Лінія для виготовлення пет-пляшок
Номер патенту: 109545
Опубліковано: 10.09.2015
Автори: Волчко Андрій Анатолійович, Кривопляс-Володіна Людмила Олександрівна, Волчко Анатолій Іванович, Дубовик Євгеній Сергійович
Формула / Реферат
Лінія для виготовлення ПЕТ-пляшок, яка включає видувну установку з розумною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма споряджена не менш ніж двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, спорядженого гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів відповідає кількості її гнізд, а направляючий апарат преформ виконано у вигляді лійок, розширена частина яких обернена у бік конвеєра, а горловини встановлені над гніздами форми, яка відрізняється тим, що перевантажувач преформ виконано у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора радіусом R=r+l+d, де r- відстань від центра зірочки конвеєра до фіксуючого обідка преформи; l - висота напрямного штиря гнізда; d-технологічний зазор, і на кожній парі напрямних секторів зі сторони лійок встановлені упори на відстані h=(0,7÷0,9) (H-b), де Н - довжина преформи; b - довжина різьбової ділянки преформи.
Текст
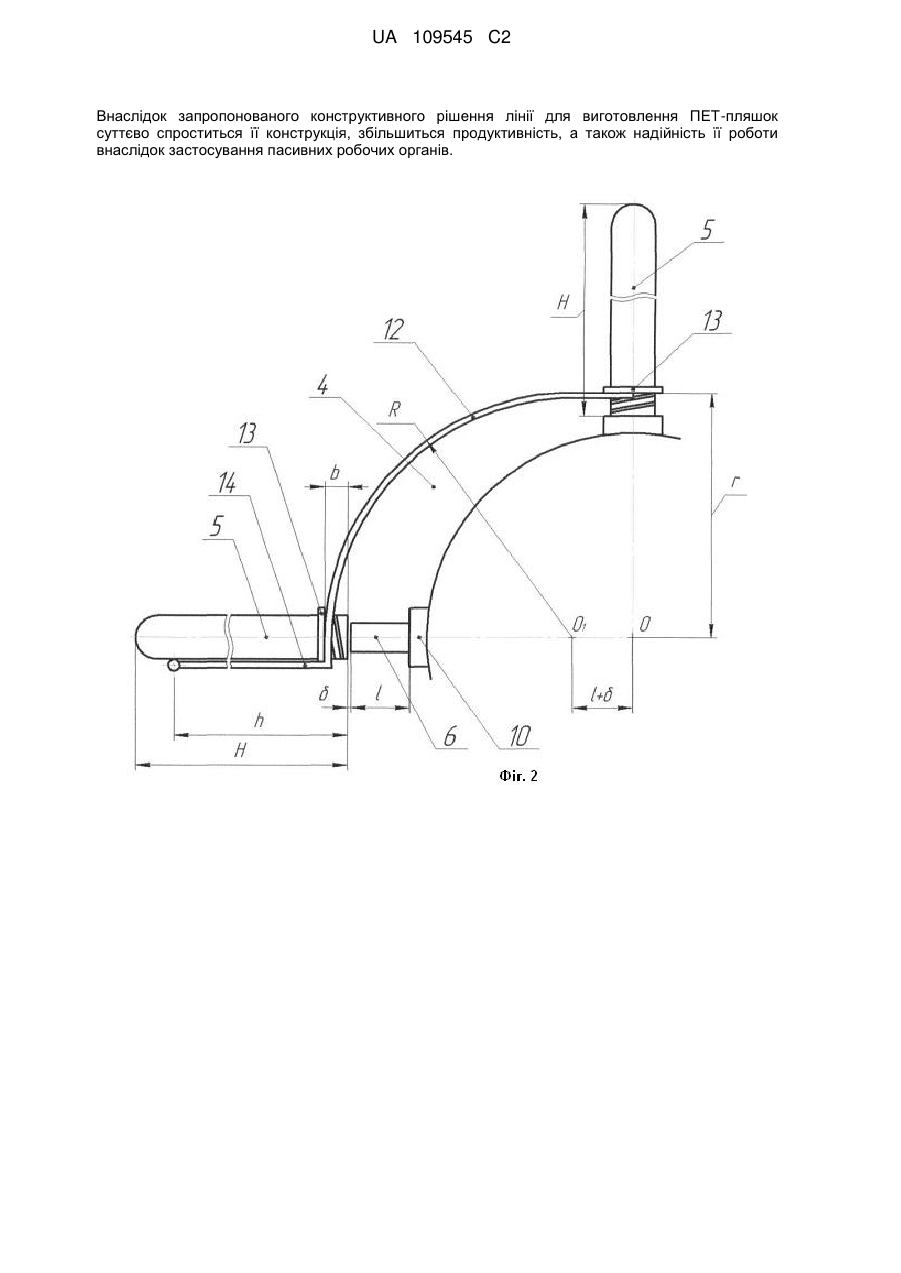
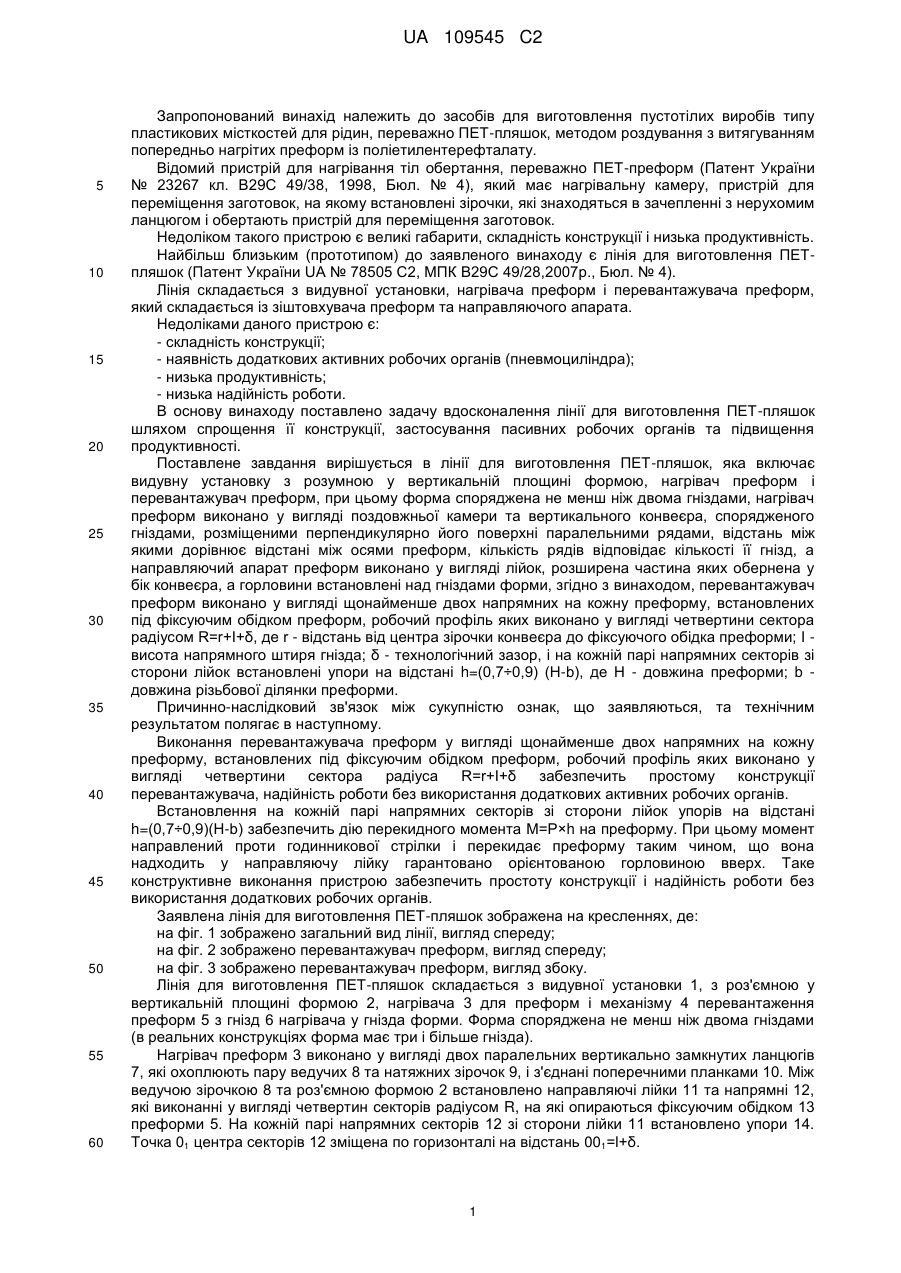
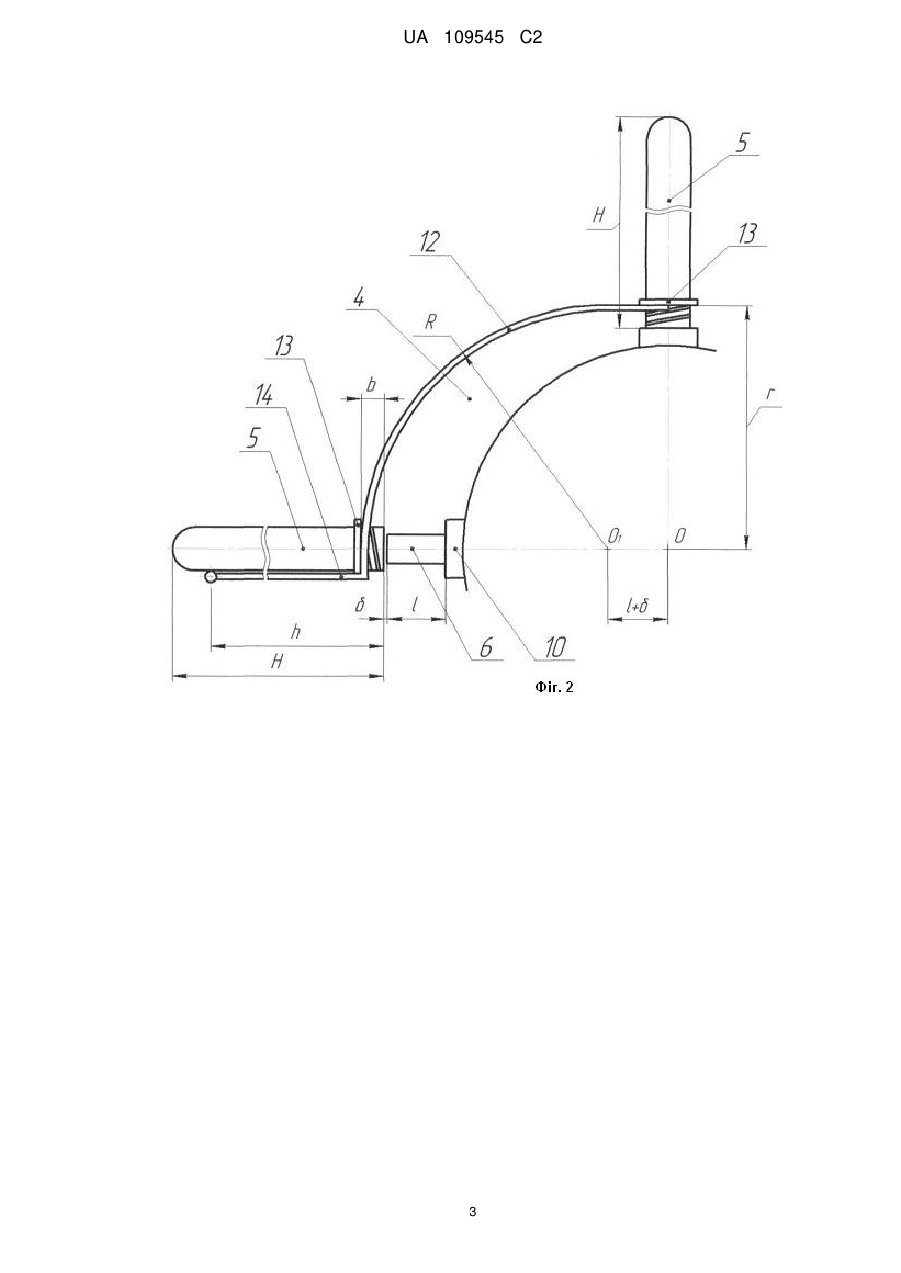
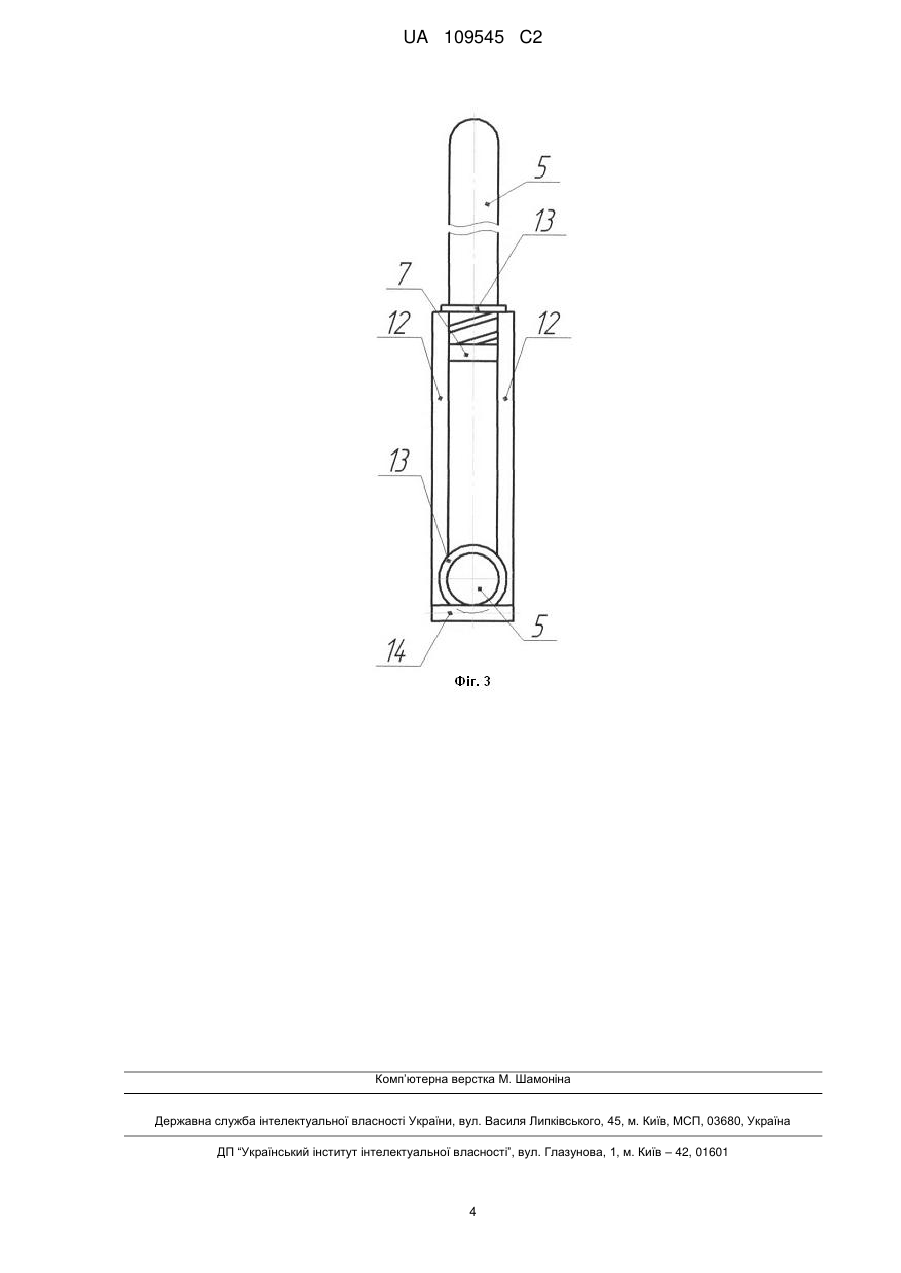
Реферат: Пристрій належить до засобів для виготовлення пустотілих виробів типу пластикових місткостей для рідин методом роздування з витягуванням попередньо нагрітих преформ із поліетилентерефталату. Лінія включає видувну установку, нагрівач і перевантажувач преформ. Нагрівач преформ виконано