Електродне покриття для зварювання та наплавлення алюмінієвих бронз
Номер патенту: 108460
Опубліковано: 27.04.2015
Автори: Скорина Микола Віталійович, Майданчук Тарас Борисович, Аношин Валерій Опанасович, Кантор Олександр Геннадійович, Вавілов Олександр Васильович, Ілюшенко Валентин Михайлович

Формула / Реферат
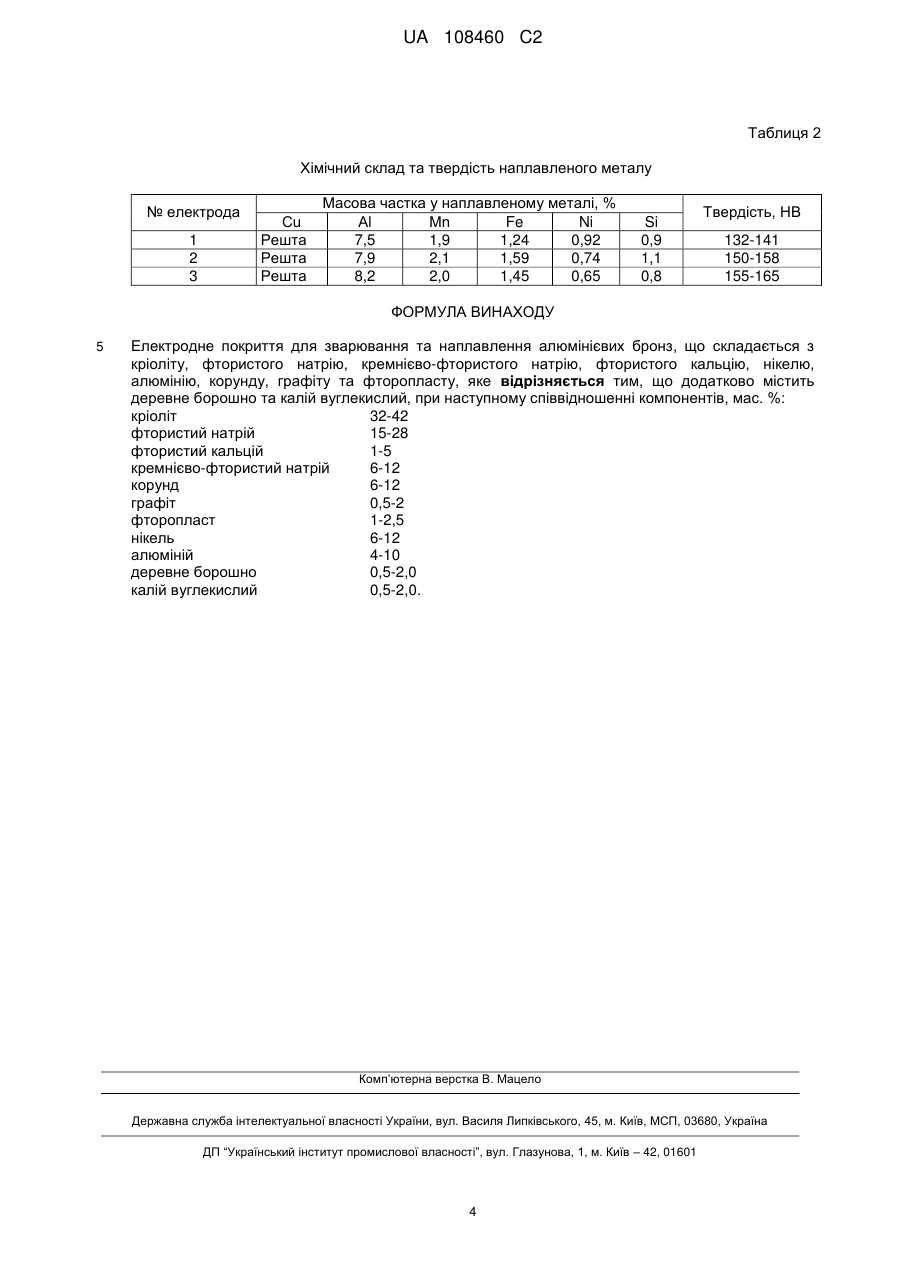
Електродне покриття для зварювання та наплавлення алюмінієвих бронз, що складається з кріоліту, фтористого натрію, кремнієво-фтористого натрію, фтористого кальцію, нікелю, алюмінію, корунду, графіту та фторопласту, яке відрізняється тим, що додатково містить деревне борошно та калій вуглекислий, при наступному співвідношенні компонентів, мас. %:
кріоліт
32-42
фтористий натрій
15-28
фтористий кальцій
1-5
кремнієво-фтористий натрій
6-12
корунд
6-12
графіт
0,5-2
фторопласт
1-2,5
нікель
6-12
алюміній
4-10
деревне борошно
0,5-2,0
калій вуглекислий
0,5-2,0.
