Робоче місце піготовки комплекту гвинтів
Номер патенту: 113804
Опубліковано: 10.03.2017
Автори: Новаковскі Лех, Грабіньскі Марек, Рибалтовскі Богуслав, Мисьлівєц Аркадіуш, Станько Павел, Боянек Ігнаци, Ягєлло Павел
Формула / Реферат
1. Робоче місце підготовки комплекту гвинтів для ливарної машини, що виробляє ніжки меблів з пластмаси з металевою вставкою, яке має несучий каркас (1), яке відрізняється тим, що на ньому встановлений приймальний агрегат, що складається з приймального бункера для гвинтів (2) і системи дозованої подачі гвинтів (3), підвішений з можливістю обертання з одного боку на шарнірі до нерухомого приймального бункера для гвинтів (2), а з іншого боку - до штока двигуна (4), причому під приймальним агрегатом розташований вібраційний циліндричний двоканальний пристрій подачі (5), який прикріплений до основи несучого каркаса (1) і має на верхньому краю дві напрямні (6), до яких підведені отвори двоканального вібраційного лінійного пристрою подачі (7), підібрані під профільовані впускні отвори (9) у зовнішній, нерухомій частині двох обертальних селекторів (8), причому внутрішня обертальна частина кожного з обертальних селекторів (8) має вісім заглиблень (10) під гвинти, розташованих по контуру кола через кожні 45° і які мають спільний синхронний обертальний привод, а до несучого каркаса (1) приєднано двоосьовий маніпулятор (13) з цифровим контролем положення, кожна вісь якого як горизонтальна, так і вертикальна, має вбудовану напрямну (14), двигун з кодовим датчиком положення і передачею (15), а також ланцюговий канал пневматичних і електричних ліній (16), причому маніпулятор має пневматичний пристрій захвату (17) з несучою плитою (18), до якої кріпляться вакуумні тримачі (19).
2. Робоче місце за п. 1, яке відрізняється тим, що містить шістнадцять вакуумних тримачів, розміщених у симетричному квадраті 4×4 і спрямованих вертикально донизу.
Текст
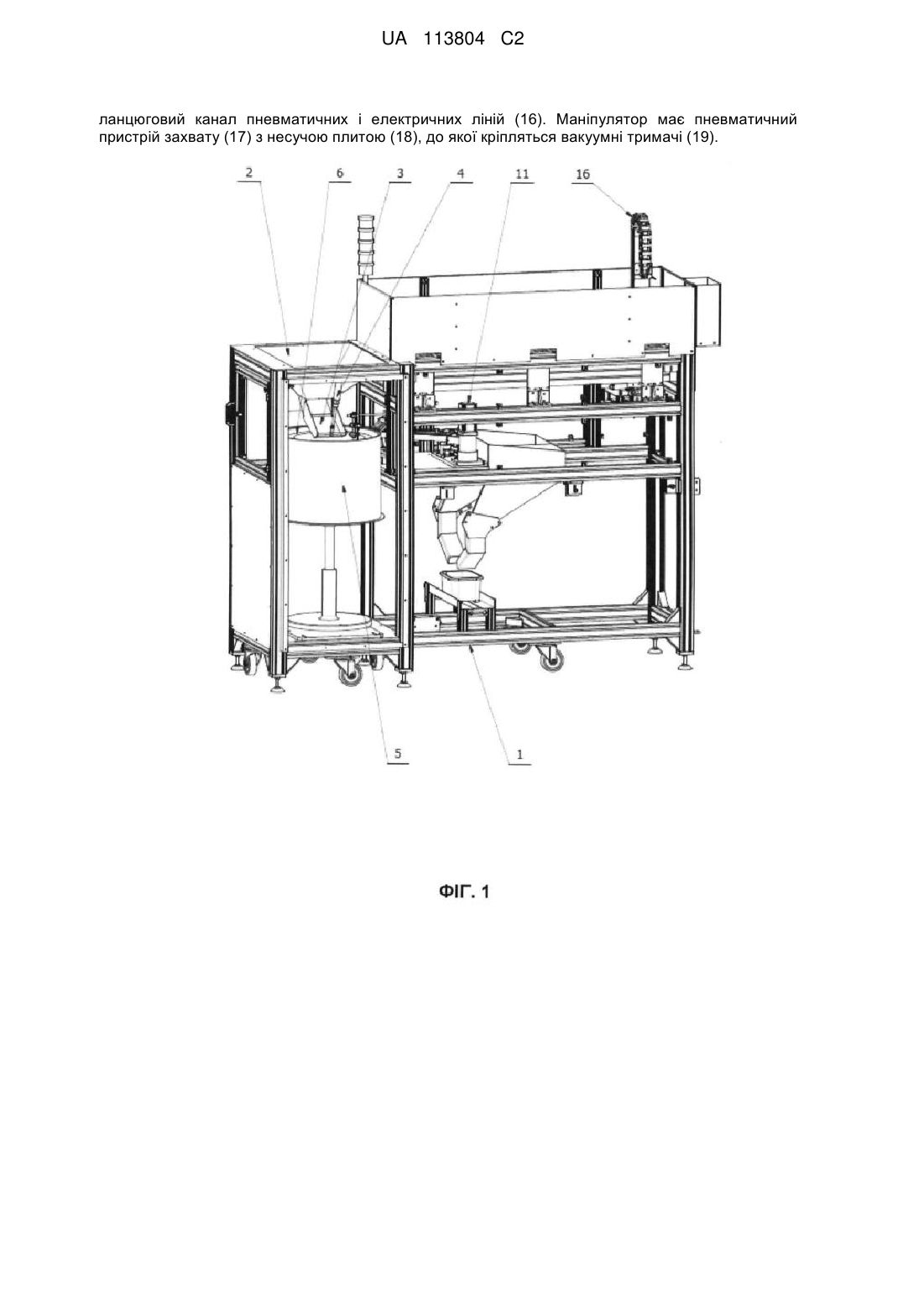
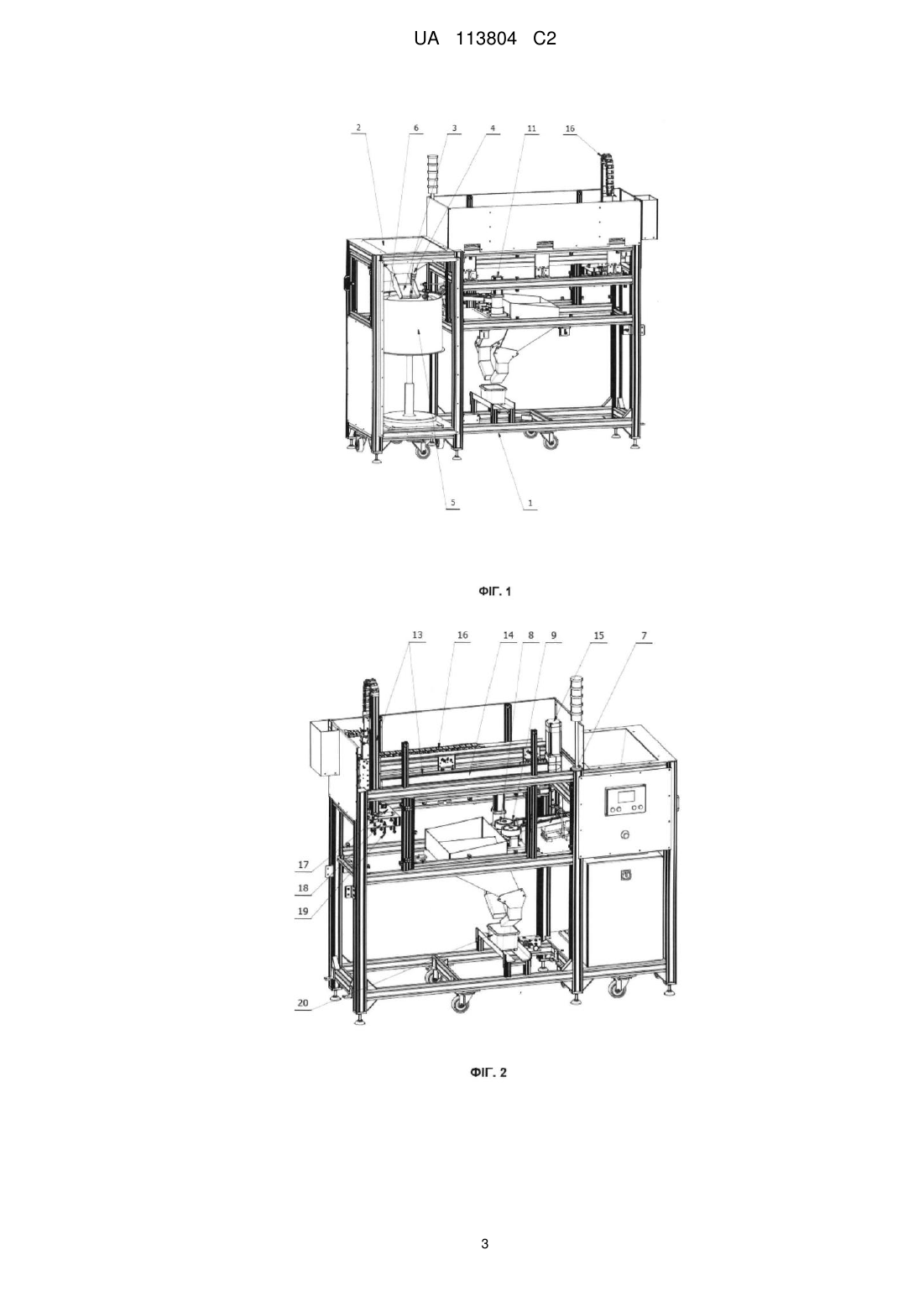
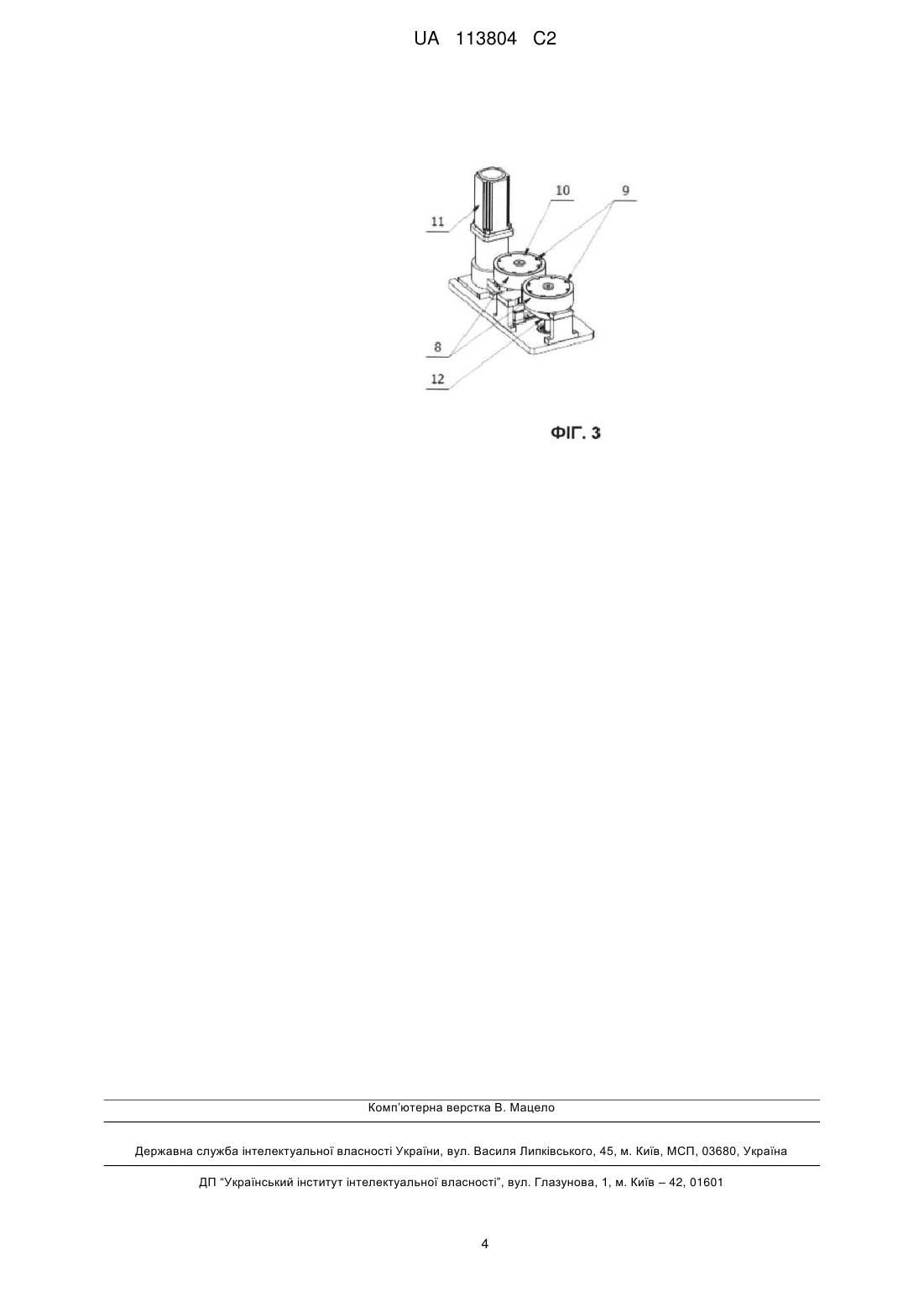
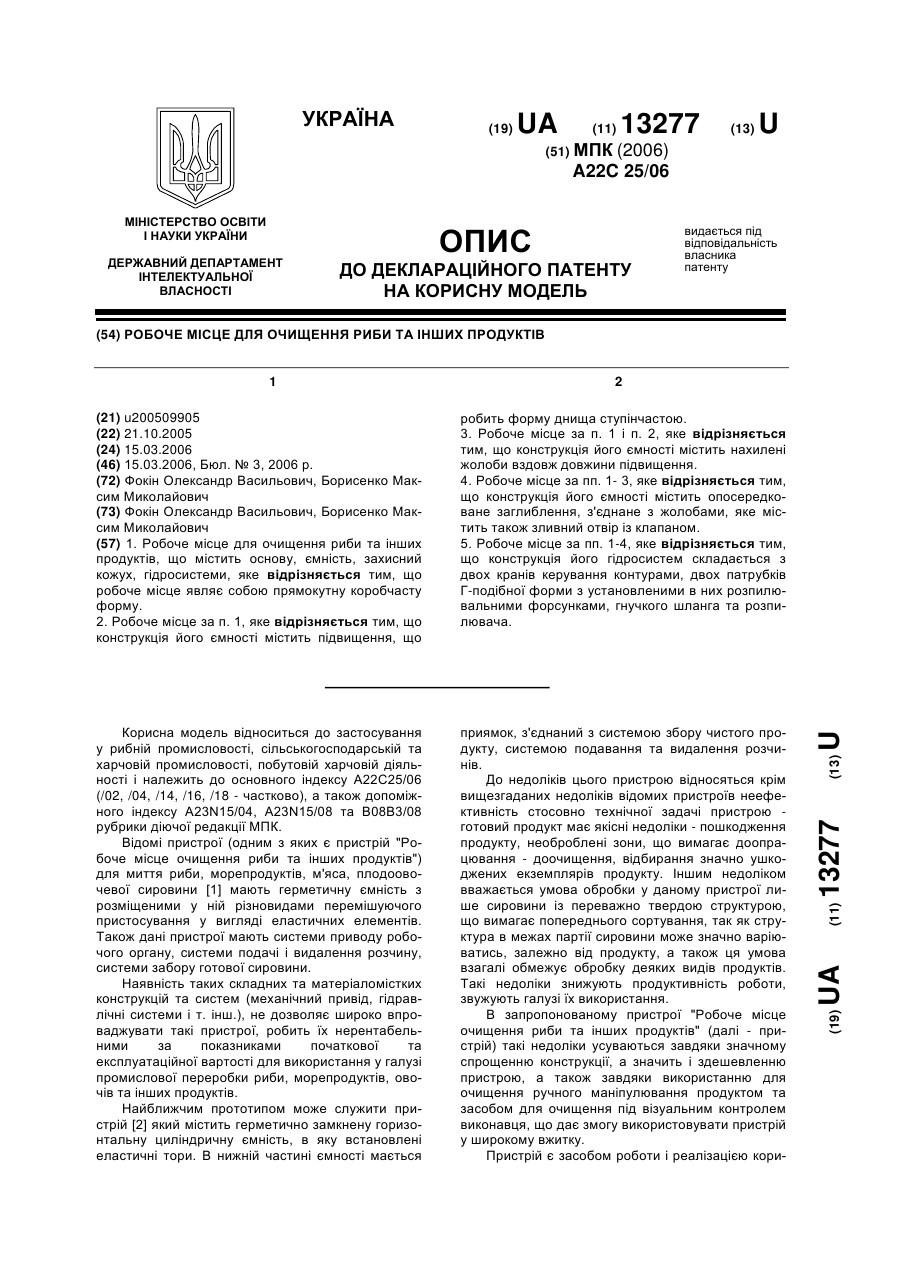
