Спосіб обробки різанням з пригніченням автоколивань
Номер патенту: 105920
Опубліковано: 11.04.2016
Автори: Дядя Сергій Іванович, Кучугуров Марк Валерійович, Зубарєв Андрій Євгенійович, Внуков Юрій Миколайович

Формула / Реферат
Спосіб обробки різанням з пригніченням автоколивань, що включає змінення частоти обертання заготовки, який відрізняється тим, що частоту обертання заготовки змінюють за стохастичним законом.
Текст
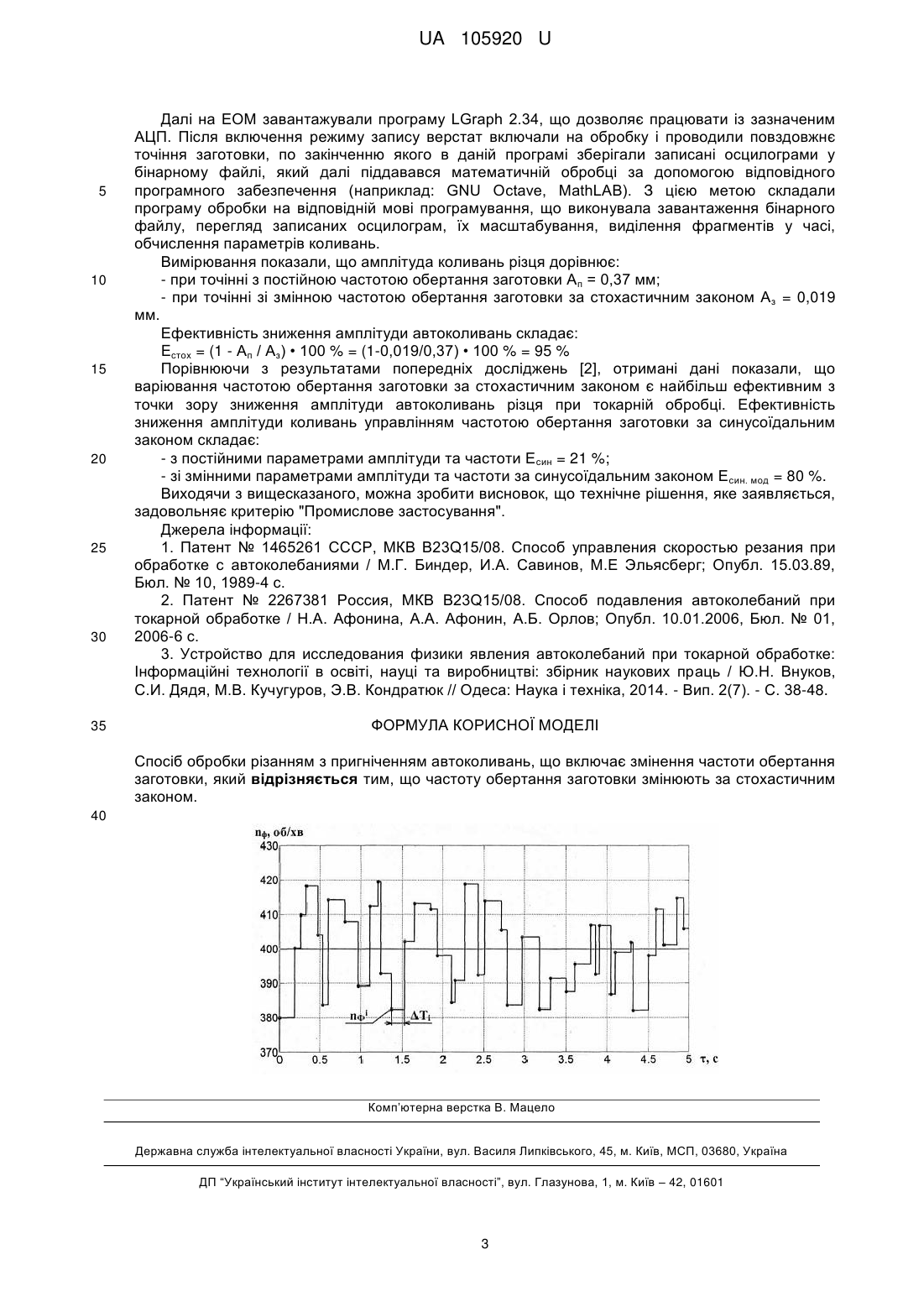
Реферат: Спосіб обробки різанням з пригніченням автоколивань включає змінення частоти обертання заготовки. Частоту обертання заготовки змінюють за стохастичним законом. UA 105920 U (12) UA 105920 U UA 105920 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі операцій обробки металів різанням, конкретно стосується способу управління фактичною частотою обертання заготовки, що дозволяє значно знизити амплітуду автоколивань при токарній обробці за рахунок впливу змінною швидкістю різання на механізм регенерації. Відомий спосіб управління швидкістю різання при обробці з автоколиваннями [1], що полягає у зміненні фактичної частоти обертання заготовки відносно середнього значення із заданими періодом та амплітудою. Величини останніх вибираються в залежності від необхідного рівня зниження автоколивань, обумовленого якістю обробки, стійкістю інструмента та подрібненістю стружки. Недоліком даного способу управління є низька ефективність через: 1) змінення величини фактичної частоти обертання не завжди призводить до зниження амплітуди вібрацій; 2) через інтервал часу (Т А) відбувається адаптація процесу різання до нових умов обробки і зростання амплітуди автоколивань, що обумовлює необхідність періодичної зміни частоти обертання заготовки; 3) величина періоду (ТА) залежить від великої кількості параметрів обробки (режими різання, матеріал деталі, параметри інструменту, статичні і динамічні характеристики елементів системи верстат-пристосування-інструмент-деталь), тому для її визначення для даних умов різання необхідні додаткові дослідження. Прототипом вибраний відомий спосіб обробки різанням при токарній обробці [2], у якому пригнічення автоколивань здійснюється за рахунок змінення фактичної частоти обертання заготовки за синусоїдальним законом. Максимальне зниження амплітуди автоколивань досягається завданням частоти та амплітуди варіювання частоти обертання заготовки, які також змінюються у часі за гармонійним законом (амплітудно-частотна модуляція). Така форма керуючого сигналу дозволяє ефективно впливати на механізм регенерації, що руйнується в умовах постійного змінення швидкості різання за рахунок непостійності зсуву фаз між траєкторіями руху різця по поверхні різання при двох послідовних обертах деталі. Недоліком даного способу обробки є неможливість повного пригнічення автоколивань. Висока стійкість системи "процес різання - пружна система" обумовлює її адаптацію до зміни швидкості різання за синусоїдальним законом. Синусоїдальний закон управління частотою обертання заготовки надає малий стохастичний вплив на зону обробки та лише пригнічує а не руйнує регенеративний ефект. В основу корисної моделі поставлено задачу