Лінія для виготовлення пет-пляшок
Номер патенту: 78505
Опубліковано: 10.04.2007
Автори: Суворов Олександр Володимирович, Пастушенко Віталій Денисович, Раловець Микола Мартинович
Формула / Реферат
1. Лінія для виготовлення ПЕТ-пляшок, яка має видувну установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ з нагрівача у гнізда форми, при цьому форма оснащена не менш ніж двома гніздами, нагрівач преформ виконаний у вигляді поздовжньої камери з інфрачервоними випромінювачами та вертикально замкнутого транспортера, оснащеного гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями гнізд форми, а кількість рядів відповідає кількості її гнізд, яка відрізняється тим, що перевантажувач преформ з нагрівача у видувну установку виконаний у вигляді зіштовхувача нагрітих преформ, та напрямного апарата, при цьому зіштовхувач виконаний у вигляді зачепів з приводом їх зворотно-поступального переміщення, напрямний апарат виконаний у вигляді лійок, розширена частина яких обернена у бік транспортера, а горловини встановлені над гніздами форми, при цьому кількість зачепів та лійок дорівнює кількості гнізд форми.
2. Лінія для виготовлення ПЕТ-пляшок за п. 1, яка відрізняється тим, що зачепи виконані у вигляді двох паралельних пружних пластин, кінці яких зігнуті один до одного.
3. Лінія для виготовлення ПЕТ-пляшок за п. 1, яка відрізняється тим, що горловини та розширені частини лійок виконані у вигляді окремих деталей, які примикають одна до одної, при цьому розширені частини закріплені нерухомо відносно транспортера, а горловини лійок розміщені співвісно з гніздами рухомої півформи і закріплені на ній.
Текст
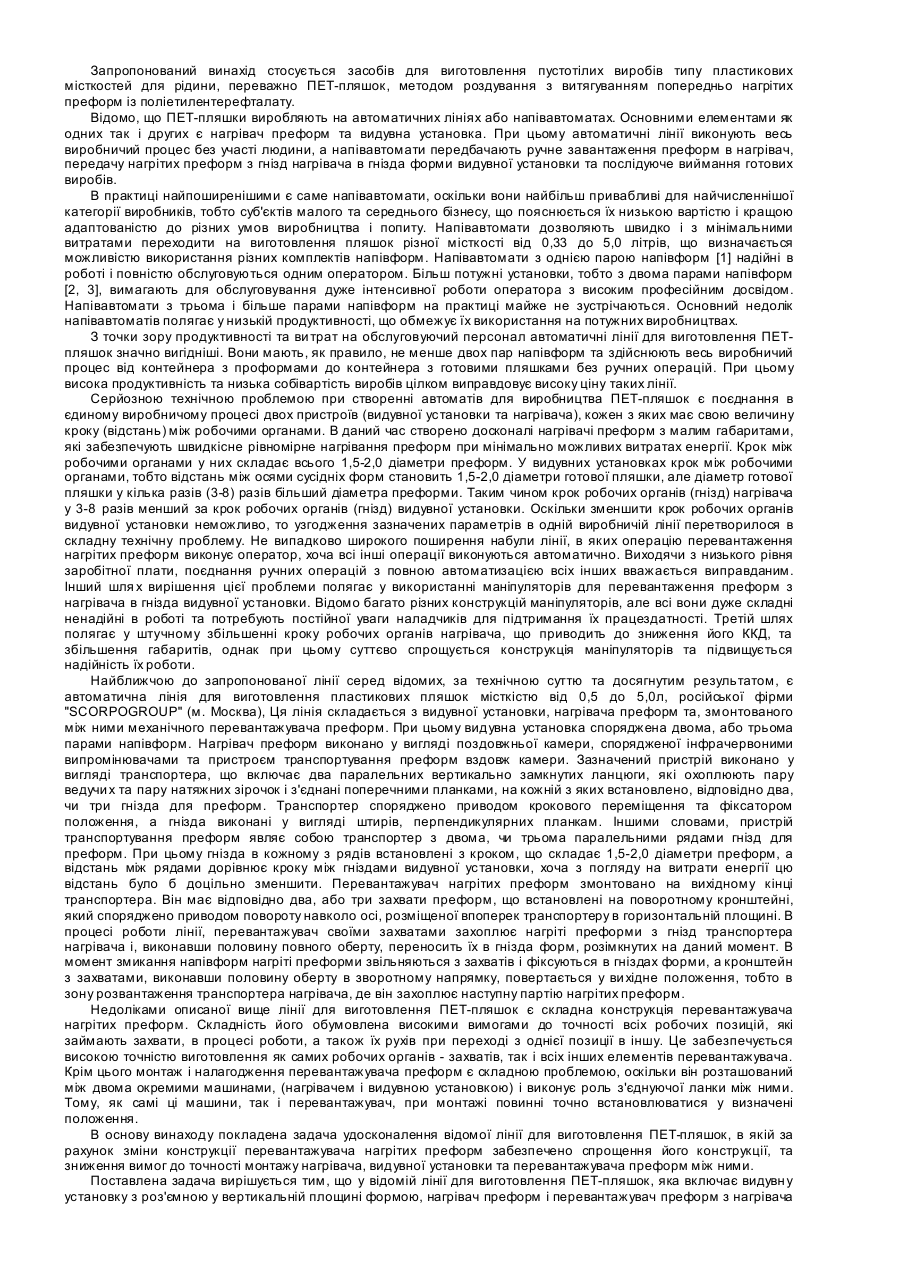
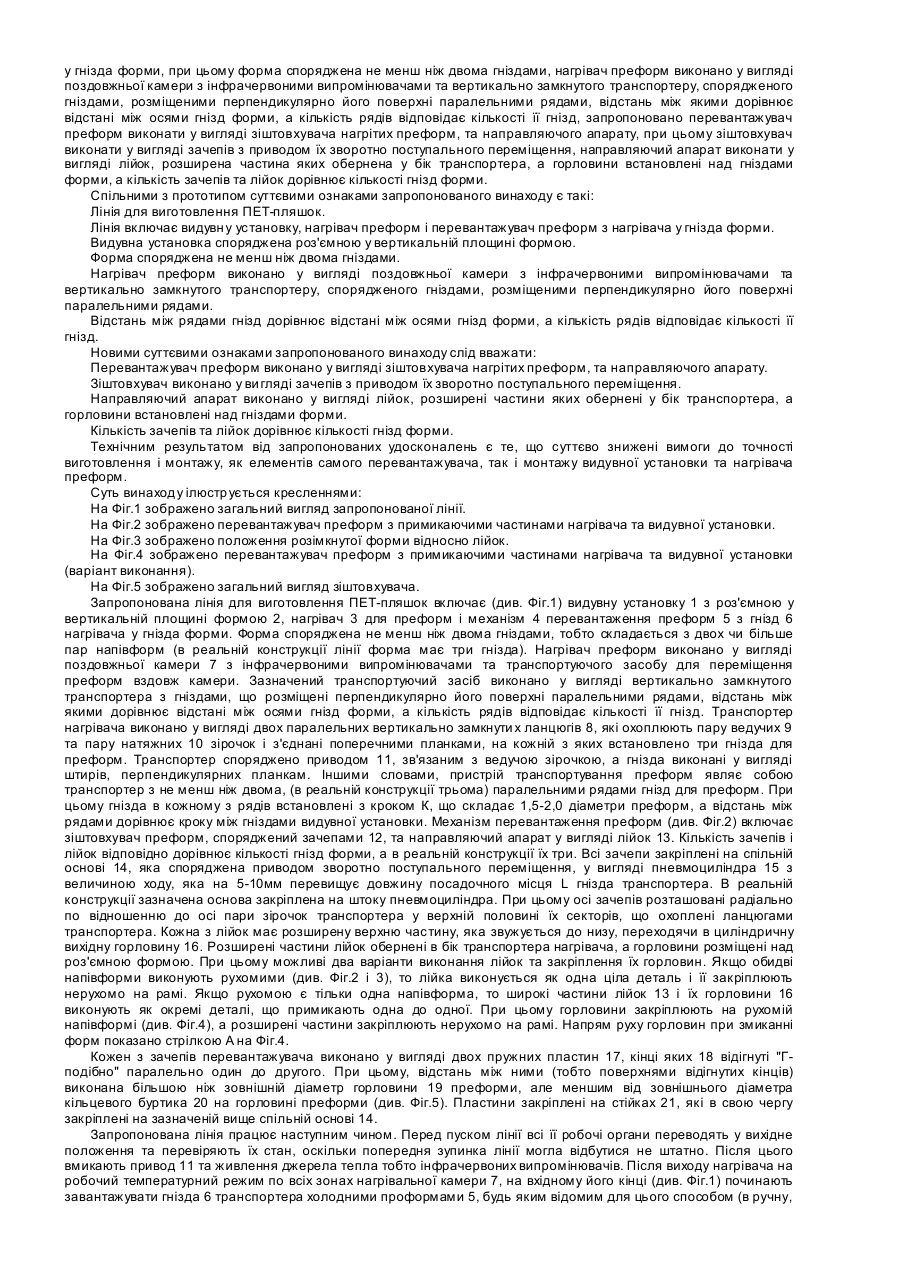
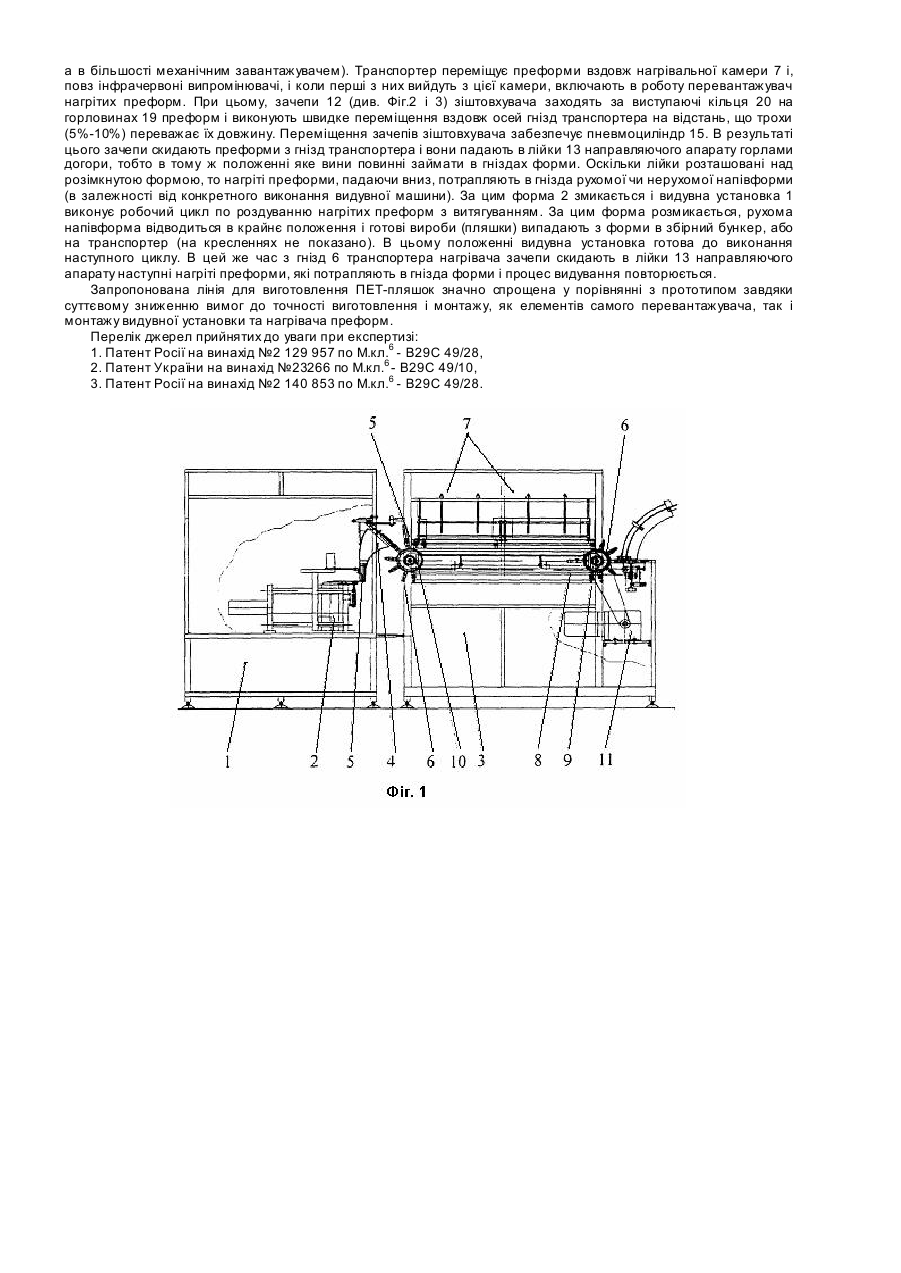
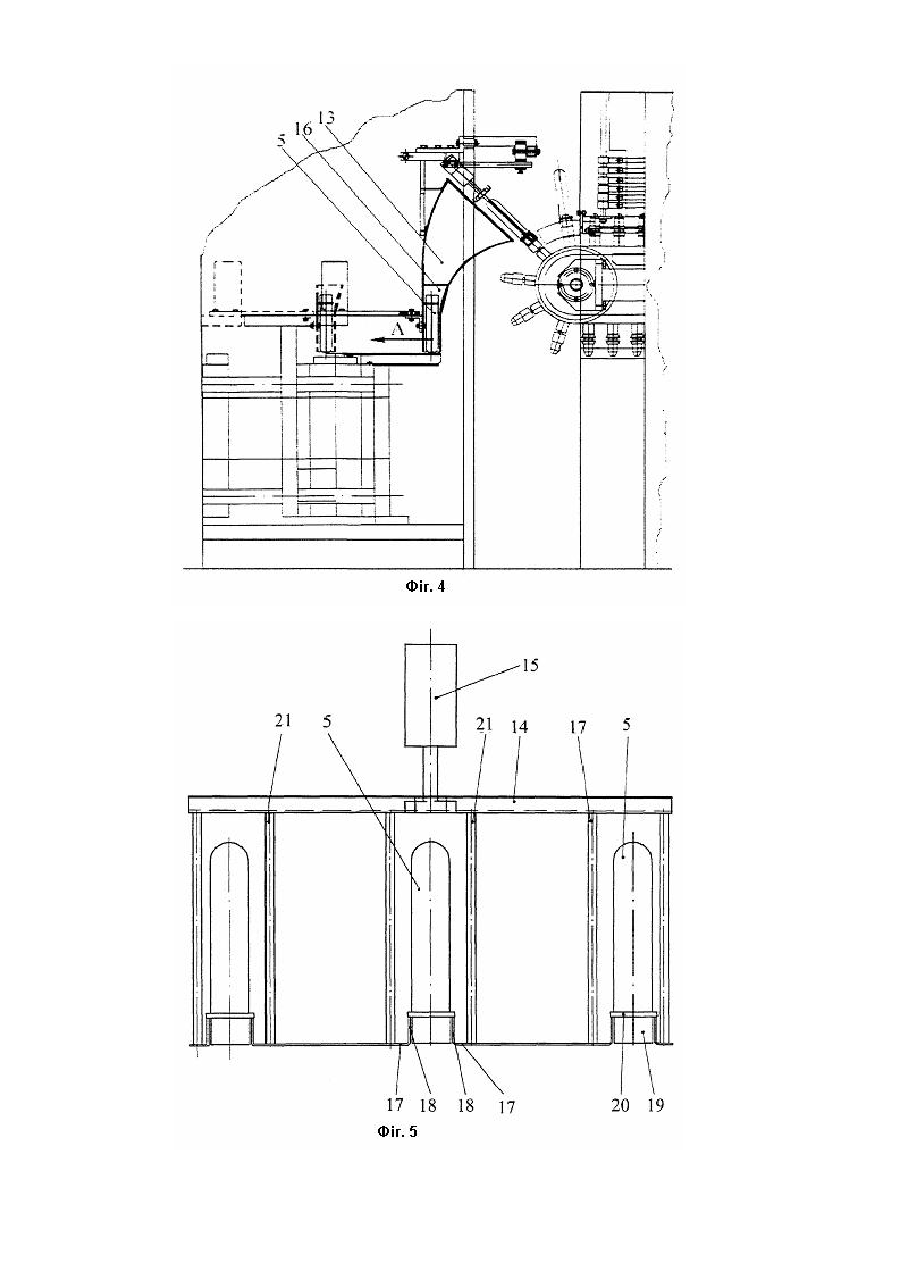
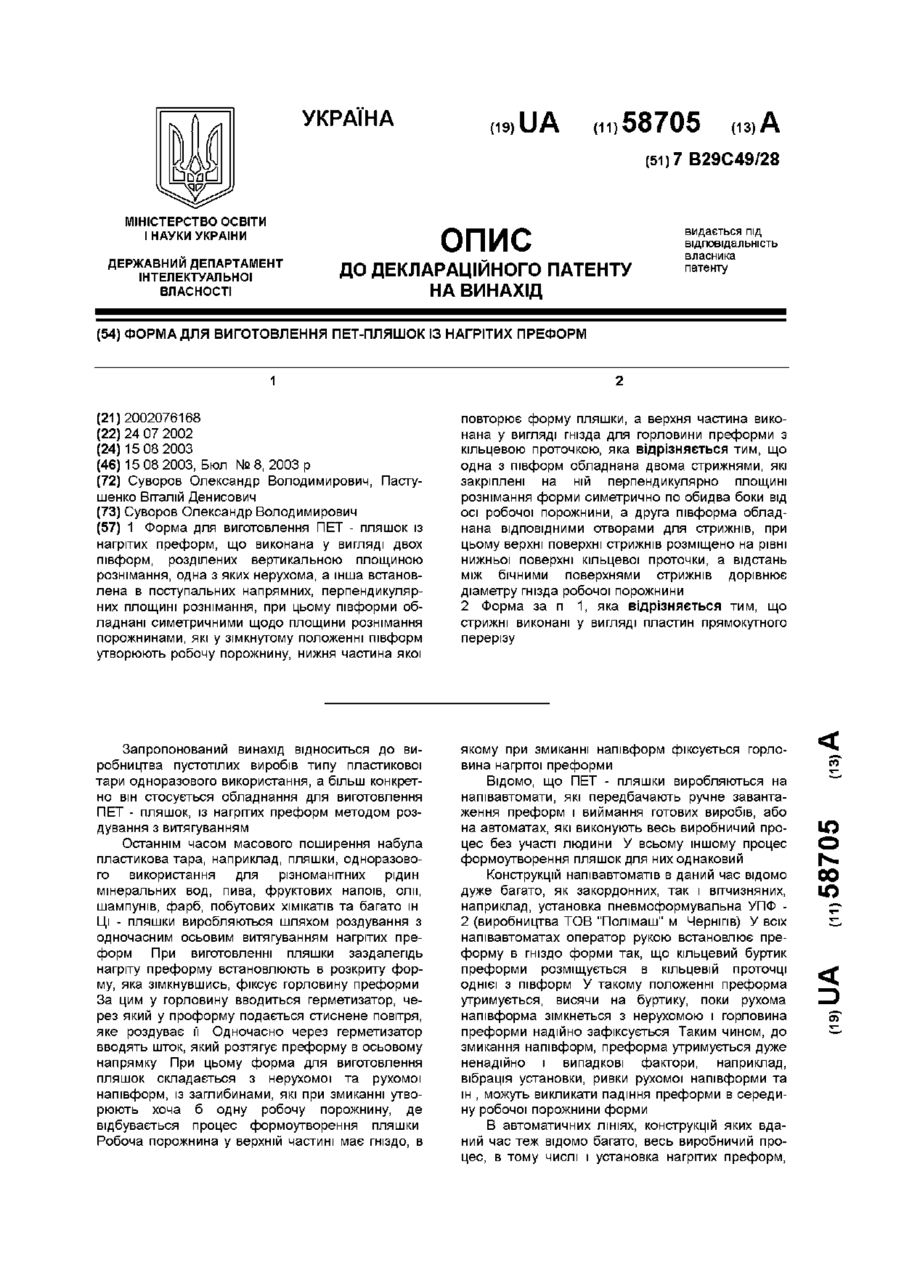
Запропонований винахід стосується засобів для виготовлення пустотілих виробів типу пластикових місткостей для рідини, переважно ПЕТ-пляшок, методом роздування з витягуванням попередньо нагрітих преформ із поліетилентерефталату. Відомо, що ПЕТ-пляшки виробляють на автоматичних лініях або напівавтоматах. Основними елементами як одних так і других є нагрівач преформ та видувна установка. При цьому автоматичні лінії виконують весь виробничий процес без участі людини, а напівавтомати передбачають ручне завантаження преформ в нагрівач, передачу нагрітих преформ з гнізд нагрівача в гнізда форми видувної установки та послідуюче виймання готових виробів. В