Пристрій для дозування металевих розплавів
Номер патенту: 77536
Опубліковано: 25.02.2013
Автори: Санкін Анатолій Олексійович, Слажнєв Микола Андрійович, Богдан Кім Степанович, Моісеєв Юрій Васильович
Формула / Реферат
Пристрій для дозування металевих розплавів, що містить магнітодинамічну ливарну установку, похилий зливний жолоб, датчик витрати розплаву на жолобі, підключений через підсилювач і аналого-цифровий перетворювач до мікропроцесорного блока вимірювання витрати і управління процесом дозування розплаву, блок управління та блоки живлення, який відрізняється тим, що датчик витрати розплаву на жолобі виконаний у вигляді електромагніта, котушка якого закріплена горизонтально під жолобом на нерухомій основі і підключена до додатково введеного регульованого блока живлення, рухомий сердечник, розташований вертикально усередині котушки і одним полюсом з'єднаний з силовим входом силовимірювального датчика, а між другим полюсом сердечника і жолобом передбачено калібрований повітряний зазор.
Текст
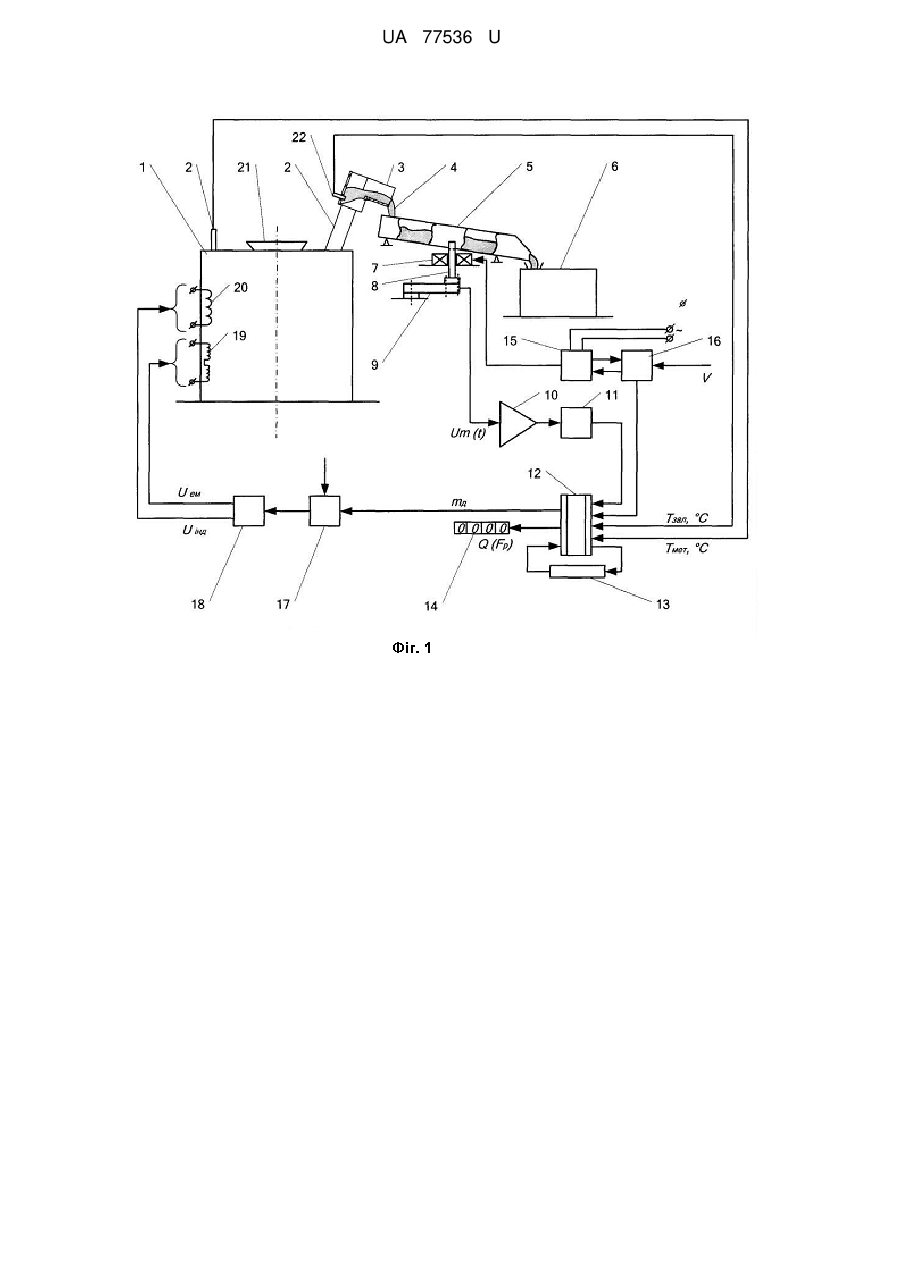
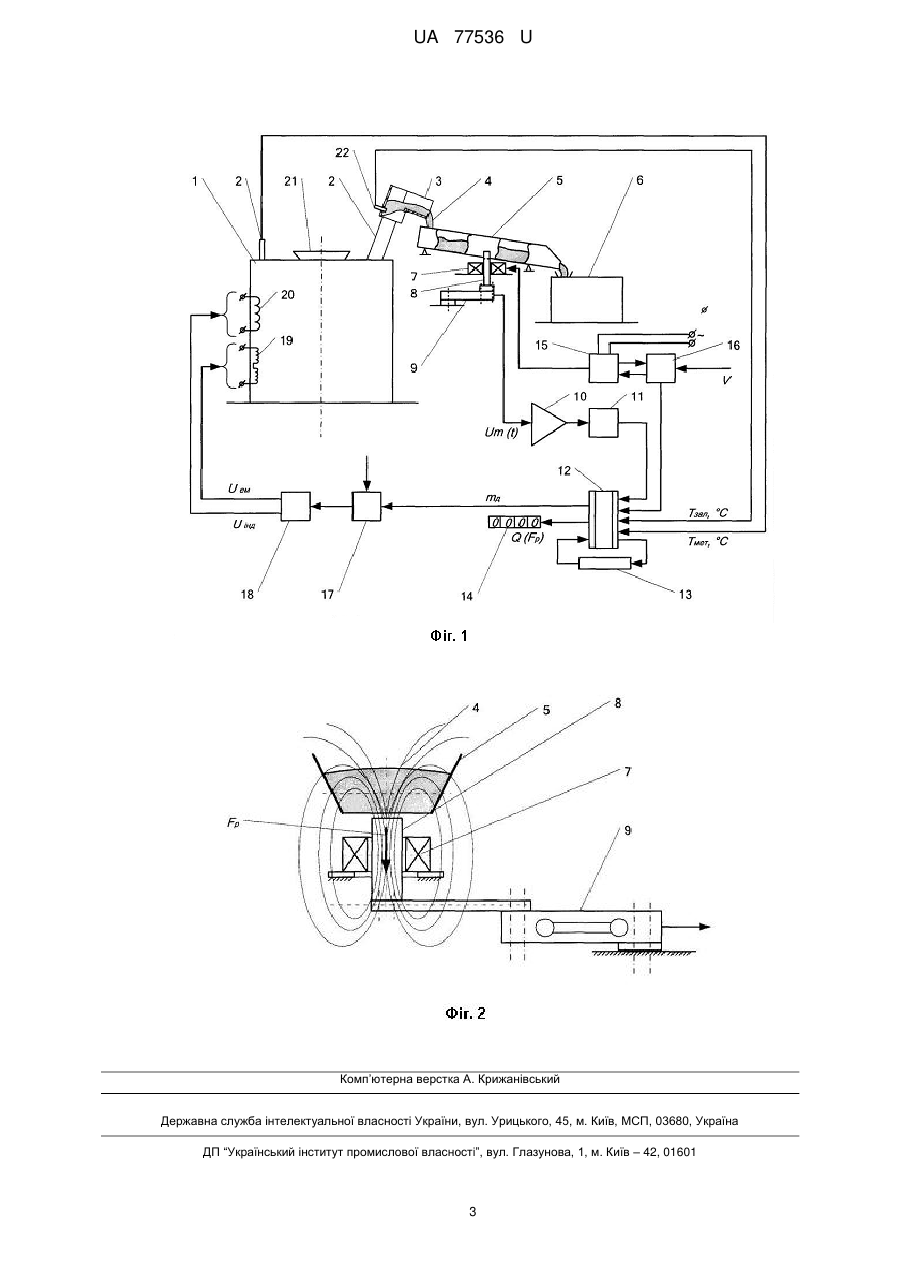
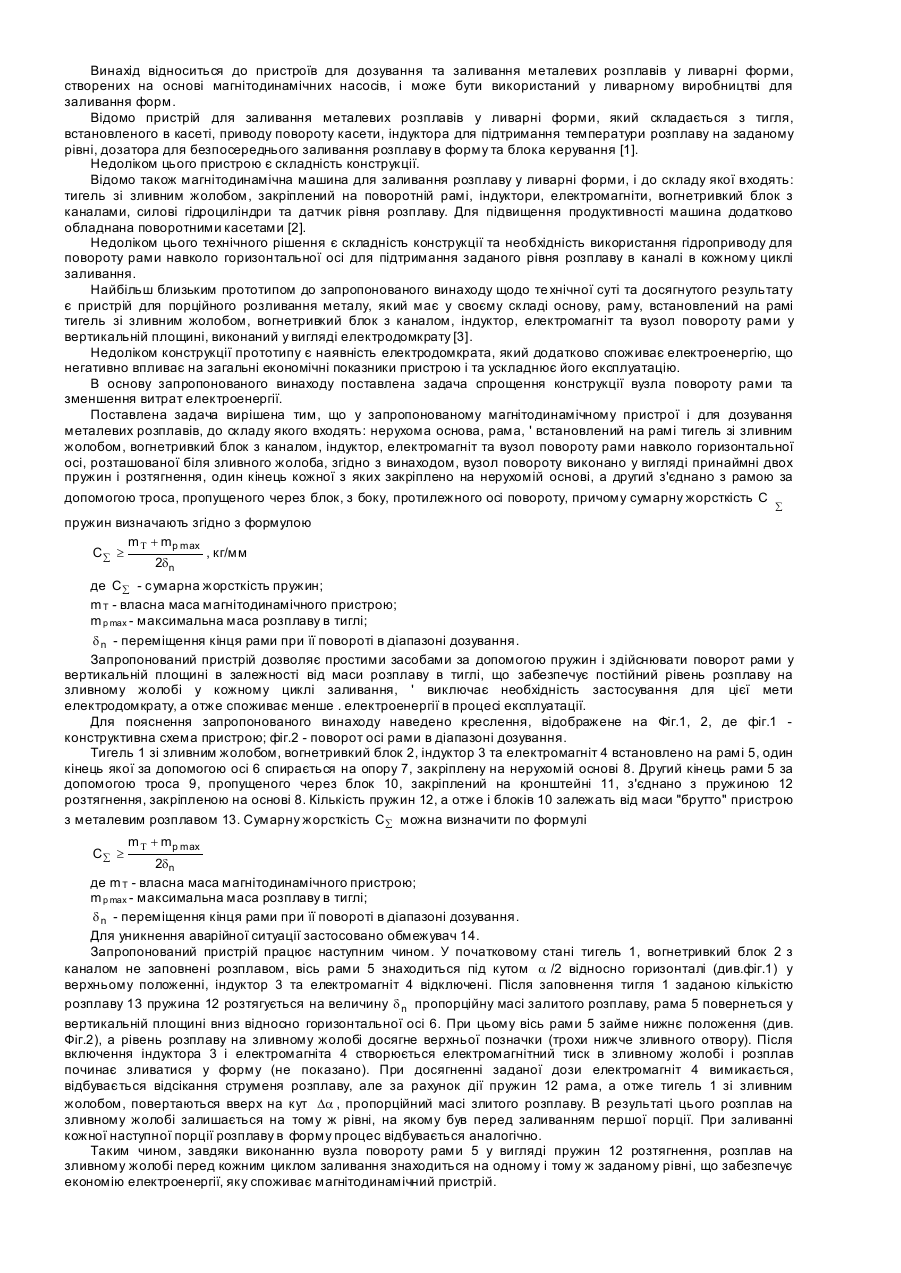
Реферат: Пристрій для дозування металевих розплавів належить до дозувальної техніки. Пристрій може бути використаний для дискретного або неперервного дозування металевих розплавів дає змогу одержати точність і надійність процесу дозування у ливарному виробництві та металургії UA 77536 U (54) ПРИСТРІЙ ДЛЯ ДОЗУВАННЯ МЕТАЛЕВИХ РОЗПЛАВІВ UA 77536 U UA 77536 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до дозувальної техніки і може бути використаний для дискретного або неперервного дозування металевих розплавів у ливарному виробництві та металургії. (13) Відомо лотковий універсальний витратомір (Пат. 2029914 С1, RU, G01F 1/00, опубл. 27.02.1995], до складу якого входять: лоток, два пружних елементи, силовимірювальний датчик, консольний елемент, датчики згинаючих моментів, пристрої для обчислення швидкості, витрати і маси рідини чи сипучого матеріалу, вторинний прилад та лічильник. Недоліком цього витратомір є складність його конструкції і суттєвий вплив зовнішніх дестабілізуючих факторів на точність і надійність результату вимірювання, а отже і дозування. (13) Також відомо вихорів витратомір - лічильник рідини, зокрема рідких металів [Пат. 2085854 С1, RU, G01F 1/32, опубл. 