Матеріал для струмопровідних контактних елементів
Номер патенту: 10265
Опубліковано: 25.12.1996
Автори: Жуковін Сергій Михайлович, Большаков Юрій Леонідович, Працько Юрій Віталійович, Бакута Олег Володимирович
Формула / Реферат
Материал для токопроводящих контактных элементов, включающий углеродсодержащий наполнитель и фенолформальдегидную смолу, отличающийся тем, что в качестве углеродсодержащего наполнителя используют смесь двух фракций порошка графитированного материала с размером частиц 0,040-0,071 мм и 0,02-1,0 мм, а фенолформальдегидную смолу используют в виде порошка с размером частиц 0,040-0,071 мм при следующем соотношении компонентов, мас.%:
порошок графитированного материала с размером частиц 0,040-0,071 мм 42-46
порошок графитированного материала с размером частиц 0,2-1,0 мм 36-40
порошок фенолформальдегидной смолы с размером частиц 0,040-0,071 мм остальное.
Текст
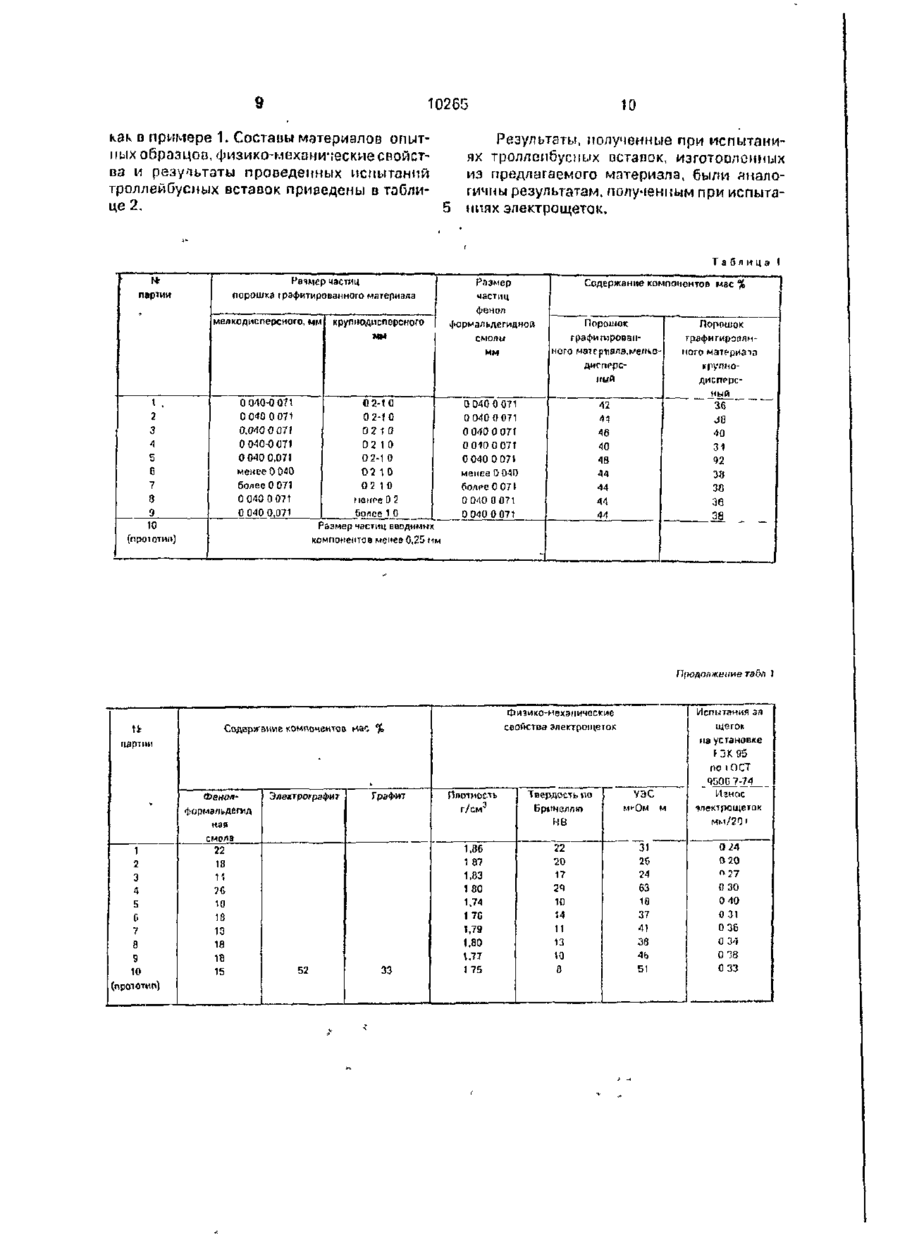
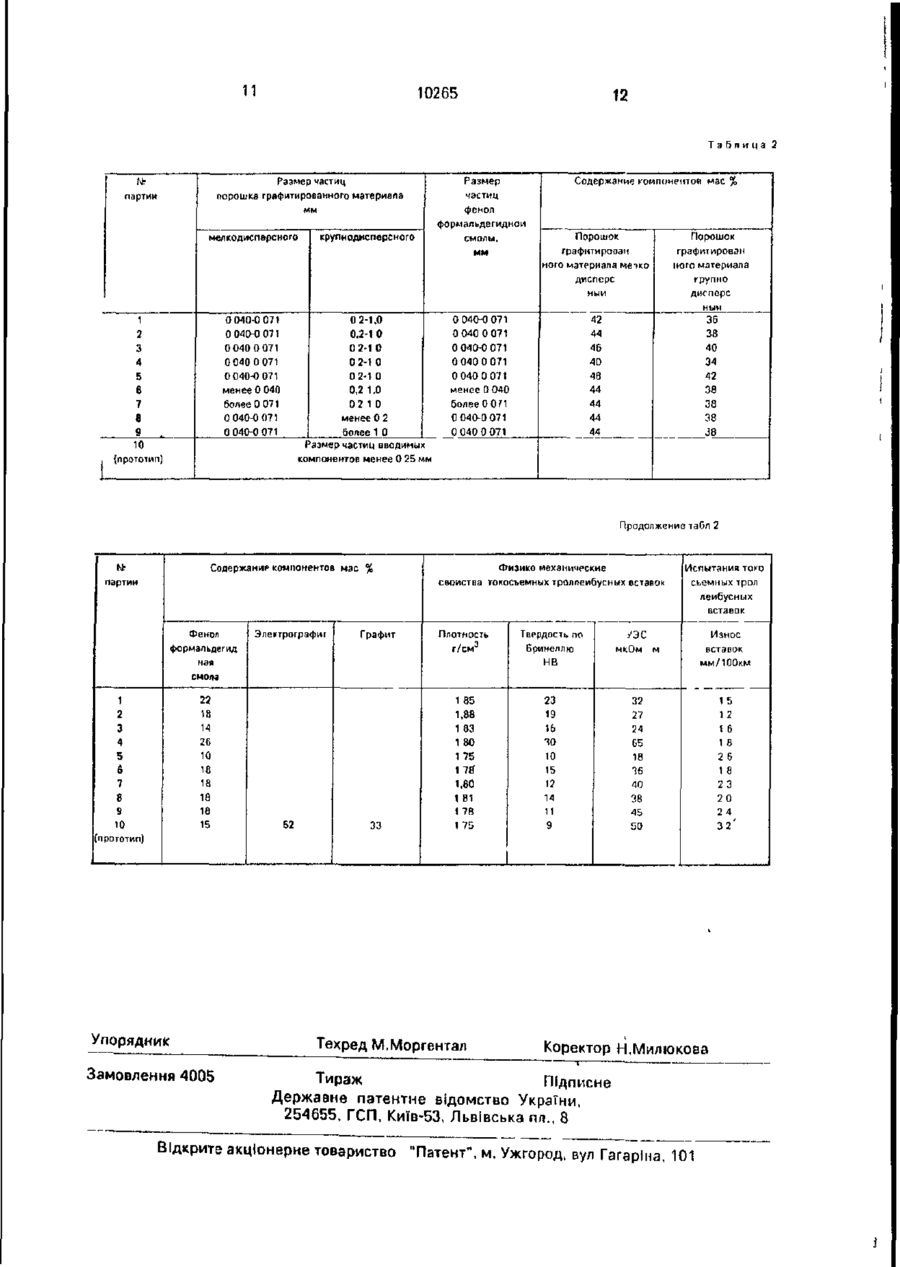
Материал для токопроводящих контактных элементов включающий углеродсодержащий наполнитель и фенолформальдегидную смолу, о т л и ч а ю щ и й с я тем, что в качестве углеродсодержащего наполнителя используют смесь двух фракций порошка графитированного материала с размером частиц 0,040-0 071 мм и 0,2-1,0 мм, а фенолформальдегидную смолу используют в аидё порошка с размером частиц 0 040-0,071 мм при следующем соотношении компонентов-, мас.%" порошок графитированного материала с размером частиц 0 040-0,071 мм 42-46 порошок графитированного материала с размером частиц 0,2-1 0 мм 36-40 порошок фенолформальдегидной смолы с размером остальчастиц 0,040-0,071 мм ное Изобретение относится к электротехнике и касается материалов для токопроводящих контактных элементов преимущественно электрощеток и токоприемников электроподаижного состава, например троллейбусов. Известен материал для токопроводящих контактных элементов в основном для электрощеток (см а с. СССР N 350091, кл. Н 01 г 43/12, 1972 г ) , содержащий угдеродсодержащий наполнитель и фенолформальдегидную смолу. компоненты берут в следующем соотношении, мас.%: Электрографит 87,0 Фенол формальдегидная смола 13,0 Для изготовпения известного материала используют смесь электрографита и фенолформальдешдной смолы фракцией менее 0 28 мм Щетки для электрических машин, полученные из известного материала, имеют высокое удельное электрическое сопротивление, низкие твердость и износостойкость. В качестве углеродсодержащего наполнителя используют электрографит (ламповая сажа и к а м е н н о у г о л ь н ы й пек), а Маіериал, обладающий низкими физико-механическими свойствами и высоким 10265 износом но может быть использован для изготовления контактных токосъемных троллейбусных вставок. Известен материал дня токопроводящих контактных элементов, о основном для электрощеток (см. а.