практиці найпоширенішими є саме напівавтомати, оскільки вони найбільш привабливі для найчисленнішої категорії виробників, тобто суб'єктів малого та середнього бізнесу, що пояснюється їх низькою вартістю і кращою адаптованістю до різних умов виробництва і попиту. Напівавтомати дозволяють швидко і з мінімальними витратами переходити на виготовлення пляшок різної місткості від 0,33 до 5,0 літрів, що визначається можливістю використання різних комплектів напівформ. Напівавтомати з однією парою напівформ [1] надійні в роботі і повністю обслуговуються одним оператором. Більш потужні установки, тобто з двома парами напівформ [2, 3], вимагають для обслуговування дуже інтенсивної роботи оператора з високим професійним досвідом. Напівавтомати з трьома і більше парами напівформ на практиці майже не зустрічаються. Основний недолік напівавтоматів полягає у низькій продуктивності, що обмежує їх використання на потужних виробництвах. З точки зору продуктивності та ви трат на обслуговуючий персонал автоматичні лінії для виготовлення ПЕТпляшок значно вигідніші. Вони мають, як правило, не менше двох пар напівформ та здійснюють весь виробничий процес від контейнера з проформами до контейнера з готовими пляшками без ручних операцій. При цьому висока продуктивність та низька собівартість виробів цілком виправдовує високу ціну таких лінії. Серйозною технічною проблемою при створенні автоматів для виробництва ПЕТ-пляшок є поєднання в єдиному виробничому процесі двох пристроїв (видувної установки та нагрівача), кожен з яких має свою величину кроку (відстань) між робочими органами. В даний час створено досконалі нагрівачі преформ з малим габаритами, які забезпечують швидкісне рівномірне нагрівання преформ при мінімально можливих витратах енергії. Крок між робочими органами у них складає всього 1,5-2,0 діаметри преформ. У видувних установках крок між робочими органами, тобто відстань між осями сусідніх форм становить 1,5-2,0 діаметри готової пляшки, але діаметр готової пляшки у кілька разів (3-8) разів більший діаметра преформи. Таким чином крок робочих органів (гнізд) нагрівача у 3-8 разів менший за крок робочих органів (гнізд) видувної установки. Оскільки зменшити крок робочих органів видувної установки неможливо, то узгодження зазначених параметрів в одній виробничій лінії перетворилося в складну технічну проблему. Не випадково широкого поширення набули лінії, в яких операцію перевантаження нагрітих преформ виконує оператор, хоча всі інші операції виконуються