Спосіб автоматизованого розкрою прокату
Номер патенту: 107090
Опубліковано: 25.05.2016
Автори: Ястреб Микола Миколайович, Шуліченко Юрій Костянтинович

Формула / Реферат
Спосіб автоматизованого розкрою прокату, що включає вимір довжини розкату кутом повороту прокатного валка, використання даних, отриманих при прокатці попередніх заготовок, різання розкату летючими ножицями на смуги, кратні мірним, який відрізняється тим, що додатково фіксують вхід у кліть і вихід із кліті торців розкату, а прогноз довжини розкату виконують за формулою L=Iб±ΔI, де Iб - довжина розкату до виходу з кліті, обмірювана в момент входу заднього торця розкату в кліть, а ΔI - відстань у той же момент часу переднього торця розкату до виходу з кліті, при цьому прогноз виконують в два етапи: попередній прогноз по Iб та ΔI чорнової кліті з наступним множенням на коефіцієнт перерахування n і уточнений прогноз по Iб і ΔI, при цьому виконують розрахунок точок різання на розкаті і положення ножів летючих ножиць у момент надходження розкату до місця різання, а компенсацію неузгодженості положення ножів летючих ножиць і точок різання на смузі розкату виконують короткочасною зміною швидкості ножиць.
Текст
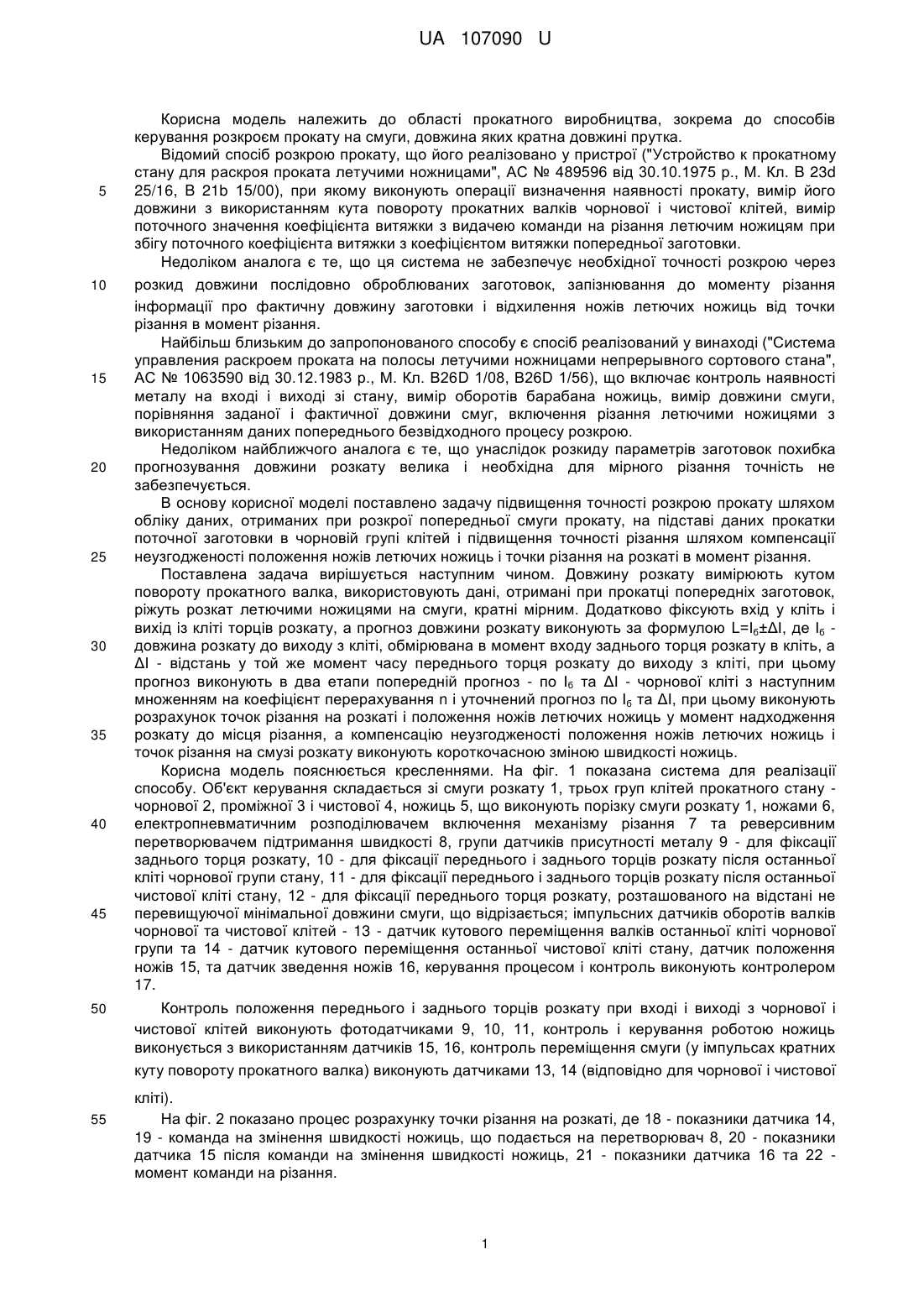
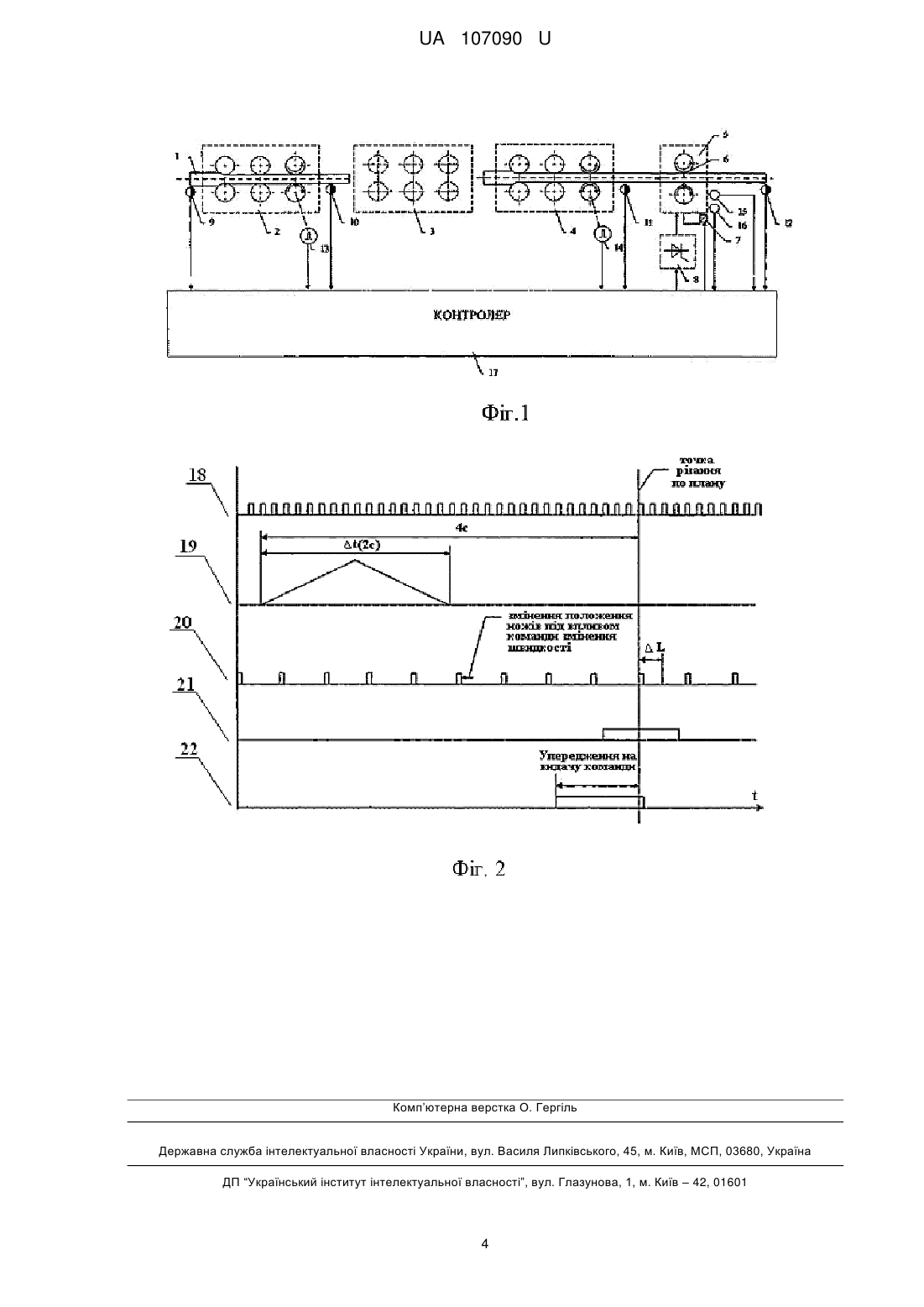
Реферат: Спосіб автоматизованого розкрою прокату включає вимір довжини розкату кутом повороту прокатного валка, використання даних, отриманих при прокатці попередніх заготовок, різання розкату летючими ножицями на смуги, кратні мірним. Додатково фіксують вхід у кліть і вихід із кліті торців розкату, а прогноз довжини розкату виконують за формулою L=Iб±ΔI, де Iб - довжина розкату до виходу з кліті, обмірювана в момент входу заднього торця розкату в кліть, а ΔI відстань у той же момент часу переднього торця розкату до виходу з кліті. При цьому прогноз виконують в два етапи: попередній прогноз по Iб та ΔI чорнової кліті з наступним множенням на коефіцієнт перерахування n і уточнений прогноз по Iб і ΔI. При цьому виконують розрахунок точок різання на розкаті і положення ножів летючих ножиць у момент надходження розкату до місця різання. Компенсацію неузгодженості положення ножів летючих ножиць і точок різання на смузі розкату виконують короткочасною зміною швидкості ножиць. UA 107090 U (12) UA 107090 U UA 107090 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області прокатного виробництва, зокрема до способів керування розкроєм прокату на смуги, довжина яких кратна довжині прутка. Відомий спосіб розкрою прокату, що його реалізовано у пристрої ("Устройство к прокатному стану для раскроя проката летучими ножницами", АС № 489596 від 30.10.1975 р., М. Кл. B 