Реферат: Робоче місце підготовки комплекту гвинтів для ливарної машини, що виробляє ніжки меблів з пластмаси з металевою вставкою, має несучий каркас (1), на якому встановлений приймальний агрегат, що складається з приймального бункера для гвинтів (2) і системи дозованої подачі гвинтів (3), підвішений з можливістю обертання з одного боку на шарнірі до нерухомого приймального бункера для гвинтів (2), а з іншого боку - до штока двигуна (4). Під приймальним агрегатом розташований вібраційний циліндричний двоканальний пристрій подачі (5), який прикріплений до основи несучого каркаса (1) і має на верхньому краю дві напрямні (6), до яких підведені отвори двоканального вібраційного лінійного пристрою подачі (7), підібрані під профільовані впускні отвори (9) у зовнішній, нерухомій частині двох обертальних селекторів (8). Внутрішня обертальна частина кожного з обертальних селекторів (8) має вісім заглиблень (10) під гвинти, розташованих по контуру кола через кожні 45° і які мають спільний синхронний обертальний привод, а до несучого каркаса (1) приєднано двоосьовий маніпулятор (13) з цифровим контролем положення, кожна вісь якого як горизонтальна, так і вертикальна має вбудовану напрямну (14), двигун з кодовим датчиком положення і передачею (15), а також UA 113804 C2 (12) UA 113804 C2 ланцюговий канал пневматичних і електричних ліній (16). Маніпулятор має пневматичний пристрій захвату (17) з несучою плитою (18), до якої кріпляться вакуумні тримачі (19). UA 113804 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується створення робочого місця підготовки комплекту гвинтів для ливарної машини, яка виробляє меблеві ніжки з пластмаси з металевою вставкою. Серійне виробництво меблів потребує великої кількості ніжок. Дотепер підготовка комплектів гвинтів у матрицях проводилася вручну і полягала у поступовому вкладанні ідентичних гвинтів в отвори матриці. З огляду на монотонність цієї простої роботи і дуже велику швидкість однієї операції порядку однієї секунди, робота на такому робочому місці винятково стомлююча і виснажлива. Автоматизація у цьому випадку видається необхідною. Загалом у серійному виробництві існує тенденція