автоматично. Виходячи з низького рівня заробітної плати, поєднання ручних операцій з повною автоматизацією всіх інших вважається виправданим. Інший шля х вирішення цієї проблеми полягає у використанні маніпуляторів для перевантаження преформ з нагрівача в гнізда видувної установки. Відомо багато різних конструкцій маніпуляторів, але всі вони дуже складні ненадійні в роботі та потребують постійної уваги наладчиків для підтримання їх працездатності. Третій шлях полягає у штучному збільшенні кроку робочих органів нагрівача, що приводить до зниження його ККД, та збільшення габаритів, однак при цьому суттєво спрощується конструкція маніпуляторів та підвищується надійність їх роботи. Найближчою до запропонованої лінії серед відомих, за технічною суттю та досягнутим результатом, є автоматична лінія для виготовлення пластикових пляшок місткістю від 0,5 до 5,0л, російської фірми "SCORPOGROUP" (м. Москва), Ця лінія складається з видувної установки, нагрівача преформ та, змонтованого між ними механічного перевантажувача преформ. При цьому видувна установка споряджена двома, або трьома парами напівформ. Нагрівач преформ виконано у вигляді поздовжньої камери, спорядженої інфрачервоними випромінювачами та пристроєм транспортування преформ вздовж камери. Зазначений пристрій виконано у вигляді транспортера, що включає два паралельних вертикально замкнутих ланцюги, які охоплюють пару ведучи х та пару натяжних зірочок і з'єднані поперечними планками, на кожній з яких встановлено, відповідно два, чи три гнізда для преформ. Транспортер споряджено приводом крокового переміщення та фіксатором положення, а гнізда виконані у вигляді штирів, перпендикулярних планкам. Іншими словами, пристрій транспортування преформ являє собою транспортер з двома, чи трьома паралельними рядами гнізд для преформ. При цьому гнізда в кожному з рядів встановлені з кроком, що складає 1,5-2,0 діаметри преформ, а відстань між рядами дорівнює кроку між гніздами видувної установки, хоча з погляду на витрати енергії цю відстань було б доцільно зменшити. Перевантажувач нагрітих преформ змонтовано на вихідному кінці транспортера. Він має відповідно два, або три захвати преформ, що встановлені на поворотному кронштейні, який споряджено приводом повороту навколо осі, розміщеної впоперек транспортеру в горизонтальній площині. В процесі роботи лінії, перевантажувач своїми захватами захоплює нагріті преформи з гнізд транспортера нагрівача і, виконавши половину повного оберту, переносить їх в гнізда