Форма для виготовлення пет-пляшок із нагрітих преформ
Номер патенту: 58705
Опубліковано: 15.08.2003
Автори: Пастушенко Віталій Денисович, Суворов Олександр Володимирович

Формула / Реферат
1. Форма для виготовлення ПЕТ - пляшок із нагрітих преформ, що виконана у вигляді двох півформ, розділених вертикальною площиною рознімання, одна з яких нерухома, а інша встановлена в поступальних напрямних, перпендикулярних площині рознімання, при цьому півформи обладнані симетричними щодо площини рознімання порожнинами, які у зімкнутому положенні півформ утворюють робочу порожнину, нижня частина якої повторює форму пляшки, а верхня частина виконана у вигляді гнізда для горловини преформи з кільцевою проточкою, яка відрізняється тим, що одна з півформ обладнана двома стрижнями, які закріплені на ній перпендикулярно площині рознімання форми симетрично по обидва боки від осі робочої порожнини, а друга півформа обладнана відповідними отворами для стрижнів, при цьому верхні поверхні стрижнів розміщено на рівні нижньої поверхні кільцевої проточки, а відстань між бічними поверхнями стрижнів дорівнює діаметру гнізда робочої порожнини.
2. Форма за п. 1, яка відрізняється тим, що стрижні виконані у вигляді пластин прямокутного перерізу.
Текст
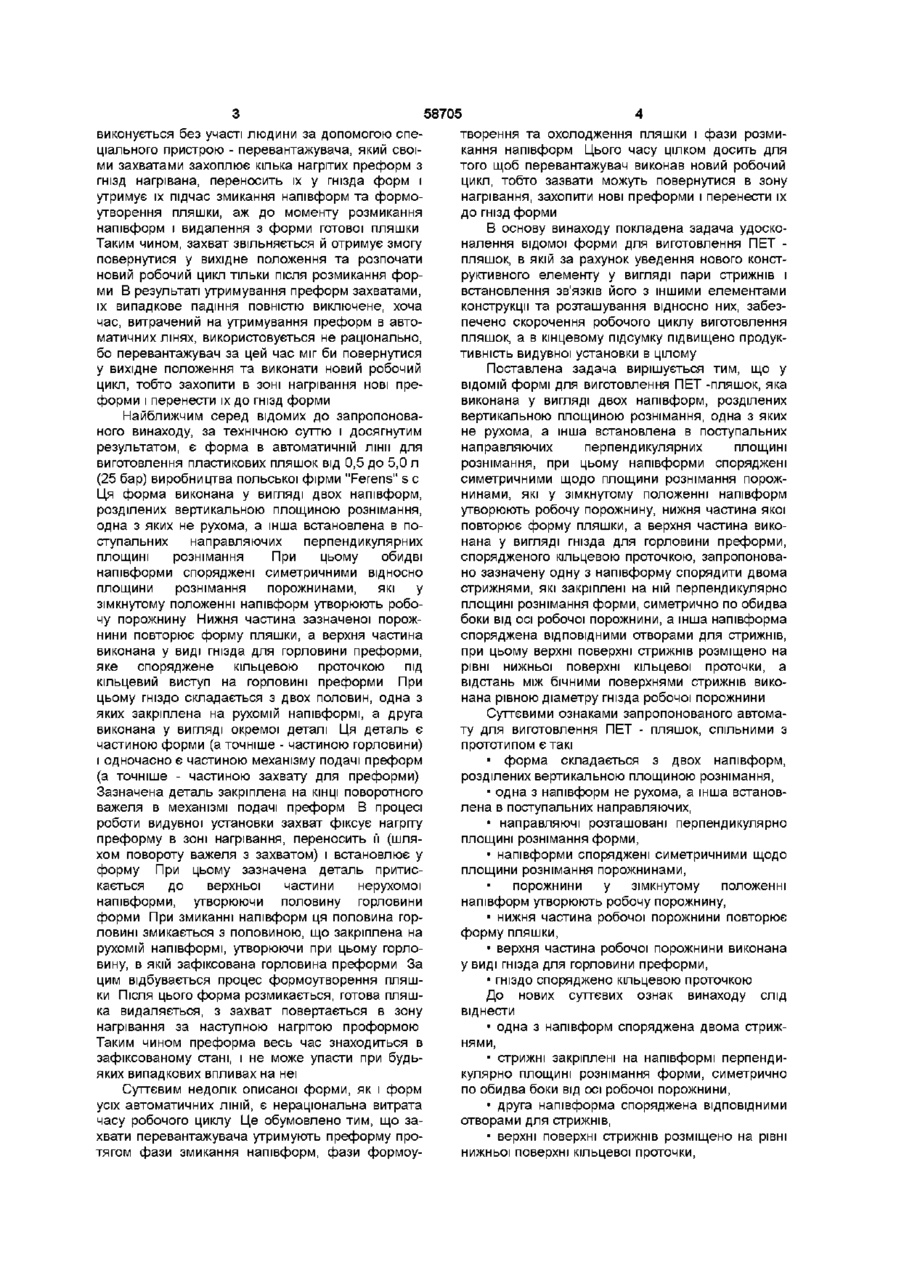
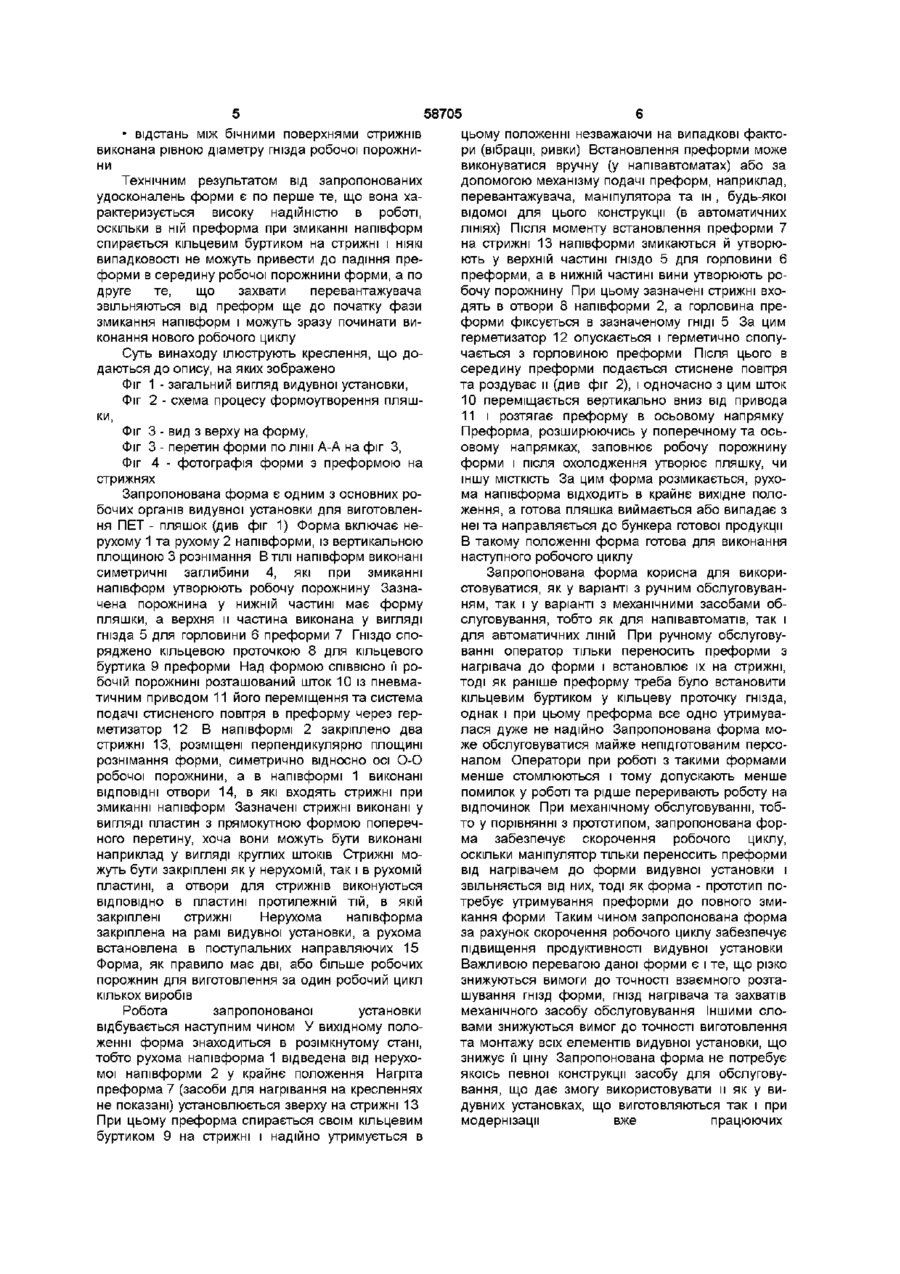
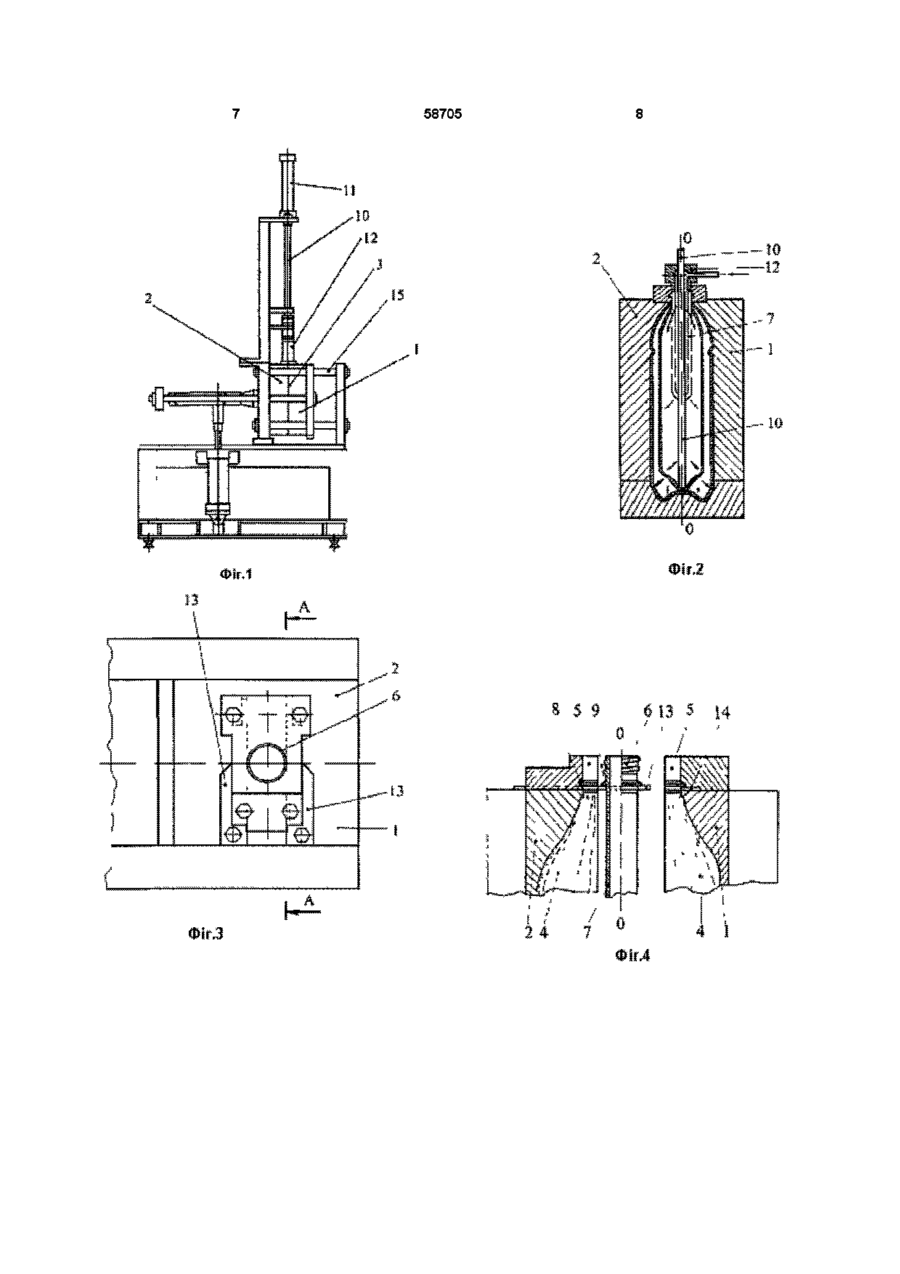
1 Форма для виготовлення ПЕТ - пляшок із нагрітих преформ, що виконана у вигляді двох півформ, розділених вертикальною площиною рознімання, одна з яких нерухома, а інша встановлена в поступальних напрямних, перпендикулярних площині рознімання, при цьому півформи обладнані симетричними щодо площини рознімання порожнинами, які у зімкнутому положенні півформ утворюють робочу порожнину, нижня частина якої повторює форму пляшки, а верхня частина виконана у вигляді гнізда для горловини преформи з кільцевою проточкою, яка відрізняється тим, що одна з півформ обладнана двома стрижнями, які закріплені на ній перпендикулярно площині рознімання форми симетрично по обидва боки від осі робочої порожнини, а друга півформа обладнана ВІДПОВІДНИМИ отворами для стрижнів, при цьому верхні поверхні стрижнів розміщено на рівні нижньої поверхні кільцевої проточки, а відстань між бічними поверхнями стрижнів дорівнює діаметру гнізда робочої порожнини 2 Форма за п 1, яка відрізняється тим, що стрижні виконані у вигляді пластин прямокутного перерізу Запропонований винахід відноситься до виробництва пустотілих виробів типу