Пристрій для дозування металевих розплавів
Номер патенту: 82841
Опубліковано: 12.08.2013
Автори: Дубодєлов Віктор Іванович, Санкін Анатолій Олексійович, Богдан Кім Степанович, Слажнєв Микола Андрійович
Формула / Реферат
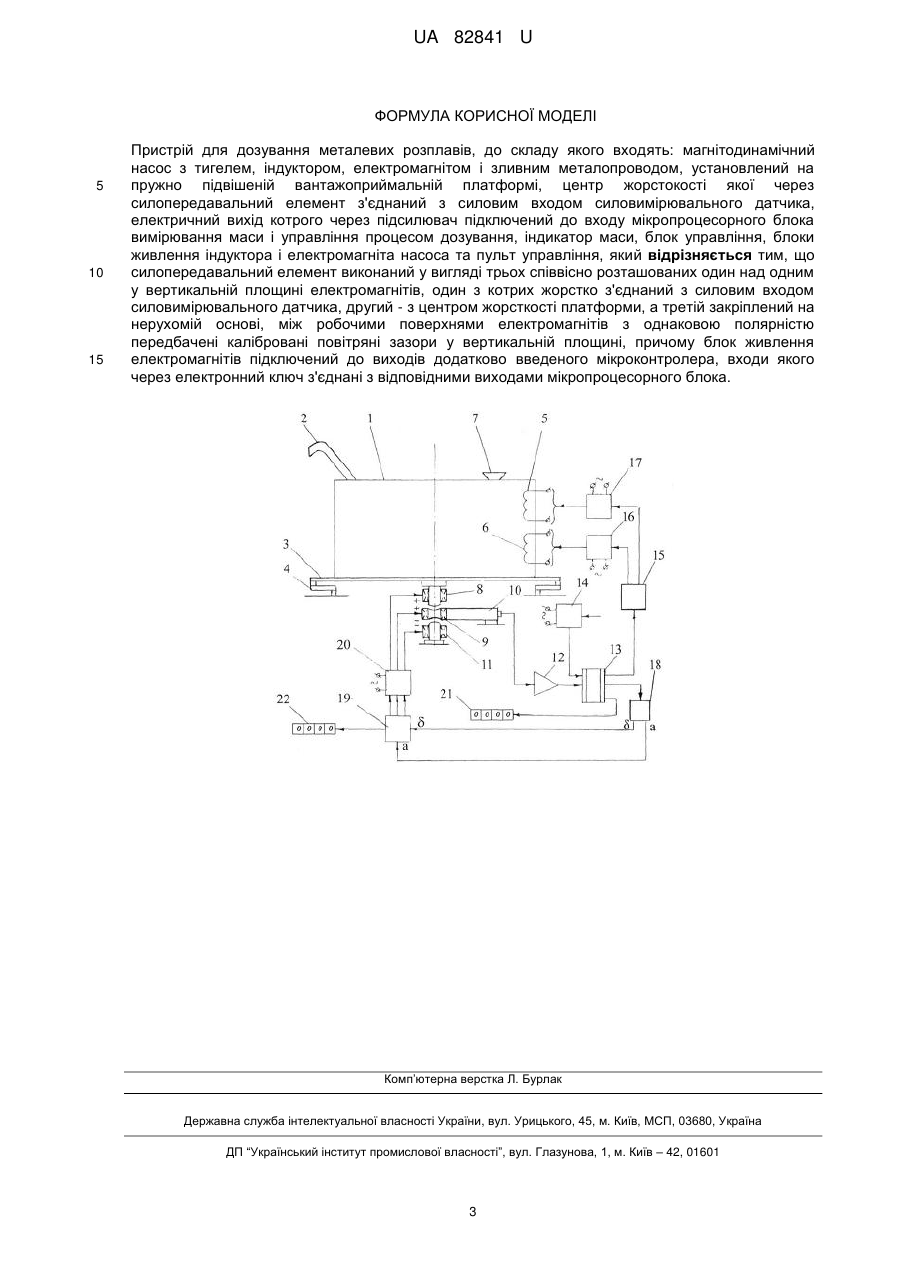
Пристрій для дозування металевих розплавів, до складу якого входять: магнітодинамічний насос з тигелем, індуктором, електромагнітом і зливним металопроводом, установлений на пружно підвішеній вантажоприймальній платформі, центр жорстокості якої через силопередавальний елемент з'єднаний з силовим входом силовимірювального датчика, електричний вихід котрого через підсилювач підключений до входу мікропроцесорного блока вимірювання маси і управління процесом дозування, індикатор маси, блок управління, блоки живлення індуктора і електромагніта насоса та пульт управління, який відрізняється тим, що силопередавальний елемент виконаний у вигляді трьох співвісно розташованих один над одним у вертикальній площині електромагнітів, один з котрих жорстко з'єднаний з силовим входом силовимірювального датчика, другий - з центром жорсткості платформи, а третій закріплений на нерухомій основі, між робочими поверхнями електромагнітів з однаковою полярністю передбачені калібровані повітряні зазори у вертикальній площині, причому блок живлення електромагнітів підключений до виходів додатково введеного мікроконтролера, входи якого через електронний ключ з'єднані з відповідними виходами мікропроцесорного блока.
Текст
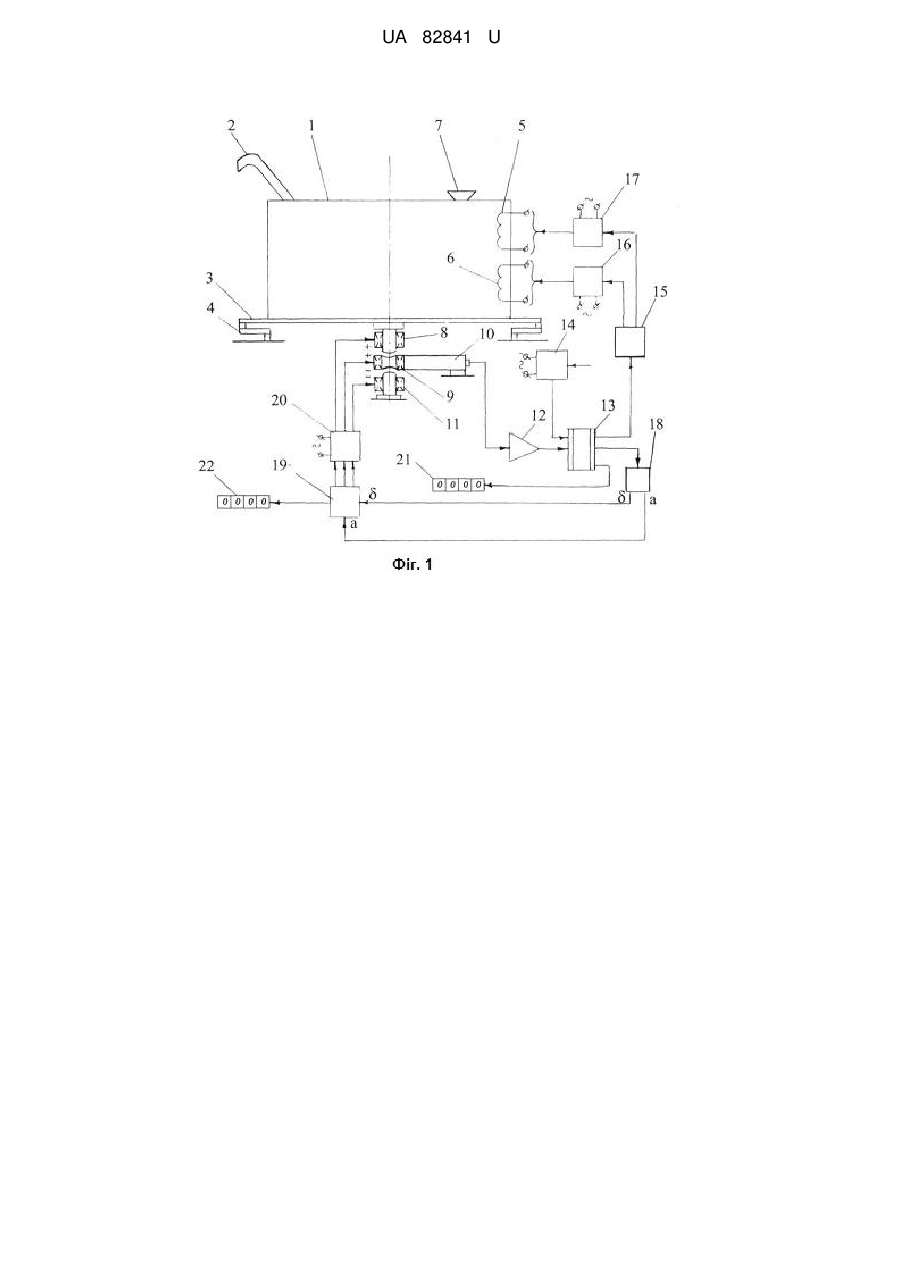
Реферат: Пристрій для дозування металевих розплавів, до складу якого входять: магнітодинамічний насос з тигелем, індуктором, електромагнітом і зливним металопроводом, установлений на пружно підвішеній вантажоприймальній платформі, центр жорстокості якої через силопередавальний елемент з'єднаний з силовим входом силовимірювального датчика, електричний вихід котрого через підсилювач підключений до входу мікропроцесорного блока вимірювання маси і управління процесом дозування, індикатор маси, блок управління, блоки живлення індуктора і електромагніта насоса та пульт управління. Силопередавальний елемент виконаний у вигляді трьох співвісно розташованих один над одним у вертикальній площині електромагнітів, один з котрих жорстко з'єднаний з силовим входом силовимірювального датчика, другий - з центром жорсткості платформи, а третій закріплений на нерухомій основі. Між робочими поверхнями електромагнітів з однаковою полярністю передбачені калібровані повітряні зазори у вертикальній площині. Блок живлення електромагнітів підключений до виходів