23d 25/16, B 21b 15/00), при якому виконують операції визначення наявності прокату, вимір його довжини з використанням кута повороту прокатних валків чорнової і чистової клітей, вимір поточного значення коефіцієнта витяжки з видачею команди на різання летючим ножицям при збігу поточного коефіцієнта витяжки з коефіцієнтом витяжки попередньої заготовки. Недоліком аналога є те, що ця система не забезпечує необхідної точності розкрою через розкид довжини послідовно оброблюваних заготовок, запізнювання до моменту різання інформації про фактичну довжину заготовки і відхилення ножів летючих ножиць від точки різання в момент різання. Найбільш близьким до запропонованого способу є спосіб реалізований у винаході ("Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана", АС № 1063590 від 30.12.1983 р., М. Кл. В26D 1/08, В26D 1/56), що включає контроль наявності металу на вході і виході зі стану, вимір оборотів барабана ножиць, вимір довжини смуги, порівняння заданої і фактичної довжини смуг, включення різання летючими ножицями з використанням даних попереднього безвідходного процесу розкрою. Недоліком найближчого аналога є те, що унаслідок розкиду параметрів заготовок похибка прогнозування довжини розкату велика і необхідна для мірного різання точність не забезпечується. В основу корисної моделі поставлено задачу підвищення точності розкрою прокату шляхом обліку даних, отриманих при розкрої попередньої смуги прокату, на підставі даних прокатки поточної заготовки в чорновій групі клітей і підвищення точності різання шляхом компенсації неузгодженості положення ножів летючих ножиць і точки різання на розкаті в момент різання. Поставлена задача вирішується наступним чином. Довжину розкату вимірюють кутом повороту прокатного валка, використовують дані, отримані при прокатці попередніх заготовок, ріжуть розкат летючими ножицями на смуги, кратні мірним. Додатково фіксують вхід у кліть і вихід із кліті торців розкату, а прогноз довжини розкату виконують за формулою L=Іб±ΔІ, де Іб довжина розкату до виходу з кліті, обмірювана в момент входу заднього торця розкату в кліть, а ΔІ - відстань у той же момент часу переднього торця розкату до виходу з кліті, при цьому прогноз виконують в два етапи попередній прогноз - по Іб та ΔІ - чорнової кліті з наступним множенням на коефіцієнт перерахування n і уточнений прогноз по Іб та ΔІ, при цьому виконують розрахунок точок різання на розкаті і положення ножів летючих ножиць у момент надходження розкату до місця різання, а компенсацію неузгодженості положення ножів летючих ножиць і точок різання на смузі розкату виконують короткочасною зміною швидкості ножиць. Корисна модель