27.01.1997], який має у своєму складі трубопровід із немагнітного матеріалу з тілом обтікання, вісь котрого перпендикулярна осі трубопроводу, джерело магнітного поля, чутливий елемент у вигляді двох електродів електроконтактного чи ємкісного типу і блок обробки сигналів. Джерело магнітного поля виконано у вигляді двополюсного магніту, полюси котрого розташовані послідовно уздовж лінії перетинання зовнішньої поверхні труби з площиною поздовжніх осей трубопроводу і тіла обтікання, а електроди установлені між полюсами магніту на стінці труби. Недоліком цього витратоміру при використанні його в системі дозування металевого розплаву є складність конструкції і наявність електродів в якості чутливого елемента, що негативно впливає на надійність процесу дозування розплавів. Найбільш близьким (прототипом) до запропонованого винаходу щодо технічної суті та досягнутого результату є магнітоваговий дозатор дискретної дії для металевих розплавів [Пат. 54799 UA МПК (2009) B22D 13/00, G01G 19/00, опубл. 25.11.2010, Бюл. № 22, 2010], до складу якого входять: магнітодинамічний насос з індуктором, електромагнітом, металопроводом і зливним жолобом, установлений на вантажоприймальній платформі з силовимірювальними датчиками, підключеними через комутаційний блок до мікропроцесорного блока вимірювання, індикації маси та управління процесом дозування розплаву; блоки управління індуктором і електромагнітом, датчик температури розплаву та блоки живлення, а також додатково введені термоконтролер, блок задання температури розплаву і спеціалізований мікроконтролер. Недоліком цього дозатора є складність конструкції, обумовлена необхідністю контролю маси „брутто" всієї установки з розплавом, що потребує застосування силовимірювальних датчиків з відносно великим номінальним навантаженням, а отже порівняно низькою точністю контролю маси і дозування металевих розплавів. В основу