форм, розімкнутих на даний момент. В момент змикання напівформ нагріті преформи звільняються з захватів і фіксуються в гніздах форми, а кронштейн з захватами, виконавши половину оберту в зворотному напрямку, повертається у ви хідне положення, тобто в зону розвантаження транспортера нагрівача, де він захоплює наступну партію нагрітих преформ. Недоліками описаної вище лінії для виготовлення ПЕТ-пляшок є складна конструкція перевантажувача нагрітих преформ. Складність його обумовлена високими вимогами до точності всіх робочих позицій, які займають захвати, в процесі роботи, а також їх рухів при переході з однієї позиції в іншу. Це забезпечується високою точністю виготовлення як самих робочих органів - захватів, так і всіх інших елементів перевантажувача. Крім цього монтаж і налагодження перевантажувача преформ є складною проблемою, оскільки він розташований між двома окремими машинами, (нагрівачем і видувною установкою) і виконує роль з'єднуючої ланки між ними. Тому, як самі ці машини, так і перевантажувач, при монтажі повинні точно встановлюватися у визначені положення. В основу винаходу покладена задача удосконалення відомої лінії для виготовлення ПЕТ-пляшок, в якій за рахунок зміни конструкції перевантажувача нагрітих преформ забезпечено спрощення його конструкції, та зниження вимог до точності монтажу нагрівача, видувної установки та перевантажувача преформ між ними. Поставлена задача вирішується тим, що у відомій лінії для виготовлення ПЕТ-пляшок, яка включає видувн у установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ з нагрівача у гнізда форми, при цьому форма споряджена не менш ніж двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери з інфрачервоними випромінювачами та вертикально замкнутого транспортеру, спорядженого гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями гнізд форми, а кількість рядів відповідає кількості її гнізд, запропоновано перевантажувач преформ виконати у вигляді зіштовхувача нагрітих преформ, та направляючого апарату, при цьому зіштовхувач виконати у вигляді зачепів з приводом їх зворотно поступального переміщення, направляючий апарат виконати у вигляді лійок, розширена частина яких обернена у бік транспортера, а горловини встановлені над гніздами форми, а кількість зачепів та лійок дорівнює кількості гнізд форми. Спільними з прототипом суттєвими ознаками запропонованого винаходу є такі: Лінія для виготовлення ПЕТ-пляшок. Лінія включає видувн у установку, нагрівач преформ і перевантажувач преформ з нагрівача у гнізда форми. Видувна установка споряджена роз'ємною у вертикальній площині формою. Форма споряджена не менш ніж двома гніздами. Нагрівач преформ виконано у вигляді поздовжньої камери з інфрачервоними випромінювачами та вертикально замкнутого транспортеру, спорядженого гніздами, розміщеними перпендикулярно його поверхні паралельними рядами. Відстань між рядами гнізд дорівнює відстані між осями гнізд форми, а кількість рядів відповідає кількості її гнізд. Новими суттєвими ознаками запропонованого винаходу слід вважати: Перевантажувач преформ виконано у вигляді зіштовхувача нагрітих преформ, та направляючого апарату. Зіштовхувачвиконано у ви гляді зачепів з приводом їх зворотно поступального переміщення. Направляючий апарат виконано у вигляді лійок, розширені частини яких обернені у бік транспортера, а горловини встановлені над гніздами форми. Кількість зачепів та лійок дорівнює кількості гнізд форми. Технічним результатом від запропонованих удосконалень є те, що суттєво знижені вимоги до точності виготовлення і монтажу, як елементів самого перевантажувача, так і монтажу видувної установки та нагрівача преформ. Суть винаходу ілюстр ується кресленнями: На Фіг.1 зображено загальний вигляд запропонованої лінії. На Фіг.2 зображено перевантажувач преформ з примикаючими частинами нагрівача та видувної установки. На Фіг.3 зображено положення розімкнутої форми відносно лійок. На Фіг.4 зображено перевантажувач преформ з примикаючими частинами нагрівача та видувної установки (варіант виконання). На Фіг.5 зображено загальний вигляд зіштовхувача. Запропонована лінія для виготовлення ПЕТ-пляшок включає (див. Фіг.1) видувну установку 1 з роз'ємною у вертикальній площині формою 2, нагрівач 3 для преформ і механізм 4 перевантаження преформ 5 з гнізд 6 нагрівача у гнізда форми. Форма споряджена не менш ніж двома гніздами, тобто складається з двох чи більше пар напівформ (в реальній конструкції лінії форма має три гнізда). Нагрівач преформ виконано у вигляді поздовжньої камери 7 з інфрачервоними випромінювачами та транспортуючого засобу для переміщення преформ вздовж камери. Зазначений транспортуючий засіб виконано у вигляді вертикально замкнутого транспортера з гніздами, що розміщені перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями гнізд форми, а кількість рядів відповідає кількості її гнізд. Транспортер нагрівача виконано у вигляді двох паралельних вертикально замкнути х ланцюгів 8, які охоплюють пару ведучих 9 та пару натяжних 10 