Спосіб загального складання фюзеляжу повітряного судна
Номер патенту: 113525
Опубліковано: 25.01.2017
Автори: Коцюба Олександр Анатолійович, Бичков Сергій Андрійович, Корольков Юрій Якимович, Лупкін Борис Володимирович
Формула / Реферат
Спосіб загального складання фюзеляжу повітряного судна, який характеризується тим, що його реалізують послідовно в кілька етапів:
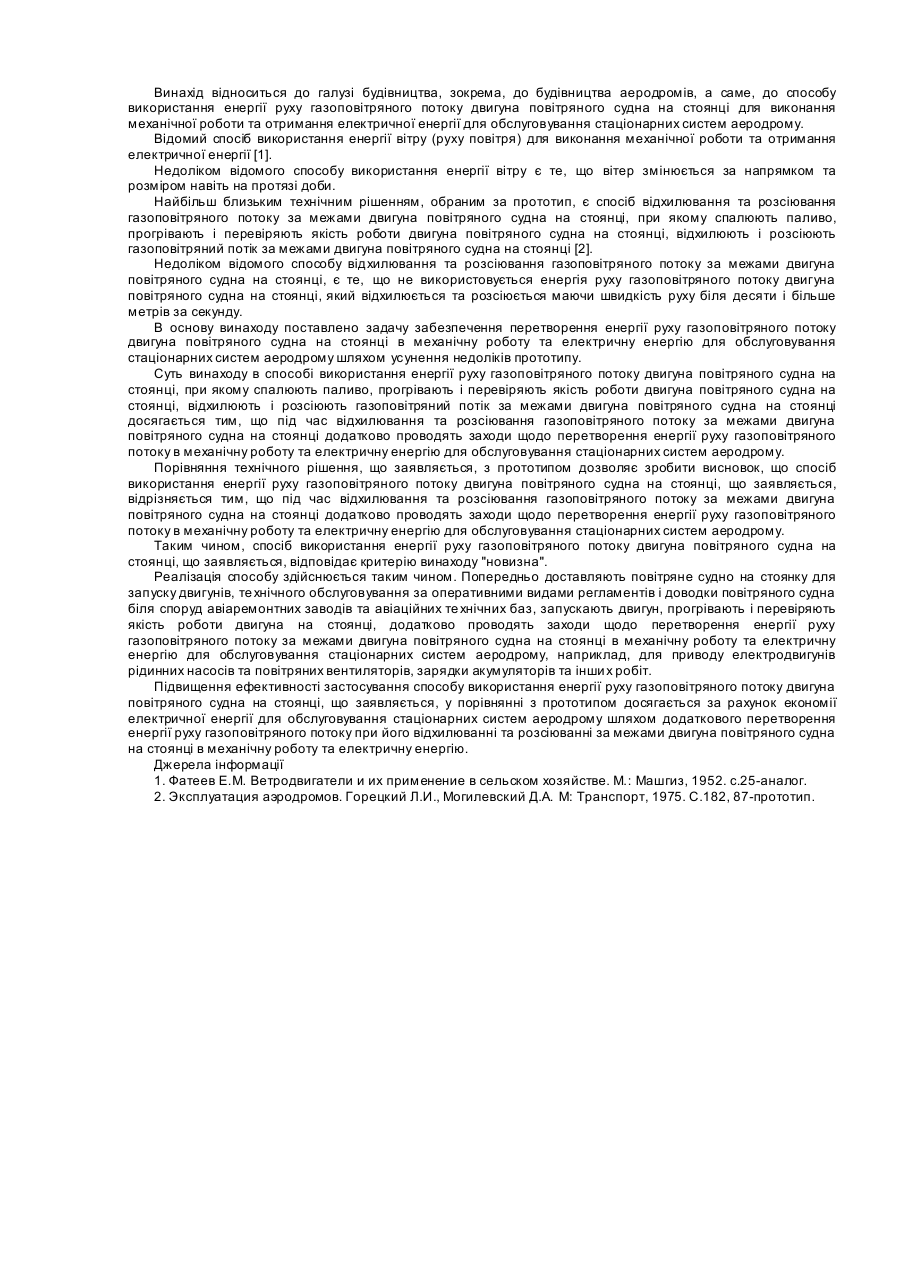
на майданчику складального стенда (1) встановлюють лазерний трекер позиціонування (ЛТП) (2), а також роботизовані стійки (PC) (3), виконані з можливістю переміщення по майданчику стенда (1), забезпечених монтажними ложементами (МЛ) (5), при цьому кожен з них забезпечені вбудованим реперних