Спосіб керування обробкою різанням в умовах виникнення регенеративних автоколивань
Номер патенту: 114006
Опубліковано: 27.02.2017
Автори: Зубарєв Андрій Євгенійович, Кучугуров Марк Валерійович, Дядя Сергій Іванович, Черновол Наталія Миколаївна, Внуков Юрій Миколайович

Формула / Реферат
Спосіб керування обробкою різанням, згідно з яким здійснюють процес різання із вибраними подачею на оберт ![]() та глибиною різання
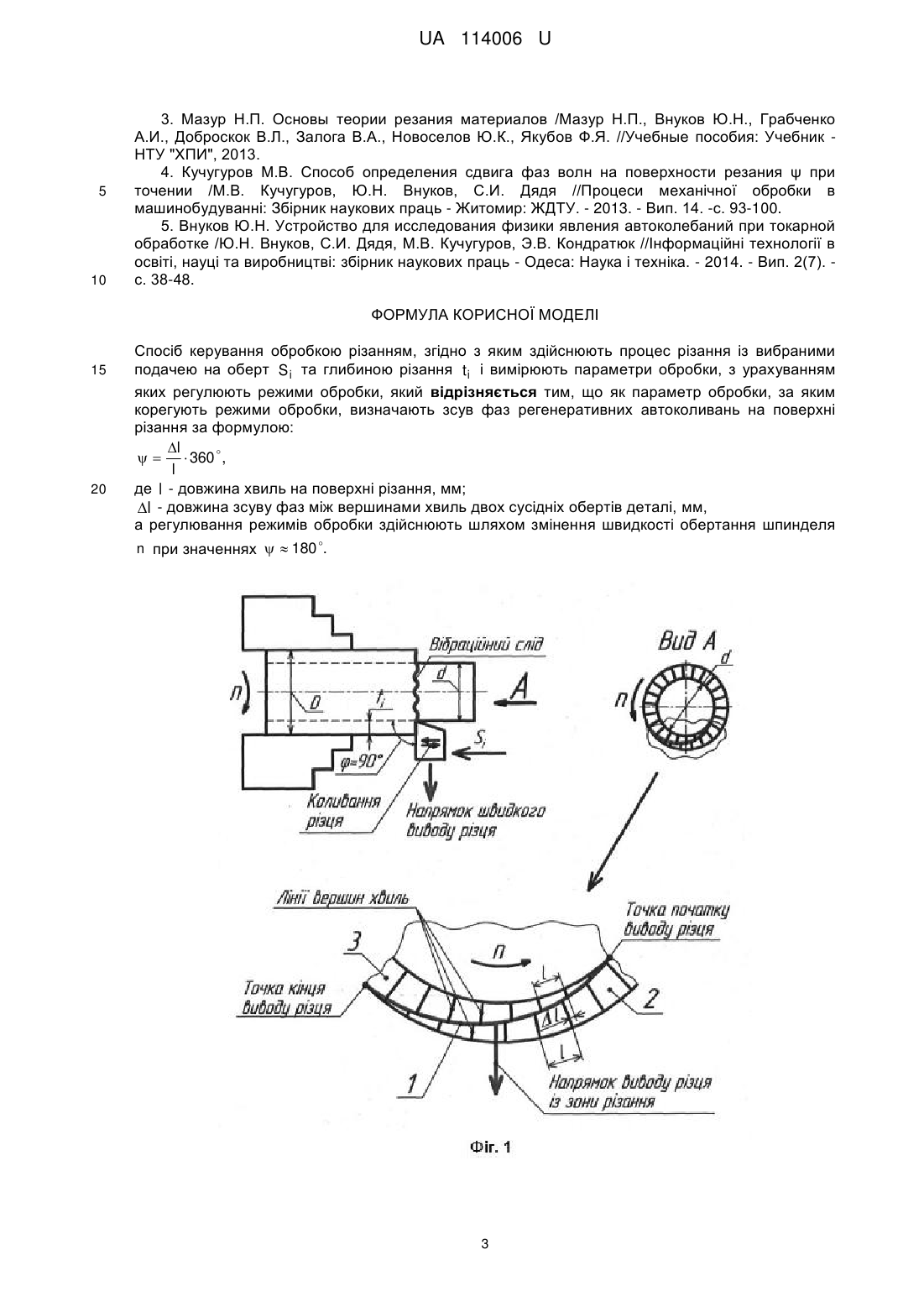
та глибиною різання ![]() і вимірюють параметри обробки, з урахуванням яких регулюють режими обробки, який відрізняється тим, що як параметр обробки, за яким корегують режими обробки, визначають зсув фаз регенеративних автоколивань на поверхні різання за формулою:
і вимірюють параметри обробки, з урахуванням яких регулюють режими обробки, який відрізняється тим, що як параметр обробки, за яким корегують режими обробки, визначають зсув фаз регенеративних автоколивань на поверхні різання за формулою:
![]() ,
,
де ![]() - довжина хвиль на поверхні різання, мм;
- довжина хвиль на поверхні різання, мм;
![]() - довжина зсуву фаз між вершинами хвиль двох сусідніх обертів деталі, мм,
- довжина зсуву фаз між вершинами хвиль двох сусідніх обертів деталі, мм,
а регулювання режимів обробки здійснюють шляхом змінення швидкості обертання шпинделя ![]() при значеннях
при значеннях ![]() .