додатково введеного мікроконтролера, входи якого через електронний ключ з'єднані з відповідними виходами мікропроцесорного блока. UA 82841 U (54) ПРИСТРІЙ ДЛЯ ДОЗУВАННЯ МЕТАЛЕВИХ РОЗПЛАВІВ UA 82841 U UA 82841 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель відноситься до вагодозувальної техніки і може бути використана для дозування металевих розплавів в технологічних процесах ливарного виробництва та металургії. 6 Відомо ваговий порційний дозатор (авт. свід. СРСР № 491837, МПК , G01G 13/24), який складається з магнітодинамічного насоса з регулятором витрати, встановленого на платформених вагах з важільно-пружним вантажоприймальним механізмом, приводом підтиснення пружних елементів вагів, механізмом накладання гир, датчиком маси, вторинним вимірювальним приладом, блоками програмування та керування. Недоліком цього дозатора є складність конструкції і значна металоємність силовимірювального механізму вагів, що призводить до перевитрат металу, збільшення габаритів установки по висоті та її вартості. Крім того, експлуатація цього дозатора накладає жорсткі вимоги до його сервісного обслуговування в процесі експлуатації. Відомо також пристрій для автоматичного дозування рідкого металу, до складу якого входять: роздавальний ківш з приводом нахилу і магнітодинамічним насосом, дозувальний ківш, ваговий механізм з ваговимірювальним елементом, блок формування сигналу відхилення витрати розплаву з суматором на виході, вторинний прилад з електроконтактним елементом і 3 регулятор струму (авт.свід. СРСР № 933241, МПК B22D 39/04). Недоліком цього пристрою є складність конструкції, негативний вплив тиску струменя розплаву на точність дозування та подвійне переливання розплаву, що призводить до додаткового його окислення, а отже погіршення якості виливків. Найбільш близьким (прототипом) до запропонованої корисної моделі щодо технічної суті і досягнутого результату є ваговий дозатор, який має у своєму складі подавальний пристрій, встановлений на пружно підвішеній платформі, нерівноплечовий силопередавальний важіль, менше плече якого з'єднано з платформою за допомогою шарніра, закріпленого в її центрі жорсткості, а більше плече - з перетворювачем деформації, закріпленим на основі та з'єднаним електрично через підсилювач сигналу з блоком вимірювання маси та керування процесом дозування розплаву (авт.