корисної моделі поставлена задача підвищення точності і надійності процесу дозування металевого розплаву. Поставлена задача вирішується тим, що запропонований пристрій для дозування металевих розплавів, до складу якого входять: магнітодинамічна ливарна установка (МДУ), похилий зливний жолоб; датчик витрати розплаву на жолобі, підключений через підсилювач і аналогоцифровий перетворювач до мікропроцесорного блока вимірювання витрати і управління процесом дозування розплаву, блок управління та блоки живлення, який відрізняється тим, що датчик витрати розплаву на жолобі виконаний у вигляді електромагніта, котушка якого закріплена горизонтально під жолобом на нерухомій основі і підключена до додатково введеного регульованого блока живлення, сердечник розташований вертикально усередині котушки і одним полюсом з'єднаний з силовим входом силовимірювального датчика, а між другим полюсом сердечника і жолобом передбачено калібрований повітряний зазор. Запропонований пристрій дозволяє підвищити точність і надійність процесу дозування металевого розплаву завдяки безконтактному вимірюванню пондеромоторної сили взаємодії магнітного поля електромагніта, пропорційної витраті, з розплавом на зливному жолобі магнітодинамічної ливарної установки. Суть корисної моделі пояснюють креслення. На фіг.1 наведено структурно-функціональну схему пристрою для дозування металевих розплавів. Подавальний пристрій 1, наприклад магнітодинамічна ливарна установка, має у своєму складі металопровід 2 із зливним носиком 3. Металевий розплав 4 з носика 3 надходить на зливний жолоб 5 і по ньому в металоприймач 6. Під жолобом 5 розміщено електромагніт 7, котушка якого закріплена на нерухомій основі, а сердечник з'єднаний з силовим входом силовимірювального тензорезисторного датчика 9, також закріпленого на нерухомій основі. Між сердечником 8 і жолобом 5 передбачено невеликий (1-2 мм) повітряний зазор, а вісь сердечника 8 є перпендикулярною поздовжній осі жолоба 5. Вихід датчика 9 через підсилювач 10 і аналого-цифровий перетворювач 11 з'єднано з входом мікропроцесорного блока 12 з клавіатурою 13 та цифровим