пластикової тари одноразового використання, а більш конкретно він стосується обладнання для виготовлення ПЕТ - пляшок, із нагрітих преформ методом роздування з витягуванням Останнім часом масового поширення набула пластикова тара, наприклад, пляшки, одноразового використання для різноманітних рідин мінеральних вод, пива, фруктових напоїв, олії, шампунів, фарб, побутових хімікатів та багато ш Ці - пляшки виробляються шляхом роздування з одночасним осьовим витягуванням нагрітих преформ При виготовленні пляшки заздалегідь нагріту преформу встановлюють в розкриту форму, яка зімкнувшись, фіксує горловину преформи За цим у горловину вводиться герметизатор, через який у проформу подається стиснене повітря, яке роздуває її Одночасно через герметизатор вводять шток, який розтягує преформу в осьовому напрямку При цьому форма для виготовлення пляшок складається з нерухомої та рухомої напівформ, із заглибинами, які при змиканні утворюють хоча б одну робочу порожнину, де відбувається процес формоутворення пляшки Робоча порожнина у верхній частині має гніздо, в якому при змиканні напівформ фіксується горловина нагрітої преформи Відомо, ЩО ПЕТ - пляшки виробляються на напівавтомати, які передбачають ручне завантаження преформ і виймання готових виробів, або на автоматах, які виконують весь виробничий процес без участі людини У всьому іншому процес формоутворення пляшок для них однаковий Конструкцій напівавтоматів в даний час відомо дуже багато, як закордонних, так і вітчизняних, наприклад, установка пневмоформувальна УПФ 2 (виробництва ТОВ "Полімаш" м Чернігів) У всіх напівавтоматах оператор рукою встановлює преформу в гніздо форми так, що кільцевий буртик преформи розміщується в кільцевій проточці однієї з півформ У такому положенні преформа утримується, висячи на буртику, поки рухома напівформа зімкнеться з нерухомою і горловина преформи надійно зафіксується Таким чином, до змикання напівформ, преформа утримується дуже ненадійно і випадкові фактори, наприклад, вібрація установки, ривки рухомої напівформи та ш , можуть викликати падіння преформи в середину робочої порожнини форми В автоматичних ЛІНІЯХ, конструкцій яких вданий час теж відомо багато, весь виробничий процес, в тому числі і установка нагрітих преформ, ю о 00 ю 58705 виконується без участі людини за допомогою спеціального пристрою - перевантажувача, який своїми захватами захоплює кілька нагрітих преформ з гнізд нагрівана, переносить їх у гнізда форм і утримує їх підчас змикання напівформ та формоутворення пляшки, аж до моменту розмикання напівформ і видалення з форми готової пляшки Таким чином, захват звільняється й отримує змогу повернутися у вихідне положення та розпочати новий робочий цикл тільки після розмикання форми В результаті утримування преформ захватами, їх випадкове падіння повністю виключене, хоча час, витрачений на утримування преформ в автоматичних лінях, використовується не раціонально, бо перевантажувач за цей час міг би повернутися у вихідне положення та виконати новий робочий цикл, тобто захопити в зоні нагрівання нові преформи і перенести їх до гнізд форми Найближчим серед відомих до запропонованого винаходу, за технічною суттю і досягнутим результатом, є форма в автоматичній лінії для виготовлення пластикових пляшок від 0,5 до 5,0 л (25 бар) виробництва польської фірми "Ferens" s с Ця форма виконана у вигляді двох напівформ, розділених вертикальною площиною рознімання, одна з яких не рухома, а інша встановлена в поступальних направляючих перпендикулярних площині рознімання При цьому обидві напівформи споряджені симетричними відносно площини рознімання порожнинами, які у зімкнутому положенні напівформ утворюють робочу порожнину Нижня частина зазначеної порожнини повторює форму пляшки, а верхня частина виконана у виді гнізда для горловини преформи, яке споряджене кільцевою проточкою під кільцевий виступ на горловині преформи При цьому гніздо складається з двох половин, одна з яких закріплена на рухомій напівформі, а друга виконана у вигляді окремої деталі Ця деталь є частиною форми (а точніше - частиною горловини) і одночасно є частиною механізму подачі преформ (а точніше - частиною захвату для преформи) Зазначена деталь закріплена на КІНЦІ поворотного важеля в механізмі подачі преформ В процесі роботи видувної установки захват фіксує нагріту преформу в зоні нагрівання, переносить її (шляхом повороту важеля з захватом) і встановлює у форму При цьому зазначена деталь притискається до верхньої частини нерухомої напівформи, утворюючи половину горловини форми При змиканні напівформ ця половина горловині змикається з половиною, що закріплена на рухомій напівформі, утворюючи при цьому горловину, в якій зафіксована горловина преформи За цим відбувається процес формоутворення пляшки Після ЦЬОГО форма розмикається, готова пляшка видаляється, з захват повертається в зону нагрівання за наступною нагрітою проформою Таким чином преформа весь час знаходиться в зафіксованому стані, і не може упасти при будьяких