свид. СРСР № 1490499, МПК4 G01G 19/12). Для захисту перетворювача деформації від перевантажень застосовано електромагнітний фіксатор (патент RU № 2057301 МПК6 G01G 19/00 23/02). Недоліком конструкції прототипу є неможливість практичного одержання відомими засобами необхідної чутливості ваговимірювальної системи для досягнення заданої точності при дозуванні малих доз розплаву (до 5 % від маси "брутто" дозатора) на рівні 0,1-0,5 % від маси дози, що звужує діапазон застосування таких дозаторів. В основу запропонованої корисної моделі поставлена задача підвищення точності вимірювання маси та дозування металевих розплавів при одночасному спрощенні конструкції силовимирюваного вузла дозатора. Поставлена задача вирішується тим, що запропонований пристрій для дозування металевих розплавів, до складу якого входять: магнітодинамічний насос з тиглем, індуктором, електромагнітом і зливним металопроводом, установлений на пружно підвішеній вантажоприймальній платформі, центр жорсткості якої через силопередавальний елемент з'єднаний з силовим входом силовимірювального датчика, електричний вихід котрого через підсилювач підключений до входу мікропроцесорного блока вимірювання маси і управління процесом дозування, індикатор маси, блок управління, блоки живлення індуктора і електромагніта насоса та пульт управління, відповідно до корисної моделі силопередавальний елемент виконаний у вигляді трьох електромагнітів, співвісно розташованих один над одним у вертикальній площині, один з котрих жорстко з'єднаний з силовим входом силовимірювального датчика, другий - з центром жорсткості платформи, а третій закріплений на нерухомій основі, між робочими поверхнями електромагнітів з однаковою полярністю передбачені калібровані повітряні зазори у вертикальній площині, причому блок живлення цих електромагнітів підключений до виходів додатково введеного мікроконтролера, входи якого через електронний ключ з'єднані з відповідними виходами мікропроцесорного блока. Запропонований пристрій для дозування металевих розплавів дозволяє підвищити точність зважування, а отже і точність дозування металевого розплаву методом від'єднання маси, за рахунок виконання силопередавального елемента з трьох електромагнітів, між робочими поверхнями яких передбачені калібровані повітряні зазори. Це дозволяє використовувати один тип силовимірювального датчика для широкого діапазону вимірювання маси, застосовувати датчик з меншою межею навантаження і, як результат, підвищити чутливість ваговимірювальної системи й зменшити похибку зважування. Для пояснення запропонованої корисної моделі на кресленні зображено конструктивнофункціональну схему пристрою для дозування металевих розплавів. Тигель 1 магнітодинамічного насоса, з'єднаний з Ш-подібним каналом і зливним металопроводом 2, установлений на платформі 3, яка спирається на чотири