до заміни працівників, які виконують прості повністю повторювані роботи на великій швидкості. Часто таким чином зв'язують між собою попередньо автоматизовані машини або лінії у єдиний ланцюг. Завдання автоматизації підготовки комплекту гвинтів можна описати таким чином. На вході робоче місце повинно приймати гвинти, які періодично засипають до приймального бункера, почергово вибирати окремі гвинти, розставляти їх в ряд, направлений в одну сторону, формувати комплекти визначеної кількості гвинтів і вставляти в матриці комплекти гвинтів. При вставці у матриці робоче місце повинно взаємодіяти з транспортером матриць. Додаткова функція робочого місця полягає у перевірці того, щоб в матриці не залишалися гвинти від попереднього циклу роботи, а у випадку виявлення зайнятого отвору має відбуватися автоматичне видалення елементів, які знаходяться в матриці. Робоче місце повинно відповідати вимогам автоматичної неперервної роботи, без обслуговуючого персоналу, у три зміни. Розроблене рішення повинно бути простим, наскільки це можливо, і відносно дешевим. Крім того, потрібно виключити потенційні причини зупинки, блокування гвинтів та інших порушень в роботі. Задача цього винаходу полягає в розробці комплексного робочого місця, на якому у повністю автоматичному режимі здійснюється підготовка комплектів гвинтів для завантаження матриць, яке б відповідало всім сформульованим вище функціональним і економічним вимогам. Ця задача вирішується шляхом розробки робочого місця підготовки комплекту гвинтів для ливарної машини, що виробляє ніжки меблів з пластмаси з металевою вставкою, яке має несучий каркас, на якому встановлено приймальний агрегат, що складається з приймального бункера для гвинтів і системи дозованої подачі гвинтів, підвішений з можливістю обертання з одного боку на шарнірі до нерухомого приймального бункера для гвинтів, а з іншого боку - до штока двигуна, причому під приймальним агрегатом розташований вібраційний циліндричний двоканальний пристрій подачі, який прикріплений до основи несучого каркаса і має на верхньому краю дві напрямні, до яких підведені отвори двоканального