с. СССР N 57479Э, кл. Н 01 R 39/20, 1977 г.), содержащий угдеродсодержащий наполнитель и фенолформальдегидную смолу. В качестве углеродсодержащего маполпителя используют электрографит (ламповая сажа и высокотемпературный пли среднетемпературный пек), а компоненты берут о следующем соотношении, мас.%: Электрографит • 333-67,0 Графит 20-10 Фенолформальдегидная смола 13,5-16,5 Для изготовления известного материала используют смесь злектрографита, графита и фонолформальдсгидной смолы фракцией менее 0,25 мм. Щетки для электрических машин, изготовленные пз известного материала имеют высокое удельное электрическое сопротивление, низкие твердость и износостойкость. Такие низкие физико-мехамические и эксплуатационные свойства обусловлены несовершенной структурой полученных изделий и высоким содержанием золы, вносимой натуральным графитом. При использовании порошка электрографита, графита и феиолформзльдегидпой смолы одной фракции получается механическая смесь трех компонентов. При прессовании такой смеси не обеспечивается плотная упаковка однофракционных частин электрографита и графита. Материал электрощеток имеет повышенную пористость, которая не заполняется даже равномерно распределенными по всему обьему частицами связующего. Полученное изделие но имеет плотной однородной структуры. Э л е к т р о щ е т к и , обладающие такой структурой, имеют низкую твердость и износостойкость. Из-за наличия пор и отсутствия оптимального количсстоа межчзстичиых контактов электрощзтки имеют высокое удельное электрическое сопротивление. 5 10 15 20 25 30 35 40 45 проводящих контактных элементов, в котором путем замены двух компонентов, изменения количественного с о о т н о ш е н и я ингредиеитоо, а также использования порошка углеродсодержащего материала с доухфракционным гранулометрическим составом обеспечивается получение плотной однородной структуры материала, имеющего низкое содержание зольных примесей, за счет чего повышается твердость и износостойкость контактных элементов, снижается их удельное электрическое сопротивление, расширяются функциональные возможности материала, Из такого материала можно изготавливать как щетки для электрических машин, так и контактные токосъемные троллейбусные вставки. Поставленная задача решается тем, что в материале для токопроводящих контактных элементов, включающемуглеродсодержащий наполнитель и фенол формальдегідную смолу, новым является то, что в качестве углеродсодержащего наполнителя используют смесь двух фракций порошка графитированпого материала с размером частиц 0,0400,071 и 0,2-1,0 мм, а фенолформальдегидную смолу используют о виде порошка с размером частиц 0,040-0,071 мм при следующем соотношении компонентов, мас.