Спосіб формування виробу
Номер патенту: 110376
Опубліковано: 10.10.2016

Формула / Реферат
1. Спосіб формування виробу, що включає послідовний вприск декількох матеріалів для формування виробу, що містить щонайменше дві частини, доповнюючі одна одну, який відрізняється тим, що застосовують розплав полімерного матеріалу, причому використовують пристосування для формування і одночасного декорування кінцевого виробу, що містить, як мінімум, дві литтєві форми з формуючими порожнинами різної геометричної форми, яка визначається конфігураціями, як мінімум, двох частин кінцевого виробу, при цьому першу частину виробу відливають у вигляді вставки у першій порожнині литтєвої форми з першим компонентом полімерного матеріалу, яку потім переміщають в іншу формуючу порожнину другої литтєвої форми, де здійснюється вприскування другого компонента полімерного матеріалу, формуючи кінцевий виріб.
2. Спосіб за п. 1, який відрізняється тим, що для формування виробу застосовують розплав спіненого полімерного матеріалу.
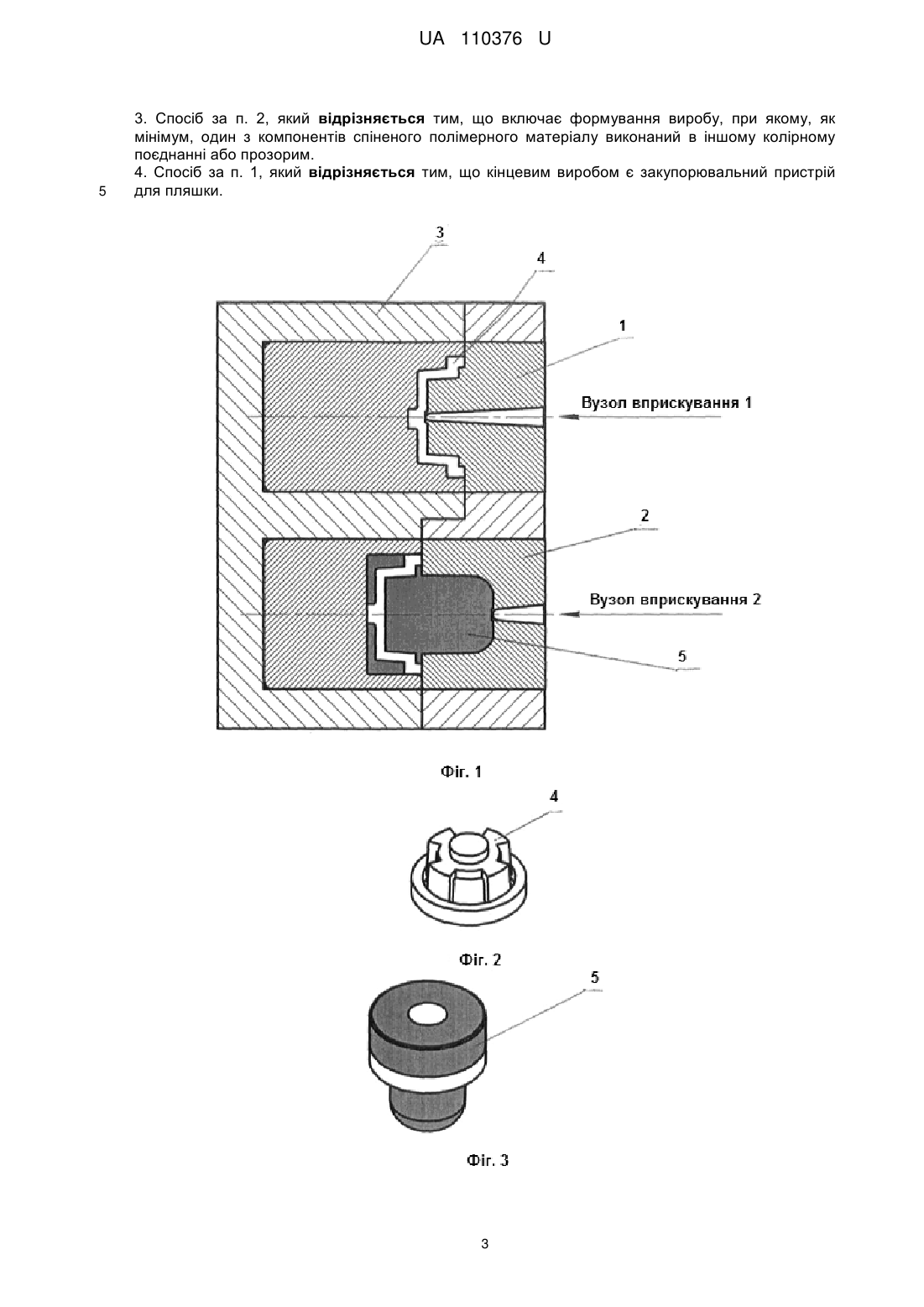
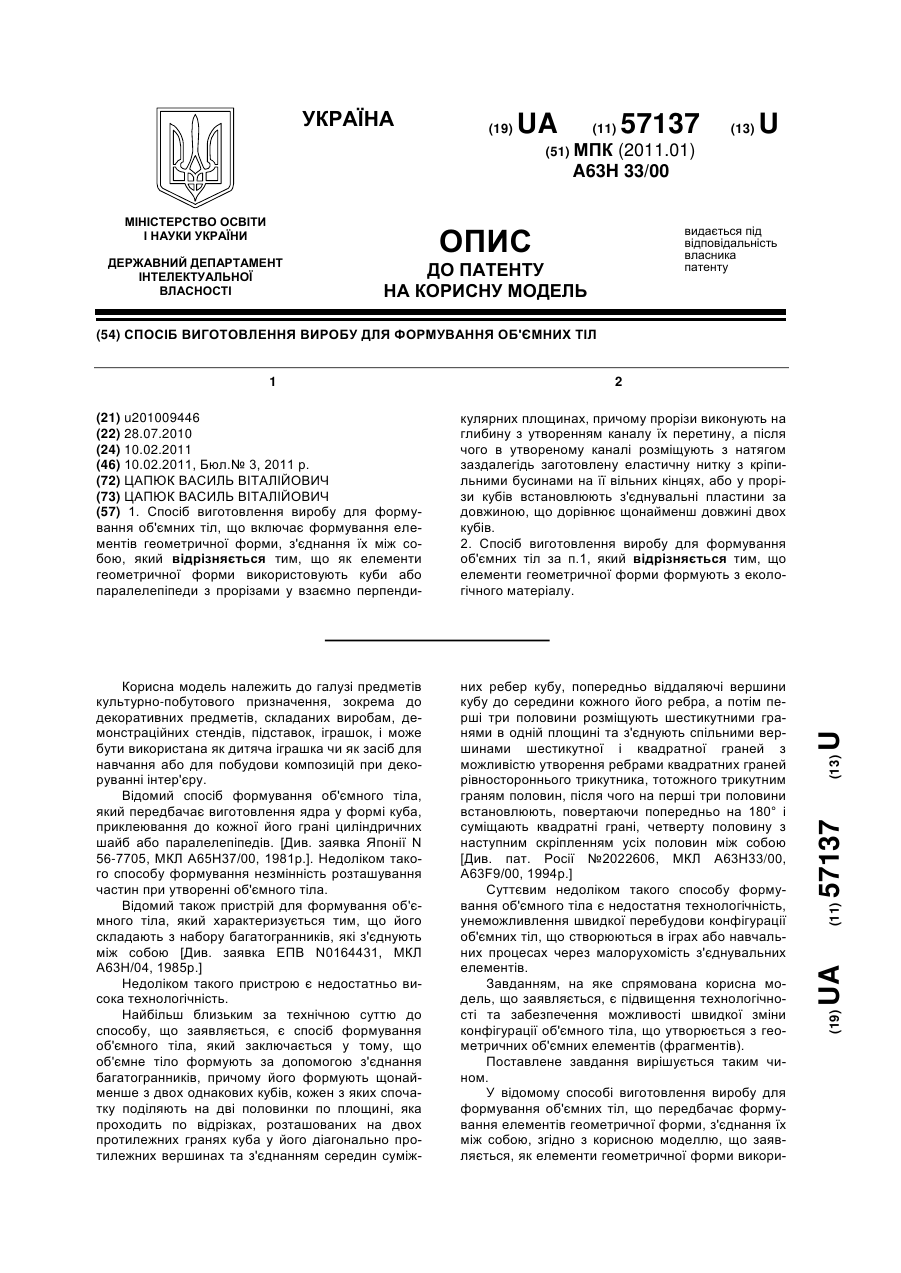
3. Спосіб за п. 2, який відрізняється тим, що включає формування виробу, при якому, як мінімум, один з компонентів спіненого полімерного матеріалу виконаний в іншому колірному поєднанні або прозорим.