у вигляді камери і конвеєра, спорядженого гніздами для преформ. Направляючий апарат преформ виконано у вигляді лійок, а перевантажувач у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора радіусом R=r+l+, де r - відстань від центра зірочки конвеєра до фіксуючого обідка преформи; l - висота напрямного штиря гнізда; технологічний зазор. На кожній парі напрямних секторів зі сторони лійок встановлені упори на відстані h=(0,7 ÷ 0,9)(H-b), де H - довжина преформи; b - довжина різьбової ділянки преформи. UA 109545 C2 (12) UA 109545 C2 Внаслідок запропонованого конструктивного рішення лінії для виготовлення ПЕТ-пляшок суттєво спроститься її конструкція, збільшиться продуктивність, а також надійність її роботи внаслідок застосування пасивних робочих органів. UA 109545 C2 5 10 15 20 25 30 35 40 45 50 55 60 Запропонований винахід належить до засобів для виготовлення пустотілих виробів типу пластикових місткостей для рідин, переважно ПЕТ-пляшок, методом роздування з витягуванням попередньо нагрітих преформ із поліетилентерефталату. Відомий пристрій для нагрівання тіл обертання, переважно ПЕТ-преформ (Патент України № 23267 кл. В29С 49/38, 1998, Бюл. № 4), який має нагрівальну камеру, пристрій для переміщення заготовок, на якому встановлені зірочки, які знаходяться в зачепленні з нерухомим ланцюгом і обертають пристрій для переміщення заготовок. Недоліком такого пристрою є великі габарити, складність конструкції і низька продуктивність. Найбільш близьким (прототипом) до заявленого винаходу є лінія для виготовлення ПЕТпляшок (Патент України UA № 78505 С2, МПК В29С 49/28,2007р., Бюл. № 4). Лінія складається з видувної установки, нагрівача преформ і перевантажувача преформ, який складається із зіштовхувача преформ та направляючого апарата. Недоліками даного пристрою є: - складність конструкції; - наявність додаткових активних робочих органів (пневмоциліндра); - низька продуктивність; - низька надійність роботи. В основу винаходу поставлено задачу вдосконалення лінії для виготовлення ПЕТ-пляшок шляхом спрощення її конструкції, застосування пасивних робочих органів та підвищення продуктивності. Поставлене завдання вирішується в лінії для виготовлення ПЕТ-пляшок, яка включає видувну установку з розумною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма споряджена не менш ніж двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, спорядженого гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів відповідає кількості її гнізд, а направляючий апарат преформ виконано у вигляді лійок, розширена частина яких обернена у бік конвеєра, а горловини встановлені над гніздами форми, згідно з винаходом, перевантажувач преформ виконано у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора радіусом R=r+І+δ, де r - відстань від центра зірочки конвеєра до фіксуючого обідка преформи; І висота напрямного штиря гнізда; δ - технологічний зазор, і на кожній парі напрямних секторів зі сторони лійок встановлені упори на відстані h=(0,7÷0,9) (H-b), де Н - довжина преформи; b довжина різьбової ділянки преформи. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає в наступному. Виконання перевантажувача преформ у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора радіуса R=r+І+δ забезпечить простому конструкції перевантажувача, надійність роботи без використання додаткових активних робочих органів. Встановлення на кожній парі напрямних секторів зі сторони лійок упорів на відстані h=(0,7÷0,9)(H-b) забезпечить дію перекидного момента М=Р×h на преформу. При цьому момент направлений проти годинникової стрілки і перекидає преформу таким чином, що вона надходить у направляючу лійку гарантовано орієнтованою горловиною вверх. Таке конструктивне виконання пристрою забезпечить простоту конструкції і надійність роботи без використання додаткових робочих органів. Заявлена лінія для виготовлення ПЕТ-пляшок зображена на кресленнях, де: на фіг. 1 зображено загальний вид лінії, вигляд спереду; на фіг. 2 зображено перевантажувач преформ, вигляд спереду; на фіг. 3 зображено перевантажувач преформ, вигляд збоку. Лінія для виготовлення ПЕТ-пляшок складається з видувної установки 1, з роз'ємною у вертикальній площині формою 2, нагрівача 3 для преформ і механізму 4 перевантаження преформ 5 з гнізд 6 нагрівача у гнізда форми. Форма споряджена не менш ніж двома гніздами (в реальних конструкціях форма має три і більше гнізда). Нагрівач преформ 3 виконано у вигляді двох паралельних вертикально замкнутих ланцюгів 7, які охоплюють пару ведучих 8 та натяжних зірочок 9, і з'єднані поперечними планками 10. Між ведучою зірочкою 8 та роз'ємною формою 2 встановлено направляючі лійки 11 та напрямні 12, які виконанні у вигляді четвертин секторів радіусом R, на які опираються фіксуючим обідком 13 преформи 5. На кожній парі напрямних