Спосіб управління процесом перемішування металевих розплавів
Номер патенту: 108109
Опубліковано: 25.03.2015
Автори: Моісеєв Юрій Васильович, Подольцев Олександр Дмитрович, Дубодєлов Віктор Іванович, Слажнєв Микола Андрійович, Богдан Кім Степанович
Формула / Реферат
1. Спосіб управління процесом перемішування металевого розплаву в каналах і тиглі магнітодинамічної ливарної установки з індукторами та електромагнітом або індукційної канальної печі, який включає індукування електричного струму у заповненому розплавом короткозамкненому каналі, який відрізняється тим, що в індукторах генерують пакети гармонійного струму, які періодично змінюють на пакети імпульсного струму, амплітуду, частоту, скважність і тривалість яких регулюють по заданій програмі в залежності від вимог технологічного процесу.
2. Спосіб за п. 1, який відрізняється тим, що амплітуда імпульсних струмів не перевищує критичних значень щільності струму, при яких відбувається перетискання рідкометалевого провідника під дією сил пінч-ефекту з розривом електричного ланцюга.
Текст
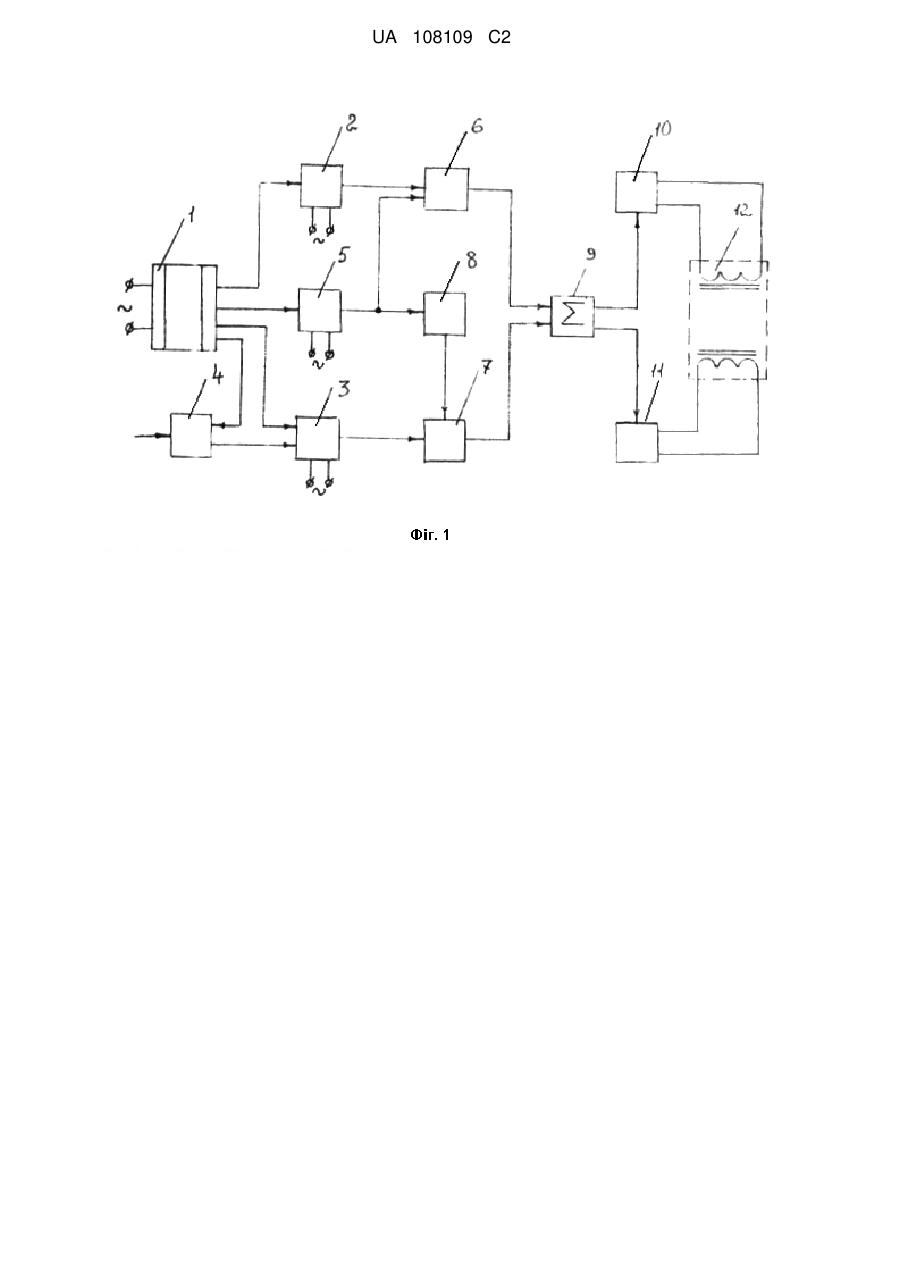
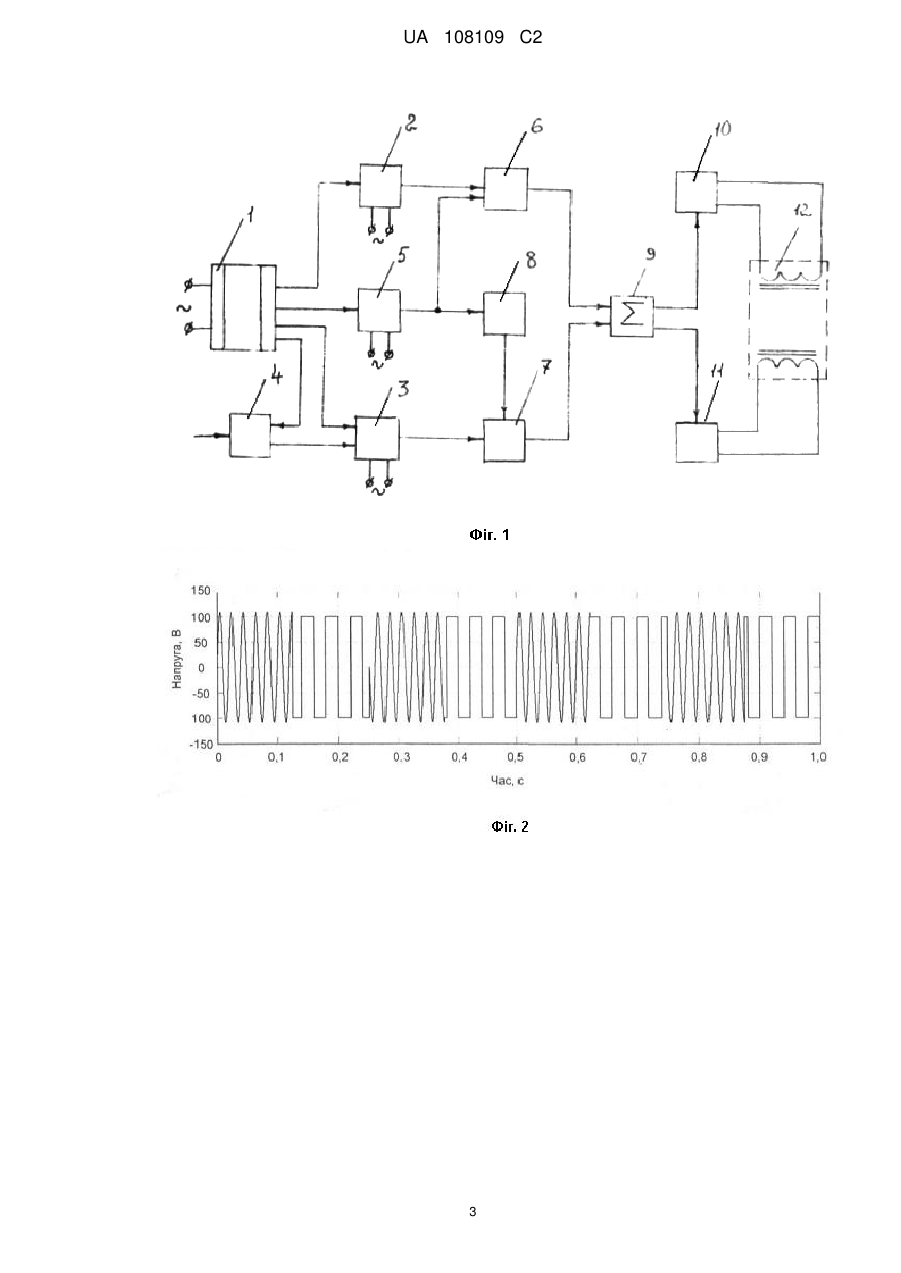
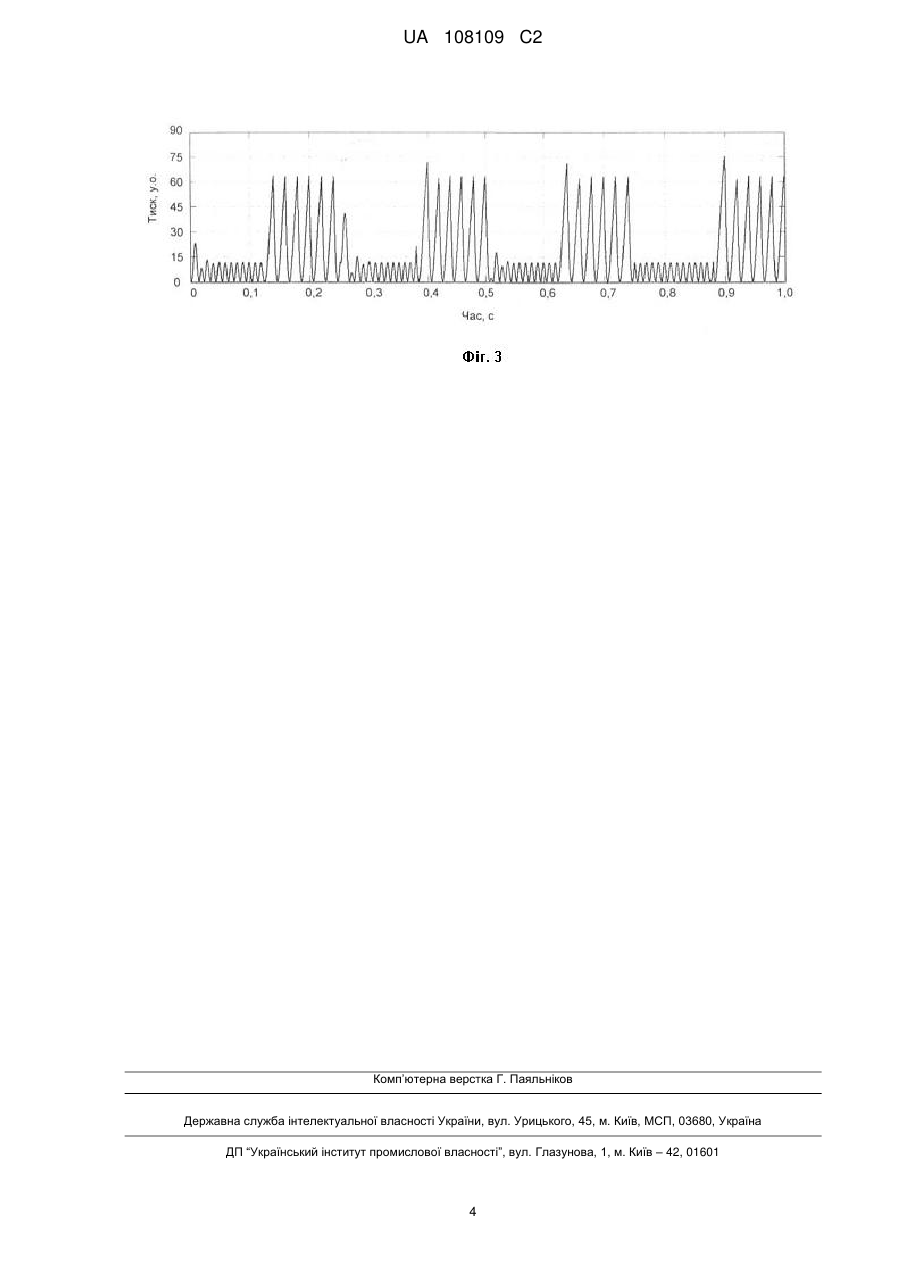
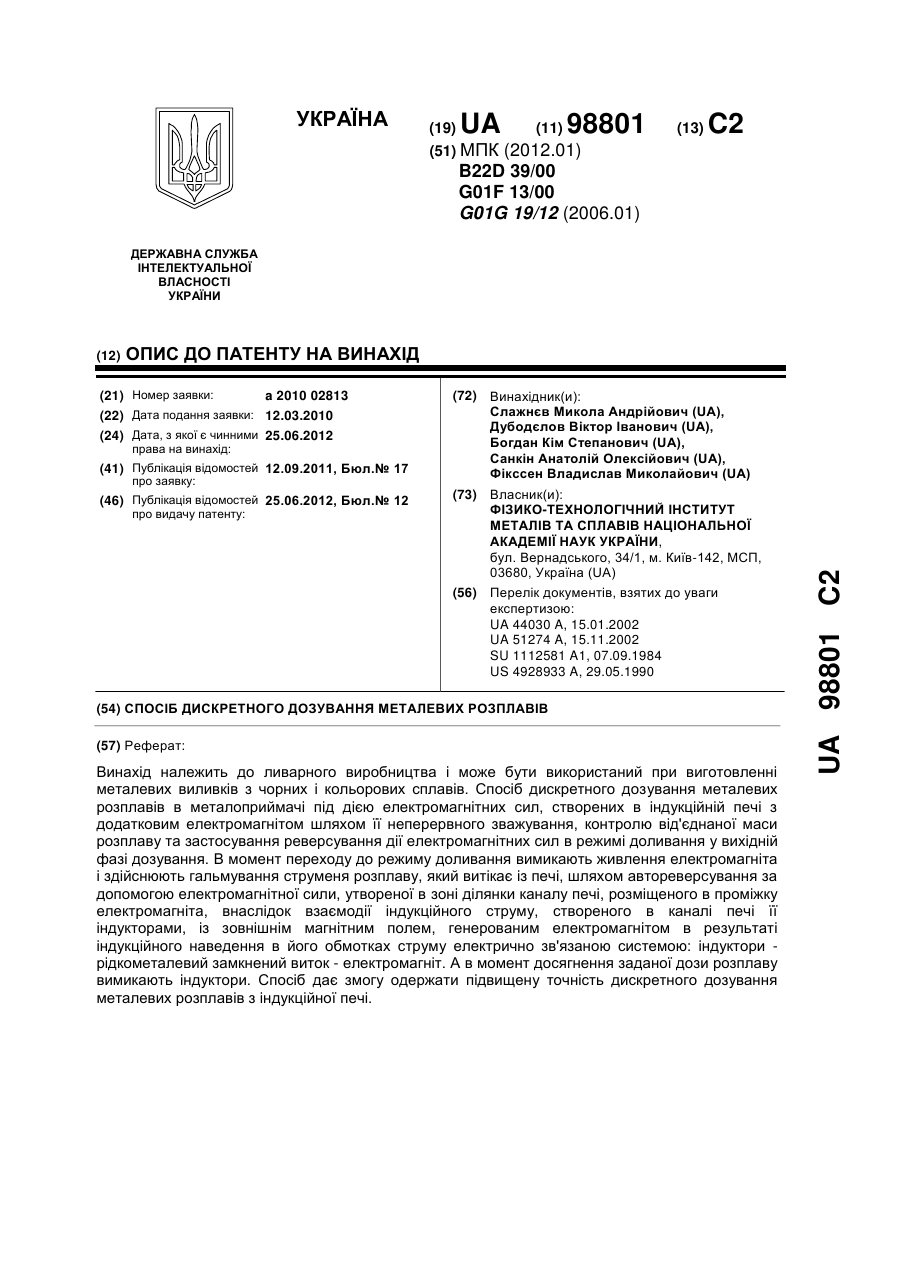
Реферат: Винахід належить до ливарного виробництва. Спосіб управління процесом перемішування металевих розплавів в каналах і тиглі магнітодинамічної ливарної установки з індукторами та електромагнітом або індукційної канальної печі включає індукування електричного струму у заповненому розплавом короткозамкненому каналі, при цьому в індукторах генерують пакети гармонійного струму, які періодично змінюють на пакети імпульсного струму, амплітуду, частоту, скважність і тривалість яких регулюють по заданій програмі в залежності від вимог технологічного процесу. Винахід дозволяє підвищити ефективність обробки рідкого металу. UA 108109 C2 (12) UA 108109 C2 UA 108109 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до ливарного виробництва і може бути використаний при підготовці металевих розплавів перед їх розливанням у металоприймачі в процесі виготовлення металевих виливків з чорних та кольорових сплавів. Відомо спосіб штамповки із рідкого металу [Авт. свид. № 1232366 СССР, МПКЧ B22D 18/02, опубл. 