вібраційного лінійного пристрою подачі, підібрані під профільовані впускні отвори у зовнішній, нерухомій частині двох обертальних селекторів, причому внутрішня обертальна частина кожного з обертальних селекторів має вісім заглиблень під гвинти, розташованих по контуру кола через кожні 45°, які мають спільний синхронний обертальний привод, а до несучого каркаса приєднаний двоосьовий маніпулятор з цифровим контролем положення, кожна вісь якого як горизонтальна, так і вертикальна, має вбудовану напрямну, двигун з кодовим датчиком положення і передачею, а також ланцюговий канал пневматичних і електричних ліній, причому маніпулятор має пневматичний пристрій захвату з несучою плитою, до якої кріпляться вакуумні тримачі. Всього вакуумних тримачів шістнадцять, розміщені вони у симетричному квадраті 44 і спрямовані вертикально донизу. Суть винаходу показана на прикладі реалізації на фігурах Так на Фіг. 1 показано перспективний вигляд конструктивної схеми робочого місця, на Фіг. 2 - інший вигляд конструктивної схеми робочого місця, а на Фіг. 3 - перспективний вигляд схеми приводної системи. Робоче місце має несучий каркас 1, виготовлений з легких профільних елементів, до якого кріпляться всі інші вузли. Робоче місце має приймальний агрегат, що складається з приймального бункера для гвинтів 2 і системи дозованої подачі 3 гвинтів, підвішений з можливістю обертання з одного боку на шарнірі до нерухомого приймального бункера 2, а з іншого боку - до штока двигуна 4. Під приймальним агрегатом розташований вібраційний циліндричний двоканальний пристрій подачі 5, який прикріплений до основи несучого каркаса 1. Цей пристрій подачі включає профільовані доріжки і пастки, які закінчуються на верхньому краю двома напрямними 6. До них, двох напрямних, підведені відповідно два отвори двоканального вібраційного лінійного пристрою подачі 7. Вихідні отвори обох доріжок лінійного пристрою подачі 7 відповідно підібрані під профільовані впускні отвори 9 у зовнішній, нерухомій частині двох обертальних селекторів 8. При цьому внутрішня обертальна частина кожного з обертальних селекторів 8 має