секторів 12 зі сторони лійки 11 встановлено упори 14. Точка 01 центра секторів 12 зміщена по горизонталі на відстань 001=l+δ. 1 UA 109545 C2 5 10 Лінія для виготовлення ПЕТ-пляшок працює наступним чином. Заготовки преформ 5 встановлюються на штирі гнізд 6. Ланцюги 7 приводяться в рух привідними зірочками 8 і переміщують поперечні планки 10 з преформами через нагрівач 3 до механізму 4 перевантажувача преформ. При подальшому русі преформи 5 рухаються по секторам напрямних 12 опираючись на них фіксуючим обідком 13 і поступово знімаються із штирів гнізд 6. В кінці процесу переміщення, при повороті на 90°, преформи 5 повністю знімаються із штирів і опираються своїм корпусом на упор 14. При цьому виникає перекидний момент, який направлений за годинниковою стрілкою і преформа 5 перекидається таким чином, що надходить у направляючу лійку 11 гарантовано орієнтованою горловиною вниз. Внаслідок запропонованого конструктивного рішення лінії для виготовлення ПЕТ-пляшок суттєво спроститься її конструкція, збільшиться продуктивність, а також надійність її роботи внаслідок застосування пасивних робочих органів. ФОРМУЛА ВИНАХОДУ 15 20 25 Лінія для виготовлення ПЕТ-пляшок, яка включає видувну установку з розумною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма споряджена не менш ніж двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, спорядженого гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів відповідає кількості її гнізд, а направляючий апарат преформ виконано у вигляді лійок, розширена частина яких обернена у бік конвеєра, а горловини встановлені над гніздами