23.05.1986 г, Бюл. № 19], який передбачає накладання на метал в процесі кристалізації пульсуючого тиску і витягнення виливка, який відрізняється тим, що з метою підвищення якості і фізико-механічних властивостей виливків, накладання тиску здійснюють з різною частотою в порядку зростання, при цьому величину тиску змінюють від нуля до номінального значення. Недоліком цього способу є низька ефективність його застосування для перемішування металевого розплаву в магнітодинамічній ливарній установці. Відомо також спосіб обробки рідкого металу [Авт. свид. № 350836 СССР, МПК С21С, 7/00, опубл. 1972 г.], згідно з яким рідкий метал оброблюють знакозмінними електромагнітними силами, що викликають при накладанні на метал двох незалежних електромагнітних полів. Ці поля мають однакову частоту, але їх фази зсунуті відносно одна одної на 90°. При цьому зона, в якій генерують поздовжні хвилі стиснення, займає об'єм, який складає незначну частину об'єму всього каналу, що суттєво знижує потужність, необхідну для створення поздовжніх хвиль стиснення. Недоліком цього способу є те, що для обробки металу поздовжніми хвилями стиснення використовують одну й ту ж частоту, в результаті чого найбільша ефективність обробки досягається при нульовому напорі. Ця обставина робить неможливим суміщення обробки металу з його транспортуванням. Найбільш близьким аналогом до запропонованого винаходу щодо технічної суті та досягнутого результату є спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення [Патент 34714А, UA МПК С22В 9/00, С21С 7/00, опубл. 15.03.2001, Бюл. № 2], створюваними дією електромагнітних сил, що виникають при накладанні на метал схрещених електричного і магнітного полів. Згідно з цим способом, обробку рідкого металу і такого, що твердне, проводять модульованими коливаннями електромагнітної сили, для чого на електромагнітні системи електротехнологічних установок подають модульовані або