вісім заглиблень 10 під гвинти, розташованих по контуру кола через кожні 45°. Ці внутрішні обертальні частини обох селекторів 8 мають спільний синхронний 1 UA 113804 C2 5 10 15 20 25 30 35 обертальний привод з запрограмованим постійним кроком 45° у вигляді двигуна з кодовим датчиком положення і передачею 11. Рух приводу забезпечується за допомогою зубчастих ременів, надітих на зубчасті колеса 12. До несучого каркаса 1 робочого місця приєднано двоосьовий маніпулятор 13 з цифровим контролем положення. Кожна вісь маніпулятора як горизонтальна, так і вертикальна, має вбудовану напрямну 14, двигун з кодовим датчиком положення і передачею 15, а також ланцюговий канал пневматичних і електричних ліній 16. Маніпулятор переміщує у двох осях пневматичний пристрій захвату 17 з несучою плитою 18, до якої кріпляться шістнадцять вакуумних тримачів 19, розміщених у симетричному квадраті 44 і спрямовані вертикально донизу. Додатково робоче місце має бункер відновлених гвинтів 20, до якого скидаються гвинти, які могли залишитися у матриці від попереднього циклу роботи. Робоче місце працює таким чином: у приймальний бункер 2 гвинти періодично засипає персонал, тоді як дозована подача гвинтів з приймального бункера 2 у бункер вібраційного циліндричного пристрою подачі 5 відбувається під дією сили тяжіння. Дозована подача запускається за сигналом з датчика рівня гвинтів, розташованого всередині бункера вібраційного циліндричного пристрою подачі 5. Виконавчим елементом системи дозованої подачі є пневматичний двигун 4 з відповідно підібраним кроком. Вібраційний циліндричний пристрій подачі 5 виводить гвинти рядами у двох вертикальних доріжках, головками догори. Гвинти під дією вібрації переміщуються окремими доріжками до вхідних отворів напрямних лінійного вібраційного пристрою 7. В результаті роботи цього пристрою подачі ряди гвинтів переміщуються по його напрямних до профільованих вхідних отворів 9 обертальних селекторів 8, а потім почергово у ритмі покрокових поворотів селекторів 8 на кут 45°, по одному вставляються до заглиблень 10, поки селектори 8 не будуть заповнені повністю. Якщо у селекторах 8 уже є комплект 16 гвинтів, двоосьовий маніпулятор 13 за допомогою пристрою захвату 17, оснащеного вакуумними тримачами 19, бере одночасно по 4 гвинти з кожного селектора, після цього обидва селектори 8 обертаються на кут 45°, і маніпулятор знову бере по 4 гвинти. Між цими захватами маніпулятор 13 переміщує пристрій захвату 17 вздовж горизонтальної осі модуля селектора, щоб він міг взяти решту гвинтів. Потім маніпулятор 13 переміщує пристрій захвату 17 вздовж горизонтальної осі над матрицею, опускає його на відповідну висоту (працює горизонтальна вісь), вводячи одночасно 16 гвинтів у отвори першої половини матриці. Одночасно відбувається нове заповнення обертальних селекторів 8 наступними 16 гвинтами, після чого маніпулятор 13 за допомогою пристрою захвату 17, так само, як і попередньо, бере їх і розміщує в отворах другої половини матриці. Після виконання всіх операцій на робочому місці транспортер ливарної машини виводить заповнену матрицю назовні робочого місця і вводить наступну матрицю у робочу зону робочого місця. На початку кожного циклу двоосьовий маніпулятор 13 за допомогою пристрою захвату 17 виконує процедуру очищення матриці, а взяті таким чином гвинти висипаються під дією сили тяжіння через скидальні лійки спеціальної форми у бункер відновлених гвинтів 20. ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Робоче місце підготовки комплекту гвинтів для ливарної машини, що виробляє ніжки меблів з пластмаси з металевою вставкою, яке має несучий каркас (1), яке відрізняється тим, що на ньому встановлений приймальний агрегат, що складається з приймального бункера для гвинтів (2) і системи дозованої подачі гвинтів (3), підвішений з можливістю обертання з одного боку на шарнірі до нерухомого приймального бункера для гвинтів (2), а з іншого боку - до штока двигуна (4), причому під приймальним агрегатом розташований вібраційний циліндричний двоканальний пристрій подачі (5), який прикріплений до основи несучого каркаса (1) і має на верхньому краю дві напрямні (6), до яких підведені отвори двоканального вібраційного лінійного пристрою подачі (7), підібрані