зірочок і з'єднані поперечними планками, на кожній з яких встановлено три гнізда для преформ. Транспортер споряджено приводом 11, зв'язаним з ведучою зірочкою, а гнізда виконані у вигляді штирів, перпендикулярних планкам. Іншими словами, пристрій транспортування преформ являє собою транспортер з не менш ніж двома, (в реальній конструкції трьома) паралельними рядами гнізд для преформ. При цьому гнізда в кожному з рядів встановлені з кроком К, що складає 1,5-2,0 діаметри преформ, а відстань між рядами дорівнює кроку між гніздами видувної установки. Механізм перевантаження преформ (див. Фіг.2) включає зіштовхувач преформ, споряджений зачепами 12, та направляючий апарат у вигляді лійок 13. Кількість зачепів і лійок відповідно дорівнює кількості гнізд форми, а в реальній конструкції їх три. Всі зачепи закріплені на спільній основі 14, яка споряджена приводом зворотно поступального переміщення, у вигляді пневмоциліндра 15 з величиною ходу, яка на 5-10мм перевищує довжину посадочного місця L гнізда транспортера. В реальній конструкції зазначена основа закріплена на штоку пневмоциліндра. При цьому осі зачепів розташовані радіально по відношенню до осі пари зірочок транспортера у верхній половині їх секторів, що охоплені ланцюгами транспортера. Кожна з лійок має розширену верхню частину, яка звужується до низу, переходячи в циліндричну вихідну горловину 16. Розширені частини лійок обернені в бік транспортера нагрівача, а горловини розміщені над роз'ємною формою. При цьому можливі два варіанти виконання лійок та закріплення їх горловин. Якщо обидві напівформи виконують рухомими (див. Фіг.2 і 3), то лійка виконується як одна ціла деталь і її закріплюють нерухомо на рамі. Якщо рухомою є тільки одна напівформа, то широкі частини лійок 13 і їх горловини 16 виконують як окремі деталі, що примикають одна до одної. При цьому горловини закріплюють на рухомій напівформі (див. Фіг.4), а розширені частини закріплюють нерухомо на рамі. Напрям руху горловин при змиканні форм показано стрілкою А на Фіг.4. Кожен з зачепів перевантажувача виконано у вигляді двох пружних пластин 17, кінці яких 18 відігнуті "Гподібно" паралельно один до другого. При цьому, відстань між ними (тобто поверхнями відігнутих кінців) виконана більшою ніж зовнішній діаметр горловини 19 преформи, але меншим від зовнішнього діаметра кільцевого буртика 20 на горловині преформи (див. Фіг.5). Пластини закріплені на стійках 21, які в свою чергу закріплені на зазначеній вище спільній основі 14. Запропонована