випадкових впливах на неї Суттєвим недолік описаної форми, як і форм усіх автоматичних ЛІНІЙ, Є нераціональна витрата часу робочого циклу Це обумовлено тим, що захвати перевантажувача утримують преформу протягом фази змикання напівформ, фази формоу творення та охолодження пляшки і фази розмикання напівформ Цього часу цілком досить для того щоб перевантажувач виконав новий робочий цикл, тобто зазвати можуть повернутися в зону нагрівання, захопити нові преформи і перенести їх до гнізд форми В основу винаходу покладена задача удосконалення відомої форми для виготовлення ПЕТ пляшок, в якій за рахунок уведення нового конструктивного елементу у вигляді пари стрижнів і встановлення зв'язків його з іншими елементами конструкції та розташування відносно них, забезпечено скорочення робочого циклу виготовлення пляшок, а в кінцевому підсумку підвищено продуктивність видувної установки в цілому Поставлена задача вирішується тим, що у ВІДОМІЙ формі для виготовлення ПЕТ -пляшок, яка виконана у вигляді двох напівформ, розділених вертикальною площиною рознімання, одна з яких не рухома, а інша встановлена в поступальних направляючих перпендикулярних площині рознімання, при цьому напівформи споряджені симетричними щодо площини рознімання порожнинами, які у зімкнутому положенні напівформ утворюють робочу порожнину, нижня частина якої повторює форму пляшки, а верхня частина виконана у вигляді гнізда для горловини преформи, спорядженого кільцевою проточкою, запропоновано зазначену одну з напівформу спорядити двома стрижнями, які закріплені на ній перпендикулярно площині рознімання форми, симетрично по обидва боки від осі робочої порожнини, а інша напівформа споряджена ВІДПОВІДНИМИ отворами для стрижнів, при цьому верхні поверхні стрижнів розміщено на рівні нижньої поверхні кільцевої проточки, а відстань між бічними поверхнями стрижнів виконана рівною діаметру гнізда робочої порожнини Суттєвими ознаками запропонованого автомату для виготовлення ПЕТ - пляшок, спільними з прототипом є такі • форма складається з двох напівформ, розділених вертикальною площиною рознімання, • одна з напівформ не рухома, а інша встановлена в поступальних направляючих, • направляючі розташовані перпендикулярно площині рознімання форми, • напівформи споряджені симетричними щодо площини рознімання порожнинами, порожнини у зімкнутому положенні напівформ утворюють робочу порожнину, • нижня частина робочої порожнини повторює форму пляшки, • верхня частина робочої порожнини виконана у виді