немодульовані напруги різної частоти. Недоліком цього способу є складність його реалізації при застосуванні для перемішування рідкого металу в електротехнологічних установках, наприклад магнітодинамічних. В основу запропонованого винаходу поставлено задачу підвищення ефективності обробки рідкого металу в електротехнологічних ливарних установках і створення передумов для спрощення його реалізації. Поставлена задача вирішена тим, що запропонований спосіб управління процесом перемішування металевого розплаву в каналах і тиглі магнітодинамічної ливарної установки з індуктором та електромагнітом або індукційної канальної печі, який включає індукування електричного струму у заповненому розплавом короткозамкненому каналі, передбачає те, що в індукторі генерують пакети гармонійного струму, які періодично змінюють на пакети імпульсного струму, амплітуду, частоту, скважніcть і тривалість яких регулюють по заданій програмі в залежності від вимог технологічного процесу. Крім того, запропонований спосіб передбачає, що амплітуда імпульсних струмів не перевищує критичних значень щільності струму, при яких відбувається перетискання рідкометалевого провідника під дією пінч-ефекту з розривом електричного ланцюга. Запропонований спосіб дозволяє підвищити ефективність перемішування металевого розплаву при його підготовці в електротехнологічних установках перед заливанням в металоприймачі, наприклад в ливарні форми. Для пояснення запропонованого винаходу на фіг. 1 наведено структурно-функціональну схему системи управління процесом перемішування металевого розплаву в магнітодинамічній ливарній установці, яка реалізує запропонований спосіб. Мікропроцесорний блок 1 управління своїми виходами підключений до генератора 2 гармонійного (синусоїдального) струму, генератора 3 імпульсного струму, задатчика 4 параметрів пакетів імпульсів, блока 5 чергування. Крім того, система має у своєму складі електронні ключі 6 і 7, інвертор 8 і суматор 9, виходи якого підключені до блоків 10 і 11 живлення індукторів 12 магнітодинамічної ливарної установки (на схемі не