Пуансон для пробиття отворів
Номер патенту: 589
Опубліковано: 16.10.2000
Автори: Шевченко Тарас Анатолійович, Діамантопуло Костянтин Костянтинович
Формула / Реферат
Пуансон для пробиття отворів, що містить опорну, кріпильну та робочу частини, який відрізняється тим, що в торці його робочої частини виконано центровий отвір із змінним діаметром по глибині отвору, причому відношення найбільшого діаметра отвору до діаметра пуансона знаходиться із співвідношення:
де
dотв - найбільший діаметр центрового отвору, мм;
d - діаметр пуансона, мм;
S - товщина заготівки, мм;
φ - коефіцієнт, який залежить від матеріалу заготівки.
Текст
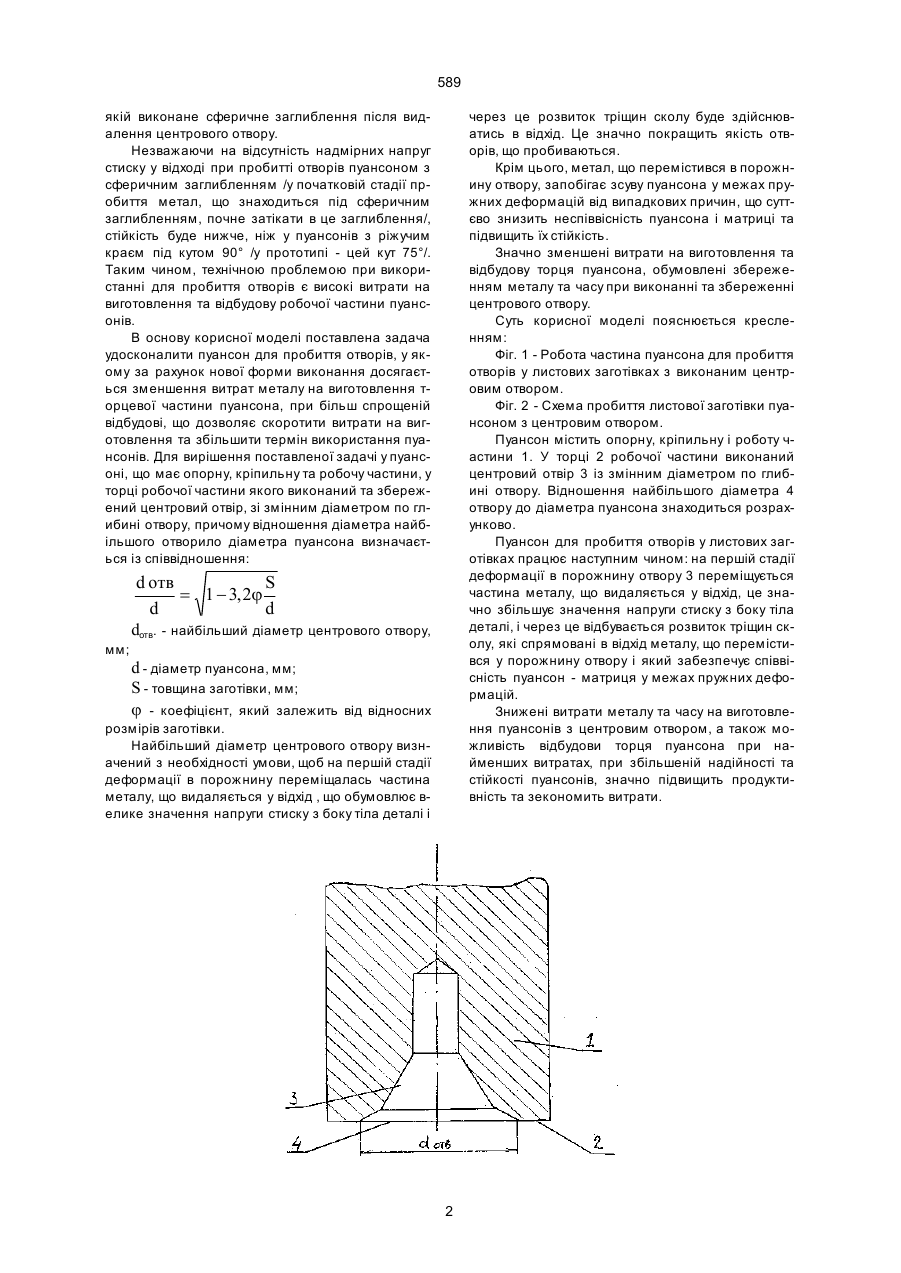
Пуансон для пробиття отворів, що містить опорну, кріпильну та робочу частини, який відрізняється тим, що в торці його робочої частини виконано центровий отвір із змінним діаметром по глибині отвору, причому відношення найбільшого діаметра отвору до діаметра пуансона знаходиться із співвідношення: Корисна модель відноситься до обробки металів тиском, і окремо, удосконалює конструкції пуансонів для пробиття отворів у листових заготівках. Відомі конструкції пуансонів для пробиття отворів діаметрів від 24 до 52 мм по ДСТ 16625-80, а також пуансони круглі з збільшеним посадочним діаметром по ДСТ 16623-80. Відомі пуансони характеризуються підвищеними витратами на їх виготовлення, обумовлені шліфуванням торця пуансонів до 0,4 мкм по параметру Ра. Низька шорсткість торця пуансонів сприяє при інших рівних умовах, збільшенню пересування матеріалу заготівки у зоні пластичної деформації відносно торця пуансона. Це призводить до прискорювального зношення торця пуансона. З наближенням діаметра отвору, що пробивається, до товщини заготівки, тобто з збільшенням напруги стискання при пробитті, збільшується пружність згинання пуансона, приводить до порушення співвісності пуансон-матриця та збільшення нерівномірності зазору між ріжучими краями. Крім цього, відомі пуансони для пробиття отворів відносно малого діаметру у металі товщиною більше 4 мм, які рекомендуються виготовляти з кутом різання a - 110°, що значно підвищує їх стійкість / Скворцов Г,Д. Основы конструирования штампов для холодной листовой штамповки. Кон струкции и расчеты М.: Машиностроение, 1972.359 с./. Однак при цьому загострення ріжучої частини значно ускладнюється. Для пробиття отворів відносно більших діаметрів у товстих матеріалах рекомендуються пуансони з загостреним торцем по ДСТ 16624-80, оскільки при цьому запобігається зсув пуансона в початковий момент контакту з матеріалом , що штампується. При цьому надмірна додаткова напруга стиску, що викликана дією центруючого конусу, веде до утворення тріщини сколу на тілі деталі y площині розділу. Це підвищує небезпеку отримання деталі з неякісною тріщинуватістю поверхні пробитих отворів. Крім цього, аналогам властиві такі вади: істотно ускладнюється відбудова ріжучих країв через складність торцевих поверхонь, відносно високі витрати на виконання торцевої частини пуансона, в зв’язку з необхідністю видаляти центрові отвори і наступним виготовленням торцевої частини пуансонів. З тією ж метою рекомендується пуансон, що має опору, кріпильну та робочу частини, у торці робочої частини якого виконане сферичне заглиблення / Михаленко Ф.П. Стойкость разделительных штампов.-М.: Машиностроение, 1976.- 208 с. прототип/. У відомому пуансоні вадами є проблематична відбудова торця робочої частини пуансона, на d отв S = 1 - 3, 2j d d де d отв - найбільший діаметр центрового отвору, мм; d - діаметр пуансона, мм; S - товшина заготівки, мм; j (19) UA (11) 589 (13) U - коефіцієнт, який залежить від матеріалу заготівки. 