гнізда для горловини преформи, • гніздо споряджено кільцевою проточкою До нових суттєвих ознак винаходу слід віднести • одна з напівформ споряджена двома стрижнями, • стрижні закріплені на напівформі перпендикулярно площині рознімання форми, симетрично по обидва боки від осі робочої порожнини, • друга напівформа споряджена ВІДПОВІДНИМИ отворами для стрижнів, • верхні поверхні стрижнів розміщено на рівні нижньої поверхні кільцевої проточки, 58705 • відстань між бічними поверхнями стрижнів виконана рівною діаметру гнізда робочої порожнини Технічним результатом від запропонованих удосконалень форми є по перше те, що вона характеризується високу надійністю в роботі, оскільки в ній преформа при змиканні напівформ спирається кільцевим буртиком на стрижні і НІЯКІ випадковості не можуть привести до падіння преформи в середину робочої порожнини форми, а по друге те, що захвати перевантажувача звільняються від преформ ще до початку фази змикання напівформ і можуть зразу починати виконання нового робочого циклу Суть винаходу ілюструють креслення, що додаються до опису, на яких зображено Фіг 1 - загальний вигляд видувної установки, Фіг 2 - схема процесу формоутворення пляшки, Фіг 3 - вид з верху на форму, Фіг 3 - перетин форми по лінії А-А на фіг З, Фіг 4 - фотографія форми з преформою на стрижнях Запропонована форма є одним з основних робочих органів видувної установки для виготовлення ПЕТ - пляшок (див фіг 1) Форма включає нерухому 1 та рухому 2 напівформи, із вертикальною площиною 3 рознімання В ТІЛІ напівформ виконані симетричні заглибини 4, які при змиканні напівформ утворюють робочу порожнину Зазначена порожнина у нижній частині має форму пляшки, а верхня и частина виконана у вигляді гнізда 5 для горловини 6 преформи 7 Гніздо споряджено кільцевою проточкою 8 для кільцевого буртика 9 преформи Над формою СПІВВІСНО її робочій порожнині розташований шток 10 із пневматичним приводом 11 його переміщення та система подачі стисненого повітря в преформу через герметизатор 12 В напівформі 2 закріплено два стрижні ІЗ, розміщені перпендикулярно площині рознімання форми, симетрично відносно осі 0-0 робочої порожнини, а в напівформі 1 виконані ВІДПОВІДНІ отвори 14, в які входять стрижні при змиканні напівформ Зазначені стрижні виконані у вигляді пластин з прямокутною формою поперечного перетину, хоча вони можуть бути виконані наприклад у вигляді круглих штоків Стрижні можуть бути закріплені як у нерухомій, так і в рухомій пластині, а отвори для стрижнів