лазерним рефлектором ложементу (РЛОЛ) (6), а кількість PC (3) вибирають з розрахунку щонайменше чотирьох на кожен агрегат (А) (9) (по дві з кожної сторони);
на кожен з А (9) встановлюють, щонайменше два, реперних лазерних відбивачі агрегату (РЛОА) (10);
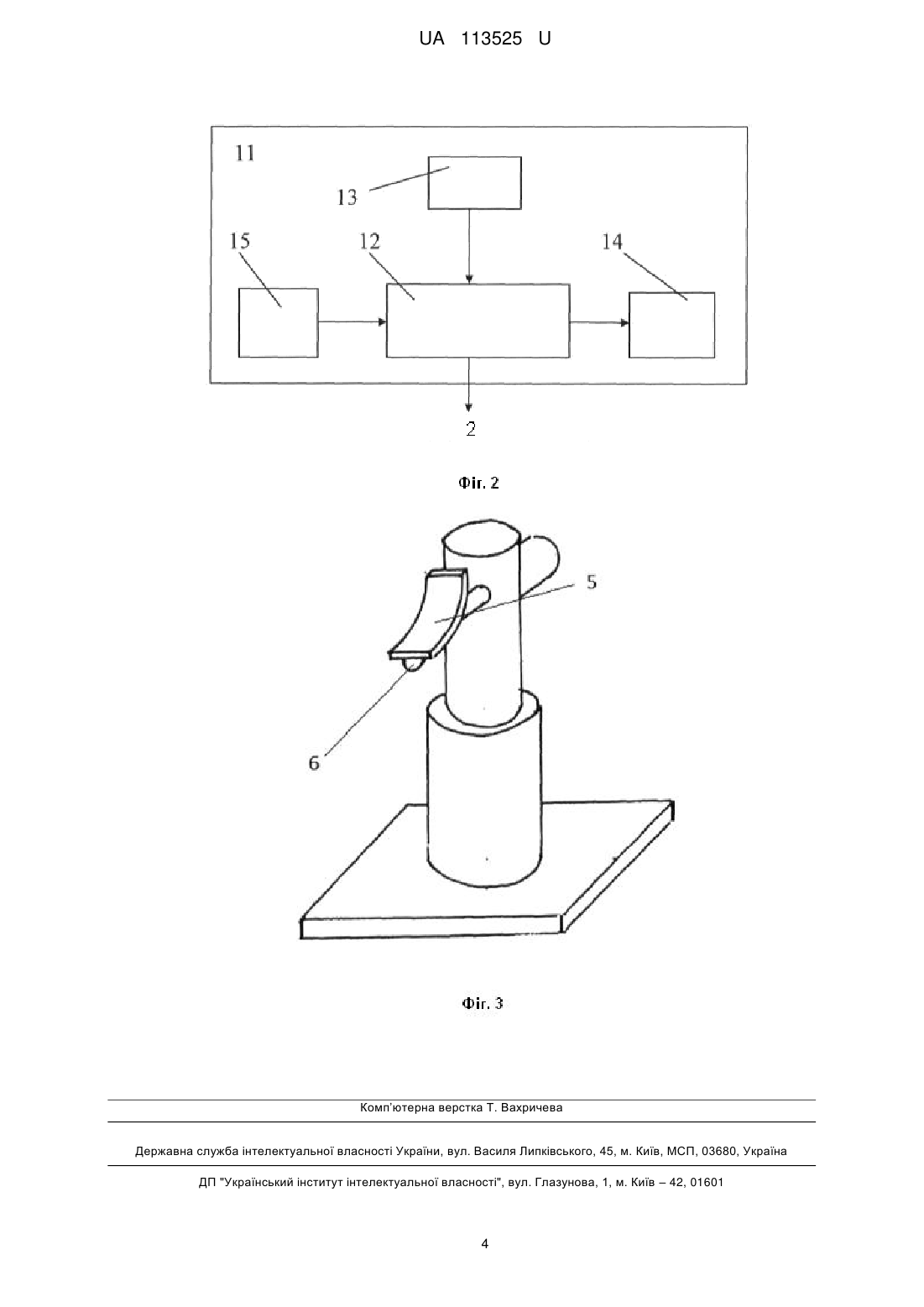
як ЛТП (2), так і PC (3) (їх приводу) під'єднують до системного блока управління (СБУ) (11);
в СБУ (11) вводять програмний продукт, який відображає алгоритм реалізації процесу складання, в часі, тобто для управління процесом складання;
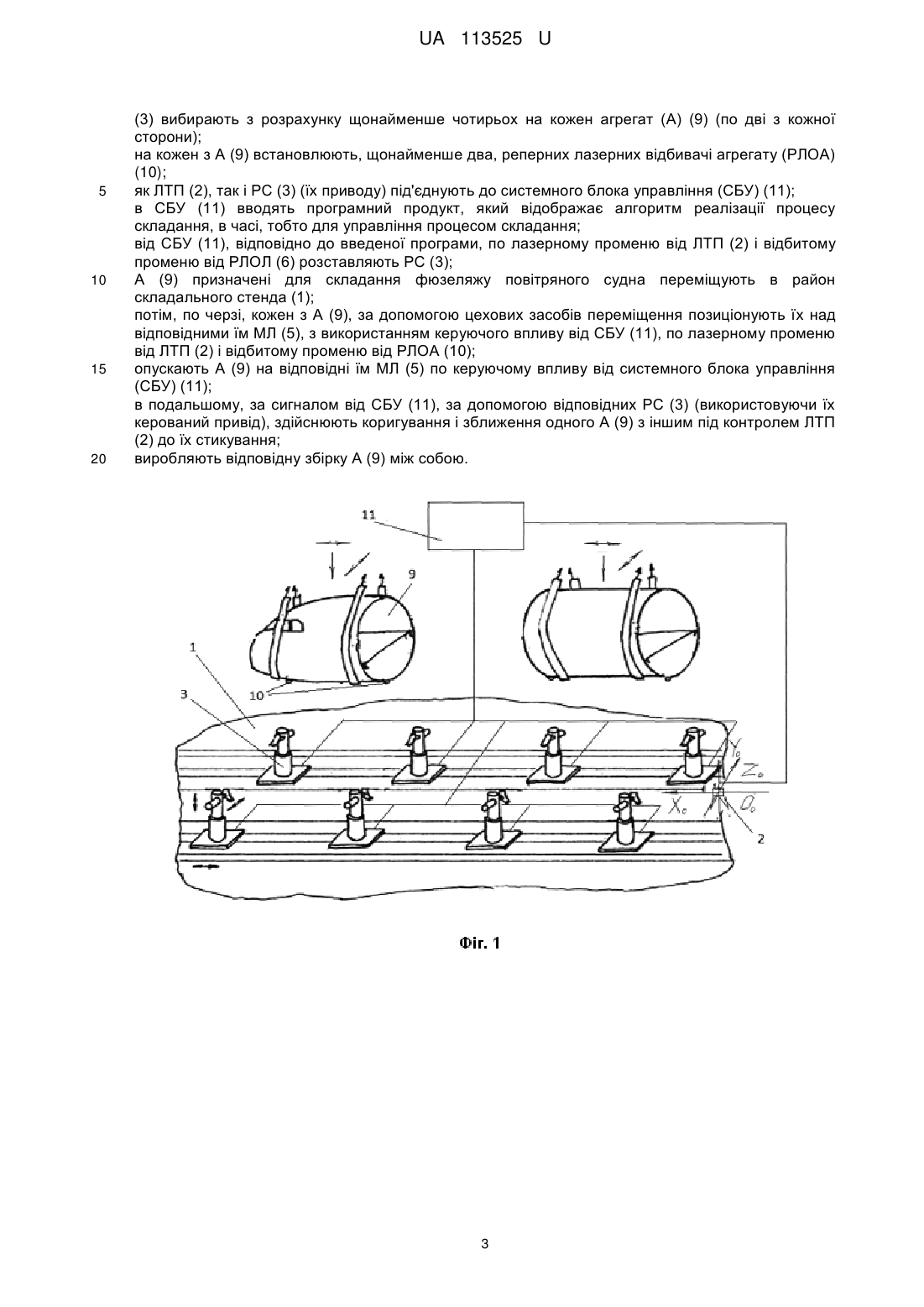
від СБУ (11), відповідно до введеної програми, по лазерному променю від ЛТП (2) і відбитому променю від РЛОЛ (6) розставляють PC (3);
А (9) призначені для складання фюзеляжу повітряного судна переміщують в район складального стенда (1);
потім, по черзі, кожен з А (9), за допомогою цехових засобів переміщення позиціонують їх над відповідними їм МЛ (5), з використанням керуючого впливу від СБУ 11, по лазерному променю від ЛТП (2) і відбитому променю від РЛОА (10);
опускають А (9) на відповідні їм МЛ (5) по керуючому впливу від системного блока управління (СБУ) (11);
в подальшому, за сигналом від СБУ (11), за допомогою відповідних PC (3) (використовуючи їх керований привід), здійснюють коригування і зближення одного А (9) з іншим під контролем ЛТП (2) до їх стикування;
виробляють відповідну збірку А (9) між собою.