лінія працює наступним чином. Перед пуском лінії всі її робочі органи переводять у вихідне положення та перевіряють їх стан, оскільки попередня зупинка лінії могла відбутися не штатно. Після цього вмикають привод 11 та живлення джерела тепла тобто інфрачервоних випромінювачів. Після виходу нагрівача на робочий температурний режим по всіх зонах нагрівальної камери 7, на вхідному його кінці (див. Фіг.1) починають завантажувати гнізда 6 транспортера холодними проформами 5, будь яким відомим для цього способом (в ручну, а в більшості механічним завантажувачем). Транспортер переміщує преформи вздовж нагрівальної камери 7 і, повз інфрачервоні випромінювачі, і коли перші з них вийдуть з цієї камери, включають в роботу перевантажувач нагрітих преформ. При цьому, зачепи 12 (див. Фіг.2 і 3) зіштовхувача заходять за виступаючі кільця 20 на горловинах 19 преформ і виконують швидке переміщення вздовж осей гнізд транспортера на відстань, що трохи (5%-10%) переважає їх довжину. Переміщення зачепів зіштовхувача забезпечує пневмоциліндр 15. В результаті цього зачепи скидають преформи з гнізд транспортера і вони падають в лійки 13 направляючого апарату горлами догори, тобто в тому ж положенні яке вини повинні займати в гніздах форми. Оскільки лійки розташовані над розімкнутою формою, то нагріті преформи, падаючи вниз, потрапляють в гнізда рухомої чи нерухомої напівформи (в залежності від конкретного виконання видувної машини). За цим форма 2 змикається і видувна установка 1 виконує робочий цикл по роздуванню нагрітих преформ з витягуванням. За цим форма розмикається, рухома напівформа відводиться в крайнє положення і готові вироби (пляшки) випадають з форми в збірний бункер, або на транспортер (на кресленнях не показано). В цьому положенні видувна установка готова до виконання наступного циклу. В цей же час з гнізд 6 транспортера нагрівача зачепи скидають в лійки 13 направляючого апарату наступні нагріті преформи, які потрапляють в гнізда форми і процес видування повторюється. Запропонована лінія для виготовлення ПЕТ-пляшок значно спрощена у порівнянні з прототипом завдяки суттєвому зниженню вимог до точності виготовлення і монтажу, як елементів самого перевантажувача, так і монтажу видувної установки та нагрівача преформ. Перелік джерел прийнятих до уваги при експертизі: 1. Патент Росії на винахід №2 129 957 по М.кл.6 - В29С 49/28, 2. Патент України на винахід №23266 по М.кл.6 - В29С 49/10, 3. Патент Росії на винахід №2 140 853 по М.кл.6 - В29С 49/28.