виконуються ВІДПОВІДНО в пластині протилежній тій, в якій закріплені стрижні Нерухома напівформа закріплена на рамі видувної установки, а рухома встановлена в поступальних направляючих 15 Форма, як правило має дві, або більше робочих порожнин для виготовлення за один робочий цикл кількох виробів Робота запропонованої установки відбувається наступним чином У вихідному положенні форма знаходиться в розімкнутому стані, тобто рухома напівформа 1 відведена від нерухомої напівформи 2 у крайнє положення Нагріта преформа 7 (засоби для нагрівання на кресленнях не показані) установлюється зверху на стрижні 13 При цьому преформа спирається своїм кільцевим буртиком 9 на стрижні і надійно утримується в цьому положенні незважаючи на випадкові фактори (вібрації, ривки) Встановлення преформи може виконуватися вручну (у напівавтоматах) або за допомогою механізму подачі преформ, наприклад, перевантажувача, маніпулятора та ш , будь-якої відомої для цього конструкції (в автоматичних ЛІНІЯХ) ПІСЛЯ моменту встановлення преформи 7 на стрижні 13 напівформи змикаються й утворюють у верхній частині гніздо 5 для горловини 6 преформи, а в нижній частині вини утворюють робочу порожнину При цьому зазначені стрижні входять в отвори 8 напівформи 2, а горловина преформи фіксується в зазначеному ГНІДІ 5 За цим герметизатор 12 опускається і герметично сполучається з горловиною преформи Після ЦЬОГО В середину преформи подається стиснене повітря та роздуває и (див фіг 2), і одночасно з цим шток 10 переміщається вертикально вниз від привода 11 і розтягає преформу в осьовому напрямку Преформа, розширюючись у поперечному та осьовому напрямках, заповнює робочу порожнину форми і після охолодження утворює пляшку, чи іншу МІСТКІСТЬ За цим форма розмикається, рухома напівформа відходить в крайнє вихідне положення, а готова пляшка виймається або випадає з неї та направляється до бункера готової продукції В такому положенні форма готова для виконання наступного робочого циклу Запропонована форма корисна для використовуватися, як у варіанті з ручним обслуговуванням, так і у варіанті з механічними засобами обслуговування, тобто як для напівавтоматів, так і для автоматичних ЛІНІЙ При ручному обслуговуванні оператор тільки переносить преформи з нагрівача до форми і встановлює їх на стрижні, тоді як раніше преформу треба було встановити кільцевим буртиком у кільцеву проточку гнізда, однак і при цьому преформа все одно утримувалася дуже не надійно Запропонована форма може обслуговуватися