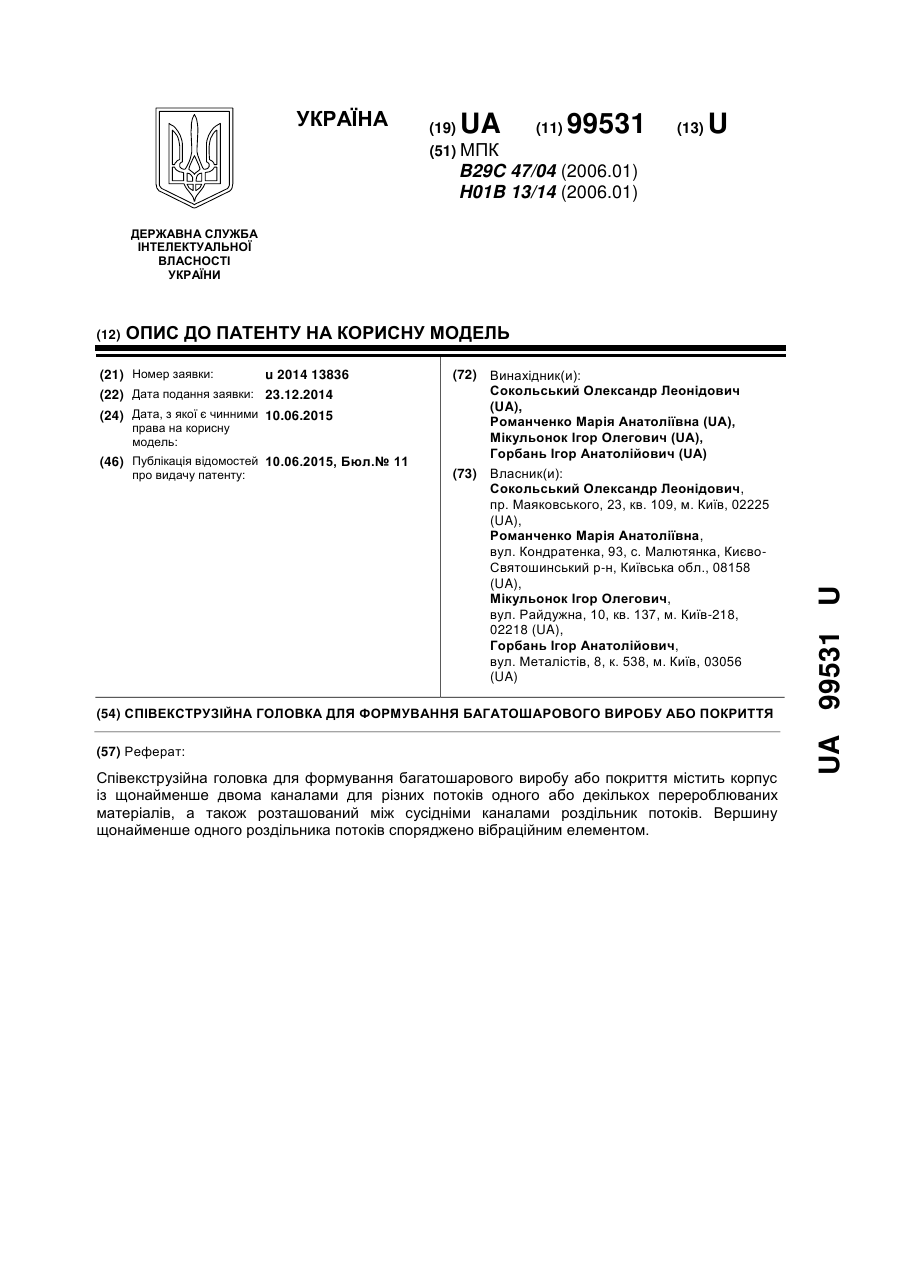
4. Спосіб за п. 1, який відрізняється тим, що кінцевим виробом є закупорювальний пристрій для пляшки.