форми, яка відрізняється тим, що перевантажувач преформ виконано у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора радіусом R=r+l+, де r- відстань від центра зірочки конвеєра до фіксуючого обідка преформи; l - висота напрямного штиря гнізда; технологічний зазор, і на кожній парі напрямних секторів зі сторони лійок встановлені упори на відстані h=(0,7÷0,9)(H-b), де Н - довжина преформи; b - довжина різьбової ділянки преформи. 2 UA 109545 C2 3 UA 109545 C2 Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюVolchko Anatolii Ivanovych, Volchko Andrii Anatoliiovych, Kryvoplias-Volodina Liudmyla Oleksandrivna
Автори російськоюВолчко Анатолий Иванович, Волчко Андрей Анатольевич, Кривопляс-Володина Людмила Александровна
МПК / Мітки
МПК: B29C 49/02, B29C 33/44, B29C 31/08, B29C 39/04, B29C 39/36, B29C 33/34, B29C 49/28
Мітки: лінія, пет-пляшок, виготовлення
Код посилання
<a href="https://ua.patents.su/6-109545-liniya-dlya-vigotovlennya-pet-plyashok.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення пет-пляшок</a>
Лінія для виготовлення пет-пляшок

Номер патенту: 82491
Опубліковано: 12.08.2013
Автори: Дубовик Євгеній Сергійович, Гавва Олександр Миколайович, Волчко Андрій Анатолійович, Волчко Анатолій Іванович
МПК: B29C 49/28, B29C 39/00
Мітки: лінія, виготовлення, пет-пляшок
Формула / Реферат:
Лінія для виготовлення ПЕТ-пляшок, що включає видувну установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма оснащена щонайменше двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, оснащеного гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів...