розробки способу обробки різанням, при якому управління швидкістю головного руху токарного верстата дозволяє максимально ефективно знижувати амплітуду автоколивань. Вирішення поставленої задачі досягається тим, що обробка різанням при точінні здійснюється в умовах управління фактичною частотою обертання заготовки у часі за стохастичним законом. Різання в умовах змінної швидкості різання запобігає утворенню стабільного зсуву фаз на поверхні різання для двох послідовних обертах заготовки, що є основним механізмом збудження автоколивань при токарній обробці. Використання стохастичного закону управління фактичною частотою обертання заготовки дозволяє максимально ефективно знижувати амплітуду автоколивань при точінні руйнуванням механізму регенерації через випадковість зміни швидкості різання, що робить неможливим утворення стабільного зсуву фаз за рахунок випадковості довжин хвиль на поверхні різання. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - застосування стохастичного закону управління фактичною частотою обертання заготовки дозволило створити високоефективний спосіб обробки точінням із максимальним зниженням амплітуди автоколивань. Це забезпечує усій заявленій сукупності ознак відповідність критерію "новизна" та приводить до нових технічних результатів. Аналоги, які містять ознаки, що відрізняються від прототипу, не знайдені, рішення явним чином не випливає з рівня техніки. Виходячи з вищевикладеного, можна зробити висновок, що запропоноване технічне рішення задовольняє критерію "Винахідницький рівень". Ідея корисної моделі пояснюється на кресленні, де зображено графік зміни частоти обертання заготовки (nФ) від часу за стохастичним законом (креслення). Кожне поточне і значення (nФ ) обчислюється з використанням генерації випадкового числа, що програмується в системі ЧПК токарного верстата на обробку протягом часу ΔT і, яке також обчислюється за допомогою додаткового генератора випадкових чисел. Даний спосіб управління включає k розрахунок двох послідовностей значень фактичної частоти обертання заготовки {nФ } та 1 UA 105920 U 5 10 15 20 25 30 35 40 45 50 55 60 відповідного часу обробки {ΔТ k}, у відповідності до яких організовується управління приводом головного руху токарного верстата. В прикладі реалізації наведено дослідження впливу зазначеного закону управління частотою обертання заготовки на ефективність зниження автоколивань при точінні на токарному верстаті SBL500 TRENS. Для цього в револьверній головці встановлювали пристрій для дослідження фізики явища автоколивань при токарній обробці [3], що дозволяє вимірювати амплітуду коливань різця. В патроні закріплювали циліндричну заготовку розмірами L=130 мм, D=100 мм, що виконано з матеріалу Сталь 45 (НВ170). Верстат програмувався на повздовжнє точіння з постійною та змінною у часі частотою обертання заготовки за стохастичним законом k обчисленням послідовностей параметрів {nФ } та {ΔТk} через розрахунок відповідних числових k k послідовностей {Xn } {ХT } за допомогою рівнянь Лемера Д.