індикатором 14 миттєвого значення витрати розплаву 4 на жолобі 5. Живлення електромагніта 7 здійснюється від блока 15 живлення, підключеного до мережі змінного струму напругою 220 В і частотою 50 Гц та до блока 16 управління. Вихід блока 12 1 UA 77536 U 5 10 15 20 25 підключений до системи автоматичного управління (САУ) процесом заливання розплаву 4 по жолобу 5 у металоприймач 6 із подавального пристрою 1 у дискретному чи неперервному режимах. Апаратура САУ змонтована у блоці 17, виходи якого підключені до блока 18 живлення індуктора 19 і електромагніта 20 магнітодинамічної ливарної установки 1. Температура Т°С розплаву 4 у тиглі установки 1 і на її зливному носику 3 вимірюється за допомогою датчиків 21 і 22 температури відповідно, виходи котрих підключені до мікропроцесорного блока 12. Схема магнітосилового датчика витрати розплаву на зливному жолобі МДУ наведена на фіг. 2. Процес дозування металевого розплаву за допомогою запропонованого пристрою відбувається наступним чином. У вихідному стані МДУ 1, витратовимірювальна схема і САУ (блок 17) включені і знаходяться в очікувальному режимі, а на індикаторі 14 висвітлені нулі в усіх розрядах. По сигналу з блока 17 подається живлення з блока 18 на електромагніт МДУ і розплав 4 по металопроводу 2 з носика 3 починає надходити на жолоб 5 і з нього в металоприймач 6. Як тільки розплав 4 на жолобі 5 досягає сердечника 8 електромагніта 7 виникає пондеромоторна сила Fp, яка є результатом взаємодії магнітного поля електромагніта 7 з розплавом 4 на жолобі 5. Ця сила пропорційна миттєвому значенню маси об'єму розплаву, охопленого магнітним полем електромагніта 7 у площині, перпендикулярній потоку розплаву 4 на жолобі 5 і діє через повітряний зазор між сердечником 8 і жолобом 5 на силовий вхід датчика 9 (див. фіг. 2). Вихідний сигнал Um(t) датчика 9, пропорційний миттєвому значенню маси об'єму розплаву, охопленого магнітним полем електромагніта 7, через підсилювач 10 і аналогоцифровий перетворювач 11 надходить у мікропроцесорний блок 12, де по спеціальній програмі формується сигнал Q(Fp), який відображається на цифровому індикаторі 