589 якій виконане сферичне заглиблення після видалення центрового отвору. Незважаючи на відсутність надмірних напруг стиску у відході при пробитті отворів пуансоном з сферичним заглибленням /у початковій стадії пробиття метал, що знаходиться під сферичним заглибленням, почне затікати в це заглиблення/, стійкість буде нижче, ніж у пуансонів з ріжучим краєм під кутом 90° /у прототипі - цей кут 75°/. Таким чином, технічною проблемою при використанні для пробиття отворів є високі витрати на виготовлення та відбудову робочої частини пуансонів. В основу корисної моделі поставлена задача удосконалити пуансон для пробиття отворів, у якому за рахунок нової форми виконання досягається зменшення витрат металу на виготовлення торцевої частини пуансона, при більш спрощеній відбудові, що дозволяє скоротити витрати на виготовлення та збільшити термін використання пуансонів. Для вирішення поставленої задачі у пуансоні, що має опорну, кріпильну та робочу частини, у торці робочої частини якого виконаний та збережений центровий отвір, зі змінним діаметром по глибині отвору, причому відношення діаметра найбільшого отворило діаметра пуансона визначається із співвідношення: через це розвиток тріщин сколу буде здійснюватись в відхід. Це значно покращить якість отворів, що пробиваються. Крім цього, метал, що перемістився в порожнину отвору, запобігає зсуву пуансона у межах пружних деформацій від випадкових причин, що суттєво знизить неспіввісність пуансона і матриці та підвищить їх стійкість. Значно зменшені витрати на виготовлення та відбудову торця пуансона, обумовлені збереженням металу та часу при виконанні та збереженні центрового отвору. Суть корисної моделі пояснюється кресленням: Фіг. 1 - Робота частина пуансона для пробиття отворів у листових заготівках з виконаним центровим отвором. Фіг. 2 - Схема пробиття листової заготівки пуансоном з центровим отвором. Пуансон містить опорну, кріпильну і роботу частини 1. У торці 2 робочої чacтини виконаний центровий отвір 3 із змінним діаметром по глибині отвору. Відношення найбільшого діаметра 4 отвору до діаметра пуансона знаходиться розрахунково. Пуансон для пробиття отворів у листових заготівках працює наступним чином: на першій стадії деформації в порожнину отвору 3 переміщується частина металу, що видаляється у відхід, це значно збільшує значення напруги стиску з боку тіла деталі, і через це відбувається розвиток тріщин сколу, які спрямовані в відхід металу, що перемістився у порожнину отвору і який забезпечує співвісність пуансон - матриця у межах пружних деформацій. Знижені витрати металу та часу на виготовлення пуансонів з центровим отвором, а також можливість відбудови торця пуансона при найменших витратах, при збільшеній надійності та стійкості пуансонів, значно підвищить продуктивність та зекономить витрати. d отв S = 1 - 3, 2j d d dотв. - найбільший діаметр центрового отвору, мм; d - діаметр пуансона, мм; S - товщина заготівки, мм; j - коефіцієнт, який залежить від відносних розмірів заготівки. Найбільший діаметр центрового отвору визначений з необхідності умови, щоб на першій стадії деформації в порожнину переміщалась частина металу, що видаляється у відхід , що обумовлює велике значення напруги стиску з боку тіла деталі і 2 589 Фіг.1 Фіг. 2 ____________________________________________ ДП “Український інститут промислової власності” (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ 3 589 УкрІНТЕІ Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюPunch for penetration of openings