Текст
Реферат: Винахід належить до зварювання, зокрема до складу покриття електродів. Склад електродного покриття для зварювання й наплавлення алюмінієвих бронз, який складається з наступного співвідношення компонентів, мас. %: кріоліт 32-42; фтористий натрій 15-28; фтористий кальцій 1-5; кремнієво-фтористий натрій 6-12; корунд 6-12; графіт 0,5-2; фторопласт 1-2,5; нікель 6-12; алюміній 4-10; деревне борошно 0,5-2,0; калій вуглекислий 0,5-2,0. Електродне покриття має підвищену технологічність при виготовленні електродів і міцність покриття, високі зварювальнотехнологічні властивості та забезпечує добру якість наплавленого металу. UA 108460 C2 (12) UA 108460 C2 UA 108460 C2 5 10 15 20 25 30 Винахід належить до зварювання, зокрема до складу покриття електродів, які застосовуються для зварювання різних конструкцій з алюмінієвих бронз та для наплавлення цих бронз на сталь. Відоме електродне покриття (авторське свідоцтво СРСР № 513820, кл. В23K35/365, 1973 р.) для зварювання та наплавлення алюмінієвих бронз, склад якого містить наступні компоненти, ваг. %: мармур 3-5 кріоліт 40-60 плавиковий шпат 5-10 хлористий калій 20-30 феробор 0,5-4 ферованадій 0,5-4 деревне вугілля 3-5. Однак внаслідок високого вмісту кріоліту в покритті (40-60 %) виготовлення електродів можливе тільки методом занурення. При цьому не досягається необхідна якість їх виготовлення. Відоме також електродне покриття (авторське свідоцтво СРСР № 549301, кл. В23K35/365, 1975 р.) для зварювання та наплавлення алюмінієвих бронз, склад якого містить наступні компоненти, ваг. %: кріоліт 15-50 фтористий кальцій 3-20 мармур 3-20 вуглекислий марганець 3-20 вуглекислий барій 10-50 окис марганцю 0,1-12. Однак наплавлений метал відомим електродним покриттям має недостатню якість, а саме схильність до утворення тріщин. Відомі ще найближчі по складу електродні покриття (авторські свідоцтва СРСР № 1073052, кл. В23K35/365, 1984 р., СССР № 831465, кл. В23K35/365, 1978 p., СРСР № 959967, кл. В23K35/365, 1982 р., РФ № 2113958, кл. В23K35/365, 1998 р.) для зварювання складнолегованих алюмінієвих бронз, які містять кріоліт, хлористі та фтористі сполуки лужних і лужноземельних металів та підвищений вміст нікелю, заліза або марганцю, відповідно. Найбільш близьким до винаходу по змісту є електродне покриття (заявка на винахід № а 200608040 від 17.07.2006 p., МПК В23K35/365, опубл. Б. № 2. 25.01.2008 p. - прототип), склад якого містить наступні компоненти, ваг. %: кріоліт 36-45 фтористий натрій 23-30 фтористий кальцій 2-6 кремнієво-фтористий натрій 4-8 корунд 4-10 графіт 0,5-2 фторопласт 3-6 нікель 3-7 алюміній 2-6 КМЦ 0,5-2. Метал, наплавлений електродами з використанням відомого покриття, не задовольняє вимоги по технологічності виготовлення та схильності до утворення пор і шлакових включень. Задача винаходу - розробка електродного покриття переважно для зварювання й наплавлення алюмінієвих бронз, яке забезпечує підвищену технологічність виготовлення електродів і міцність покриття, високі зварювально-технологічні властивості та добру якість наплавленого металу або металу шва. Відповідно до нашої пропозиції результат досягається тим, що електродне покриття для зварювання й наплавлення алюмінієвих бронз, яке складається з