пояснюється кресленнями. На фіг. 1 показана система для реалізації способу. Об'єкт керування складається зі смуги розкату 1, трьох груп клітей прокатного стану чорнової 2, проміжної 3 і чистової 4, ножиць 5, що виконують порізку смуги розкату 1, ножами 6, електропневматичним розподілювачем включення механізму різання 7 та реверсивним перетворювачем підтримання швидкості 8, групи датчиків присутності металу 9 - для фіксації заднього торця розкату, 10 - для фіксації переднього і заднього торців розкату після останньої кліті чорнової групи стану, 11 - для фіксації переднього і заднього торців розкату після останньої чистової кліті стану, 12 - для фіксації переднього торця розкату, розташованого на відстані не перевищуючої мінімальної довжини смуги, що відрізається; імпульсних датчиків оборотів валків чорнової та чистової клітей - 13 - датчик кутового переміщення валків останньої кліті чорнової групи та 14 - датчик кутового переміщення останньої чистової кліті стану, датчик положення ножів 15, та датчик зведення ножів 16, керування процесом і контроль виконують контролером 17. Контроль положення переднього і заднього торців розкату при вході і виході з чорнової і чистової клітей виконують фотодатчиками 9, 10, 11, контроль і керування роботою ножиць виконується з використанням датчиків 15, 16, контроль переміщення смуги (у імпульсах кратних куту повороту прокатного валка) виконують датчиками 13, 14 (відповідно для чорнової і чистової кліті). На фіг. 2 показано процес розрахунку точки різання на розкаті, де 18 - показники датчика 14, 19 - команда на змінення швидкості ножиць, що подається на перетворювач 8, 20 - показники датчика 15 після команди на змінення швидкості ножиць, 21 - показники датчика 16 та 22 момент команди на різання. 1 UA 107090 U 5 10 15 20 25 30 35 40 45 50 55 Порізку розкату летючими ножицями виконують після виходу переднього торця розкату з чистової кліті. Прогноз довжини розкату необхідний тому, що смуга в момент різання ще не вийшла цілком з чистової кліті. Виконують наступні операції - вимірюють довжину смуги, що виходить з чорнової кліті, фіксують момент проходу переднього торця розкату повз датчик 10, фіксують момент проходу заднього торця розкату повз датчик 9, фіксують момент проходу заднього торця розкату повз датчик 10, довжину розкату в імпульсах датчика 13 розраховують в момент проходу повз датчик 9 заднього торця розкату. Ця довжина дорівнює кількості імпульсів від датчика 9 до датчика 10 - Іч.б. збільшену на довжину розкату, що в цей момент вийшов з під датчика 10 (+ΔІч) (або зменшену на довжину, на яку розкат не дійшов до датчика 10 (-ΔІч)) Lч п 1=Іч.б.