Текст
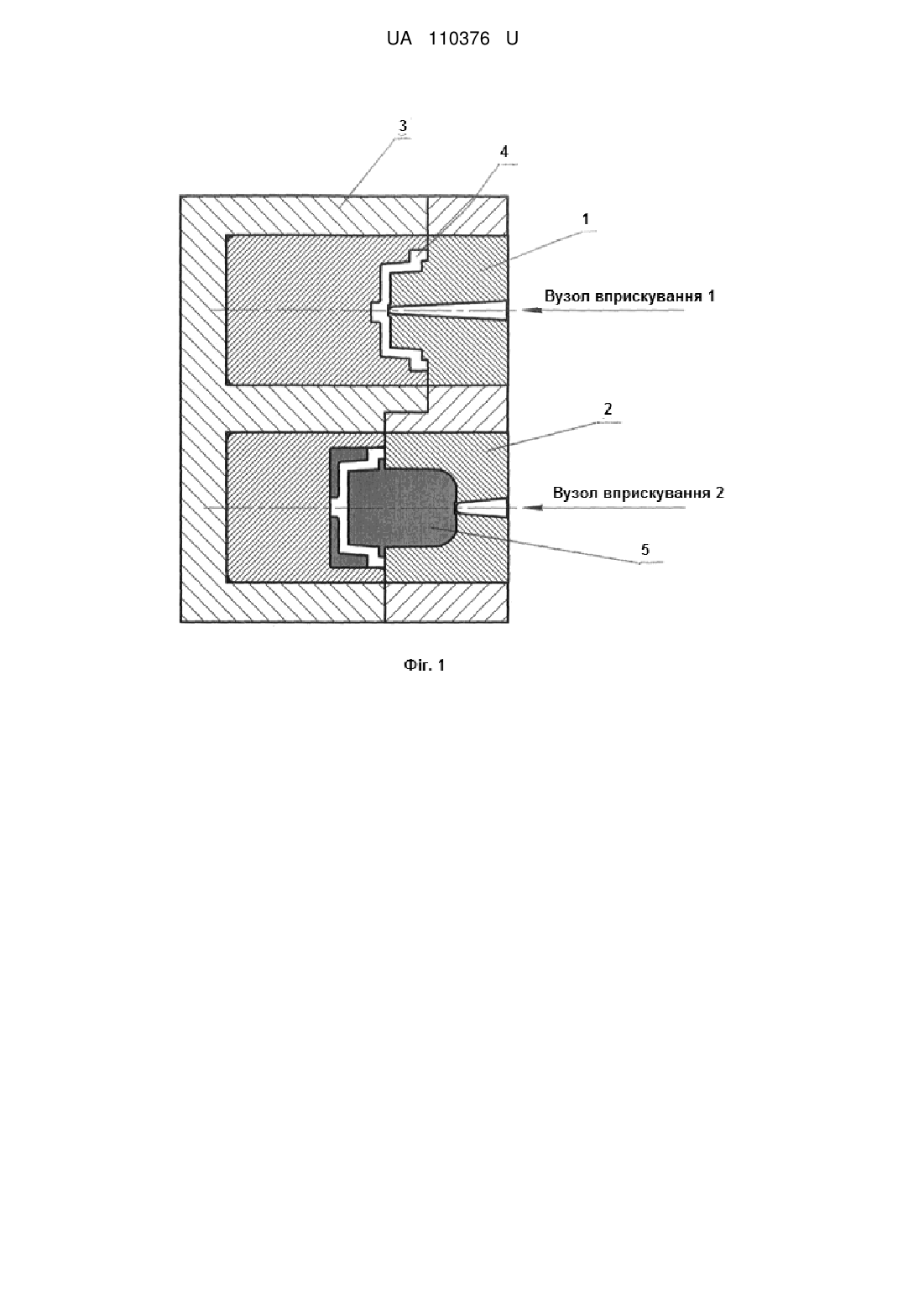
Реферат: UA 110376 U UA 110376 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів формування виробу методом лиття під тиском з полімерного матеріалу, що складається як мінімум з двох частин, з одночасним декоруванням і нероз'ємним з'єднанням. Переважно, таким виробом є закупорювальний пристрій для пляшки, виконаний в різних колірних поєднаннях з елементами декору двокомпонентним або багатокомпонентним литтям. Багатокомпонентне лиття під тиском - це універсальний і все більш популярний метод виробництва багатобарвних виробів або виробів з декількох видів пластмас за один підхід при помірних витратах. Воно забезпечує великі можливості при конструюванні та економічному виготовленні багатобарвних або багатофункціональних виробів, застосовується при створенні виробів з кольоровими візерунками, при виготовленні конструктивно складних виробів, які складаються з кількох різних полімерних матеріалів, при литтєвій збірці виробів з рухомим і нероз'ємним з'єднанням окремих деталей. Відомі способи, що дозволяють отримувати ковпачки або капсули з двох різних матеріалів. Наприклад, відомий спосіб формування капсули методом лиття за патентом Франції № 2662144, МПК: В29С 45/16, публ. 22.11.91 р., в якому ковпачок формують одночасно з останньою капсулою з того ж матеріалу, що обмежує, з одного боку, декоративні можливості капсули, надаючи їй однотонний, банальний і неестетичний вигляд, а з іншого боку, обмежує зручність користування через жорсткість ковпачка. Відомий також спосіб формування отриманого литтям під тиском багатошарового виробу, що містить зовнішню обшивку з першого матеріалу і серцевину з другого матеріалу, оточену зовнішньої обшивкою, що передбачає стадії лиття під тиском першого і другого матеріалів у вигляді одинарного потоку в порожнину форми для виливання під тиском, причому другий матеріал оточений першим матеріалом [заявка РФ № 2012142994, МПК В29С 45/00, публ. 20.04.2014]. Відомий спосіб виготовлення комбінованих деталей з комбінації пластику та металу, які складаються з, щонайменше, основної частини, переважно з металу або високоміцного полімеру, особливо переважно з металу, і, щонайменше, однієї першої деталі з термопластичного полімеру та однієї другої деталі з термопластичного полімеру, які з'єднані з основною частиною за рахунок лиття під тиском, причому деталі складаються з різних полімерів, за допомогою закладання основної частини в багатокомпонентну литтєву пресформу з, щонайменше, двома окремими системами подачі розплаву і, щонайменше, двома порожнинами для першої деталі і для другої деталі і приєднаним пристроєм синхронного вприскування різних полімерів в порожнині литтєвої прес-форми, які стосуються контуру основної частини під час процесу лиття під тиском [заявка РФ № 2003127945, МПК: В29С 45/16, опубл. 27.02.05]. Вироби, виготовлені вищевказаними способами, можуть мати дефекти, пов'язані з деформацією щонайменше першого компонента, а також шва, зокрема в зонах або поруч з зонами бічних країв. Зазвичай компоненти з'єднують встик, і навіть при локальних підсилювальних елементів шов може не мати міцності, достатньої для того, щоб витримувати зусилля, дії яких, як очікується, він може піддаватися. Найбільш близьким є спосіб формування капсули шляхом послідовного вприскування декількох матеріалів за патентом РФ № 2222427, МПК: В29С 45/16, публ. 27.01.2004, що дозволяє виготовляти виріб, що містить щонайменше дві частини, доповнюючі одна одну, виконані з двох різних пластичних матеріалів, що зміщуються одна відносно одної шляхом повороту навколо шарнірної петлі, яка