кріоліту, фтористого натрію, кремнієво-фтористого натрію, фтористого кальцію, нікелю алюмінію, корунду, графіту та фторопласту, відрізняється масовою часткою вищенаведених компонентів, та додатково містить деревне борошно і калій вуглекислий, при наступному співвідношенні компонентів, ваг. %: кріоліт 32-42 фтористий натрій 15-28 фтористий кальцій 1-5 1 UA 108460 C2 5 10 15 20 25 30 35 40 45 50 кремнієво-фтористий натрій 6-12 корунд 6-12 графіт 0,5-2 фторопласт 1-2,5 нікель 6-12 алюміній 4-10 деревне борошно 0,5-2,0 калій вуглекислий 0,5-2,0. Введення в покриття кріоліту (Na3AlF6), який є легкоплавким і малогігроскопічним матеріалом, має низьку густину, добре змочує поверхню металу, що наплавляється, характеризується малою хімічною активністю до металу зварювальної ванни і також має здатність розчиняти або абсорбувати плівку оксиду алюмінію, сприятливо впливатиме на зварювально-технологічні властивості електродів. Збільшення вмісту кріоліту вище 42 % знижує технологічність при виготовленні електродів і міцність електродного покриття, а зниження нижче 32 % не дозволяє одержати задовільні зварювально-технологічні властивості електродів. Фтористий натрій (NaF) забезпечує добре відділення шлаку та формування поверхні наплавленого металу. Зниження вмісту фтористого натрію нижче 15 % приводить до погіршення відділення шлаку, а збільшення понад 28 % не забезпечує необхідне формування наплавленого металу. Кальцій фтористий (CaF2)Mae здатність інтенсивно взаємодіяти з водяною парою з утворенням фтористого водню (HF), що сприяє усуненню схильності до утворення пор в металі. Підвищення вмісту в покритті фтористого кальцію більше 5 % сприяє збільшенню температури плавлення шлаків, що погіршує відокремлення шлаку і формування наплавленого металу. При концентрації CaF2 менш 1 % погіршується покривна здатність шлаку. Введення кремнієво-фтористого натрію (Na2SiF6) підвищує механічну міцність покриття й знижує схильність до утворення пор в наплавленому металі. Якщо вміст Na 2SiF6 менше 6 %, то електроди схильні до утворення пор. При його вмісті понад 12 % підвищується ймовірність переходу кремнію в наплавлений метал і погіршення тим самим його механічних властивостей, а також відбувається швидке твердіння обмазувальної маси. Графіт є сильним розкислювачем металу та не містить елементів, які забруднюють наплавлений метал. Він також посилює газовий захист при зварюванні, за рахунок утворення вуглекислого газу (СО2). При кількості менше 0,5 % не відбувається достатнє розкислення наплавленого металу та присутні пори в металі шва. Більше 2 % графіту недоцільно вводити, оскільки в такому випадку відбувається значне розкислення наплавленого металу. Наявність корунду в електродному покритті покращує формування наплавленого металу, відокремлення шлакової кірки та зменшує втрати алюмінію внаслідок окислення. Однак при високому вмісті корунду (більше 12 %) збільшується кількість оксидів у наплавленому металі, що погіршує його пластичні властивості. При вмісті корунду менше 6 % погіршується відділення шлакової кірки. Застосування фторопласту сприяє зниженню концентрації водню, покращенню формування наплавленого металу і відокремлення шлаку від його поверхні. Позитивний ефект від введення фторопласту