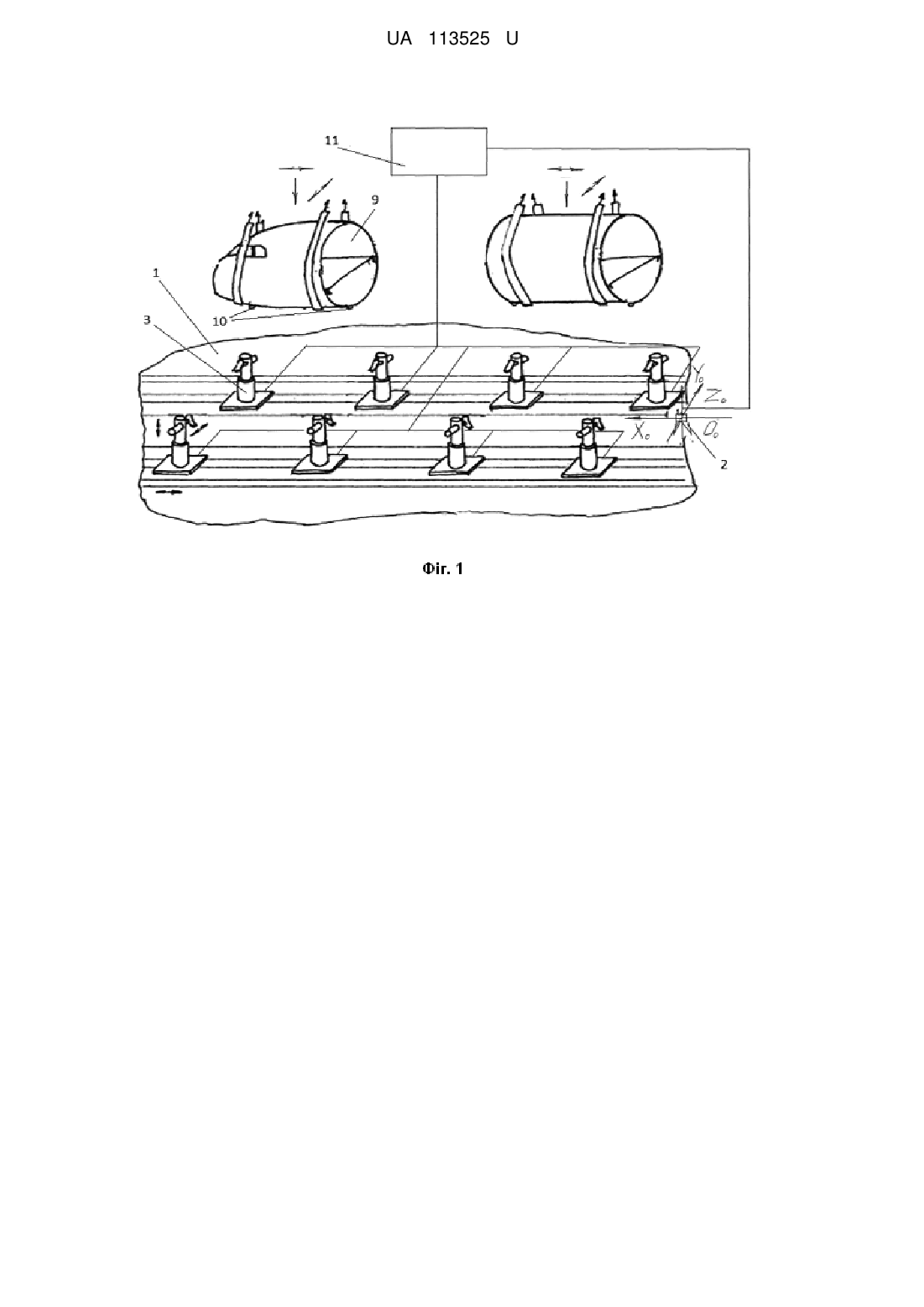
Текст
Реферат: Спосіб загального складання фюзеляжу повітряного судна включає встановлення на майданчику складального стенда лазерного трекера позиціонування (ЛТП), а також роботизованої стійки (PC), яка виконана з можливістю переміщення по майданчику стенда, та забезпечені монтажними ложементами (МЛ). При цьому кожен з них забезпечений вбудованим реперним лазерним рефлектором ложементу (РЛОЛ), а кількість PC вибирають з розрахунку щонайменше чотирьох на кожен агрегат (А). На кожен агрегат (А) встановлюють два реперних лазерних відбивачі агрегату (РЛОА). ЛТП та PC під'єднують до системного блока управління (СБУ). В СБУ вводять програмний продукт, який відображає алгоритм реалізації процесу складання в часі. Від СБУ, відповідно до введеної програми, по лазерному променю від ЛТП і відбитому променю від РЛОЛ розставляють PC. Агрегати призначені для складання фюзеляжу повітряного судна переміщують в район складального стенда. Потім по черзі, кожен з А, за допомогою цехових засобів переміщення позиціонують їх над відповідними їм МЛ, з використання керуючого впливу від СБУ, по лазерному променю від ЛТП і відбитому променю від РЛОА. Опускають А на відповідні їм МЛ по керуючому впливу від системного блока управління. За сигналом від СБУ, за допомогою відповідних PC здійснюють коригування і зближення одного А з іншим під контролем ЛТП до їх стикування. Виробляють відповідну збірку А між собою. UA 113525 U (12) UA 113525 U UA 113525 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технологічного устаткування для стикування агрегатів повітряного судна (ПС) і реалізує безплазовий метод збирання (БПМЗ). БПМЗ базується на реалізації CALS-технологій, що є, за своєю суттю, системою технологій, які беруть участь на етапі загального складання агрегатів фюзеляжу повітряного судна, заснованих на інформаційних технологіях, через їх управлінський вплив. Відомий спосіб складання агрегатів повітряного судна з використанням стикувального стенду. При цьому один з відсіків закріплюють на стенді нерухомо, а інший, що стикують, відсік має можливість переміщатися щодо першого відсіку. Встановлення відсіків у стенд можна виконувати в декількох варіантах, тобто шляхом встановлення відсіків по обводах на ложементи стенда і координацію їх по базових отворах або закріплення відсіків за стикувальні вузли (стабілізатора, кіля, шасі), які в даній операції стикування не беруть участь. Повертають відсік, домагаючись такого положення, при якому нівелювальні точки будуть перебувати на лінії будівельної горизонталі, а інші нівелювальні точки - на осі симетрії літака, поєднують базові поверхні відсіків (торці, пази, проточки і т. д.), і здійснюють операцію кріплення [1]. Недоліком даного способу збирання є недостатня точність процесу і його низька продуктивність. Задача корисної моделі є удосконалення способу загального складання фюзеляжу повітряного судна шляхом використання інформаційних технологій, забезпечити точність і продуктивність процесу. Поставлена задача вирішується тим, що спосіб загального складання фюзеляжу повітряного судна включає його реалізацію послідовно в кілька етапів, а саме на майданчику складального стенда встановлюють