під профільовані впускні отвори (9) у зовнішній, нерухомій частині двох обертальних селекторів (8), причому внутрішня обертальна частина кожного з обертальних селекторів (8) має вісім заглиблень (10) під гвинти, розташованих по контуру кола через кожні 45°, і які мають спільний синхронний обертальний привод, а до несучого каркаса (1) приєднано двоосьовий маніпулятор (13) з цифровим контролем положення, кожна вісь якого як горизонтальна, так і вертикальна, має вбудовану напрямну (14), двигун з кодовим датчиком положення і передачею (15), а також ланцюговий канал пневматичних і електричних ліній (16), причому маніпулятор має пневматичний пристрій захвату (17) з несучою плитою (18), до якої кріпляться вакуумні тримачі (19). 2. Робоче місце за п. 1, яке відрізняється тим, що містить шістнадцять вакуумних тримачів, розміщених у симетричному квадраті 4×4 і спрямованих вертикально донизу. 2 UA 113804 C2 3 UA 113804 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори російськоюBojanek Ignacy, Grabinski Marek, Mysliwiec Arkadiusz, Jagiello Pawel, Nowakowski Lech, Rybaltowski Boguslaw, Stanko Pawel
МПК / Мітки
МПК: B65G 47/14, B23P 19/12, B65G 47/04, B23P 19/00
Мітки: піготовки, комплекту, місце, гвинтів, робоче
Код посилання
<a href="https://ua.patents.su/6-113804-roboche-misce-pigotovki-komplektu-gvintiv.html" target="_blank" rel="follow" title="База патентів України">Робоче місце піготовки комплекту гвинтів</a>
Спеціалізоване робоче місце касира

Номер патенту: 60955
Опубліковано: 25.06.2011
Автор: Капанеллі Володимир Емілійович
МПК: G07G 1/00, G06F 3/00, G06Q 20/00
Мітки: місце, спеціалізоване, робоче, касира
Формула / Реферат:
1. Спеціалізоване робоче місце касира, що є сукупністю обладнання з програмним забезпеченням та містить модуль обробки даних, що сполучений з модулем відображення даних, модулем приймання платіжних та соціальних карток, модулем розпізнавання штрих-коду, модулем друку фіскального документа, з яким сполучений модуль зберігання купюр та монет, модулем введення даних, блоком безперебійного живлення.2. Спеціалізоване робоче місце касира за...