базується на його здатності при термічному розкладанні в зварювальній дузі виділяти елементарний фтор, який активно зв'язує водень в нерозчинний в наплавленому металі фтористий водень. Інший продукт розпаду фторопласту - вуглець, є сильним розкислювачем, і при згорянні у атмосфері дуги посилює газовий захист від шкідливої дії кисню з оточуючої атмосфери. Якщо фторопласту менше 1 %, то в наплавленому металі присутні пори. При вмісті даного елементу більше 2,5 % погіршуються зварювально-технологічні властивості електродів. Введення в електродне покриття нікелю сприяє покращенню якості наплавленого металу внаслідок зменшення схильності до міжкристалічних проникнень та підвищенню його корозійної стійкості. При введені більше 12 % нікелю в шихту значно змінюється хімічний склад та механічні властивості наплавленого металу. Якщо нікелю менше 6 %, то підвищується ймовірність утворення міжкристалічних проникнень. Алюміній необхідний для компенсації вигорання його з дроту при зварюванні і підтримання необхідного рівня легування наплавленого металу. При зниженні вмісту алюмінію в покритті нижче 4 % концентрація алюмінію в наплавленому металі становить менше 7,5 %, а при вмісті алюмінію вище 10 % - у металі його виявляється більше 8,2 %, що суттєво знижує пластичність наплавленого металу. Калій вуглекислий вводиться для покращення стабілізації горіння дуги електроду та як пластифікуюча обмазувальну масу добавка. 2 UA 108460 C2 5 10 15 20 25 30 Деревне борошно використовується як добавка, яка забезпечує досягнення необхідної пластичності обмазувальної маси - тобто легкої плинності при екструзійному нанесенні покриття на стрижень і високої міцності сирого покриття, яке має протистояти утворенню в ньому дефектів при зачистці і сушці електродів. При введені деревного борошна та вуглекислого калію менше ніж 0,5 % кожного не забезпечується необхідна технологічність переробки обмазувальної маси для виготовлення електродів. Якщо ввести більше ніж 2 % в шихту вказаних компонентів, то при зварюванні спостерігається утворення пор у наплавленому металі. Граничні й оптимальні значення складу покриття, яке наносяться на стрижні із стандартного дроту БрАМц9-2 (ГОСТ 16130-72) визначаються шляхом оцінки зварювально-технологічних властивостей електродів. У таблиці 1 наведені склади електродних покриттів. Електродне покриття запропонованого складу виготовляють по наступній технології. Компоненти шихти розмелюють, просівають через сито № 0315 і ретельно перемішують. Потім добавляється зв'язуюче (калієво-натрієве рідке скло) і в змішувачі готується обмазувальна маса. Після цього на електродообмазувальному пресі дана маса наноситься на бронзові стрижні. Готові електроди сушать при кімнатній температурі на протязі 1 доби. Термічна обробка електродів виконується в камерній електропечі при 350 °C протягом 2 год. Були виготовлені 3 варіанти електродних покриттів. Наплавлення відбувалося на постійному струмі при зворотній полярності. Режими зварювання: Ізв = 120A, U=25В. Наплавлення велося на сталеві пластини зі сталі 09Г2С товщиною 25 мм. Стійкість горіння дуги визначали стабільністю показань приборів (вольтметру і амперметру) та візуально. При наплавленні електродами із зазначеними покриттями (у трьох