лазерний трекер позиціонування (ЛТП), а також роботизовані стійки (PC), які виконані з можливістю переміщення по майданчику стенда та забезпечені монтажними ложементами (МЛ), при цьому кожен з них має вбудований реперний лазерний відбивач ложементу (РЛВЛ), а кількість PC вибирають з розрахунку щонайменше чотирьох на кожен агрегат (А) (по дві з кожної сторони). На кожен А встановлюють, щонайменше два, реперних лазерних відбивачі агрегату (РЛВА), як ЛТП, так і PC (їх приводу) під'єднують до системного блока управління (СБУ). У нього вводять програмний продукт, що відображає алгоритм реалізації процесу складання, у часі, тобто для управління процесом складання, від СБУ, відповідно до введеної програми, по лазерному променю від ЛТП і відбитому променю від РЛВЛ розставляють PC, а призначені для складання фюзеляжу повітряного судна, переміщують в район складального стенда, потім, по черзі, кожен з А, за допомогою цехових засобів переміщення, позиціонують їх над відповідними їм МЛ, з використання керуючого впливу від СБУ, по лазерному променю від ЛТП і відбитому променю від РЛВА, опускають А на відповідні їм МЛ по керуючому впливу від СБУ, надалі, за сигналом від СБУ, за допомогою відповідних PC (використовуючи їх керований привід), здійснюють коригування і зближення одного А з іншим під контролем ЛТП до їх стикування. Проводять відповідне складання А між собою. Запропонована корисна модель ілюстрована наступними графічними матеріалами: - на фігурі 1 наведена схема загального вигляду майданчика складального стенда, в аксонометрії, з системою управління; - на фігурі 2 наведена блок-схема системного блоку управління; - на фігурі 3 наведена схема загального вигляду PC з МЛ, в аксонометрії. Дана корисна модель реалізується в кілька етапів наступним чином. Спочатку роблять підготовку майданчика складального стенда (1) і необхідного устаткування для здійснення процесу складання. А саме: - встановлюють ЛТП (2), за які використовують, наприклад, лазерний трекер марки FARO Laser Tracker Vantage (або інших марок з аналогічними експлуатаційними параметрами) в режимі ADM (Abcolute Distance Measurement), що дозволяє відстежувати рухомі об'єкт; - на майданчику складального стенда розміщують також PC (3), кожна з яких оснащена керованим приводом (на фігурах не показаний) їх переміщення по майданчику стенду 1. PC (3) забезпечені МЛ (5) з вбудованим РЛВЛ (6), наприклад лазерним відбивачем марки FARO. МЛ (5) забезпечений своїм приводом переміщення (на фігурах не показаний) перпендикулярно PC (3), до того ж він забезпечений приводом вертикального переміщення (на фігурах не показаний). При цьому система керованих приводів кожної PC (3) дозволяє змінювати положення МЛ (5) в 3-D координатах. Кількість PC (3) вибирають з розрахунку, щонайменше, чотирьох на кожен агрегат (А) (9) (по дві з кожної сторони); - на кожен з А (9) встановлюють, щонайменше два, РЛВА (10), наприклад, марки FARO; - по черзі, кожен з А (9), за допомогою цехових засобів переміщення позиціонують їх над відповідними їм МЛ (5); 1 UA 113525 U 5 10 15 20 25 30 35 40 45 50 - як ЛТП (2) так і PC (3) (а саме їх приводу) під'єднують до СБУ (11), блок-схема якого приведена на фігурі 2 та складається з