показано). Вихід генератора 2 сумісно з виходом блока 5 чергування підключений через електронний ключ 6 до суматора 9. Вихід генератора 3 сумісно з виходом інвертора 8 через електронний ключ 7 підключений до суматора 9. Вихід задатчика 4 сумісно з виходом блока 1 підключені до входу генератора 3. Виходи суматора 9 підключені до блоків 10, 11 живлення індукторів 12. Така схема забезпечує генерування в індукторі 12 пакетів гармонійного струму, які періодично 1 UA 108109 C2 5 10 15 20 25 30 35 чергуються з пакетами імпульсного струму, причому амплітуда, частота скважність і тривалість цих пакетів регулюється по заданій програмі залежно від вимог технологічного процесу. Система управління, що реалізує запропонований спосіб, працює наступним чином. У вихідному стані елементи системи управління знаходяться в очікувальному режимі. Після заповнення магнітодинамічної ливарної установки металевим розплавом вона певний час працює в режимі "збереження", при якому індуктори 12 підключені до блоків 10, 11 живлення і в її тиглі й каналах підтримується задана температура розплаву. Електромагніт установки (на схемі не показаний) в цьому режимі відключений. По команді з блока 1 управління вмикаються генератор 2 синусоїдального струму і генератор 3 імпульсного струму, в результаті чого на виході електронних ключів 6 і 7 з'являються сигнали у вигляді пакетів синусоїдального струму і імпульсів із заданими параметрами, які надходять до суматора 9, а з нього через блоки 10 і 11 живлення (трансформатори) на індуктори 12 установки. Осцилограма функції Uі=f(t) на вході індукторів 12, яка отримана шляхом комп'ютерного моделювання системи, наведена на фіг. 2, де Ui - напруга на вході індукторів 12; t - час. Завдяки тому, що живлення індукторів 12 здійснюється у вигляді пакетів синусоїдального струму, які чергуються з пакетами імпульсного струму, виникають умови для інтенсифікації процесів перемішування розплаву в індукційному Ш-подібному каналі МГД-установки. Осцилограма функції Pi=f(t) наведена на фіг. 3, де Pi - тиск, створений в каналі за рахунок дії електромагнітних