Лінія для виготовлення пет-пляшок
Номер патенту: 82491
Опубліковано: 12.08.2013
Автори: Волчко Андрій Анатолійович, Гавва Олександр Миколайович, Волчко Анатолій Іванович, Дубовик Євгеній Сергійович

Формула / Реферат
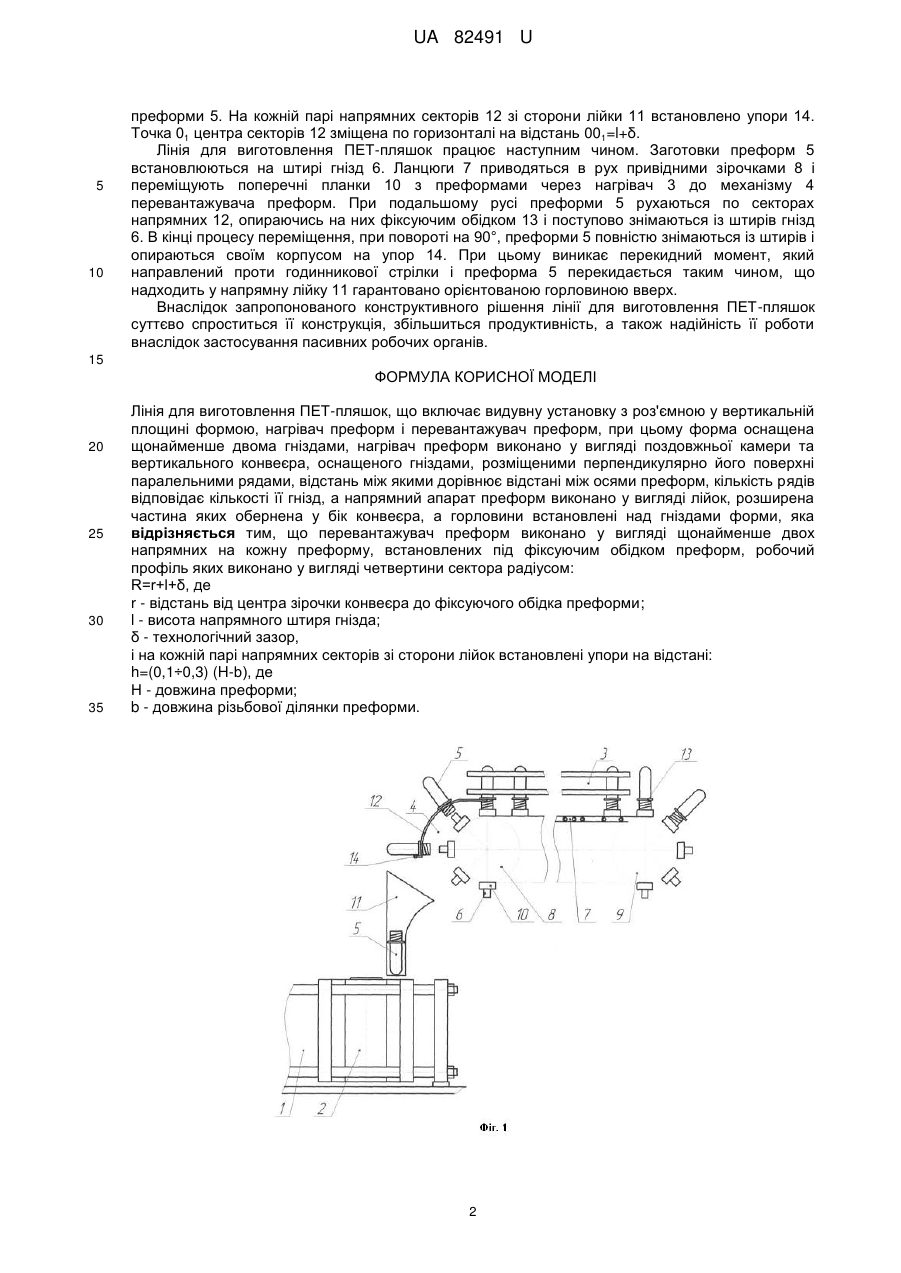
Лінія для виготовлення ПЕТ-пляшок, що включає видувну установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма оснащена щонайменше двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, оснащеного гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів відповідає кількості її гнізд, а напрямний апарат преформ виконано у вигляді лійок, розширена частина яких обернена у бік конвеєра, а горловини встановлені над гніздами форми, яка відрізняється тим, що перевантажувач преформ виконано у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора радіусом:
R=r+l+δ, де
r - відстань від центра зірочки конвеєра до фіксуючого обідка преформи;
l - висота напрямного штиря гнізда;
δ - технологічний зазор,
і на кожній парі напрямних секторів зі сторони лійок встановлені упори на відстані:
h=(0,1÷0,3) (H-b), де
Η - довжина преформи;
b - довжина різьбової ділянки преформи.