програмно-апаратного блоку (ПАБ) (12), до якого приєднаний блок вхідних даних (БВД) (13), засіб візуалізації (ЗВ) (14) і введено програмний продукт управління через блок введення програм (БВП) (15). До даних, які знаходяться в БВД (13) відносять: - математичну модель фюзеляжу повітряного судна в системі координат XYZ (XYZ будівельні осі повітряного судна); - потрібний зазор між фюзеляжем повітряного судна і основою складального стенда необхідний для вільного переміщення слюсарів-складальників під фюзеляжем, що знаходиться в межах 2,0…2,2 м; - потрібні початкові технологічні зазори на складальному стенді між торцями сусідніх А, становить від 0,3 до 0,5 м; - установні відстані між ЛТП (2) і основою складального стенда 1, що визначається розміром стандартної стійки на якій він встановлений, так, наприклад, для трекера марки FARO Laser Tracker Vantage - становить 0,8 м. До програмних продуктів управління відносять: - програму перерахунку математичної моделі повітряного судна в системі координат XYZ в математичну модель повітряного судна в системі координат XoYoZo (XoYoZo - будівельні осі стенда з початком координат, що знаходиться в точці розташування ЛТП (2), при цьому вісь Хо спрямована уздовж осі стенда, вісь Yo спрямована вертикально вгору, а вісь Zo спрямована перпендикулярно осі Хо); - програму розрахунку необхідних координат розташування монтажних ложементів, в точці розташування РЛВЛ (6), на складальному стенді, в системі координат XoYoZo; - програму розрахунку необхідних координат розташування агрегатів фюзеляжу повітряного судна, в точці розташування РЛВА (10), над відповідними монтажними ложементами (в системі координат XoYoZo). ЗВ (14) (наприклад комп'ютерний монітор) використовується оператором для контролю і ручного управління процесом складання від початку і до його кінця. Після проведеної підготовки оператор включає ЛТП (2) і СБУ (11). При цьому оператор за допомогою ПАБ (12) (фіг. 3) подає сигнал на генерування керуючого впливу, а саме: - встановлюють кожну PC (2) (через їх приводи), несучих МЛ (5), шляхом захоплення лазерним променем ЛТП (2) РЛВЛ (6) і відстеження оператором траєкторії переміщення PC (2) разом з МЛ (5) до місця із заданими координатами згідно з розрахунковими значеннями за відповідною програмою; - уточнюють позиціонування А (9) і переміщують їх над відповідними МЛ (5) шляхом захоплення лазерним променем ЛТП (2) РЛВА (10) і відстеження оператором траєкторії переміщення А (9) до місця із заданими координатами згідно з розрахунковими значеннями за відповідною програмою; - переміщують вертикально вниз кожен з А (9) на відповідні їм МЛ (5); - по черзі кожен з А (9) переміщують у бік сусіднього А (9) і зістиковують їх, при цьому в процесі зближення контролюють по ЗВ (14) взаємне їх розташування, а при потребі подають керуючий вплив на коригування процесу за допомогою зміни розташування PC (2), за умовою геометричного збігу їх торців в процесі зближення; - здійснюють відповідне складання А (9) між собою. Джерела інформації: 1. Вашуков Ю.А. Технология и оборудование сборочных процессов [Электронный ресурс]: мультимед. пособие / Ю.А. Вашуков, О.В. Ломовской, А.А. Шаров; М-во образования и науки Рос. Федерации, Самар. гос. аэрокосм, ун-т им. С.