14 і використовується в САУ для управління процесом заливання розплаву по жолобу 5 у металоприймач 6 в дискретному або неперервному режимах. При дискретному дозуванні розплаву вихідний сигнал Um(t) датчика 9 пропорційний миттєвому значенню маси m0 об'єму розплаву, охопленого магнітним полем електромагніта 7, що є результатом дії пондеромоторної сили Fp на силовий вхід датчика 9. Сигнал Um(t) через підсилювач 10 і аналого-цифровий перетворювач 11 надходить у мікропроцесорний блок 12, в програмі якого „зашита" формула t2 md Q Fp dt. t1 30 35 40 45 При досягненні маси md заданого значення спрацьовує виконавчий елемент в блоці 17, електромагніт 20 МДУ 1 вимикається і процес заливання дози розплаву 4 в металоприймач 6 закінчується. В процесі неперервного дозування розплаву за допомогою запропонованого пристрою здійснюється контроль і реєстрація поточних значень Q(Fp) витрати розплаву, а також інтегрування цих значень з метою обліку від дозованого розплаву. Необхідною умовою якісної роботи цього пристрою є підтримання температури розплаву на зливному жолобі вище точки Кюрі для даного сплаву, що здійснюється за допомогою датчиків 21 і 22 температури розплаву в тиглі МДУ 1 і на носику 3 металопроводу відповідно шляхом регулювання напруги живлення індуктора 19 МДУ 1. Таким чином, запропонований пристрій для дозування металевих розплавів, на відміну від прототипу та інших аналогів, дає змогу одержати новий технічний результат, виражений у підвищенні точності і надійності процесу дозування, за рахунок відсутності механічного зв'язку між силовимірювальним датчиком і зливним жолобом. Крім того, в запропонованому пристрої нема необхідності неперервного контролю маси розплаву в тиглі МДУ, що спрощує його конструкцію. Ці фактори позитивно впливають на собівартість ливарної продукції і забезпечують економічний ефект при впровадженні пристрою у виробництво. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Пристрій для дозування металевих розплавів, що містить магнітодинамічну ливарну установку, похилий зливний жолоб, датчик витрати розплаву на жолобі, підключений через підсилювач і аналого-цифровий перетворювач до мікропроцесорного блока вимірювання витрати і управління процесом дозування розплаву, блок управління та блоки живлення, який відрізняється тим, що датчик витрати розплаву на жолобі виконаний у вигляді електромагніта, котушка якого закріплена горизонтально під жолобом на нерухомій основі і підключена до додатково введеного регульованого блока живлення, рухомий сердечник, розташований вертикально усередині котушки і одним полюсом з'єднаний з силовим входом силовимірювального датчика, а між другим полюсом сердечника і жолобом передбачено калібрований повітряний зазор. 2 UA 77536 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for dosing metal melts
Автори англійськоюSlazhniev Mykola Andriiovych, Bohdan Kim Stepanovych, Moiseiev Yurii Vasyliovych, Sankin Anatolii Oleksiiovych
Назва патенту російськоюУстройство для дозирования металлических расплавов
Автори російськоюСлажнев Николай Андреевич, Богдан Ким Степанович, Моисеев Юрий Васильевич, Санкин Анатолий Алексеевич
МПК / Мітки
МПК: G01F 1/00, B22D 13/00
Мітки: пристрій, дозування, металевих, розплавів
Код посилання
<a href="https://ua.patents.su/5-77536-pristrijj-dlya-dozuvannya-metalevikh-rozplaviv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для дозування металевих розплавів</a>
Магнітодинамічний пристрій для дозування металевих розплавів
Номер патенту: 65884
Опубліковано: 15.04.2004
Автори: Фікссен Владислав Миколайович, Богдан Кім Степанович, Дубодєлов Віктор Іванович, Погорський Віктор Костянтинович
МПК: B22D 39/00, G01G 13/00, G01G 19/08
Мітки: магнітодинамічний, металевих, розплавів, пристрій, дозування
Формула / Реферат:
Магнітодинамічний пристрій для дозування металевих розплавів, що містить нерухому основу, раму, встановлений на рамі тигель зі зливним жолобом, вогнетривкий блок з каналом, індуктор, електромагніт та вузол повороту рами навколо горизонтальної осі, розташованої біля зливного жолоба, який відрізняється тим, що вузол повороту виконано у вигляді принаймні двох пружин розтягнення, один кінець кожної з яких закріплено на нерухомій основі, а другий...