пружні елементи 4. Насос має у своєму 1 UA 82841 U 5 10 15 20 25 30 35 40 45 50 55 складі індуктор 5, електромагніт 6 і заливальну лійку 7. Під платформою 3 по вертикальній осі, яка проходить через її центр жорсткості, змонтовані три електромагніти. Електромагніт 8 закріплений у центрі жорсткості платформи 3, електромагніт 9 з'єднаний з силовим входом силовимірювального датчика 10, установленого на нерухомій основі, а електромагніт 11 розташований співвісно с електромагнітами 8 і 9 і також закріплений на нерухомій основі. Між електромагнітами 8 і 9 та 11 і 9 передбачені калібровані повітряні зазори у вертикальній площині. Робочі поверхні електромагнітів 8 і 9 мають однакову полярність ("+"), а електромагнітів 11 і 9 - ("- "), тобто ці пари електромагнітів працюють на відштовхування. Вихід силовимюрювального датчика 10 через підсилювач 12 сигналу, пропорційного масі, підключений до мікропроцесорного блока 13 вимірювання маси і управління процесом дозування розплаву. Блок 13 зв'язаний з пультом 14 управління. Виходи блока 13 підключені до блока 15 управління блоками живлення (17-індуктора 6 і 16 - електромагніта 5); через електронний ключ 18 до мікроконтролера 19, виходи якого підключені до блока 20 живлення електромагнітів 8, 9 і 11 силопередавального елемента; до індикатора 21 маси. Індикатор 22 підключений до мікроконтролера 12. Запропонований пристрій працює наступним чином. У вихідному стані тигель 1 насоса не заповнений металевим розплавом і на вантажоприймальну пружно підвішену платформу 3 діє сила, створена масою пустого насоса 1 (маса "тари"), а електромагніти 8, 9 і 11 відключені. В цьому положенні здійснюють калібровку повітряних зазорів між електромагнітами 9 і 8 та електромагнітом 9 і 11. Після подачі напруги від блоків 16, 1 7 і 20 живлення на елементи системи управління по сигналу з пульта 14 управління на блок 13 подається команда на електронний ключ 18 (позиція "а") і мікроконтролер 19 вмикає живлення електромагнітів 8, 9 і 11 від блока 20. В результаті між електромагнітами 8 і 9 та 11 і 9 виникають сили, направлені зустрічно, а вихідний сигнал датчика 10 дорівнює нулю. При заливанні розплаву у тигель 1 пружні елементи 4 стискаються пропорційно масі розплаву, який надійшов у тигель 1, зазор між електромагнітами 8 і 9 зменшується, а вхідний сигнал датчика 10 пропорційно зростає, що приводить до зростання напруги на електромагніті 11. В результаті цього зростає сила відштовхування між електромагнітами 11 і 9, яка компенсує силу, пропорційну масі розплаву в тиглі 1. Після заповнення тигля 1 розплавом з пульта 14 