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for producing pet bottles
Назва патенту російськоюЛиния для изготовления пэт-бутылок
МПК / Мітки
МПК: B29C 49/28
Мітки: пет-пляшок, виготовлення, лінія
Код посилання
<a href="https://ua.patents.su/5-78505-liniya-dlya-vigotovlennya-pet-plyashok.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення пет-пляшок</a>
Форма для виготовлення пет-пляшок із нагрітих преформ
Номер патенту: 58705
Опубліковано: 15.08.2003
Автори: Суворов Олександр Володимирович, Пастушенко Віталій Денисович
МПК: B29C 49/28
Мітки: форма, пет-пляшок, преформ, нагрітих, виготовлення
Формула / Реферат:
1. Форма для виготовлення ПЕТ - пляшок із нагрітих преформ, що виконана у вигляді двох півформ, розділених вертикальною площиною рознімання, одна з яких нерухома, а інша встановлена в поступальних напрямних, перпендикулярних площині рознімання, при цьому півформи обладнані симетричними щодо площини рознімання порожнинами, які у зімкнутому положенні півформ утворюють робочу порожнину, нижня частина якої повторює форму пляшки, а верхня частина...
Напівавтомат для виготовлення пет- пляшок
Номер патенту: 55867
Опубліковано: 15.04.2003
Автори: Москаленко Олександр Володимирович, Вігдергауз Леонід Павлович
МПК: B29C 49/00
Мітки: пет, напівавтомат, виготовлення, пляшок
Формула / Реферат:
Напівавтомат для виготовлення поліетиленових пляшок, що включає пневмосхему, важільний механізм, блок циліндрів, пульт керування, панелі автоматики і силову, хитний пневмоциліндр, матриці, вентилятори охолодження форм, ресивер і кронштейн, який відрізняється тим, що застосована конструкція тришарнірного важільного механізму, що створює тиск на середній частині кріплення матриць і сприймає зусилля, що виникають при видуванні, оригінально...
Нагрівач преформ
Номер патенту: 70475
Опубліковано: 15.10.2004
Автори: Суворов Олександр Володимирович, Раловець Микола Мартинович, Пастушенко Віталій Денисович
МПК: B29C 39/38
Формула / Реферат:
1. Нагрівач преформ, виконаний у вигляді камери з інфрачервоними випромінювачами, вздовж якої розміщено вертикально замкнутий транспортер з гніздами у вигляді штирів, встановленими перпендикулярно його поверхні хоча б двома паралельними рядами, і споряджений приводом переміщення, при цьому на вхідному кінці нагрівача змонтовано механізм завантаження преформ в гнізда транспортера, який включає вхідний бункер для преформ, механізм поштучної...
Автоматична лінія виготовлення індикаторних трубок
Номер патенту: 59614
Опубліковано: 15.09.2003
Автори: Левченко Андрій Дмитрович, Левченко Дмитро Єлізарович
МПК: B23P 21/00
Мітки: виготовлення, автоматична, індикаторних, трубок, лінія
Формула / Реферат:
1. Автоматична лінія виготовлення індикаторних трубок, яка складається з основи, виконавчих пристроїв для виготовлення (обтічників, індикаторних порошків, тампонів та інших комплектуючих, таких як вторинні обтічники, тампони та інш.) індикаторних трубок, передавального пристрою для переміщення заготовок індикаторних трубок до виконавчих пристроїв, пульта оператора та мікропроцесорного блока керування, яка відрізняється тим, що передавальний...
Поточна лінія для виготовлення теплоізоляційних плит із неорганічних волокон та глинистого в’яжучого
Номер патенту: 9515
Опубліковано: 17.10.2005
Автори: Божко Василь Іванович, Нестеров Валерій Григорович, Валюга Міхаель, Гільдбург Анатолій Зіновійович, Стельмах Тадеуш, Ященко Ольга Михайлівна, Іванова Лариса Іванівна, Куцин Зіновій Володимирович, Степанішин Юрій Анисимович
МПК: B28B 1/52
Мітки: виготовлення, плит, в'яжучого, теплоізоляційних, поточна, глинистого, лінія, волокон, неорганічних
Формула / Реферат:
Поточна лінія для виготовлення теплоізоляційних плит із неорганічних волокон та глинистого в’яжучого, що містить пристрій для подрібнення матеріалу, ємність з мішалкою, гідророзбивач, ємність для приготування глинисто-волокнистої гідромаси, формувальний пристрій, сушильний агрегат, станок для різки волокнистих плит, яка відрізняється тим, що формувальний пристрій оснащений перфорованою стрічкою з можливістю безперервного її переміщення на...
Попередній патент: Флексографічна друкарська машина
Наступний патент: Спосіб кількісного визначення вмісту немолочних жирів в маслах з комбінованою жировою фазою
Випадковий патент: Планіметр