.
Текст
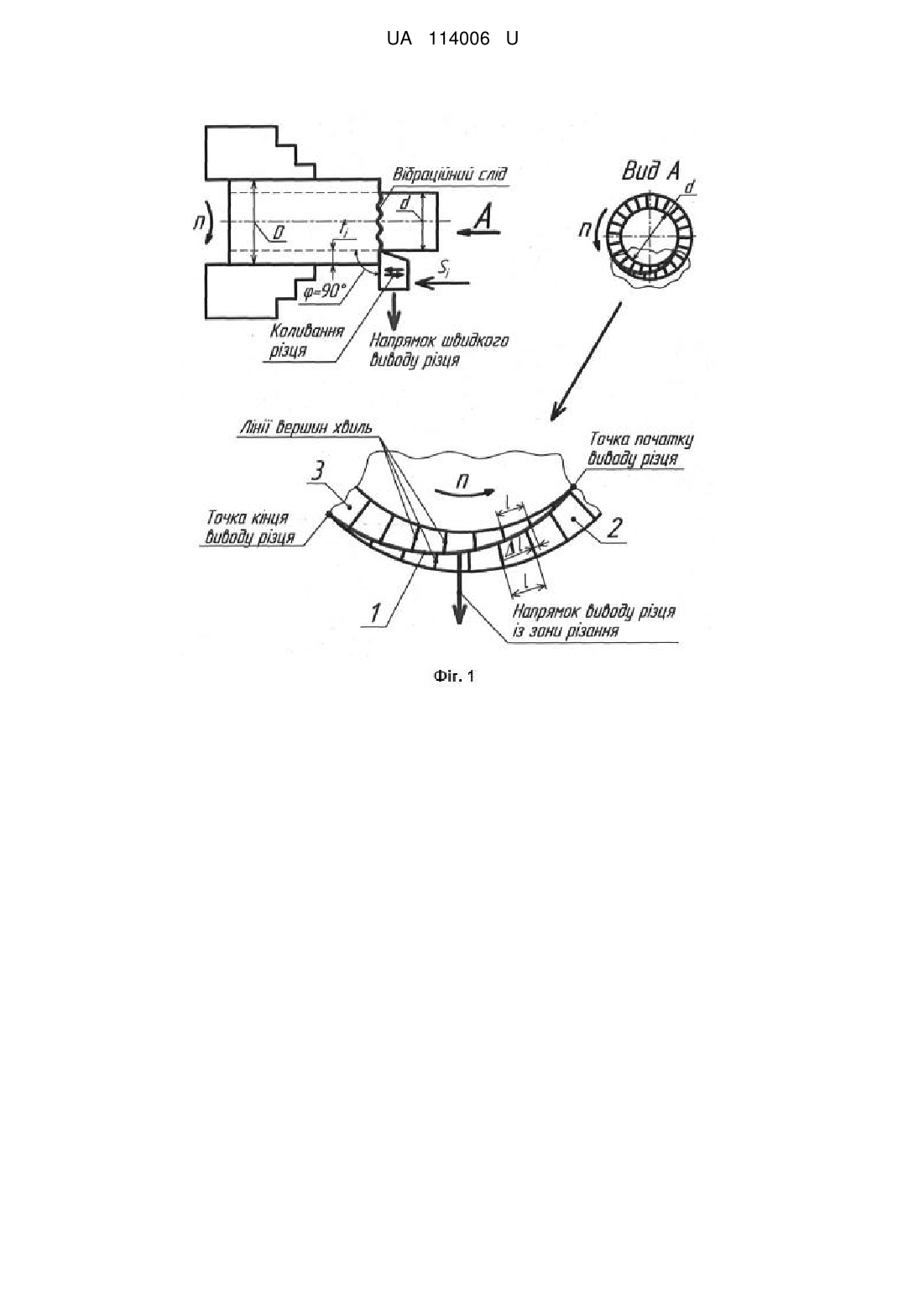
Реферат: Спосіб керування обробкою різанням, згідно з яким здійснюють процес різання із вибраними подачею на оберт S i та глибиною різання t i і вимірюють параметри обробки, з урахуванням яких регулюють режими обробки. Як параметр обробки, за яким корегують режими обробки, визначають зсув фаз регенеративних автоколивань на поверхні різання за формулою: l 360 , l а регулювання режимів обробки здійснюють шляхом змінення швидкості обертання шпинделя n при значеннях ψ≈180°. UA 114006 U (12) UA 114006 U UA 114006 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі операцій обробки металів різанням, конкретно стосується способу керування токарною обробкою з метою регулювання режимів різання, які дозволяють здійснювати процес зрізання металу, мінімізуючи негативний вплив виникнення регенеративних автоколивань. Відомий спосіб керування процесом обробки [1], що полягає у вимірюванні амплітуди та частоти віброакустичної емісії в ході токарної обробки. Недоліками даного способу є складність встановлення кореляційної залежності між амплітудою і частотою віброакустичної емісії та динамічними явищами, що супроводжують процес різання при токарній обробці. Його реалізація потребує застосування складного вимірювального обладнання та додаткової обробки вимірювального сигналу. Прототипом вибраний відомий спосіб керування обробкою різання [2], що полягає у вимірюванні шорсткості обробленої поверхні деталі та радіальної складової сили різання. Остання в умовах виникнення регенеративних автоколивань в повній мірі характеризує їх рівень, оскільки є частиною горизонтальної складової сили різання, що діє перпендикулярно поверхні різання. В сукупності з вимірюванням шорсткості даний спосіб керування надає максимально повну інформацію щодо стану обробки, якої достатньо для здійснення корективів режимів обробки. Недоліком даного способу є необхідність використання динамометрів із спеціальною конструкцією, що дозволяє вимірювати динамічну складову зміни радіальної складової сили різання в умовах виникнення регенеративних автоколивань. Додаткове вимірювання шорсткості обробленої поверхні суттєво збільшує час обробки результатів та отримання даних, за якими приймається рішення щодо корегування значень режимів обробки. В основу корисної моделі поставлено задачу розробки способу керування токарною обробкою в умовах виникнення регенеративних автоколивань, що дозволяє за максимально короткий час із високою ефективністю виконувати діагностику процесу точіння з метою визначення раціональних режимів обробки без використання складного вимірювального обладнання та визначення параметрів якості обробленої поверхні. Вирішення поставленої задачі досягається тим, що як параметр обробки, за яким корегують режими обробки, визначають зсув фаз регенеративних автоколивань на поверхні різання за формулою: l 360 , (1) l де l - довжина хвиль на поверхні різання, мм; l - довжина зсуву фаз між вершинами хвиль двох сусідніх обертів деталі, мм. Регулювання режимів обробки здійснюють шляхом змінення швидкості обертання шпинделя п в умовах, коли зсув фаз ψ≈180°. Використання зсуву фаз регенеративних автоколивань на поверхні різання як діагностичного параметра дозволяє без використання складного вимірювального обладнання за короткий час встановити необхідність зміни значень режимів обробки. Визначення даного параметра в ході токарної обробки здійснюється формуванням поверхні різання, на якій можливо діагностувати хвилі вібраційних переміщень різця при даному та попередньому обертах деталі. Регулювання режимів обробки за швидкістю обертання шпинделя n дозволяє без змінення параметрів перерізу зрізаного шару металу вести токарну обробку в умовах виникнення регенеративних автоколивань із мінімальною амплітудою. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - застосування зсуву фаз регенеративних автоколивань як діагностичного параметра, що вимірюється, дозволяє за мінімальний час визначати необхідність корегування режимів обробки без використання складного оптичного обладнання при точінні в умовах виникнення регенеративних автоколивань. Це забезпечує усій заявленій сукупності ознак відповідність критерію "новизна" та приводить до нових технічних результатів. Аналоги, які містять ознаки, що відрізняються від прототипу, не знайдені, рішення явним чином не випливає з рівня техніки. Ідея корисної моделі пояснюється на фігурах, де зображена схема отримання поверхні різання (Фіг. 1) з ділянками, що містять хвилі вібраційних переміщень при поточному та попередньому обертах деталі. Відомо, що гвинтова поверхня різання при токарній обробці формується в результаті поздовжнього переміщення супорта з різцем та обертального руху деталі [3]. В умовах виникнення регенеративних автоколивань формована поверхня різання містить сліди вібраційних переміщень різця або деталі в горизонтальному напрямку. В результаті при даному оберті деталі різання відбувається із зміною товщиною зрізаного шару за 1 UA 114006 U 5 10 15 20 25 30 35 40 45 50 55 60 рахунок хвиль на поверхні різання, що були сформовані при попередньому оберті деталі. Оскільки регенеративний ефект обумовлений неспівпадінням хвиль на поверхні різання при даному та попередньому обертах деталі, наявний зсув фаз регенеративних автоколивань на поверхні різання є безпосереднім діагностичним параметром збудження вібрацій. Для діагностування останнього при поздовжньому точінні, не зупиняючи обертального руху деталі та поздовжнього переміщення супорта з різцем, останній виймається із зони обробки в радіальному напрямку (Фіг. 1). В результаті формується спіральний слід вершини різця на поверхні різання 1, що ділить останню на дві ділянки, які містять хвилі, що відповідають даному 2 та попередньому 3 оберту деталі. Таким чином, фактичне значення зсуву фаз регенеративних автоколивань при точінні визначається за формулою (1). Проведені експериментальні дослідження показують [4], що максимальна амплітуда регенеративних автоколивань супроводжується зсувом фаз, значення якого дорівнює 180°, що є небезпечною ситуацією при механічній обробці, яку слід уникати. Таким чином, в