Текст
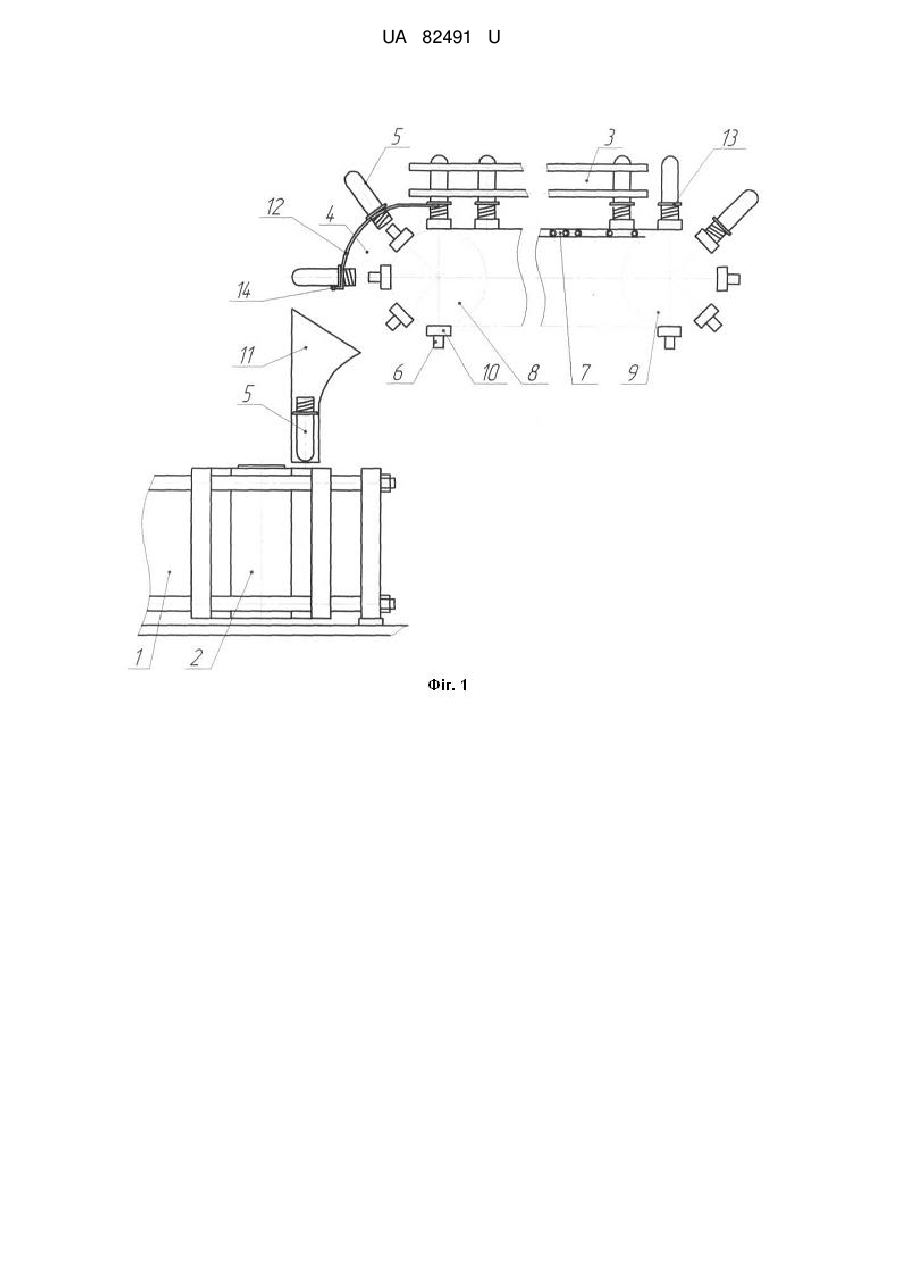
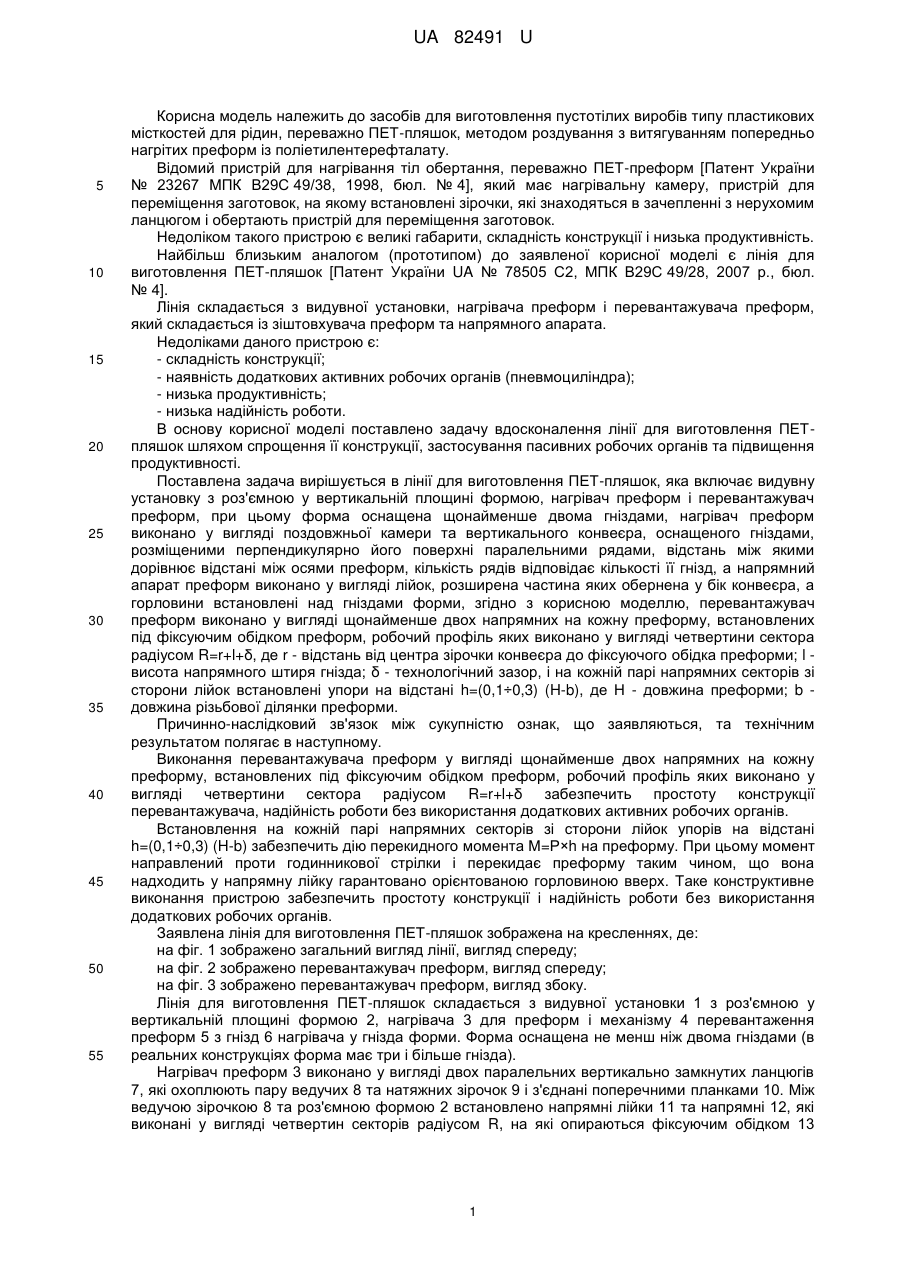
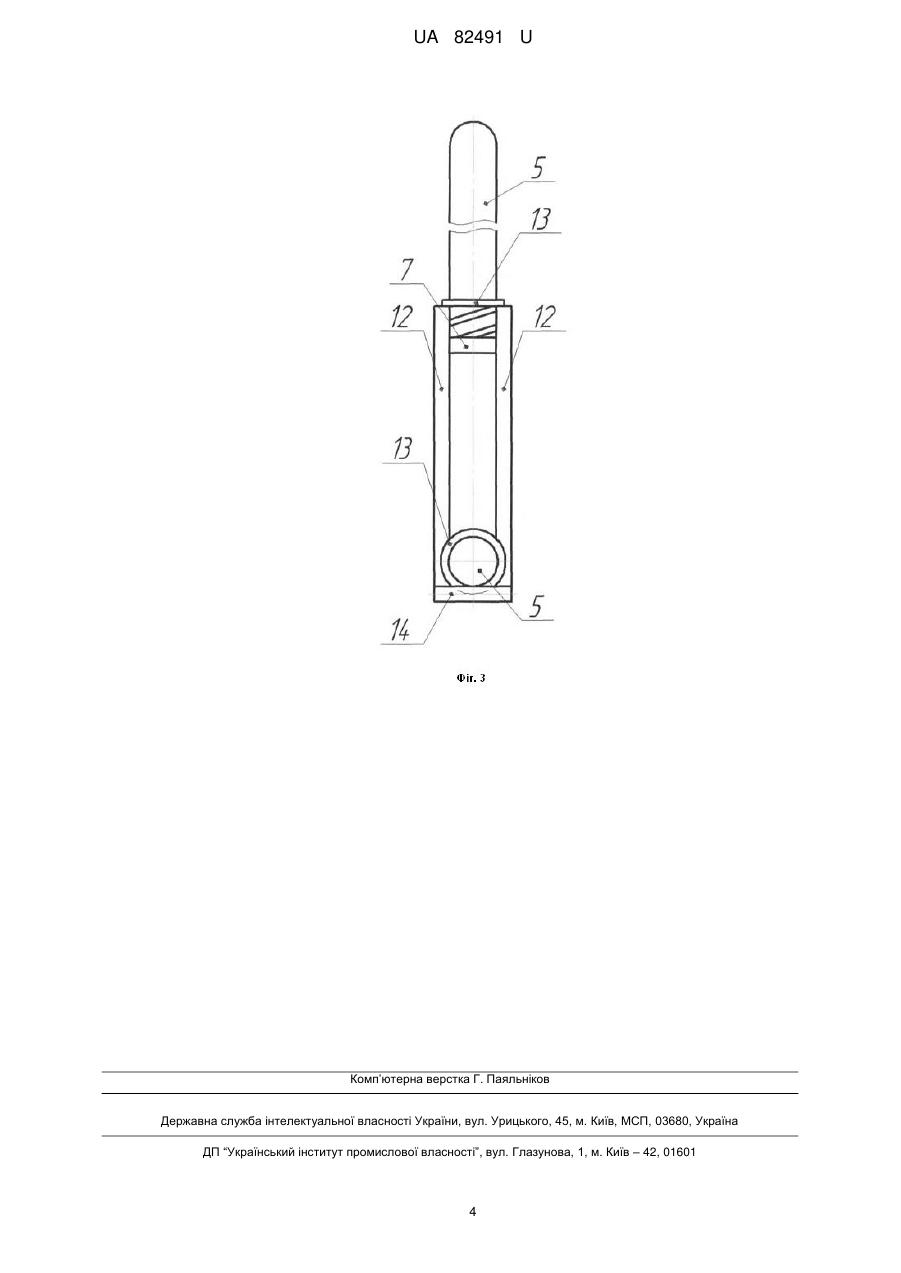
Реферат: Лінія для виготовлення ПЕТ-пляшок включає видувну установку з роз'ємною у вертикальній площині формою з гніздами, нагрівач і перевантажувач преформ. Нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, оснащеного гніздами для преформ. Напрямний апарат преформ виконано у вигляді лійок, розширена частина яких обернена у бік конвеєра, а горловини встановлені над гніздами форми. Перевантажувач преформ виконано у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора. На кожній парі напрямних секторів зі сторони лійок встановлені упори. UA 82491 U (54) ЛІНІЯ ДЛЯ ВИГОТОВЛЕННЯ ПЕТ-ПЛЯШОК UA 82491 U UA 82491 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до засобів для виготовлення пустотілих виробів типу пластикових місткостей для рідин, переважно ПЕТ-пляшок, методом роздування з витягуванням попередньо нагрітих преформ із поліетилентерефталату. Відомий пристрій для нагрівання тіл обертання, переважно ПЕТ-преформ [Патент України № 23267 МПК В29С 49/38, 1998, бюл. № 4], який має нагрівальну камеру, пристрій для переміщення заготовок, на якому встановлені зірочки, які знаходяться в зачепленні з нерухомим ланцюгом і обертають пристрій для переміщення заготовок. Недоліком такого пристрою є великі габарити, складність конструкції і низька продуктивність. Найбільш близьким аналогом (прототипом) до заявленої корисної моделі є лінія для виготовлення ПЕТ-пляшок [Патент України UA № 78505 С2, МПК В29С 49/28, 2007 р., бюл. № 4]. Лінія складається з видувної установки, нагрівача преформ і перевантажувача преформ, який складається із зіштовхувача преформ та напрямного апарата. Недоліками даного пристрою є: - складність конструкції; - наявність додаткових активних робочих органів (пневмоциліндра); - низька продуктивність; - низька надійність роботи. В основу корисної моделі поставлено задачу вдосконалення лінії для виготовлення ПЕТпляшок шляхом спрощення її конструкції, застосування пасивних робочих органів та підвищення продуктивності. Поставлена задача вирішується в лінії для виготовлення ПЕТ-пляшок, яка включає видувну установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма оснащена щонайменше двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, оснащеного гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів відповідає кількості її гнізд, а напрямний апарат преформ виконано у вигляді лійок, розширена частина яких обернена у бік конвеєра, а горловини встановлені над гніздами форми, згідно з корисною моделлю, перевантажувач преформ виконано у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора радіусом R=r+l+δ, де r - відстань від центра зірочки конвеєра до фіксуючого обідка преформи; l висота напрямного штиря гнізда; δ - технологічний зазор, і на кожній парі напрямних секторів зі сторони лійок встановлені упори на відстані h=(0,1÷0,3) (H-b), де Η - довжина преформи; b довжина різьбової ділянки преформи. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає в наступному. Виконання перевантажувача преформ у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора радіусом R=r+l+δ забезпечить простоту конструкції перевантажувача, надійність роботи без використання додаткових активних