утворює кордон між цими двома частинами виробу, причому шарнірна петля складається з декількох елементів, що працюють в режимі згинання або розтягування (найближчий аналог). Недоліком найближчого аналога є низькі технологічні можливості для формування виробів з нероз'ємним з'єднанням і низькими фізико-механічними властивостями. Задача корисної моделі полягає в удосконаленні способу формування виробу з розплаву полімерного матеріалу з посиленими фізико-механічними властивостями з нероз'ємним з'єднанням, а також з різнобарвною і декорованою зовнішньою поверхнею кінцевого виробу. Поставлена задача вирішується тим, що спосіб формування виробу включає послідовний вприск декількох матеріалів для формування виробу, що містить щонайменше дві частини, доповнюючі одна одну, при цьому застосовують розплав полімерного матеріалу і, згідно з корисною моделлю, використовують пристосування для формування і одночасного декорування кінцевого виробу, що містить, як мінімум, дві литтєві форми з формуючими порожнинами різної геометричної форми, яка визначається конфігураціями, як мінімум, двох частин кінцевого виробу, при цьому першу частину виробу відливають у вигляді вставки у першій порожнини литтєвої форми з першим компонентом полімерного матеріалу, яку потім переміщають в іншу 1 UA 110376 U 5 10 15 20 25 30 35 40 45 формуючу порожнину другої литтєвої форми, де здійснюється вприскування другого компонента полімерного матеріалу, формуючи кінцевий виріб. Переважно, для формування виробу застосовують розплав спіненого полімерного матеріалу. Переважно, спосіб включає формування виробу, при якому, як мінімум, один з компонентів спіненого полімерного матеріалу виконаний в іншому колірному поєднанні або прозорим. Переважно, кінцевим виробом є закупорювальний пристрій для пляшки. Опис пояснюється кресленнями, на яких зображено наступне: - на фіг. 1 представлено пристрій для здійснення способу; - на фіг. 2 показана проміжна деталь - вставка; - на фіг. 3 показано кінцевий виріб. Спосіб за корисною моделлю зокрема включає наступні стадії процесу. В даному прикладі використовують спеціально сконструйовані, як мінімум, дві литтєві форми 1 та 2, розташовані на корпусі 3, як мінімум, з двома вузлами вприскування в формуючі порожнини литтєвих форм. За допомогою вузлів вприскування (на кресленні не показані) здійснюють послідовну подачу розплавів двох або більше компонентів у формуючі порожнини литтєвих форм 1 та 2. Здійснюють вприскування розплаву спіненого полімерного матеріалу з першим компонентом у формуючу порожнину першої литтєвої форми 1, конструкція якої визначена конфігурацією першої частини кінцевого виробу з елементами декору. Потім відливаються зазначена перша частина кінцевого виробу - пластмасова вставка 4, на поверхні якої проявляються елементи декору, наприклад літерні позначення, символи, логотипи і т. д. Потім переміщають пластмасову вставку 4 в іншу порожнину другої литтєвої форми 2 і здійснюють вприскування спіненого полімерного матеріалу з іншим компонентом іншого кольору, текстури або з іншими фізико-хімічними властивостями. Форма порожнини другої литтєвої форми 2 визначається конструкцією першої частини - пластмасовою вставки 4 і конфігурацією кінцевого виробу 5. З'єднання двох різних компонентів полімерного матеріалу здійснюється за рахунок термічного зварювання, що дозволяє отримати кінцевий виріб з посиленими фізико-механічними властивостями з нероз'ємним з'єднанням без вторинної операції. Крім цього кінцевий виріб одержують двоколірним з виступаючими елементами декору, які були спочатку виконані на відлитої першої частини виробу - пластмасової вставці. Крім цього один з компонентів кінцевого виробу може бути виконаний в іншому колірному поєднанні або прозорим. Крім цього кінцевим виробом є закупорювальний пристрій для пляшки. Формування виробу зі спіненого полімерного матеріалу дозволяє отримувати більш легкі вироби. Поряд з литтям під тиском здійснюють одночасно декорування виробу в литтєвій формі. Двокольорове лиття пластмас або формування деталей з двох різних полімерних матеріалів в одному технологічному процесі дозволяє виготовляти закупорювальні пристрої з різнорідного або однорідного полімерного матеріалу методом двокомпонентного лиття під тиском у вигляді однієї деталі, з можливістю формування нероз'ємного з'єднання, що призводить до усунення необхідності складання виробу і зниження загальних витрат. А поєднання різних матеріалів дозволяє посилити фізико-механічні властивості закупорювального пристрою. Корисна модель не обмежується вищенаведеними прикладами, але може бути вільно застосована в межах обсягу домагань прикладеної формули. Наприклад, формування виробу може здійснюватися багатокомпонентним литтям, при якому отримують вироби з трьох або більше компонентів полімерного матеріалу, що дає можливість отримувати багатобарвні вироби за один підхід при помірних витратах. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 1. Спосіб формування виробу, що включає послідовний вприск декількох матеріалів для формування виробу, що містить щонайменше дві частини, доповнюючі одна одну, який відрізняється тим, що застосовують розплав полімерного матеріалу, причому використовують пристосування для формування і одночасного декорування кінцевого виробу, що містить, як мінімум, дві литтєві форми з формуючими порожнинами різної геометричної форми, яка визначається конфігураціями, як мінімум, двох частин кінцевого виробу, при цьому першу частину виробу відливають у вигляді вставки у першій порожнині литтєвої форми з першим компонентом полімерного матеріалу, яку потім переміщають в іншу формуючу порожнину другої литтєвої форми, де здійснюється вприскування другого компонента полімерного матеріалу, формуючи кінцевий виріб. 2. Спосіб за п. 1, який відрізняється тим, що для формування виробу застосовують розплав спіненого полімерного матеріалу. 2 UA 110376 U 5 3. Спосіб за п. 2, який відрізняється тим, що включає формування виробу, при якому, як мінімум, один з компонентів спіненого полімерного матеріалу виконаний в іншому колірному поєднанні або прозорим. 4. Спосіб за п. 1, який відрізняється тим, що кінцевим виробом є закупорювальний пристрій для пляшки. 3 UA 110376 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори російськоюПахомов Дмитрий Иванович, Зощук Ярослав Валерьевич
МПК / Мітки
МПК: B29C 45/16
Мітки: формування, спосіб, виробу
Код посилання
<a href="https://ua.patents.su/6-110376-sposib-formuvannya-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування виробу</a>
Спосіб виготовлення виробу для формування об’ємних тіл
Номер патенту: 57137
Опубліковано: 10.02.2011
Автор: Цапюк Василь Віталійович
МПК: A63H 33/00
Мітки: виготовлення, спосіб, тіл, виробу, формування, об'ємних
Формула / Реферат:
1. Спосіб виготовлення виробу для формування об'ємних тіл, що включає формування елементів геометричної форми, з'єднання їх між собою, який відрізняється тим, що як елементи геометричної форми використовують куби або паралелепіпеди з прорізами у взаємно перпендикулярних площинах, причому прорізи виконують на глибину з утворенням каналу їх перетину, а після чого в утвореному каналі розміщують з натягом заздалегідь заготовлену еластичну нитку...