умовах точіння, коли спостерігається даний зсув фаз, приймається рішення щодо змінення вибраної швидкості обертання шпинделя n. В прикладі реалізації наведено визначення зсуву фаз регенеративних автоколивань при точінні на токарному верстаті 16К20. Для цього в різцетримачі встановлювали пристрій для дослідження фізики явища автоколивань при токарній обробці [5]. В патроні закріплювали циліндричну заготовку розмірами L=130 мм, D=105 мм, що виконано з матеріалу Сталь 45 (НВ170). Різання проведено в умовах виникнення автоколивань: глибина різання t=2 мм, подача на оберт SО=0,15 мм/об із наступними значеннями частоти обертання шпинделя з заготовкою, що відповідають умові виникнення регенеративних автоколивань: n1=400 об/хв., n2=630 об/хв. Відповідно швидкість різання складала: V1=133 м/хв., V2=216м/xв. При виконанні досліджень використовували різальну пластину з наступною геометрією: передній кут γ = 0°, головний задній кут α = 8°, головний кут в плані φ = 90°, допоміжний кут в плані φ 1=7°, радіус при вершині r=0,2 мм, кут нахилу різальної кромки λ = 0°, величина фаски зносу по задній поверхні f=0,2 мм, матеріал пластини Т5К10. Датчики пристрою було підключено до персональної ЕОМ через аналого-цифровий перетворювач мод. Е-140. Дослідження починали із завантаження програми LGraph2.34 на ЕОМ, що дозволяє працювати із зазначеним АЦП. Після включення режиму запису верстат включали на обробку і проводили повздовжнє точіння заготовки, в ході якого супорт із встановленим пристроєм за рахунок ручної подачі в радіальному напрямку із максимальною швидкістю відводили із зони обробки. Після цього зупиняли всі робочі рухи верстата і в зазначеній програмі зберігали записані осцилограми у бінарному файлі, який далі піддавався математичній обробці за допомогою відповідного програмного забезпечення (наприклад: GNU Octave, MathLAB). 3 цією метою складали програму обробки на відповідній мові програмування, що виконувала завантаження бінарного файлу, перегляд записаних осцилограм та обчислення амплітуди автоколивань різця у вертикальному напрямку А. Також після виключення верстата здійснювали фотографування поверхні різання з використанням фотоапарата Canon PowerShot A3 000 IS та проводили визначення довжини хвиль l та довжини зсуву фаз Δl між вершинами хвиль двох сусідніх обертів деталі за допомого програмного забезпечення MS Paint, за якими обчислювали значення зсуву фаз ψ за формулою (1) для кожної частоти обертання шпинделя (n1, n2). За отриманими даними виявили: 1) при обробці з частотою обертання шпинделя n1=400 об/хв., при якій рівень вібрацій максимальний, амплітуда регенеративних автоколивань різця в вертикальному напрямку складала А=0,216 мм, а зсув фаз регенеративних автоколивань на поверхні різання ψ=180°. 