сил. З осцилограми (Фіг. 2) видно, що при використанні прямокутних імпульсів в пакеті картина осциляції тиску в розплаві (фіг. 3) характеризується піками тиску, які перевищують гармонійні пакети більш ніж у чотири рази. Це дає змогу підвищити інтенсивність перемішування розплаву в тиглі і каналах установки. Разом з тим, різка зміна амплітуди струмів реалізує, в даному випадку, силовий гідродинамічний вплив на рідкометалевий виток за допомогою сил пінч-ефекту. З огляду на те, що природа сил пінчефекту полягає у взаємодії змінного електричного струму, який протікає по рідкометалевому провіднику із змінним магнітним полем, що генерує цей же струм, результуюча електромагнітна сила, яка направлена до осі провідника, не має знакозмінного вигляду і є результатом алгебраїчного перемноження щільності струму на щільність магнітної індукції. Таким чином, запропонований спосіб, на відміну від найближчого аналога та інших аналогів, дає змогу одержати новий технічний результат, виражений у створенні умов керованої інтенсифікації режимів перемішування розплаву в каналах і тиглі магнітодинамічної ливарної установки, реалізувати управління нагріванням розплаву без використання складних, енерго- і металомістких понижуваних багатоступінчатих трансформаторів. Крім того, зменшується кількість комутаційної апаратури, яка здійснює переключення відповідних режимів. В результаті розширюються функціональні можливості електротехнологічних установок і підвищуються економічні показники технологій, що реалізуються за допомогою запропонованого способу. ФОРМУЛА ВИНАХОДУ 40 45 1. Спосіб управління процесом перемішування металевого розплаву в каналах і тиглі магнітодинамічної ливарної установки з індукторами та електромагнітом або індукційної канальної печі, який включає індукування електричного струму у заповненому розплавом короткозамкненому каналі, який відрізняється тим, що в індукторах генерують пакети гармонійного струму, які періодично змінюють на пакети імпульсного струму, амплітуду, частоту, скважність і тривалість яких регулюють по заданій програмі в залежності від вимог технологічного процесу. 