%: Порошок графитированного материала с размером частиц 0,040-0,071 мм 42-46 Порошок графитированного материала с размером частиц 0,2-1,0 мм 36-40 Порошок фенолформальдегидной смолы остальное. Для получения предлагаемого материала в качестве углеродсодержащего наполните л я и с п о л ь з у ю т графитированный материал - отходы графитированных электродов со следующей характеристикой: ис2 т и н н а я плотность - 2,2-2,22 г / с м , содержание золы - менее 0,5%. Фенолформальдегидная смола используется фракцией 0,040-0.071 мм. Использование порошка графитированного материала с двухфракционным грануло50 метрическим составом и мелкодисперсного порошка фенолформальдегидной смолы обеспечивает получение пресс-композиции, а Материал, обладающий низкими физикоторой мелкодисперсные частицы фенолко-механическими свойствами и'высоким формальдегидной смолы и графитирооаниоизносом, не может быть использован для 55 го материала фракцией 0,040—0,071 мм, изготовления контактных токосъемпых равномерно распределенные между крупнотроллейбусных оставок, работающих при дисперсными частицами графитированного Солее тяжелых условиях эксплуатации. материала фракцией 0,2-1,0 мм, при прессовании заполняют поры между ними, образуя 3 основу изобретения поставлена задаплотную упаковку. ча усовершенствования материала для токо 10265 Фсуюлформальдегиднэя смола названного гранулометрического состава в процессе горячего прессования расплавляясь и обволакивая частицы графитированного материала проникает D поры, вытесняя воздух, 5 а частицы различных фракций, сцепляясь и внедряясь друг в друга, обеспечивают получение плотной однородной структуры изделия с минимальной пористостью. Плотная однородная структура, низкое 10 содержание зольных примесей в исходных компонентах, предлагаемое соотношение компонентов обеспечивает изделиям, изготавливаемым из предлагаемого материала, повышение твердости и износостойкости, 15 снижение удельного электрического сопротивления. Кроме того, расширяются функциональные возможности предлагаемого материала, так как обладая такими свойствами, из него можно изготавливать не только 20 щетки для электрических машин, но и контактные токосъемные троллейбусные веговки. Э ксперименталыю установлено, что для обеспечения высоких физико-механических 25 свойств и высокой износостойкости предлагаемого материала необходимо и достаточно вводить порошок грэфитированного материала в количестве 42-46 мас.% для фракции 0,040-0,071 мм, и 36-40 мас.% для 30 фракции 0,2-1,0 мм. При введении графитированиого материала фракцией 0,040-0,071 мм в количестве менее 42 мас.% соответственно будет увеличиваться содержание графитирован- 35 ного материала фракцией 0,2-1,0 мм, то есть оно будет составлять более 40 мас.%. При этом ухудшается плотность упаковки частиц графитированного материала. Структура изделия становится пористой и менее одно- 40 родной, снижается плотность изделия и его твердость, увеличивается удельное электрическое сопротивление. Использование твердой фенолформальдегидной смолы в количестве 14-22 мас.