2) при обробці з частотою обертання шпинделя n2=630 об/хв., амплітуда регенеративних автоколивань складала А = 0,133 мм, а зсув фаз регенеративних автоколивань на поверхні різання ψ=110°, що визначає даний режим обробки більш раціональним. Таким чином, зсув фаз регенеративних автоколивань є надійним діагностичним параметром, який можна використовувати для вибору раціональних режимів обробки. Виходячи з вищесказаного можна зробити висновок, що технічне рішення, яке заявляється, задовольняє критерію "Промислове застосування". Джерела інформації: 1. Патент № 44267 Україна, МКВ В 23В 1/00. Спосіб автоматичного керування процесом обробки / С.П. Вислоух, О.В. Катрук, М.В. Юр'єв; заявл. - 30.04.2009, опубл. - 25.09.2009, Бюл. № 18, 2009 2 с. 2. Патент № 51007 Україна, МКВ В 23В 1/00. Спосіб керування обробкою різанням /М.В. Новіков, С.А. Клименко, М.Ю. Копєйкіна, О.С. Мановицький, А.С. Манохін, Ю.О. Мельнийчук; заявл. - 29.01.2010, опубл. - 25.06.2010, Бюл. № 12, 2010 -5 с. 2 UA 114006 U 5 10 3. Мазур Н.П. Основы теории резания материалов /Мазур Н.П., Внуков Ю.Н., Грабченко А.И., Доброскок В.Л., Залога В.А., Новоселов Ю.К., Якубов Ф.Я. //Учебные пособия: Учебник НТУ "ХПИ", 2013. 4. Кучугуров М.В. Способ определения сдвига фаз волн на поверхности резания ψ при точении /М.В. Кучугуров, Ю.Н. Внуков, С.И. Дядя //Процеси механічної обробки в машинобудуванні: Збірник наукових праць - Житомир: ЖДТУ. - 2013. - Вип. 14. -с. 93-100. 5. Внуков Ю.Н. Устройство для исследования физики явления автоколебаний при токарной обработке /Ю.Н. Внуков, С.И. Дядя, М.В. Кучугуров, Э.В. Кондратюк //Інформаційні технології в освіті, науці та виробництві: збірник наукових праць - Одеса: Наука і техніка. - 2014. - Вип. 2(7). с. 38-48. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб керування обробкою різанням, згідно з яким здійснюють процес різання із вибраними подачею на оберт S i та глибиною різання t i і вимірюють параметри обробки, з урахуванням яких регулюють режими обробки, який відрізняється тим, що як параметр обробки, за яким корегують режими обробки, визначають зсув фаз регенеративних автоколивань на поверхні різання за формулою: l 360 , l де l - довжина хвиль на поверхні різання, мм; l - довжина зсуву фаз між вершинами хвиль двох сусідніх обертів деталі, мм, а регулювання режимів обробки здійснюють шляхом змінення швидкості обертання шпинделя n при значеннях 180 . 3 UA 114006 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 1/00
Мітки: автоколивань, спосіб, керування, виникнення, обробкою, регенеративних, умовах, різанням
Код посилання
<a href="https://ua.patents.su/6-114006-sposib-keruvannya-obrobkoyu-rizannyam-v-umovakh-viniknennya-regenerativnikh-avtokolivan.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування обробкою різанням в умовах виникнення регенеративних автоколивань</a>
Спосіб керування обробкою різанням
Номер патенту: 51007
Опубліковано: 25.06.2010
Автори: Мельнійчук Юрій Олексійович, Клименко Сергій Анатолійович, Манохін Андрій Сергійович, Мановицький Олександр Степанович, Копєйкіна Марина Юріївна, Новіков Микола Васильович
МПК: B23B 1/00
Мітки: керування, обробкою, спосіб, різанням
Формула / Реферат:
1. Спосіб керування обробкою різанням, згідно з яким здійснюють процес різання із вибраними подачею на оберт та глибиною різання і вимірюють параметри обробки, з урахуванням яких регулюють режими обробки, який відрізняється тим, що як параметри обробки вимірюють шорсткість обробленої поверхні