2. Спосіб за п. 1, який відрізняється тим, що амплітуда імпульсних струмів не перевищує критичних значень щільності струму, при яких відбувається перетискання рідкометалевого провідника під дією сил пінч-ефекту з розривом електричного ланцюга. 2 UA 108109 C2 3 UA 108109 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюMoiseiev Yurii Vasyliovych, Dubodelov Viktor Ivanovych, Bohdan Kim Stepanovych, Slazhniev Mykola Andriiovych, Podoltsev Oleksandr Dmytrovych
Автори російськоюМоисеев Юрий Васильевич, Дубоделов Виктор Иванович, Богдан Ким Степанович, Слажнев Николай Андреевич, Подольцев Александр Дмитриевич
МПК / Мітки
МПК: C21C 7/00, C21C 1/00, B22D 27/02, C22B 9/00
Мітки: перемішування, спосіб, процесом, металевих, розплавів, управління
Код посилання
<a href="https://ua.patents.su/6-108109-sposib-upravlinnya-procesom-peremishuvannya-metalevikh-rozplaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління процесом перемішування металевих розплавів</a>
Спосіб дискретного дозування металевих розплавів
Номер патенту: 98801
Опубліковано: 25.06.2012
Автори: Фікссен Владислав Миколайович, Санкін Анатолій Олексійович, Слажнєв Микола Андрійович, Богдан Кім Степанович, Дубодєлов Віктор Іванович
МПК: B22D 39/00, G01F 13/00, G01G 19/12
Мітки: металевих, розплавів, дискретного, спосіб, дозування
Формула / Реферат:
1. Спосіб дискретного дозування металевих розплавів при подачі в металоприймач під дією електромагнітних сил, створених в індукційній печі з додатковим електромагнітом шляхом її неперервного зважування, контролю від'єднаної маси розплаву та застосування реверсування дії електромагнітних сил в режимі доливання у вихідній фазі дозування, який відрізняється тим, що в момент переходу до режиму доливання вимикають живлення електромагніта і...
Магнітоваговий дозатор дискретної дії для металевих розплавів
Номер патенту: 54799
Опубліковано: 25.11.2010
Автори: Богдан Кім Степанович, Санкін Анатолій Олексійович, Слажнєв Микола Андрійович, Фікссен Владислав Миколайович, Моісеєв Юрій Васильович, Дубодєлов Віктор Іванович