варіантах) дуга горить стабільно, без помітного розбризкування, шлак покриває наплавлений метал рівної по товщині кіркою, що у міру охолодження розтріскується й відстає від поверхні наплавленого валика. Після закінчення наплавлення шлак легко відділяється металевою щіткою. Наплавлений метал має гарне формування поверхні. При його зовнішньому огляді пори, тріщини й шлакові включення не виявляються. Хімічний склад і твердість наплавленого цими електродами металу приведена у таблиці 2. Як бачимо з таблиці, метал наплавлений дослідними електродами відповідає складу алюмінієвої бронзи. Запропоноване електродне покриття має наступні переваги, у порівнянні з відомим прототипом: підвищена технологічність при виготовленні електродів і міцність покриття, кращі зварювально-технологічні властивості та гарна якість наплавленого металу. 35 Таблиця 1 Склад покриттів дослідних електродів Компоненти Кріоліт Натрій фтористий Кальцій фтористий Кремнієво-фтористий натрій Корунд Графіт А1 Ni Фторопласт Деревне борошно Калій вуглекислий Склад покриття, ваг. % 2 32 28 1 12 6 2 6 9 1,5 1,5 1 1 38 19 3 9 9 1 4 12 2,5 0,5 2 3 3 42 15 5 6 12 0,5 10 6 1 2,0 0,5 UA 108460 C2 Таблиця 2 Хімічний склад та твердість наплавленого металу № електрода 1 2 3 Сu Решта Решта Решта Масова частка у наплавленому металі, % Аl Μn Fe Ni 7,5 1,9 1,24 0,92 7,9 2,1 1,59 0,74 8,2 2,0 1,45 0,65 Si 0,9 1,1 0,8 Твердість, HB 132-141 150-158 155-165 ФОРМУЛА ВИНАХОДУ 5 Електродне покриття для зварювання та наплавлення алюмінієвих бронз, що складається з кріоліту, фтористого натрію, кремнієво-фтористого натрію, фтористого кальцію, нікелю, алюмінію, корунду, графіту та фторопласту, яке відрізняється тим, що додатково містить деревне борошно та калій вуглекислий, при наступному співвідношенні компонентів, мас. %: кріоліт 32-42 фтористий натрій 15-28 фтористий кальцій 1-5 кремнієво-фтористий натрій 6-12 корунд 6-12 графіт 0,5-2 фторопласт 1-2,5 нікель 6-12 алюміній 4-10 деревне борошно 0,5-2,0 калій вуглекислий 0,5-2,0. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюIliushenko Valentyn Mykhailovych
Автори російськоюИлюшенко Валентин Михайлович
МПК / Мітки
МПК: B23K 35/365
Мітки: бронз, наплавлення, зварювання, електродне, алюмінієвих, покриття
Код посилання
<a href="https://ua.patents.su/6-108460-elektrodne-pokrittya-dlya-zvaryuvannya-ta-naplavlennya-alyuminiehvikh-bronz.html" target="_blank" rel="follow" title="База патентів України">Електродне покриття для зварювання та наплавлення алюмінієвих бронз</a>
Електродне покриття для зварювання та наплавлення олов’яних бронз
Номер патенту: 106954
Опубліковано: 27.10.2014
Автори: Ілюшенко Валентин Михайлович, Скорина Микола Віталійович, Майданчук Тарас Борисович, Аношин Валерій Опанасович
МПК: B23K 35/365
Мітки: бронз, покриття, олов`яних, зварювання, електродне, наплавлення
Формула / Реферат:
Електродне покриття для зварювання та наплавлення олов'яних бронз, що складається з кріоліту, мармуру, фтористого натрію, марганцю металевого, яке відрізняється тим, що додатково містить кремнієво-фтористий натрій, олово, фосфористу мідь, поташ (вуглекислий калій), сурик залізний, слюду мусковіт і електродну целюлозу, при наступному співвідношенні компонентів, мас. %: мармур 7-20 ...