Х. Для цього задавались наступні вихідні дані: - nном = 400 об/хв. - номінальна частота обертання заготовки (середнє значення); - А = 5 % - максимальна амплітуда відхилення фактичної частоти обертання n Ф від середнього значення nном, що виражається формулою: А = Δn/nном • 100, % де Δn=20 об/хв. - абсолютне відхилення фактичної частоти обертання заготовки nФ від номінального значення nном; - ΔТmin=0,02 с - мінімальне значення періоду обробки ΔT і із заданою частотою обертання заготовки; - ΔTTOL=0,1 с - інтервал зміни періоду ΔTі за стохастичним законом; - Т = 0 с - лічильник часу одного періоду ΔT і; - ТΣ = 0 с - лічильник часу роботи верстата; - TLIM=30 с - заданий час роботи верстата; - τ = 0,004 с - величина часу інтерполяційного циклу системи ЧПК верстата; - і = 1 - індекс числової послідовності; i 1 k - Хn (Хn ) - перше число послідовності випадкових чисел {X n }; i 1 k - ХT (ХT ) - перше число послідовності випадкових чисел {ХT }; n n n - а =16807; с =0, m =2147483647 - константи рівняння Лемера Д.Х. для обчислення k послідовності {Xn }; T T T - а =16807; с =0, m =2147483647 - константи рівняння Лемера Д.Х. для обчислення k послідовності {ХT }. Початкове значення інтервалу ΔT1 встановлювали рівним ΔТmin. Далі обчислення k послідовностей {nФ }, {ΔТk} починали з оновлення лічильників часу Т, Т Σ. Якщо загальний час Т Σ не перевищував заданої межі TLIM, робота продовжувалась. Наступним перевірявся лічильник часу Т з поточним значенням ΔTі. Якщо виконувалась умова Т < ΔTі, обчислення продовжували з місця оновлення лічильників Т, ТΣ, інакше виконували наступні дії: - збільшення індексу числової послідовності на 1 (і = і + 1); - обнуління лічильника часу Т = 0; k - розрахунок наступного випадкового числа послідовності {X n }: i n i-1 n n Хn = (а • Хn + с ) mod m - обчислення наступного значення фактичної частоти обертання заготовки: i i n nф =nном + nном • А/100 • (2 • Хn / m -1), об/хв. k - розрахунок наступного випадкового числа послідовності {ХT }: i T i-1 T T XT = (а • ХT + с ) mod m - обчислення величини наступного періоду часу ΔT і: i T ΔTі = ΔТmin + ΔTTOL • XT / m Подальші обчислення продовжували з місця оновлення лічильників Т, Т Σ. Дані математичні розрахунки програмувались у системі ЧПК токарного верстата, для чого була написана відповідна управляюча програма, що дозволила отримати стохастичну залежність фактичної частоти обертання заготовки у часі (креслення). 1 1 Параметри Хn , ХT обчислювались автоматично системою ЧПК на основі системних змінних поточної дати та лічильнику часу. Різання проведено в умовах виникнення автоколивань: глибина різання t=1,5 мм, подача на оберт SO=0,15 мм/об, діаметр обробки D=94,9 мм; номінальна швидкість різання V=120 м/хв. При виконанні досліджень використовували різальну пластину з наступними параметрами: передній кут γ = -8°, головний задній кут α = 8°, головний кут в плані φ = 90°, допоміжний кут в плані φ1=7°, радіус при вершині r=0,2 мм, кут нахилу різальної кромки λ = +8°, величина фаски зносу по задній поверхні f=0,2 мм, матеріал пластини Т5К10. Датчики пристрою було підключено до персональної ЕОМ через аналого-цифровий перетворювач мод. Е-140. 