% обеспечивает обволакивание частиц графитированного материала и надежное соединение полимерного связующего. При избытке связующего, то есть при введении твердой фенолформальдетидной смолы свыше 22 мас.%, резко возрастает удельное электрическое сопротивление и твердость изделия, причем твердость достигает такой величины, при которой наблюдается повышенный износ контртела (коллектора, троллеи). При этом снижается копичество твердой смазки (графитированного материал^ поступающей о зону трения, возрастает коэффициент трения, снижается износостойкость изделия. При недостаточном количестве связующего, т е. при введении твердой фенолформэльдегидной смолы менее 14 мас.%, снижается плотность и твердость изделия, происходит интенсивное истирание и выкрашивание частиц графитированного материала из поверхностного слоя, увеличивается износ изделия. Одновременное использование в пресскомпозиции порошка графитированного материала с размером частиц 0,2-1,0 мм и порошка графитированного материала и фенолформальдеіидной смолы с размером частиц 0,040-0,071 мм способствует формированию плотной однородной структуры с минимальной пористостью. При уменьшении размера частиц крупнодисперсного порошка графитированного материала, т.е. при использовании чзстиц размером менее 0,2 мм увеличивается удельная поверхность частиц, что влечет за собой увеличение межчастичных контактов. В результате резко возрастает удельное электрическоесопротивление за счет увеличения переходного сопротивления между частицами. Снижается плотность изделия при прессовании, так как ухудшается сцепПри введении графитированпого мате- 45 ление частиц графитированного материала. риала фракцией 0,040-0.С71 мм в количестЭто приводит к снижению твердости издеве более 46 мас.%, соответственно будет лия и к увеличению его износа. уменьшается содержание графитированноПри увеличении размера частиц крупного материала фракцией 0,2-1,0 мм, то есть дисперсного порошка графитированного оно будет составлять менее 36 мас.%. При 50 материала, т.е. при использовании частиц этом увеличивается удельная поверхность размером более 1,0 мм снижается плотность частиц, что влечет за собой увеличение межупаковки. В результате увеличивается поричастичных контактов. В результате резко стость в объеме пресс-композиции. Кроме возрастает удельное электрическое сопротивление за счет увеличения переходного 55 того, в самом теле частицы графитированного материала появляются закрытые поры и сопротивления между частицами. Снижаетмикротрещины. Эти явления приводят к увеся плотность изделия при прессовании, так личению удельного электрического сопрокак ухудшается сцепление частиц графититивления и снижению прочности изделия. рованного материала. Уменьшается тверПри недостаточной прочности происходит дость изделия, повышается его износ. 7 10265 интенсивное исгирз:іие щетки и выкрашивание частиц из поверхностного слоя При уменьшении размера частиц мелкодисперсного порошка графитированного материала и порошка фенолформальдегидной смолы, т.