МПК: B22D 13/00, G01G 19/00
Мітки: розплавів, металевих, дискретної, дозатор, магнітоваговий, дії
Формула / Реферат:
Магнітоваговий дозатор дискретної дії для металевих розплавів, до складу якого входять: магнітодинамічний насос з індуктором і електромагнітом, установлений на вантажоприймальній платформі з силовимірювальними датчиками, підключеними через комутаційний блок до мікропроцесорного блока вимірювання, індикації маси та керування процесом дозування розплаву, блоки керування індуктором і електромагнітом, датчик температури розплаву та блоки...
Пристрій для дозування металевих розплавів
Номер патенту: 77536
Опубліковано: 25.02.2013
Автори: Санкін Анатолій Олексійович, Моісеєв Юрій Васильович, Слажнєв Микола Андрійович, Богдан Кім Степанович
МПК: B22D 13/00, G01F 1/00
Мітки: дозування, розплавів, металевих, пристрій
Формула / Реферат:
Пристрій для дозування металевих розплавів, що містить магнітодинамічну ливарну установку, похилий зливний жолоб, датчик витрати розплаву на жолобі, підключений через підсилювач і аналого-цифровий перетворювач до мікропроцесорного блока вимірювання витрати і управління процесом дозування розплаву, блок управління та блоки живлення, який відрізняється тим, що датчик витрати розплаву на жолобі виконаний у вигляді електромагніта, котушка якого...
Пристрій для дозування металевих розплавів
Номер патенту: 82841
Опубліковано: 12.08.2013
Автори: Богдан Кім Степанович, Слажнєв Микола Андрійович, Санкін Анатолій Олексійович, Дубодєлов Віктор Іванович
МПК: G01G 19/12, B22D 13/00
Мітки: пристрій, металевих, розплавів, дозування
Формула / Реферат:
Пристрій для дозування металевих розплавів, до складу якого входять: магнітодинамічний насос з тигелем, індуктором, електромагнітом і зливним металопроводом, установлений на пружно підвішеній вантажоприймальній платформі, центр жорстокості якої через силопередавальний елемент з'єднаний з силовим входом силовимірювального датчика, електричний вихід котрого через підсилювач підключений до входу мікропроцесорного блока вимірювання маси і...