±ΔІч виконують приведення попереднього прогнозу до імпульсів датчика чистової кліті Lчист п 1=L ч п 1×Кзв, де Кзв - коефіцієнт зв'язку довжини розкату після прокатки в чистовій та в чорновій групі клітей, аналогічно виконують розрахунок довжини розкату при прокатці в чистовій кліті (з заміною датчика 9 на датчик 10, а датчика 10 на датчик 11), після визначення довжини розкату при виході з чистової кліті визначають коефіцієнт зв'язку Кзв=Lчист реальне/Lч реальне (для використання в розрахунках при прокатці наступної заготовки) складають план розкрою на смуги, виконують розрахунок положення ножів летючих ножиць в момент різання та величину неузгодженості положення ножів в момент різання і точки різання на смузі розкату, збільшують (зменшують) швидкість ножиць на час, необхідний для ліквідації неузгодженості, подають команду на різання в обчисленій точці різання (з урахуванням затримки ножиць). Сигнали з датчиків 9, 10, 11, 12, 13, 14, 15, 16, вводять в обчислювальний пристрій 17, де виконують необхідні обчислення, а потім видають керуючі сигнали на електропневматичний розподілювач 7 та реверсивний перетворювач підтримання швидкості 8 на виконання різання летючими ножицями 6 в розрахункові проміжки часу. Фіксують ряд подій, що відбивають порядок проходження розкату по стану Подія 1 - передній торець розкату під датчиком 9, Подія 2 - задній торець розкату під датчиком 9, Подія 3 - передній торець розкату під датчиком 10, Подія 4 - передній торець розкату під датчиком 11, Подія 5 - передній торець розкату під датчиком 12, Подія 6 - задній торець розкату під датчиком 10, Подія 7 - задній торець розкату під датчиком 11, Подія 8 - задній торець розкату під датчиком 12, Для визначення характеристики стану виконують розрахунок наступних параметрів Іч б - кількість імпульсів датчика 13 від події 2 до події 6, L ч реальне - кількість імпульсів датчика 13 від події 3 до події 6 (L ч), I чист б - кількість імпульсів датчика 14 від події 6 до події 7, L чист реальне - кількість імпульсів датчика 14 від події 4 до події 7 (L чист), Кзв - коефіцієнт зв'язку між датчиками кутового переміщення 8 і 10 Кзв=L чист реальне/L ч реальне L(імп) - кількість імпульсів датчика 14 від події 7 до події 8. Після події 5 виконують розрахунки n (імп/м) - кількість імпульсів датчика кутового переміщення 14, що приходиться на 1 метр прокатки, n (імп/м)=L(імп)/L(М) L(М) - відстань у метрах від датчика 11 до датчика 12, V - швидкість прокатки, V=L(М)/t, де t - кількість секундних імпульсів від події 7 до події 8 (визначається контролером 17). Для кожної наступної заготовки, при її проходженні по стану, усі параметри перераховують аналогічно. Розкрій