е. при использовании частиц размером менее 0,040 мм увеличивается удельная поверхность частиц, в результате возрастает удельное электрическое сопротивление. Кроме того, снижается плотность изделия при прессовании, так как ухудшается сцепление частиц графитированпого материала. Снижается твердость изделия, повышается их износ. При увеличении размера частиц мелкодисперсного порошка графптированного материала и порошка фенолформальдегидмой смолы, т.е. при использовании частиц размером более 0,071 мм снижается плотность упаковки, При этом увеличивается пористость в обьеме пресс-композиции, распределение связующего между частицами графитирооэнного материала менее равномернее. Возрастаетудельное электрическое сопротивление, снижается твердость и изпосостойїчость изделия. Пример 1 Из предлагаемого материала изготавливаются щетки с габаритными размерами 16x10x25 мм, которые используются для тяговых двигателей с токовой нагрузкой до 17,5 Л (двигатель ДК-661, устанавливаемый па троллейбусах). Углиродсодержащий материал - отходы графитированных электродов дробят и измельчают до получения порошка, который рассеивают па две фракции с размером частиц 0.5-4,0 мм и 0,2-1,0 мм. Порошок углеродсодержащего материала фракцией 0,5—4,0 мм(44 мас.%), смешиваютсдроблемпой фенолфирмальдегидпой смолой марки СФ 312 Л {10 мас.%). Смесь загружают в вибромельницу типа МВО-І0 и подвергают одновременно совместному виброизмельчепию и смешению D течение 5-7 минут до получения однородного порошка с размером частиц 0,040-0,071 мм с удельной поверхностью на менее 3000-3500 г/см 3 . Полученную смесь выгружают и добавляют в нее порошок углеродсодержащего материала'фрахциеи 0,2-1,0 мм (30 мас.%). Новую смесь перемешивают о лопастном смесителе без нарушения дисперсного состава в течение 10-15 минут до достижения однородности В нагретую до 1G5-180°С пресс-форму с подвижным нижним пуансоном засыпают приготовленную смесь, в которой на заданном расстоянии размещают медный токопро^од и досыпают смось до нужного 5 10 15 20 25 30 35 40 45 50 55 8 объема. Затем прессование тела электрощетки осуществляют одновременно нижним и верхним пуансонами, что позволяет сохранить ориентированное расположение медного токопровода. Термическую обработку щетки проводят в процессе прессования при давлении 40-60 МПа. Выдержку изделия под давлением в горячей пресс-форме осуществляют о течение 4 минут (толщина изделия 10 мм). Для получения достоверных статистических данных и проведения сравнительных исследований были изготовлены 3 партии опытных образцов электрощеток по 100 штук из материала предлагаемого состава (партии №l\fe 1, 2,3). Для сравнения были изготовлены также партии опытных образцов электрощеток, имеющих составы материалов, в которых компоненты содержались в количествах, выходящих за