майже непідготованим персоналом Оператори при роботі з такими формами менше стомлюються і тому допускають менше помилок у роботі та рідше переривають роботу на відпочинок При механічному обслуговуванні, тобто у порівнянні з прототипом, запропонована форма забезпечує скорочення робочого циклу, оскільки маніпулятор тільки переносить преформи від нагрівачем до форми видувної установки і звільняється від них, тоді як форма - прототип потребує утримування преформи до повного змикання форми Таким чином запропонована форма за рахунок скорочення робочого циклу забезпечує підвищення продуктивності видувної установки Важливою перевагою даної форми є і те, що різко знижуються вимоги до точності взаємного розташування гнізд форми, гнізд нагрівача та захватів механічного засобу обслуговування Іншими словами знижуються вимог до точності виготовлення та монтажу всіх елементів видувної установки, що знижує її ціну Запропонована форма не потребує якоїсь певної конструкції засобу для обслуговування, що дає змогу використовувати и як у видувних установках, що виготовляються так і при модернізації вже працюючих 58705 Фіг.1 58705 Комп'ютерна верстка М Клюкш 10 Підписано до друку 05 09 2003 Тираж 39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for manufacture of pet-bottles from heated preforms
Назва патенту російськоюФорма для изготовления пэт-бутылок из нагретых преформ
МПК / Мітки
МПК: B29C 49/28
Мітки: виготовлення, преформ, нагрітих, форма, пет-пляшок
Код посилання
<a href="https://ua.patents.su/5-58705-forma-dlya-vigotovlennya-pet-plyashok-iz-nagritikh-preform.html" target="_blank" rel="follow" title="База патентів України">Форма для виготовлення пет-пляшок із нагрітих преформ</a>
Ливарна форма для виготовлення трійників з малим кутом розвіду кінців
Номер патенту: 32876
Опубліковано: 15.02.2001
Автори: Гончаренко Олександр Євгенійович, Бєліков Валерій Григорійович, Смоловік Олександр Олександровіч
МПК: A61M 5/00, B29C 39/26
Мітки: розвіду, виготовлення, ливарна, кінців, форма, трійників, малим, кутом
Текст:
...розміщені симетрично площині продольного розрізу трійника. Заявлена сукупність суттєвих прикмет виключає утворення сліду від змикання напівформ на зовнішній поверхні трійника і забезпечує відділення литника від трійника в процесі розкриття форми, а також зняття трійника з бокового знака слідуючим чином: площина роз'єднання напівформ перпендикулярна площині продольного розрізу трійника, і тим самим, виключає утворення сліду від змикання...