робочих органів. Встановлення на кожній парі напрямних секторів зі сторони лійок упорів на відстані h=(0,1÷0,3) (H-b) забезпечить дію перекидного момента Μ=Ρ×h на преформу. При цьому момент направлений проти годинникової стрілки і перекидає преформу таким чином, що вона надходить у напрямну лійку гарантовано орієнтованою горловиною вверх. Таке конструктивне виконання пристрою забезпечить простоту конструкції і надійність роботи без використання додаткових робочих органів. Заявлена лінія для виготовлення ПЕТ-пляшок зображена на кресленнях, де: на фіг. 1 зображено загальний вигляд лінії, вигляд спереду; на фіг. 2 зображено перевантажувач преформ, вигляд спереду; на фіг. 3 зображено перевантажувач преформ, вигляд збоку. Лінія для виготовлення ПЕТ-пляшок складається з видувної установки 1 з роз'ємною у вертикальній площині формою 2, нагрівача 3 для преформ і механізму 4 перевантаження преформ 5 з гнізд 6 нагрівача у гнізда форми. Форма оснащена не менш ніж двома гніздами (в реальних конструкціях форма має три і більше гнізда). Нагрівач преформ 3 виконано у вигляді двох паралельних вертикально замкнутих ланцюгів 7, які охоплюють пару ведучих 8 та натяжних зірочок 9 і з'єднані поперечними планками 10. Між ведучою зірочкою 8 та роз'ємною формою 2 встановлено напрямні лійки 11 та напрямні 12, які виконані у вигляді четвертин секторів радіусом R, на які опираються фіксуючим обідком 13 1 UA 82491 U 5 10 преформи 5. На кожній парі напрямних секторів 12 зі сторони лійки 11 встановлено упори 14. Точка 01 центра секторів 12 зміщена по горизонталі на відстань 001=l+δ. Лінія для виготовлення ПЕТ-пляшок працює наступним