Співекструзійна головка для формування багатошарового виробу або покриття
Номер патенту: 99531
Опубліковано: 10.06.2015
Автори: Романченко Марія Анатоліївна, Сокольський Олександр Леонідович, Мікульонок Ігор Олегович, Горбань Ігор Анатолійович
МПК: H01B 13/14, B29C 47/04
Мітки: покриття, співекструзійна, багатошарового, головка, виробу, формування
Формула / Реферат:
Співекструзійна головка для формування багатошарового виробу або покриття, що містить корпус із щонайменше двома каналами для різних потоків одного або декількох перероблюваних матеріалів, а також розташований між сусідніми каналами роздільник потоків, яка відрізняється тим, що вершину щонайменше одного роздільника потоків споряджено вібраційним елементом.
Спосіб формування тістового виробу кільцевої форми за допомогою машини для формування тістових виробів кільцевої форми
Номер патенту: 110753
Опубліковано: 10.02.2016
Автори: Хода Зоя Федорівна, Хода Вадим Євгенович, Хода Олег Євгенович, Хода Євген Григорович
МПК: A21C 11/18, A21C 11/16
Мітки: кільцевої, машини, тістового, виробів, формування, виробу, допомогою, спосіб, тістових, форми
Формула / Реферат:
1. Спосіб формування тістового виробу кільцевої форми за допомогою машини для формування тістових виробів кільцевої форми, котрий включає незалежне виконання таких операцій як завантаження тіста в накопичувач тіста машини, подальше подавання тіста в проміжний встановлений об'єм машини, рівномірне розподілення тіста по проміжному встановленому об'єму машини і подальше подавання тіста в формувальний об'єм пристрою машини, який пристосований...
Екструзійна головка для формування порожнистого виробу
Номер патенту: 68120
Опубліковано: 12.03.2012
Автори: Гончаренко Василь Власович, Мікульонок Ігор Олегович, Мартиненко Наталія Михайлівна