пределы, предлагаемые настоящим техническим решением (партии №Г\Ь 4, 5), 2 партии образцов электрощеток, в состав материала которых вводился мелкодисперсный порошок графитированмого материала, имеющего размер частиц меньше (партия № 6) и больше (партия N? 7) предлагаемого и 2 партии образцов электрощеток, в состав материала которых вводился крупнодисперсный порошок графитированного материала, имеющего размер частиц меньше (партия ( b 8) и больше S (партия N? 9) предлагаемого. Была изготовлена также 1 партия опытных образцов электрощеток, имеющих состав материала электрощеток, защищенный а.с. СССР N? 574799, принятым в качестве прототипа. Определяли физико-мехіінические свойства электрощеток: плотность, твердость и удельное электрическое сопротивление. Износ электрощеток определяли на установке КЗК-95 по ГОСТ 9506.7-74. Результаты испытаний представлены в таблице 1. Анализируя данные таблицы, можно сделать вывод, что электрощетки, изготовленные из предлагаемого материала, имеют большую плотность и твердость, г-.^ньшее удельное электрическое сопротивление, Снижается износ щеток при их работе в щеточно-коллекторном узле. Пример 2 По такой же технологии и режимам как о примере 1 изготавливали контактные токосьемные троллейбусные вставки с габаритными размерами 28x18x86 мм. Для проведения сравнительных испытаний были подготовлены тькие же партии опытных образцов троллейбусных вставок 10265 как о примере 1. Составы материалов опытных образцоо, физико-механические свойства и результаты проведенных испытаний троллейбусных вставок приведены в таблице 2. 10 Результаты, полученные при испытаниях троллейбусных встапок, иэготоолсимых из предлагаемого материала, были Аналогичны результатам, полученным при испытаниях электрощеток. Таблица 1 t* партии Рачмср часпщ порошка ірзфитированного материала мелкодисперсного, мм крупнодисперсного ми I . 2 3 4 5 G 7 3 9 10 (прототип) 0 040-0 071 0 040 0 071 0.040 0 071 0 040-0 071 ОО'Ю 0.071 менее 0 040 более 0 071 0 040 0 07t 0 040 0,071 0 2-10 0 2-10 0 2 10 02 1 0 0 2-1 0 0 2 10 02 10 пенсе 0 2 более 1 0 Размер частиц вводимых компонентов менее 0,25 мм Размер частиц фенол формальдегидной смолы мм Содержание компонентов мае % Порошок графигированногомэтериалэ.ме'ис дисперсный Порошок графигирэвянtto.ro МсТірризіа ІфУЛИОдиегтррс 42 41 46 40 48 44 44 44 АЛ 36 JS 40 31 42 38 30 38 38 0 040 0 071 0 040 0 071 0 0-10 0 071 00100071 0 040 0 071 менее 0 040 болре0 071 0 040 0 071 0 0-10 0 071 Продолжение табл t tk партии 1 2 3 4 5 G 7 8 Фенолформэльдегид най смола 22 18 1'. г/см 3 Электрографит 10 18 13 18 15 52 Твердость по Бринсллю НВ УЭС м>-0м м ,86 87 ,83 80 ,74 7С ,79 .ВО \. 