наступних заготовок здійснюють з використанням перерахованих параметрів. З використанням обчислених параметрів по настанню події 3 роблять попередній прогноз довжини розкату. Розрахунок виконують у наступній послідовності: 1. підраховують кількість імпульсів датчика 10 від події 2 до події 3; 2. розраховують попередню довжину розкату в імпульсах датчика 14 і в метрах Lчист п 1=(Іч б±ΔІч)×Кзв Lчист п 1(м)=Lчист п 1/n(імп/м) 2 UA 107090 U 5 10 15 20 25 30 35 40 і складають попередній план розкрою. З використанням цього плану, по настанні події 4, починають різання розкату. По настанні події 6 виконують уточнений прогноз довжини розкату і довжини смуг перераховують з новим уточненим значенням довжини розкату Lчист (м) і нової кількості смуг (уточнений розрахунок довжини розкату виробляють по події 6, до цього моменту частина прокату може бути розкроєна ножицями). Розрахунок проходить таким чином: 1. розраховується довжина розкату, що знаходиться за датчиком 11 в імпульсах датчика 14 (ΔІчист); 2. виробляється уточнений розрахунок довжини розкату в імпульсах датчика 14 і в метрах, Lчист п 2=Ічист б+ΔІчист Lчист п 2 (м)=Lчист п 2 /n (імп/м) Знаючи очікувану довжину розкату до початку порізки можна здійснити розкрій по заданому способу, при цьому кількість смуг порізки N у ході прокатки не змінюється. Спосіб розкрою прокату на смуги мірної довжини кратні заданим довжинам готового пакета (Lмір(м)). За результатами прогнозування довжини смуги обчислюють план різання розкату на смуги мірної довжини. Розрахунок ведеться в такий спосіб. 1. Знаходять кількість мірних довжин для даного розкату m=[Lчист п (м)/Lмір (м)] тут [] означено цілу частину відношення. 2. Знаходять мінімальну кількість мірних довжин у кожній смузі m1=[m/N] тут N кількість смуг. 3. Знаходять кількість смуг, довжини яких більші довжин інших смуг на L мір(м): N1=m-N×m1 N2=N-N1 4. Розраховують довжину смуг для розкрійного плану: для перших N1 смуг довжина в метрах: LN1(м)=Lмір(м)×(m1+1), в імпульсах датчика 14:LN1=LN1(м)×n(імп/м), для решти смуг: LN2(м)=Lмір(м)×m1, в імпульсах датчика 14:LN2(м)=LN2(м)×n(імп/м). При розрахунку точки різання на розкаті обчислюють відстань від точки появи переднього торця розкату під ножицями до точки відповідній мірній довжині прутка (див. фіг. 2), після чого видають команду на різання. Швидкість металу розраховують за показанням імпульсного датчика 14, швидкість обертання ножиць за показниками датчика 15. Розраховують час за який передній торець розкату пройде відстань, що дорівнює довжині смуги. Паралельно розраховують положення ножів ножиць у момент різання. Визначають величину неузгодженості ΔL. Для компенсації