надходить сигнал на блок 13, в результаті чого електронний ключ переходить на позицію "б". При цьому напруга на електромагніті 11 залишається незмінною, а система управління є готовою для дозування розплаву методом від'єднання маси. По команді з пульта 14 управління із блока 13 надходить сигнал у блок 15, відбувається вмикання електромагніта 6 насоса і розплав по зливному металопроводу 2 починає надходити у металоприймач (ливарну форму). Одночасно пропорційно масі злитого розплаву, збільшується зазор між електромагнітами 8 і 9 і зменшується сила на силовому вході силовимірювального датчика 10. В момент досягнення масою злитого розплаву заданої дози електромагніт 6 вимикається і в блоці 13 відбувається апаратне обнулення ваговимірювальної схеми. Дозування наступних доз розплаву відбувається аналогічно, а на індикаторі 22 висвітлюється маса розплаву, який залишився у тиглі 1. На відміну від прототипу, в запропонованому пристрої для дозування металевих розплавів застосовано силовимірювальний датчик двосторонньої дії, що дозволяє здійснювати динамічний і статичний контроль в процесі завантаження пристрою матеріалом (розплавом) і при його розвантаженні в процесі дозування розплаву. Використання робочої пари електромагнітів 8 і 9 як силопередавальний елемент дозволяє шляхом регулювання живлення змінювати у широкому діапазоні коефіцієнт силопередачі, що дає змогу застосовувати один тип силовимірювального датчика для широкого діапазону вимірювання маси. Оснащення силопередавального елемента третім електромагнітом 11 дозволяє повністю або частково зняти вплив маси "брутто", а також маси електромагніта 9, який закріплений на торці датчика 10. Захист ваговимірювальної системи від статичних перевантажень або пікових навантажень в запропонованому пристрої здійснюється шляхом відключення електромагнітів 8, 9 і 11 від блока 20 живлення, що забезпечує надійність пристрою в процесі експлуатації. Таким чином, запропонований пристрій для дозування металевих розплавів, на відміну від прототипу та інших аналогів, дає змогу одержати новий технічний результат, виражений у підвищенні точності зважування і дозування металевих розплавів за рахунок виконання силопередавального елемента у вигляді трьох співвісно розташованих електромагнітів, між робочими поверхнями яких з однаковою полярністю передбачено однакові повітряні зазори, що створює передумови для отримання економічного ефекту при виготовленні і експлуатації таких пристроїв. 