77 1 75 22 20 17 24 10 14 11 13 10 С ЗІ 2& 24 63 16 37 Графит 18 10 (прототип) Физико-мехэпические сеойствз электротеток Содержание компочемтов иаа % 33 Л] 38 ЛЬ 51 Испытания ал щегои на установке F3K95 по іПСТ 4C0G 7-74 Износ члектрощеток мм/20 і ОМ 0 20 "27 0 30 0 40 0 31 0 36 0 3-1 0 48 0 33 11 10265 12 Таблица Размер частиц порошка графитиронанного материала партии мм мелкодисперсного крупнодисперсного Размер частиц фенол фо рмал ьде гиднои смолы. мм Содержание компонентов мае % Порошок графитироези ного материала метко дисперс ныи Порошок графитировэн ного материала крупно днепоре ныи 0 040-0 071 0 0404) 071 0 040 0 071 0 040 0 071 0 040-0 071 менее 0 040 более 0 071 0 040-0 071 0 040-0 071 1 2 3 4 5 6 7 б 9 . 0 2-1.0 0.2-1 0 0 2-10 0 2-1 0 0 2-10 0.2 1,0 02 1 0 менее 0 2 более 1 0 Размер частиц вводимых компонентов менее 0 25 мм 10 (прототип) 0 040-0 071 0 040 0 071 0 040-0 071 0 040 0 071 0 040 0 071 менее 0 040 более ООП 0 040-0 071 0 040 0 071 36 42 44 38 46 40 40 34 48 14 42 44 38 44 38 44 38 38 Продолжение таил 2 и Содержанир компонентов мае % партии Фенол формальдегид Электрографит Графит Физико механические свойства токосъемных троллейбусных вставок Испытания тою съемных троп леибусных вставок Твердость по Бринеллю Износ вставок мм/100км Плотность г/см 3 ная • ЭС мкОм м НВ смола 22 18 1 2 3 4 1 85 1,88 1 83 1 80 5 10 6 18 18 7 8 9 18 18 Ю 15 52 33 32 19 27 16 10 24 175 17Й 14 26 23 10 G5 18 15 1? 40 23 14 11 зе 20 45 2 4 9 50 32' 1.80 1 81 1 78 1 75 16 (прототип) Упорядник Замовлення 4005 Техред М.Моргентал Коректор Н.Милюкова Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул Гагаріна. 101 1 5 1 2 1 6 1 8 2 6 1 8 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMaterial for current-conducting contact members
Автори англійськоюBolshakov Yurii Leonidovych, Bakuta Oleh Volodymyrovych, Zhukovin Serhii Mykhailovych, Pratsko Yurii Vitaliiovych
Назва патенту російськоюМатериал для токопроводящих контактных элементов
Автори російськоюБольшаков Юрий Леонидович, Бакута Олег Владимирович, Жуковин Сергей Михайлович, Працко Юрий Витальевич
МПК / Мітки
МПК: H01R 39/00
Мітки: елементів, струмопровідних, контактних, матеріал
Код посилання
<a href="https://ua.patents.su/6-10265-material-dlya-strumoprovidnikh-kontaktnikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Матеріал для струмопровідних контактних елементів</a>
Спосіб виготовлення матеріалу для контактних елементів електричного ланцюгу
Номер патенту: 10828
Опубліковано: 25.12.1996
Автори: Хромов Андрій Вікторович, Дерюга Юрій Олексійович, Бєліков Федір Петрович
МПК: H01R 39/00, H01R 43/12
Мітки: контактних, спосіб, ланцюгу, електричного, матеріалу, елементів, виготовлення
Формула / Реферат:
Способ изготовления материала для контактных элементов электрической цепи, включающий смешение порошков термореактивного связующего, углеграфитовых и металлических электропроводных материалов, горячее прессование и термообработку полученных заготовок, отличающийся тем, что прессование проводят при давлении 5-30 МПа, а термообработку заготовок проводят при температуре 220-600°С.