ΔL використовують збільшення (зменшення) швидкості обертання ножиць протягом заданого проміжку часу Δt з постійним прискоренням а=R×ΔL, де R - коефіцієнт, заданий таблицею, одержаною експериментально. Запропонований спосіб і система розкрою пройшли експериментальну перевірку на мілкосортному стані № 5 Криворізького металургійного комбінату і забезпечили точність різання з помилкою меншій ±0,3м, що створює можливість мірного різання розкрою. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб автоматизованого розкрою прокату, що включає вимір довжини розкату кутом повороту прокатного валка, використання даних, отриманих при прокатці попередніх заготовок, різання розкату летючими ножицями на смуги, кратні мірним, який відрізняється тим, що додатково фіксують вхід у кліть і вихід із кліті торців розкату, а прогноз довжини розкату виконують за формулою L=Iб±ΔI, де Iб - довжина розкату до виходу з кліті, обмірювана в момент входу заднього торця розкату в кліть, а ΔI - відстань у той же момент часу переднього торця розкату до виходу з кліті, при цьому прогноз виконують в два етапи: попередній прогноз по Iб та ΔI чорнової кліті з наступним множенням на коефіцієнт перерахування n і уточнений прогноз по Iб і ΔI, при цьому виконують розрахунок точок різання на розкаті і положення ножів летючих ножиць у момент надходження розкату до місця різання, а компенсацію неузгодженості положення ножів летючих ножиць і точок різання на смузі розкату виконують короткочасною зміною швидкості ножиць. 3 UA 107090 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: прокату, розкрою, автоматизованого, спосіб
Код посилання
<a href="https://ua.patents.su/6-107090-sposib-avtomatizovanogo-rozkroyu-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматизованого розкрою прокату</a>
Спосіб автоматизованого розкрою прокату
Номер патенту: 52438
Опубліковано: 16.12.2002
Автори: Сміяненко Ігор Миколайович, Шуліченко Юрій Констянтинович, Кіба Ігор Васильович, Ястреб Микола Миколайович, Іцхакін Володлен Давидович, Дубина Олег Вікторович, Костюченко Михайло Іванович, Сокуренко Анатолій Валентинович, Бабенко Михайло Антонович, Шеремет Володимир Олександрович, Курочкін Олександр Федорович
Мітки: розкрою, спосіб, прокату, автоматизованого
Формула / Реферат:
Спосіб автоматизованого розкрою прокату, що включає вимір довжини розкату кутом повороту прокатного валка, використання даних, отриманих при прокатці попередніх заготівок, різання розкату летючими ножицями на смуги, кратні мірним, який відрізняється тим, що додатково фіксують вхід у кліть і вихід із кліті торців розкату, а прогноз довжини розкату виконують за формулою , де...