П. Королева (нац. исслед. ун-т). - Электрон, текстовые и граф. дан. (5,98 Мбайт). - Самара, 2011. (httр://ssau.ru/files/еduсаtіоn/uсh_роsоb/Технология%20и%20оборудование%20сборочных%2 0процессов-Вашуков%20ЮА.рdf) ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Спосіб загального складання фюзеляжу повітряного судна, який характеризується тим, що його реалізують послідовно в кілька етапів: на майданчику складального стенда (1) встановлюють лазерний трекер позиціонування (ЛТП) (2), а також роботизовані стійки (PC) (3), виконані з можливістю переміщення по майданчику стенда (1), забезпечених монтажними ложементами (МЛ) (5), при цьому кожен з них забезпечені вбудованим реперних лазерним рефлектором ложементу (РЛОЛ) (6), а кількість PC 2 UA 113525 U 5 10 15 20 (3) вибирають з розрахунку щонайменше чотирьох на кожен агрегат (А) (9) (по дві з кожної сторони); на кожен з А (9) встановлюють, щонайменше два, реперних лазерних відбивачі агрегату (РЛОА) (10); як ЛТП (2), так і PC (3) (їх приводу) під'єднують до системного блока управління (СБУ) (11); в СБУ (11) вводять програмний продукт, який відображає алгоритм реалізації процесу складання, в часі, тобто для управління процесом складання; від СБУ (11), відповідно до введеної програми, по лазерному променю від ЛТП (2) і відбитому променю від РЛОЛ (6) розставляють PC (3); А (9) призначені для складання фюзеляжу повітряного судна переміщують в район складального стенда (1); потім, по черзі, кожен з А (9), за допомогою цехових засобів переміщення позиціонують їх над відповідними їм МЛ (5), з використанням керуючого впливу від СБУ (11), по лазерному променю від ЛТП (2) і відбитому променю від РЛОА (10); опускають А (9) на відповідні їм МЛ (5) по керуючому впливу від системного блока управління (СБУ) (11); в подальшому, за сигналом від СБУ (11), за допомогою відповідних PC (3) (використовуючи їх керований привід), здійснюють коригування і зближення одного А (9) з іншим під контролем ЛТП (2) до їх стикування; виробляють відповідну збірку А (9) між собою. 3 UA 113525 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: фюзеляжу, загального, спосіб, складання, повітряного, судна
Код посилання
<a href="https://ua.patents.su/6-113525-sposib-zagalnogo-skladannya-fyuzelyazhu-povitryanogo-sudna.html" target="_blank" rel="follow" title="База патентів України">Спосіб загального складання фюзеляжу повітряного судна</a>
Спосіб використання енергії руху газоповітряного потоку двигуна повітряного судна на стоянці
Номер патенту: 63187
Опубліковано: 15.01.2004
Автори: Марчук Володимир Єфремович, Шульга Іван Федорович
МПК: F01D 1/00
Мітки: двигуна, газоповітряного, спосіб, використання, повітряного, стоянці, судна, енергії, потоку, руху
Формула / Реферат:
Спосіб використання енергії руху газоповітряного потоку двигуна повітряного судна на стоянці, при якому спалюють паливо, прогрівають і перевіряють якість роботи двигуна повітряного судна на стоянці, відхиляють і розсіюють газоповітряний потік за межами двигуна повітряного судна на стоянці, який відрізняється тим, що під час відхилювання та розсіювання газоповітряного потоку за межами двигуна повітряного судна на стоянці перетворюють енергію...