Жаростійкий матеріал
Номер патенту: 3807
Опубліковано: 27.12.1994
Автори: Курінець Володимир Володимирович, Біленко Леонід Дмитрович, Байгушев Володимир Володимирович, Герасімов Олександр Іванович
МПК: H05B 3/14, C04B 35/035, C04B 35/52
Мітки: жаростійкий, матеріал
Формула / Реферат:
Жаростойкий материал на основе углеродного волокна, кокса полимерного связующего, пироуглерода и углеродного дисперсного наполнителя, отличающийся тем, что в качестве углеродного дисперсного наполнителя он содержит графит измельченный, фракцией не более 90 мкм, а компоненты взяты в следующем соотношении, мас.%:
Ренгенозахисний еластомірний матеріал
Номер патенту: 6185
Опубліковано: 29.12.1994
Автори: Павленко Володимир Йосипович, Єгоров Олег Іванович, Чукреєв Микола Якович, Ричкін Вячеслав Дмитрович
МПК: G21F 1/00
Мітки: ренгенозахисний, матеріал, еластомірний
Формула / Реферат:
(57) Рентгенозащитный эластомерный материал, содержащий вяжущее - резину на основе силоксаиового каучука и наполнитель - порошкообразной вольфрам, отличающийся тем, что порошкобразный вольфрам содержит две гранулометрические фракции с частицами сферической формы; крупнозернистую - с размером частиц 40-70 мкм, мелкозернистую - с размером частиц 4-6 мкм, суммарное содержание вольфрамов в материале 90-96 мас.% при следующем соотношении...
Композиційний матеріал
Номер патенту: 3815
Опубліковано: 27.12.1994
Автори: Чуйко Олексій Олексійович, Роміцин Валерій Іванович, Качановський Микола Георгійович, Рева Микола Миколайович, Купреєнков Микола Сергійович, Рева Віктор Миколайович
МПК: C08K 7/00, C08L 63/00
Мітки: композиційний, матеріал
Формула / Реферат:
Композиционный материал, включающий эпоксидную смолу и наполнитель, отличающийся тем, что в качестве эпоксидной смолы он содержит эпоксидную диановую смолу, а в качестве наполнителя - смесь капронового волокна и пенополистирольные шарики при следующем соотношении компонентов, мас.ч.:
Спосіб отримання заготівок з порошку алюмінію
Номер патенту: 51
Опубліковано: 30.04.1993
Автори: Іл'яшенко Борис Федорович, Анашко Віктор Дмитрович, Олійник Юрій Володимирович, Цвєлов Євген Олександрович, Білик Володимир Олексійович
МПК: B22F 3/10, B22F 3/16, B22F 5/00, B22F 3/02, B22F 3/12
Мітки: отримання, порошку, алюмінію, спосіб, заготівок
Формула / Реферат:
Формула изобретенияСпособ получения заготовок из порошка алюминия, включающий прессование, спекание в вакууме, отличающийся тем, что, с целью повышения ударной вязкости, используют порошок алюминия с размером частиц 0,1 — 1 мм, прессование осуществляют при давлении 343—490 МПа, а спекание проводят сначала на воздухе по ступенчатому режиму: при температуре 190—210°С и 290— 310°С с выдержкой в течение 0,25—0,75 ч на каждой ступени, а...
Попередній патент: Спосіб лікування порушень сперматогенезу
Наступний патент: Спосіб одержання основи препаратів інтерферонів
Випадковий патент: Стенд для дослідження характеристик апаратів точного висіву насіння