Склад порошкового дроту для наплавлення алюмінієвих бронз
Номер патенту: 61380
Опубліковано: 25.07.2011
Автори: Гринь Олександр Григорович, Гринь Владислав Олександрович, Ковтушенко Артур Викторович, Свиридов Олександр Володимирович
МПК: B23K 35/40
Мітки: склад, дроту, наплавлення, бронз, порошкового, алюмінієвих
Формула / Реферат:
Склад пресованого порошкового дроту для наплавлення алюмінієвих бронз, який вміщує мідну оболонку, нікелевий порошок, алюміній, який відрізняється тим, що додатково містить плавиковий шпат, кремнефтористий натрій, феросиліцій, феромарганець, бор, хром, магній фтористий, алюмінієвий порошок, а алюміній вводиться у вигляді крупки зі стружки, ваг. %: плавиковий шпат 8,0-10,0 кремнефтористий...
Електродне покриття для мокрого підводного зварювання високолегованих сталей типу 18-10

Номер патенту: 65338
Опубліковано: 12.12.2011
Автори: Каховський Юрій Миколайович, Каховський Микола Юрійович, Фадєєва Галина Вікторівна, Самойленко Віктор Іванович, Максимов Сергій Юрійович, Ющенко Костянтин Андрійович, Булат Олександр Володимирович
МПК: B23K 35/368
Мітки: зварювання, мокрого, сталей, 18-10, типу, електродне, покриття, підводного, високолегованих
Формула / Реферат:
1. Електродне покриття для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10, що містить мармур, плавиковий шпат, марганець, фероніобій, двоокис титану, яке відрізняється тим, що до складу покриття додатково введені хром металевий, нікелевий порошок, розкислювачі - феротитан та феросиліцій (взяті разом або окремо), пластифікуючі домішки, причому компоненти покриття взяті в наступному співвідношенні, в мас.%: ...
Електродне покриття для мокрого підводного зварювання високолегованих сталей типу 18-10
Номер патенту: 100750
Опубліковано: 25.01.2013
Автори: Фадєєва Галина Вікторівна, Каховський Юрій Миколайович, Булат Олександр Володимирович, Самойленко Віктор Іванович, Максимов Сергій Юрійович, Ющенко Костянтин Андрійович, Каховський Микола Юрійович
МПК: B23K 35/368
Мітки: покриття, підводного, сталей, високолегованих, мокрого, типу, електродне, зварювання, 18-10
Формула / Реферат:
1. Електродне покриття для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10, що містить мармур, плавиковий шпат, марганець, фероніобій, двоокис титану, яке відрізняється тим, що до складу покриття додатково введені легуючі - хром металевий та нікелевий порошок, розкислювачі - феротитан та феросиліцій (взяті разом або окремо), пластифікуючі домішки, а саме - слюда мусковіт, сода кальцинована, причому компоненти...
Електродне покриття для зварювання різнорідних сталей

Номер патенту: 61831
Опубліковано: 25.07.2011
Автори: Булат Олександр Володимирович, Каховський Микола Юрійович, Самойленко Віктор Іванович, Ющенко Костянтин Андрійович, Дубицький Юрій Іванович, Ющенко Андрій Костянтинович, Поташник Семен Ізрайлевич, Косенко Петро Олексійович, Фадєєва Галина Вікторівна, Василенко Віктор Іванович, Рассовський Вадим Леонідович, Пащенко Олег Григорович, Каховський Юрій Миколайович
МПК: B23K 35/00
Мітки: електродне, різнорідних, покриття, зварювання, сталей
Формула / Реферат:
1. Електродне покриття для зварювання різнорідних сталей низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 08X13, 12Х17Т, 08Х18Н10Т, так само сталей феритного класу типу 15Х25Т, що містить мармур, плавиковий шпат, феротитан, феросиліцій, яке відрізняється тим, що до складу покриття додатково введені хром металевий, нікелевий порошок, марганець...
Попередній патент: Матрац для виходжування недоношених новонароджених дітей в інкубаторі
Наступний патент: Мобільний агрегат для приготування пресованого біопалива
Випадковий патент: Спосіб профілактики анальної інконтиненції при вставному ілеоректальному та колоректальному анастомозах