Спосіб використання гарячого газоповітряного потоку двигуна повітряного судна на стоянці
Номер патенту: 60797
Опубліковано: 15.10.2003
Автори: Шульга Іван Федорович, Марчук Володимир Єфремович
МПК: F24H 8/00
Мітки: потоку, судна, двигуна, газоповітряного, спосіб, стоянці, використання, повітряного, гарячого
Формула / Реферат:
Спосіб використання гарячого газоповітряного потоку двигуна повітряного судна на стоянці, при якому спалюють паливо, прогрівають і перевіряють якість роботи двигунів повітряного судна на стоянці, відхилюють і розсіюють газоповітряний потік за межами двигуна повітряного судна на стоянці, який відрізняється тим, що під час відхилювання та розсіювання газоповітряного потоку за межами двигуна повітряного судна на стоянці додатково відбирають...
Спосіб розподіленої аеродинамічної компенсації дії вітрових збурень на траєкторію польоту повітряного судна
Номер патенту: 78068
Опубліковано: 11.03.2013
Автори: Павлов Вадим Володимирович, Копитова Катерина Анатоліївна
МПК: B64C 13/00
Мітки: вітрових, розподіленої, судна, траєкторію, збурень, аеродинамічної, спосіб, дії, компенсації, польоту, повітряного
Формула / Реферат:
Спосіб розподіленої аеродинамічної компенсації дії вітрових збурень на траєкторію польоту повітряного судна, що включає вимірювання величини дії вітрового збурення, створення сигналу компенсації зміною профілю крила та подачу його до контуру керування висотою польоту, який відрізняється тим, що перед подачею сигналу компенсації зміною профілю крила до контуру керування висотою польоту створюють протилежний за знаком сигнал компенсації дії...
Спосіб розподіленої аеродинамічної компенсації дії вітрових збурень на траєкторію польоту повітряного судна
Номер патенту: 102654
Опубліковано: 25.07.2013
Автори: Павлов Вадим Володимирович, Копитова Катерина Анатоліївна
МПК: B64C 13/00, B64C 13/16
Мітки: збурень, траєкторію, дії, компенсації, вітрових, розподіленої, повітряного, аеродинамічної, судна, спосіб, польоту
Формула / Реферат:
Спосіб розподіленої аеродинамічної компенсації дії вітрових збурень на траєкторію польоту повітряного судна, що включає вимірювання величини дії вітрового збурення, створення сигналу компенсації зміною профілю крила та подачу його до контуру керування висотою польоту, який відрізняється тим, що перед подачею сигналу компенсації зміною профілю крила до контуру керування висотою польоту створюють протилежний за знаком сигнал компенсації дії...
Спосіб інтегрованого керування висотою польоту повітряного судна зі складною аеродинамічною схемою крила
Номер патенту: 79031
Опубліковано: 10.04.2013
Автори: Копитова Катерина Анатоліївна, Павлов Вадим Володимирович
МПК: B64C 13/16
Мітки: схемою, польоту, керування, аеродинамічною, складною, інтегрованого, висотою, крила, повітряного, спосіб, судна
Формула / Реферат:
Спосіб інтегрованого керування висотою польоту повітряного судна зі складною аеродинамічною схемою крила, що передбачає визначення вертикальної складової за відхиленням повітряного судна, розрахунок сигналу керування щонайменше для одного керованого рухомого елемента конструкції крила, який передають щонайменше на один виконуючий механізм згаданого керованого рухомого елемента, в якому, крім того, в ході польоту автоматичним способом...
Попередній патент: Спосіб лікування хворих на хронічний верхівковий періодонтит, у яких переважає діяльність симпатичного відділу вегетативної нервової системи
Наступний патент: Спосіб лікування хворих на гострий та загострений хронічний періодонтит, у яких переважає діяльність парасимпатичного відділу вегетативної нервової системи
Випадковий патент: Вібраційний насос