Спосіб обробки різанням з пригніченням автоколивань
Номер патенту: 105920
Опубліковано: 11.04.2016
Автори: Дядя Сергій Іванович, Зубарєв Андрій Євгенійович, Внуков Юрій Миколайович, Кучугуров Марк Валерійович
МПК: B23Q 15/08
Мітки: різанням, спосіб, автоколивань, обробки, пригніченням
Формула / Реферат:
Спосіб обробки різанням з пригніченням автоколивань, що включає змінення частоти обертання заготовки, який відрізняється тим, що частоту обертання заготовки змінюють за стохастичним законом.
Спосіб керування технологічним процесом обробки різанням
Номер патенту: 110327
Опубліковано: 10.10.2016
Автори: Шевченко Вадим Володимирович, Симута Микола Олександрович, Літвінов Сергій Ігорович
МПК: B23Q 15/12
Мітки: технологічним, різанням, процесом, керування, обробки, спосіб
Формула / Реферат:
Спосіб керування технологічним процесом обробки різанням, що включає вимірювання значеннями сили різання та температури в зоні обробки, розрахунок по їх значеннях енергетичного критерію, за зміною якого коректують режими обробки, який відрізняється тим, що додатково враховують зміну сили різання за часом, вимірюють вібрації, що супроводжують процес обробки, та враховують їх зміну за часом, при розрахунку енергетичного критерію.
Спосіб досліджування оброблюваності матеріалів різанням
Номер патенту: 67679
Опубліковано: 15.06.2004
Автори: Засименко Оксана Вячеславівна, Пилипенко Анжела Михайлівна, Вислоух Сергій Петрович
МПК: B23Q 15/00
Мітки: матеріалів, досліджування, оброблюваності, різанням, спосіб
Формула / Реферат:
Спосіб досліджування оброблюваності матеріалів різанням, який полягає у встановленні значень критеріїв оптимальності продуктивності і собівартості шляхом виміру в сформованих часових інтервалах в процесі різання температури і вібрації, визначення ступеня зносу, який відрізняється тим, що проводять короткочасні експериментальні досліди в довільних умовах тільки над досліджуваним зразком матеріалу, реєструють в сформованих часових інтервалах...
Спосіб автоматичного керування процесом обробки
Номер патенту: 44267
Опубліковано: 25.09.2009
Автори: Юр'єв Максим Віталійович, Вислоух Сергій Петрович, Катрук Орест Вікторович
МПК: B23B 1/00
Мітки: спосіб, керування, обробки, автоматичного, процесом
Формула / Реферат:
Спосіб автоматичного керування процесом обробки, який полягає в тому, що проводять вимірювання вхідних та вихідних прямих і непрямих параметрів процесу обробки і на підставі аналізу результатів визначають залежності параметрів якості поверхні від режимів обробки і на їх основі корегують швидкість або подачу різання, який відрізняється тим, що як непрямий параметр контролю процесу обробки, який відповідає заданим параметрам якості обробленої...
Попередній патент: Спосіб візуального визначення антирахітної біологічної дози ультрафіолетового випромінювання
Наступний патент: Спосіб визначення коефіцієнта усадки стружки при точінні в умовах виникнення автоколивань
Випадковий патент: Пуансон для пробиття отворів