чином. Заготовки преформ 5 встановлюються на штирі гнізд 6. Ланцюги 7 приводяться в рух привідними зірочками 8 і переміщують поперечні планки 10 з преформами через нагрівач 3 до механізму 4 перевантажувача преформ. При подальшому русі преформи 5 рухаються по секторах напрямних 12, опираючись на них фіксуючим обідком 13 і поступово знімаються із штирів гнізд 6. В кінці процесу переміщення, при повороті на 90°, преформи 5 повністю знімаються із штирів і опираються своїм корпусом на упор 14. При цьому виникає перекидний момент, який направлений проти годинникової стрілки і преформа 5 перекидається таким чином, що надходить у напрямну лійку 11 гарантовано орієнтованою горловиною вверх. Внаслідок запропонованого конструктивного рішення лінії для виготовлення ПЕТ-пляшок суттєво спроститься її конструкція, збільшиться продуктивність, а також надійність її роботи внаслідок застосування пасивних робочих органів. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 Лінія для виготовлення ПЕТ-пляшок, що включає видувну установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма оснащена щонайменше двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, оснащеного гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів відповідає кількості її гнізд, а напрямний апарат преформ виконано у вигляді лійок, розширена частина яких обернена у бік конвеєра, а горловини встановлені над гніздами форми, яка відрізняється тим, що перевантажувач преформ виконано у вигляді щонайменше двох напрямних на кожну преформу, встановлених під фіксуючим обідком преформ, робочий профіль яких виконано у вигляді четвертини сектора радіусом: R=r+l+δ, де r - відстань від центра зірочки конвеєра до фіксуючого обідка преформи; l - висота напрямного штиря гнізда; δ - технологічний зазор, і на кожній парі напрямних секторів зі сторони лійок встановлені упори на відстані: h=(0,1÷0,3) (H-b), де Η - довжина преформи; b - довжина різьбової ділянки преформи. 2 UA 82491 U 3 UA 82491 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for manufacture of pet bottles
Автори англійськоюVolchko Anatolii Ivanovych, Volchko Andrii Anatoliiovych, Dubovyk Yevhenii Serhiiovych, Havva Oleksandr Mykolaiovych
Назва патенту російськоюЛиния для изготовления пэт-бутылок
Автори російськоюВолчко Анатолий Иванович, Волчко Андрей Анатольевич, Дубовик Евгений Сергеевич, Гавва Александр Николаевич
МПК / Мітки
МПК: B29C 39/00, B29C 49/28
Мітки: пет-пляшок, лінія, виготовлення
Код посилання
<a href="https://ua.patents.su/6-82491-liniya-dlya-vigotovlennya-pet-plyashok.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення пет-пляшок</a>
Лінія для виготовлення пет-пляшок
Номер патенту: 80726
Опубліковано: 10.06.2013
Автори: Кривопляс-Володіна Людмила Олександрівна, Волчко Андрій Анатолійович, Дубовик Євгеній Сергійович, Волчко Анатолій Іванович
МПК: B29C 49/28, B29C 39/00
Мітки: лінія, пет-пляшок, виготовлення
Формула / Реферат:
Лінія для виготовлення ПЕТ-пляшок, яка включає видувну установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ, при цьому форма споряджена не менш ніж двома гніздами, нагрівач преформ виконано у вигляді поздовжньої камери та вертикального конвеєра, спорядженого гніздами, розміщеними перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями преформ, кількість рядів...