60 2 UA 82841 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Пристрій для дозування металевих розплавів, до складу якого входять: магнітодинамічний насос з тигелем, індуктором, електромагнітом і зливним металопроводом, установлений на пружно підвішеній вантажоприймальній платформі, центр жорстокості якої через силопередавальний елемент з'єднаний з силовим входом силовимірювального датчика, електричний вихід котрого через підсилювач підключений до входу мікропроцесорного блока вимірювання маси і управління процесом дозування, індикатор маси, блок управління, блоки живлення індуктора і електромагніта насоса та пульт управління, який відрізняється тим, що силопередавальний елемент виконаний у вигляді трьох співвісно розташованих один над одним у вертикальній площині електромагнітів, один з котрих жорстко з'єднаний з силовим входом силовимірювального датчика, другий - з центром жорсткості платформи, а третій закріплений на нерухомій основі, між робочими поверхнями електромагнітів з однаковою полярністю передбачені калібровані повітряні зазори у вертикальній площині, причому блок живлення електромагнітів підключений до виходів додатково введеного мікроконтролера, входи якого через електронний ключ з'єднані з відповідними виходами мікропроцесорного блока. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for dispensing metal melts
Автори англійськоюDubodelov Viktor Ivanovych, Slazhniev Mykola Andriiovych, Bohdan Kim Stepanovych, Sankin Anatolii Oleksiiovych
Назва патенту російськоюУстройство для дозирования металлических расплавов
Автори російськоюДубоделов Виктор Иванович, Слажнев Николай Андреевич, Богдан Ким Степанович, Санкин Анатолий Алексеевич
МПК / Мітки
МПК: B22D 13/00, G01G 19/12
Мітки: розплавів, металевих, дозування, пристрій
Код посилання
<a href="https://ua.patents.su/5-82841-pristrijj-dlya-dozuvannya-metalevikh-rozplaviv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для дозування металевих розплавів</a>
Пристрій для дозування металевих розплавів
Номер патенту: 77536
Опубліковано: 25.02.2013
Автори: Богдан Кім Степанович, Санкін Анатолій Олексійович, Слажнєв Микола Андрійович, Моісеєв Юрій Васильович
МПК: B22D 13/00, G01F 1/00
Мітки: пристрій, дозування, металевих, розплавів
Формула / Реферат:
Пристрій для дозування металевих розплавів, що містить магнітодинамічну ливарну установку, похилий зливний жолоб, датчик витрати розплаву на жолобі, підключений через підсилювач і аналого-цифровий перетворювач до мікропроцесорного блока вимірювання витрати і управління процесом дозування розплаву, блок управління та блоки живлення, який відрізняється тим, що датчик витрати розплаву на жолобі виконаний у вигляді електромагніта, котушка якого...