Спосіб дискретного дозування металевих розплавів
Номер патенту: 98801
Опубліковано: 25.06.2012
Автори: Санкін Анатолій Олексійович, Фікссен Владислав Миколайович, Дубодєлов Віктор Іванович, Богдан Кім Степанович, Слажнєв Микола Андрійович
МПК: G01F 13/00, B22D 39/00, G01G 19/12
Мітки: розплавів, металевих, спосіб, дискретного, дозування
Формула / Реферат:
1. Спосіб дискретного дозування металевих розплавів при подачі в металоприймач під дією електромагнітних сил, створених в індукційній печі з додатковим електромагнітом шляхом її неперервного зважування, контролю від'єднаної маси розплаву та застосування реверсування дії електромагнітних сил в режимі доливання у вихідній фазі дозування, який відрізняється тим, що в момент переходу до режиму доливання вимикають живлення електромагніта і...
Магнітоваговий дозатор дискретної дії для металевих розплавів
Номер патенту: 54799
Опубліковано: 25.11.2010
Автори: Санкін Анатолій Олексійович, Моісеєв Юрій Васильович, Богдан Кім Степанович, Фікссен Владислав Миколайович, Дубодєлов Віктор Іванович, Слажнєв Микола Андрійович
МПК: B22D 13/00, G01G 19/00
Мітки: розплавів, дії, металевих, дискретної, магнітоваговий, дозатор
Формула / Реферат:
Магнітоваговий дозатор дискретної дії для металевих розплавів, до складу якого входять: магнітодинамічний насос з індуктором і електромагнітом, установлений на вантажоприймальній платформі з силовимірювальними датчиками, підключеними через комутаційний блок до мікропроцесорного блока вимірювання, індикації маси та керування процесом дозування розплаву, блоки керування індуктором і електромагнітом, датчик температури розплаву та блоки...
Ваговий дозатор металевих розплавів
Номер патенту: 44030
Опубліковано: 15.01.2002
Автори: Погорський Віктор Констянтинович, Дубодєлов Віктор Іванович, Фатков Олександр Павлович, Богдан Кім Степанович, Санкін Анатолій Олексійович
МПК: G01F 11/00, G01G 19/08, G01G 13/00
Мітки: дозатор, розплавів, металевих, ваговий
Формула / Реферат:
Ваговий дозатор металевих розплавів, який складається з подавального пристрою, встановленого на пружно підвішеній платформі, нерівноплечового важеля, менше плече котрого шарнірно з'єднане з платформою у її центрі жорсткості, а більше плече через електромагнітний фіксатор та передавальний пружний елемент зв'язане з силовим входом силовимірювального датчика, закріпленого на основі та з'єднаного електрично через підсилювач сигналу з входом...
Проба для визначення рідиноплинності вихідних металевих розплавів та рідиноплинності при формуванні за їхньою допомогою біметалів
Номер патенту: 58228
Опубліковано: 11.04.2011
Автори: Бялік Гарій Абрамович, Тітова Євгенія Сергіївна, Бешкенадзе Михайло Сергійович, Тітова Тамара Михайлівна, Адамчук Станіслав Іванович
МПК: B21D 11/00
Мітки: біметалів, вихідних, формуванні, рідиноплинності, допомогою, визначення, розплавів, їхньою, металевих, проба
Формула / Реферат:
Проба для визначення рідиноплинності металевих розплавів у звичайних умовах і рідиноплинності металевих розплавів при формуванні за їхньою допомогою біметалів, що включає лійку, з'єднану з резервуаром і циліндричним каналом, розташованим горизонтально, яка відрізняється тим, що резервуар додатково з'єднаний із другим циліндричним каналом, розташованим паралельно першому, по осі якого встановлена металева вставка, яка підтримується...
Попередній патент: Установка для переробки рідких радіоактивних відходів
Наступний патент: Спосіб утилізації осаду стічних вод
Випадковий патент: Спосіб підготування глуходонної виливниці до лиття зливків зверху