Лінія для виготовлення пет-пляшок
Номер патенту: 78505
Опубліковано: 10.04.2007
Автори: Суворов Олександр Володимирович, Раловець Микола Мартинович, Пастушенко Віталій Денисович
МПК: B29C 49/28
Мітки: лінія, пет-пляшок, виготовлення
Формула / Реферат:
1. Лінія для виготовлення ПЕТ-пляшок, яка має видувну установку з роз'ємною у вертикальній площині формою, нагрівач преформ і перевантажувач преформ з нагрівача у гнізда форми, при цьому форма оснащена не менш ніж двома гніздами, нагрівач преформ виконаний у вигляді поздовжньої камери з інфрачервоними випромінювачами та вертикально замкнутого транспортера, оснащеного гніздами, розміщеними перпендикулярно його поверхні паралельними рядами,...
Форма для виготовлення пет-пляшок із нагрітих преформ
Номер патенту: 58705
Опубліковано: 15.08.2003
Автори: Пастушенко Віталій Денисович, Суворов Олександр Володимирович
МПК: B29C 49/28
Мітки: преформ, пет-пляшок, нагрітих, форма, виготовлення
Формула / Реферат:
1. Форма для виготовлення ПЕТ - пляшок із нагрітих преформ, що виконана у вигляді двох півформ, розділених вертикальною площиною рознімання, одна з яких нерухома, а інша встановлена в поступальних напрямних, перпендикулярних площині рознімання, при цьому півформи обладнані симетричними щодо площини рознімання порожнинами, які у зімкнутому положенні півформ утворюють робочу порожнину, нижня частина якої повторює форму пляшки, а верхня частина...
Напівавтомат для виготовлення пет- пляшок
Номер патенту: 55867
Опубліковано: 15.04.2003
Автори: Москаленко Олександр Володимирович, Вігдергауз Леонід Павлович
МПК: B29C 49/00
Мітки: виготовлення, напівавтомат, пет, пляшок
Формула / Реферат:
Напівавтомат для виготовлення поліетиленових пляшок, що включає пневмосхему, важільний механізм, блок циліндрів, пульт керування, панелі автоматики і силову, хитний пневмоциліндр, матриці, вентилятори охолодження форм, ресивер і кронштейн, який відрізняється тим, що застосована конструкція тришарнірного важільного механізму, що створює тиск на середній частині кріплення матриць і сприймає зусилля, що виникають при видуванні, оригінально...
Нагрівач преформ
Номер патенту: 80720
Опубліковано: 10.06.2013
Автори: Волчко Анатолій Іванович, Юхно Михайло Іванович, Дубовик Євгеній Сергійович, Волчко Андрій Анатолійович
МПК: B29C 39/00, B29C 49/00
Формула / Реферат:
Нагрівач преформ, що виконаний у вигляді камери з нагрівачами, вздовж якої розміщено вертикальний конвеєр з гніздами у вигляді штирів, встановленими перпендикулярно його поверхні хоча б двома паралельними рядами, при цьому на вхідному кінці нагрівача змонтовано механізм завантаження преформ в гнізда конвеєра, який відрізняється тим, що механізм завантаження преформ в гнізда конвеєра споряджено окремими живильниками на кожний паралельний ряд...
Попередній патент: Спосіб одержання основи гелевої композиції
Наступний патент: Сатуратор для цукрової промисловості
Випадковий патент: Спосіб профілактики спайкової хвороби очеревини