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Shevchenko Taras Anatoliiovych
Назва патенту російськоюПуансон для пробивания отверстий
Автори російськоюДиамантопуло Константин Константинович, Шевченко Тарас Анатольевич
МПК / Мітки
МПК: B21D 28/34
Мітки: отворів, пуансон, пробиття
Код посилання
<a href="https://ua.patents.su/4-589-puanson-dlya-probittya-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Пуансон для пробиття отворів</a>
Пуансон прес-форми для лиття під тиском алюмінієвих деталей
Номер патенту: 12855
Опубліковано: 28.02.1997
Автори: Абрамов Віктор Валеріанович, Кузнєцов Сергій Вікторович
МПК: B22D 17/22
Мітки: деталей, алюмінієвих, лиття, тиском, прес-форми, пуансон
Формула / Реферат:
(57) Пуансон пресс-формы для литья под давлением алюминиевых деталей, содержащий рабочую и вспомогательную поверхности, отличающийся тем, что на нем на расстоянии от торцевой части рабочей поверхности, составляющем 0,29-0,3 внешнего радиуса пуансона, выполнена кольцевая выточка с шириной 0,05-0,1 и глубиной 0,15-0,2 от внешнего радиуса пуансона.
Штамп для відбортовки отворів в листових заготовках
Номер патенту: 12697
Опубліковано: 28.02.1997
Автори: Шумейко Дмитрій Іванович, Шумейко Андрій Дмитрович, Шумейко Павло Дмитрович
МПК: B21D 35/00, B21D 28/24
Мітки: листових, заготовках, відбортовки, отворів, штамп
Текст:
...ыс и ть и н тенс ив нос ть рас тяж ения материала в рад иальном направлении, что обеспечивает увеличение ко- 30 э ффициента вытяжки. На чертеже показан ш тамп в исход ном и рабочем положениях . Штамп с од ержит верх нюю плиту 1, пуансон-матрицу 2 со с тупенями пробивки 3, отбортовки 4 и выс ту - 35 по м 5, п р иж им 6. Н а ни ж н юю п л и ту 7 штампа опирается отборточная матрица 8 и опорная плита 9. В отбортовочной матрице 8 установлен...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: порожнин, отворів, електричною, дугою, спосіб, обробки, розмірної
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Пристрій для пробивки отворів в стінках порожнистих виробів
Номер патенту: 11151
Опубліковано: 25.12.1996
Автор: Афанасієв Микола Миколайович
МПК: B21D 28/24
Мітки: отворів, пробивки, порожнистих, пристрій, стінках, виробів
Формула / Реферат:
(57) Устройство для пробивки отверстий в стенках полых изделий, содержащее на неподвижной нижней плите опору для установки изделия, упоры, ограничивающие его положение, матрицу, стойку, рычаг, шарнир-но связанный одним концом со стойкой и несущий на другом конце пуансон, а такжесодержащее деталь, связывающую рычаг с подвижной верхней частью и шарнирно связанную с ней, и элементы направления рычага, отличающееся тем, что деталь, связывающая...
Пристрій для пробивання отворів в порожнистих деталях
Номер патенту: 2544
Опубліковано: 26.12.1994
Автор: Мішин Володимир Васильович
МПК: B21D 26/08, B21D 28/24
Мітки: порожнистих, отворів, пристрій, деталях, пробивання
Формула / Реферат:
Устройство для пробивки отверстий в полых деталях, содержащее пуансонодержатель с радиальным сквозным каналом, свободно установленные в пуансонодержателе пуансоны, один из которых размещен в канале пуансонодержателя, и средства перемещения пуансонов в виде порохового заряда, отличающееся тем, что пуансонодержатель выполнен в виде подвижной детали, размещенной а требуемом месте заготовки, и в нем выполнен дополнительный сквозной канал, другой...
Попередній патент: Спосіб діагностики радіаційних ушкоджень кісткової тканини при місцевих променевих ураженнях
Наступний патент: Контактна вставка для струмознімача тролейбуса
Випадковий патент: Елемент насадки масообмінного апарата