Напівавтомат для виготовлення пет- пляшок
Номер патенту: 55867
Опубліковано: 15.04.2003
Автори: Москаленко Олександр Володимирович, Вігдергауз Леонід Павлович
МПК: B29C 49/00
Мітки: виготовлення, пет, напівавтомат, пляшок
Формула / Реферат:
Напівавтомат для виготовлення поліетиленових пляшок, що включає пневмосхему, важільний механізм, блок циліндрів, пульт керування, панелі автоматики і силову, хитний пневмоциліндр, матриці, вентилятори охолодження форм, ресивер і кронштейн, який відрізняється тим, що застосована конструкція тришарнірного важільного механізму, що створює тиск на середній частині кріплення матриць і сприймає зусилля, що виникають при видуванні, оригінально...
Нагрівач преформ
Номер патенту: 51976
Опубліковано: 16.12.2002
Автори: Пастушенко Віталій Денисович, Суворов Олександр Володимирович
МПК: B29C 39/38
Формула / Реферат:
1. Нагрівач преформ, що включає раму, нагрівальну камеру, позиції завантаження та вивантаження і замкнутий рухомий ланцюг, що проходить крізь нагрівальну камеру та позиції завантаження і вивантаження, на якому встановлені носії преформ, кожен з яких виконаний у вигляді осі, встановленої з можливістю обертання в опорі, закріпленій на ланцюзі, при цьому вісь споряджена посадочним місцем для преформи на верхньому кінці та засобом її обертання у...
Ливарна форма для виготовлення полімерних виробів
Номер патенту: 1878
Опубліковано: 16.06.2003
Автор: Хараман Ігор Петрович
МПК: B29C 45/26, B29C 45/44, B29C 45/27
Мітки: форма, полімерних, виробів, ливарна, виготовлення
Формула / Реферат:
1. Ливарна форма для виготовлення полімерних виробів, що містить рухому і нерухому півформи з плитами і з колонками, у рухомій півформі установлені виштовхувач і контрштовхач, а в рухомій матриці встановлений різьбовий знак, яка відрізняється тим, що пакети плит виштовхувальної системи - плита штовхання і плита знака - встановлені з іншою плитою штовхання й плитою виштовхувача на одному рівні та однієї довжини і зв'язані через горизонтально...
Прес- форма для виготовлення підошв
Номер патенту: 40108
Опубліковано: 16.07.2001
Автори: Синюк Олег Миколайович, Злотенко Борис Миколайович, Скиба Микола Єгорович
МПК: B29C 45/02
Мітки: виготовлення, підошв, форма, прес
Формула / Реферат:
Прес-форма для виготовлення підошов, яка включає пуансон, матрицю, розташовану між ними формотворну порожнину, литтєвий канал і голковий клапан, яка відрізняється тим, що до формотворної порожнини підключені пневморозподілювачі для дозованої подачі стисненого гарячого і холодного повітря, відповідно перед її заповненням і після формування підошви.
Попередній патент: Пристрій для очищення води “надія”
Наступний патент: Спосіб оцінки рівня здоров’я
Випадковий патент: Спосіб моделювання остеопорозу на тлі гіперглікемії