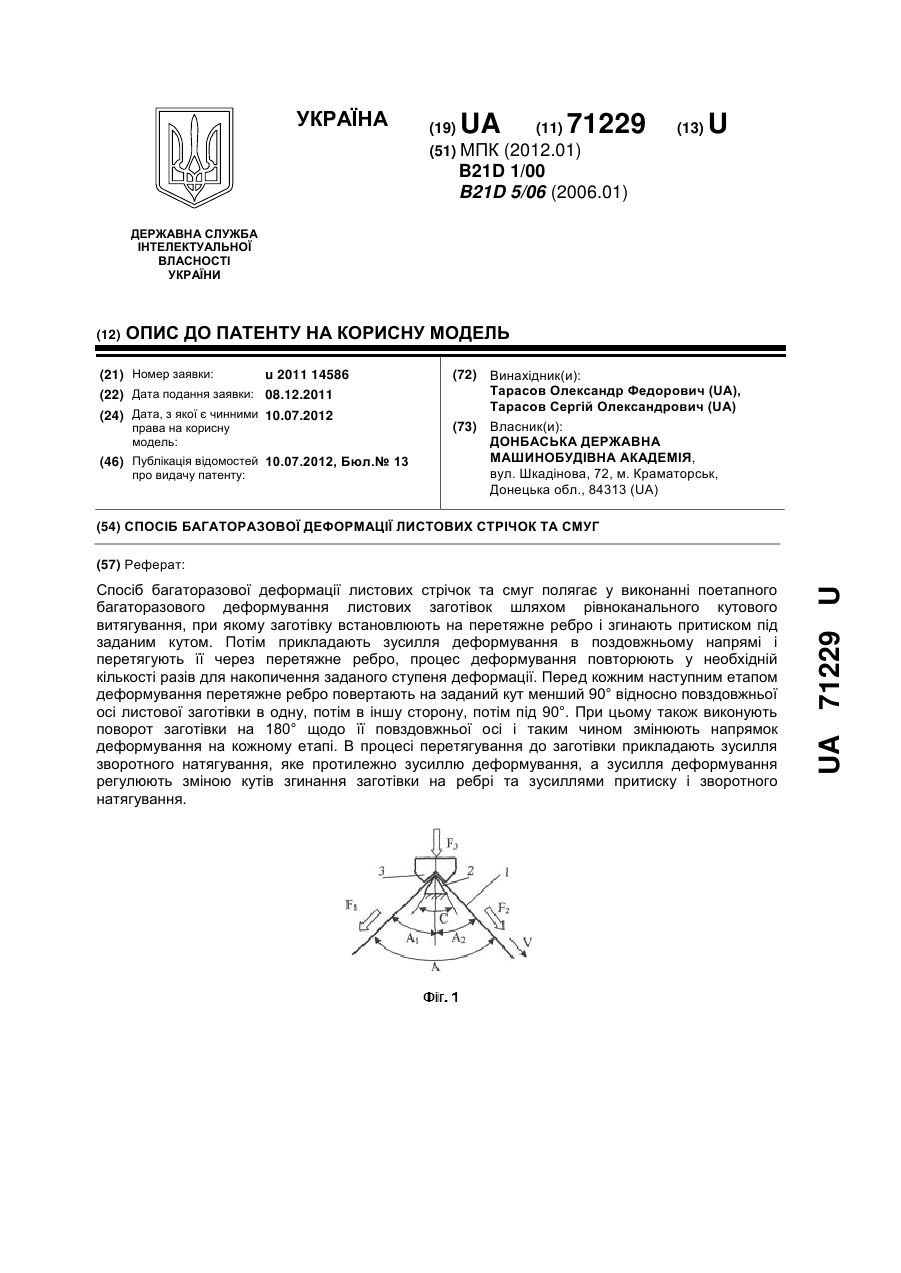
Спосіб багаторазової деформації листових стрічок та смуг, який полягає у виконанні поетапного багаторазового деформування листових заготівок шляхом рівноканального кутового витягування, при якому заготівку встановлюють на перетяжне ребро і згинають притиском під заданим кутом, потім прикладають зусилля деформування в поздовжньому напрямі і перетягують її через перетяжне ребро, процес деформування повторюють у необхідній кількості разів для...
Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском
Номер патенту: 31997
Опубліковано: 25.04.2008
Автори: Спусканюк Віктор Захарович, Касатка Микола Григорович, Коваленко Іван Михайлович, Чишко В'ячеслав Валерійович, Білошенко Віктор Олександрович
Мітки: інтенсивної, деформації, тиском, крутінням, високим, пластичної, матеріалів, пристрій
Формула / Реферат:
1. Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском, який включає деформуючий вузол, що містить співвісно розташовані ковадла Бріджмена, які безпосередньо контактують із оброблюваним матеріалом, одне з яких жорстко зв'язане зі штоком робочого циліндра гідравлічного преса, а друге розташовано у вузлі, що обертається навколо осі ковадл за допомогою поворотного пристрою від привода, що складається з...
Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском
Номер патенту: 90723
Опубліковано: 25.05.2010
Автори: Чишко В'ячеслав Валерійович, Білошенко Віктор Олександрович, Касатка Микола Григорович, Спусканюк Віктор Захарович, Коваленко Іван Михайлович
МПК: B30B 1/00
Мітки: пристрій, матеріалів, пластичної, інтенсивної, крутінням, деформації, тиском, високим
Формула / Реферат:
1. Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском, який включає деформуючий вузол, що містить співвісно розташовані перше та друге ковадла Бриджмена, які безпосередньо контактують із оброблюваним матеріалом, перше ковадло жорстко зв'язане зі штоком робочого циліндра гідравлічного преса, а друге ковадло розташовано у вузлі, що обертається навколо осі ковадл за допомогою поворотного пристрою від привода,...
Попередній патент: Тренажер g-vibe
Наступний патент: Розподільник сипких матеріалів
Випадковий патент: Комплексний препарат для профілактики і терапії порушень мінерального обміну у лактуючих вівцематок