Спосіб розкрою сортового прокату
Номер патенту: 43217
Опубліковано: 15.11.2001
Автори: Шеремет Володимир Олександрович, Худик Валеріан Тарасович, Дубина Олег Вікторович, Костюченко Михайло Іванович
МПК: B23D 31/00
Мітки: розкрою, сортового, спосіб, прокату
Формула / Реферат:
1. Спосіб розкрою сортового прокату, то включає розрізання летучими ножицями розкату профілю на штаби, що відповідають довжині холодильника, підрівнювання передніх кінців штаб і розрізання їх пакетів на мірні прутки, який відрізняється тим, що до розрізання розкату на летючих ножицях прогнозують кількість одержаних з нього мірних прутків, по якій визначають оптимальну кратність довжин штаб, після чого усі штаби, окрім останньої, вирізають...
Спосіб одержання прокату мірної довжини

Номер патенту: 44534
Опубліковано: 15.02.2002
Автори: Блохін Дмитро Порфирович, Довгаль Петро Григорович, Сокуренко Анатолій Валентинович, Худик Валеріан Тарасович, Білоус Геннадій Пилипович, Приходько Євгенія Валер'янівна, Квашин Валерій Миколайович, Костюченко Михайло Іванович
МПК: B21B 1/16, B23D 31/00
Мітки: спосіб, мірної, прокату, одержання, довжини
Формула / Реферат:
1. Спосіб одержання прокату мірної довжини, який включає прогнозування кількості одержаних із розкату готового профілю мірних прутків, порізку розкату летючими ножицями на штаби довжиною, кратною довжині мірних прутків, підрівнювання передніх кінців штаб та порізку їх пакетів на мірні прутки, який відрізняється тим, що момент відділення від розкату кратної штаби визначають по числу обертань валків чистової кліті після проходження його...
Спосіб розкрою прокату
Номер патенту: 45778
Опубліковано: 15.09.2005
Автори: Шеремет Володимир Олександрович, Сміяненко Ігор Миколайович, Куваєв Володимир Миколайович
МПК: B21B 38/00
Мітки: прокату, розкрою, спосіб
Формула / Реферат:
Спосіб розкрою прокату, що включає прогнозування довжини прокату на виході з останньої прокатної кліті, задання кількості штаб, на які розкроюють прокат, порізку прокату на штаби, транспортування й укладання штаб на холодильник, збирання штаб у пакет на виході з холодильника і порізку пакета штаб на пачки прутків мірної довжини, який відрізняється тим, що попередньо задають мірну довжину прутка, визначають кількість мірних довжин і довжину...
Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату
Номер патенту: 58734
Опубліковано: 15.08.2003
Автори: Хижняк Вячеслав Якович, Бабенко Михайло Антонович, Коротченков Валерій Михайлович, Шеремет Володимир Олександрович, Носіков Віктор Львович
МПК: B23D 36/00, B23D 25/00
Мітки: летючими, спосіб, автоматичного, торців, різання, керування, прокату, передніх, ножицями
Формула / Реферат:
Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату, що включає операції виділення на прокатному стані ділянки синхронізації, виміру швидкості обертання ножів барабанів летючих ножиць, кута їхнього відхилення від лінії різання в момент входу переднього торця прокату в початок ділянки синхронізації, прогнозування часу проходження переднього торця прокату на ділянці синхронізації, визначення величини...
Попередній патент: Спосіб для сушіння пастоподібних матеріалів
Наступний патент: Гідроциліндр керування затвором греблі
Випадковий патент: Спосіб автоматичної підтримки безперервного протитоку у похилих дифузійних шнекових апаратах бурякоцукрового виробництва