Лінія для виготовлення пет-пляшок
Номер патенту: 80726
Опубліковано: 10.06.2013
Автори: Кривопляс-Володіна Людмила Олександрівна, Волчко Анатолій Іванович, Волчко Андрій Анатолійович, Дубовик Євгеній Сергійович
МПК: B29C 39/00, B29C 49/28
Мітки: виготовлення, пет-пляшок, лінія
Формула / Реферат:
Лінія для виготовлення ПЕТ-пляшок, яка включає видувну установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма споряджена не менш ніж двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, спорядженого гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів...
Лінія для виготовлення пет-пляшок
Номер патенту: 107227
Опубліковано: 10.12.2014
Автори: Волчко Андрій Анатолійович, Дубовик Євгеній Сергійович, Гавва Олександр Миколайович, Волчко Анатолій Іванович
МПК: B29C 49/28, B29C 39/00
Мітки: лінія, виготовлення, пет-пляшок
Формула / Реферат:
Лінія для виготовлення ПЕТ-пляшок, яка включає видувну установку з рознімною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма споряджена не менш ніж двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, спорядженого гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів...
Лінія для виготовлення пет-пляшок
Номер патенту: 78505
Опубліковано: 10.04.2007
Автори: Пастушенко Віталій Денисович, Раловець Микола Мартинович, Суворов Олександр Володимирович
МПК: B29C 49/28
Мітки: виготовлення, пет-пляшок, лінія
Формула / Реферат:
1. Лінія для виготовлення ПЕТ-пляшок, яка має видувну установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ з нагрівача у гнізда форми, при цьому форма оснащена не менш ніж двома гніздами, нагрівач преформ виконаний у вигляді поздовжньої камери з інфрачервоними випромінювачами та вертикально замкнутого транспортера, оснащеного гніздами, розміщеними перпендикулярно його поверхні паралельними рядами,...
Форма для виготовлення пет-пляшок із нагрітих преформ
Номер патенту: 58705
Опубліковано: 15.08.2003
Автори: Суворов Олександр Володимирович, Пастушенко Віталій Денисович
МПК: B29C 49/28
Мітки: пет-пляшок, виготовлення, форма, нагрітих, преформ
Формула / Реферат:
1. Форма для виготовлення ПЕТ - пляшок із нагрітих преформ, що виконана у вигляді двох півформ, розділених вертикальною площиною рознімання, одна з яких нерухома, а інша встановлена в поступальних напрямних, перпендикулярних площині рознімання, при цьому півформи обладнані симетричними щодо площини рознімання порожнинами, які у зімкнутому положенні півформ утворюють робочу порожнину, нижня частина якої повторює форму пляшки, а верхня частина...
Попередній патент: Фармацевтична композиція, що містить парацетамол, та спосіб її виготовлення
Наступний патент: Застосування концентратів масляних суспензій для зменшення віднесення під час розпилення
Випадковий патент: Спосіб індикації вертикального зносу залізничної рейки