Магнітодинамічний пристрій для дозування металевих розплавів
Номер патенту: 65884
Опубліковано: 15.04.2004
Автори: Фікссен Владислав Миколайович, Богдан Кім Степанович, Дубодєлов Віктор Іванович, Погорський Віктор Костянтинович
МПК: B22D 39/00, G01G 13/00, G01G 19/08
Мітки: магнітодинамічний, дозування, пристрій, розплавів, металевих
Формула / Реферат:
Магнітодинамічний пристрій для дозування металевих розплавів, що містить нерухому основу, раму, встановлений на рамі тигель зі зливним жолобом, вогнетривкий блок з каналом, індуктор, електромагніт та вузол повороту рами навколо горизонтальної осі, розташованої біля зливного жолоба, який відрізняється тим, що вузол повороту виконано у вигляді принаймні двох пружин розтягнення, один кінець кожної з яких закріплено на нерухомій основі, а другий...
Спосіб дискретного дозування металевих розплавів
Номер патенту: 98801
Опубліковано: 25.06.2012
Автори: Слажнєв Микола Андрійович, Фікссен Владислав Миколайович, Дубодєлов Віктор Іванович, Санкін Анатолій Олексійович, Богдан Кім Степанович
МПК: B22D 39/00, G01G 19/12, G01F 13/00
Мітки: дискретного, металевих, розплавів, дозування, спосіб
Формула / Реферат:
1. Спосіб дискретного дозування металевих розплавів при подачі в металоприймач під дією електромагнітних сил, створених в індукційній печі з додатковим електромагнітом шляхом її неперервного зважування, контролю від'єднаної маси розплаву та застосування реверсування дії електромагнітних сил в режимі доливання у вихідній фазі дозування, який відрізняється тим, що в момент переходу до режиму доливання вимикають живлення електромагніта і...
Магнітоваговий дозатор дискретної дії для металевих розплавів
Номер патенту: 54799
Опубліковано: 25.11.2010
Автори: Дубодєлов Віктор Іванович, Слажнєв Микола Андрійович, Богдан Кім Степанович, Моісеєв Юрій Васильович, Санкін Анатолій Олексійович, Фікссен Владислав Миколайович
МПК: B22D 13/00, G01G 19/00
Мітки: магнітоваговий, металевих, дозатор, дискретної, розплавів, дії
Формула / Реферат:
Магнітоваговий дозатор дискретної дії для металевих розплавів, до складу якого входять: магнітодинамічний насос з індуктором і електромагнітом, установлений на вантажоприймальній платформі з силовимірювальними датчиками, підключеними через комутаційний блок до мікропроцесорного блока вимірювання, індикації маси та керування процесом дозування розплаву, блоки керування індуктором і електромагнітом, датчик температури розплаву та блоки...
Ваговий дозатор металевих розплавів
Номер патенту: 44030
Опубліковано: 15.01.2002
Автори: Погорський Віктор Констянтинович, Санкін Анатолій Олексійович, Богдан Кім Степанович, Фатков Олександр Павлович, Дубодєлов Віктор Іванович
МПК: G01G 13/00, G01G 19/08, G01F 11/00
Мітки: дозатор, ваговий, металевих, розплавів
Формула / Реферат:
Ваговий дозатор металевих розплавів, який складається з подавального пристрою, встановленого на пружно підвішеній платформі, нерівноплечового важеля, менше плече котрого шарнірно з'єднане з платформою у її центрі жорсткості, а більше плече через електромагнітний фіксатор та передавальний пружний елемент зв'язане з силовим входом силовимірювального датчика, закріпленого на основі та з'єднаного електрично через підсилювач сигналу з входом...
Попередній патент: Спосіб вимірювання температури
Наступний патент: Спосіб підвищення електрокаталітичної активності аморфних сплавів на основі fe
Випадковий патент: Спосіб визначення концентрації циркулюючих імунних комплексів в біологічних рідинах