Система автоматичного управління процесом електрохімічної очистки стічних вод
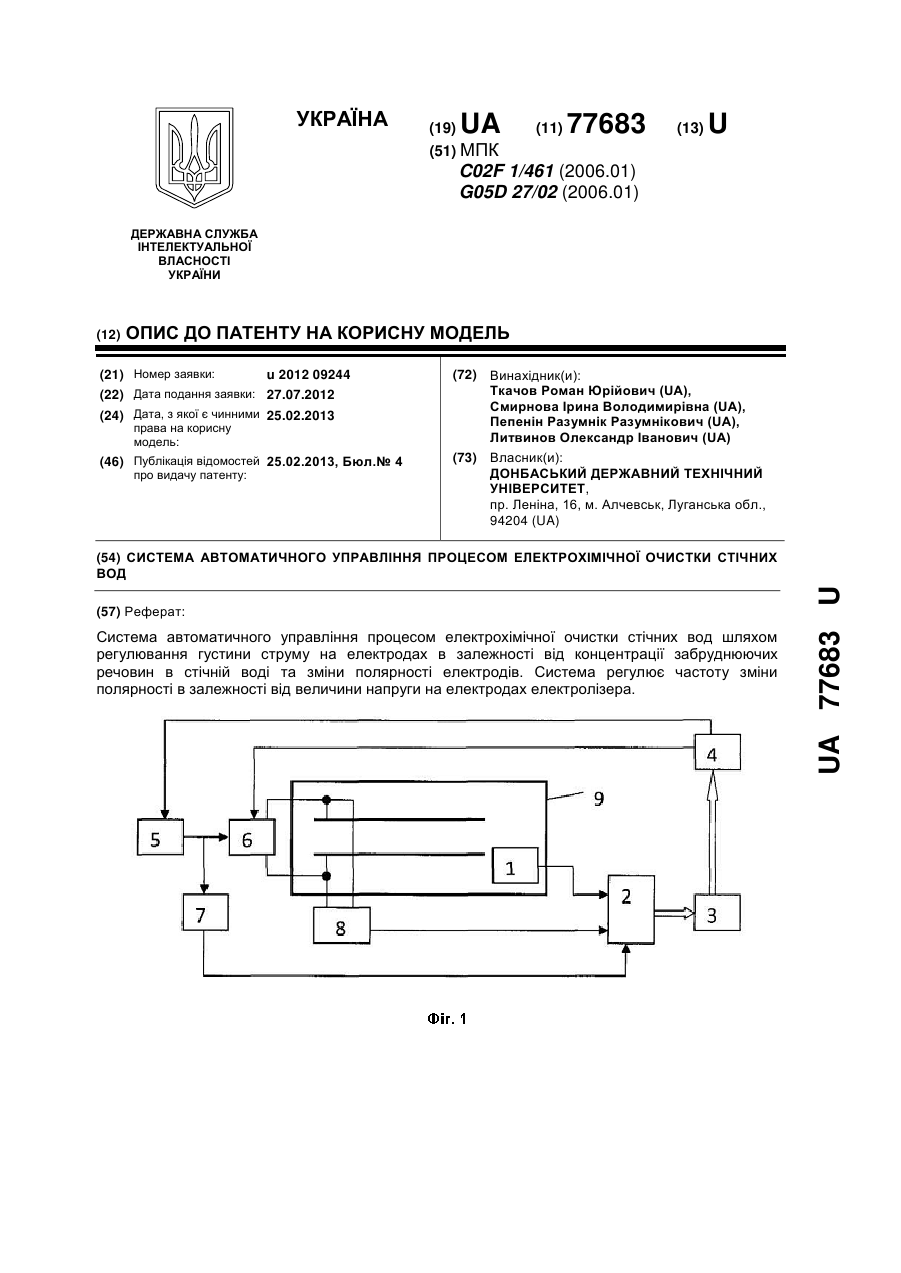
Номер патенту: 77683
Опубліковано: 25.02.2013
Автори: Смирнова Ірина Володимирівна, Пепенін Разумнік Разумнікович, Литвинов Олександр Іванович, Ткачов Роман Юрійович
МПК: C02F 1/461, G05D 27/02
Мітки: автоматичного, процесом, електрохімічної, управління, очистки, система, вод, стічних
Формула / Реферат:
Система автоматичного управління процесом електрохімічної очистки стічних вод шляхом регулювання густини струму на електродах в залежності від концентрації забруднюючих речовин в стічній воді та зміни полярності електродів, яка відрізняється тим, що додатково регулює частоту зміни полярності в залежності від величини напруги на електродах електролізера.
Попередній патент: Наповнювальне сопло, його застосування і спосіб наповнення
Наступний патент: Пристрій та екран для фарбування волосся
Випадковий патент: Циліндр вимикання зчеплення головний