Робоче місце для очищення риби та інших продуктів
Номер патенту: 13277
Опубліковано: 15.03.2006
Автори: Борисенко Максим Миколайович, Фокін Олександр Васильович
МПК: A22C 25/00
Мітки: інших, місце, продуктів, робоче, риби, очищення
Формула / Реферат:
1. Робоче місце для очищення риби та інших продуктів, що містить основу, ємність, захисний кожух, гідросистеми, яке відрізняється тим, що робоче місце являє собою прямокутну коробчасту форму.2. Робоче місце за п. 1, яке відрізняється тим, що конструкція його ємності містить підвищення, що робить форму днища ступінчастою.3. Робоче місце за п. 1 і п. 2, яке відрізняється тим, що конструкція його ємності містить нахилені жолоби...
Робоче місце таксиста
Номер патенту: 84261
Опубліковано: 10.10.2013
Автор: Попик Василь Іванович
МПК: G07C 5/00
Мітки: місце, робоче, таксиста
Формула / Реферат:
Робоче місце таксиста, яке включає формувач повідомлень з вбудованим приймачем GPS для роботи з системою супутникового позиціонування і передавання на диспетчерський пункт сигналів, що відповідають координатам місця положення таксі, і таксометр, яке відрізняється тим, що як формувач повідомлень воно містить планшетний комп'ютер з обладнанням радіодоступу та радіомодулем систем стільникового зв'язку GSM-900/1800 та UMTS, планшетний комп'ютер...
Автоматизоване робоче місце оператора обробки сигналів ads-b
Номер патенту: 104135
Опубліковано: 12.01.2016
Автори: Дергачов Костянтин Юрійович, Кулік Анатолій Степанович, Харченко Оксана Володимирівна
МПК: G06F 15/02, H04L 12/40
Мітки: автоматизоване, сигналів, робоче, ads-b, оператора, обробки, місце
Формула / Реферат:
Автоматизоване робоче місце оператора обробки сигналів, яке містить процесор, пристрій оперативної пам'яті, накопичувач на жорсткому магнітному диску, блок живлення, автономне джерело живлення, пристрої розширення пам'яті, адаптер Ethernet, електророз'єм для підключення зовнішнього джерела електроживлення, порти для підключення пристроїв розширення пам'яті і адаптера Ethernet, два рідкокристалічних дисплеї та клавіатуру, відповідні виходи...
Автоматизоване робоче місце “порушник-оок”
Номер патенту: 100604
Опубліковано: 27.07.2015
Автори: Колосов Сергій Михайлович, Стрижак Юрій Іванович, Грянка Олександр Васильович, Щучик Едуард Степанович
МПК: G06Q 10/00, G05B 19/00
Мітки: місце, порушник-оок, робоче, автоматизоване
Формула / Реферат:
1. Автоматизоване робоче місце, що включає накопичувач інформації, програмне забезпечення, яке відрізняється тим, що містить портативний комп'ютер типу "Notebook", який за допомогою телекомунікаційного обладнання локальної обчислювальної мережі сполучено з оптичним пристроєм або пристроєм з функціями біометричного контролю, із сканером відбитків пальців, телефонною Bluetooth-гарнітурою, мобільним принтером, цифровою фотокамерою,...
Попередній патент: Конструкція планки
Наступний патент: Препарат для стимуляції росту рослин
Випадковий патент: Спосіб отримання полімерної сірки