МПК: B29C 47/20
Мітки: порожнистого, формування, екструзійна, головка, виробу
Формула / Реферат:
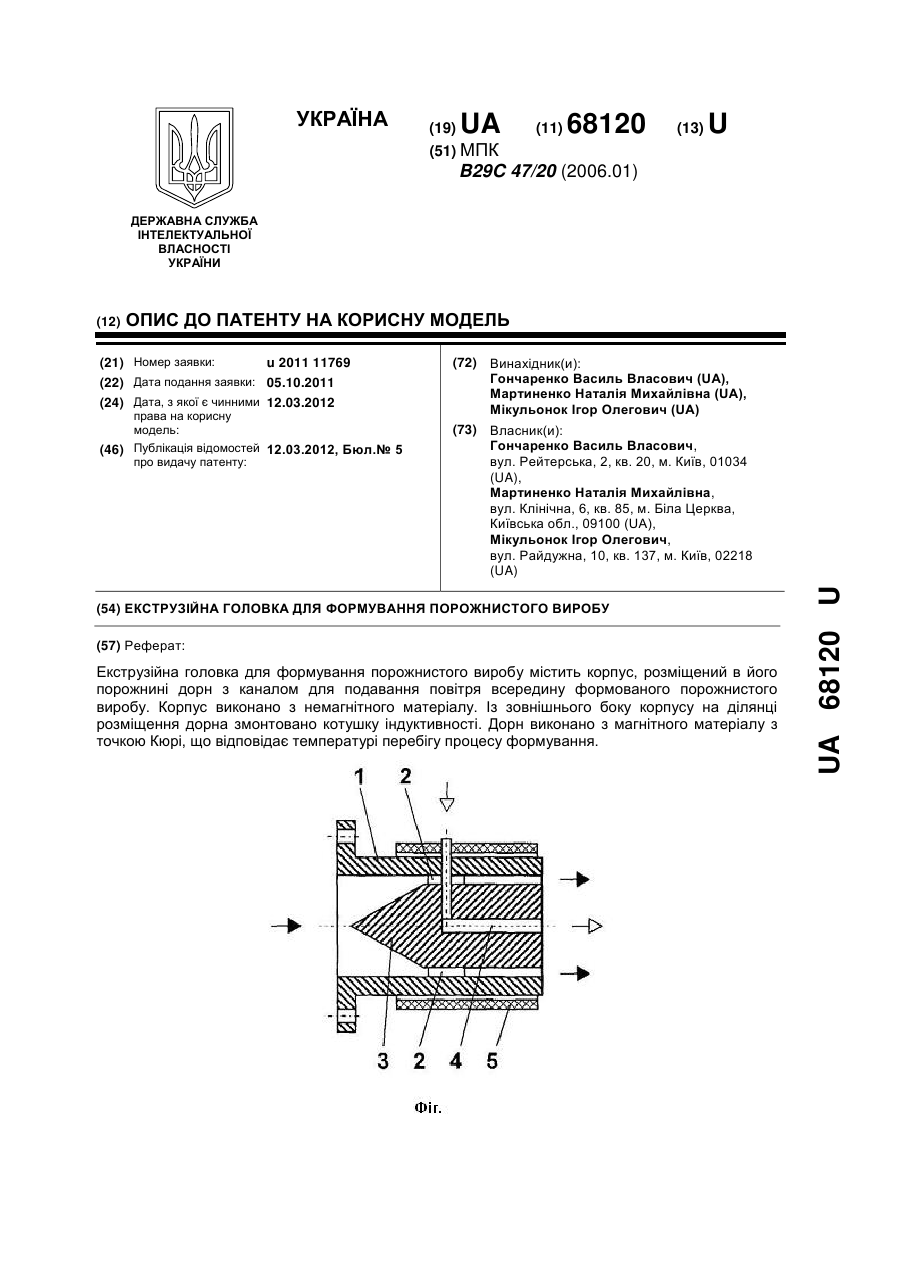
Екструзійна головка для формування порожнистого виробу, що містить корпус, розміщений в його порожнині дорн з каналом для подавання повітря всередину формованого порожнистого виробу, яка відрізняється тим, що корпус виконано з немагнітного матеріалу, із зовнішнього боку корпусу на ділянці розміщення дорна змонтовано котушку індуктивності, а дорн виконано з магнітного матеріалу з точкою Кюрі, що відповідає температурі перебігу процесу...
Спосіб формування тістового виробу кільцевої форми за допомогою машини для формування тістових виробів кільцевої форми
Номер патенту: 93841
Опубліковано: 10.03.2011
Автори: Хода Євген Григорович, Лук Ілля Григорович
МПК: A21C 11/00
Мітки: виробів, виробу, форми, тістових, тістового, спосіб, допомогою, формування, кільцевої, машини
Формула / Реферат:
1. Спосіб формування тістового виробу кільцевої форми за допомогою машини для формування тістових виробів кільцевої форми, котрий включає незалежне виконання таких операцій, як завантаження тіста в накопичувач тіста машини, подальше подавання тіста в проміжний встановлений об'єм машини, рівномірне розподілення тіста по проміжному встановленому об'єму машини, і подальше подавання тіста в формувальний об'єм пристрою машини, який пристосований...
Попередній патент: Спосіб безвідходної нейтралізації олій та жирів з одержанням жирних кислот
Наступний патент: Машина для миття плодоовочевої продукції
Випадковий патент: Пневматичний двигун, що використовує один і/або два види енергії, який працює на стиснутому газі і/або на додатковій енергії, з активною камерою, включеною в циліндр