2 UA 105920 U 5 10 15 20 25 30 35 Далі на ЕОМ завантажували програму LGraph 2.34, що дозволяє працювати із зазначеним АЦП. Після включення режиму запису верстат включали на обробку і проводили повздовжнє точіння заготовки, по закінченню якого в даній програмізберігали записані осцилограми у бінарному файлі, який далі піддавався математичній обробці за допомогою відповідного програмного забезпечення (наприклад: GNU Octave, MathLAB). З цією метою складали програму обробки на відповідній мові програмування, що виконувала завантаження бінарного файлу, перегляд записаних осцилограм, їх масштабування, виділення фрагментів у часі, обчислення параметрів коливань. Вимірювання показали, що амплітуда коливань різця дорівнює: - при точінні з постійною частотою обертання заготовки А п = 0,37 мм; - при точінні зі змінною частотою обертання заготовки за стохастичним законом А з = 0,019 мм. Ефективність зниження амплітуди автоколивань складає: Eстох = (1 - Ап / Аз) • 100 % = (1-0,019/0,37) • 100 % = 95 % Порівнюючи з результатами попередніх досліджень [2], отримані дані показали, що варіювання частотою обертання заготовки за стохастичним законом є найбільш ефективним з точки зору зниження амплітуди автоколивань різця при токарній обробці. Ефективність зниження амплітуди коливань управлінням частотою обертання заготовки за синусоїдальним законом складає: - з постійними параметрами амплітуди та частоти Есин = 21 %; - зі змінними параметрами амплітуди та частоти за синусоїдальним законом Е син. мод = 80 %. Виходячи з вищесказаного, можна зробити висновок, що технічне рішення, яке заявляється, задовольняє критерію "Промислове застосування". Джерела інформації: 1. Патент № 1465261 СССР, МКВ В23Q15/08. Способ управления скоростью резания при обработке с автоколебаниями / М.Г. Биндер, И.А. Савинов, М.Е Эльясберг; Опубл. 15.03.89, Бюл. № 10, 1989-4 с. 2. Патент № 2267381 Россия, МКВ В23Q15/08. Способ подавления автоколебаний при токарной обработке / Н.А. Афонина, А.А. Афонин, А.Б. Орлов; Опубл. 10.01.2006, Бюл. № 01, 2006-6 с. 3. Устройство для исследования физики явления автоколебаний при токарной обработке: Інформаційні технології в освіті, науці та виробництві: збірник наукових праць / Ю.Н. Внуков, С.И. Дядя, М.В. Кучугуров, Э.В. Кондратюк // Одеса: Наука і техніка, 2014. - Вип. 2(7). - С. 38-48. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб обробки різанням з пригніченням автоколивань, що включає змінення частоти обертання заготовки, який відрізняється тим, що частоту обертання заготовки змінюють за стохастичним законом. 40 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cutting with vibration suppression
Автори англійськоюVnukov Yurii Mykolaiovych, Diadia Serhii Ivanovych, Kuchuhurov Mark Valeriiovych, Zubariev Andrii Yevheniiovych
Назва патенту російськоюСпособ обработки резанием с подавлением автоколебаний
Автори російськоюВнуков Юрий Николаевич, Дядя Сергей Иванович, Кучугуров Марк Валерьевич, Зубарев Андрей Евгеньевич
МПК / Мітки
МПК: B23Q 15/08
Мітки: пригніченням, різанням, автоколивань, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/5-105920-sposib-obrobki-rizannyam-z-prignichennyam-avtokolivan.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки різанням з пригніченням автоколивань</a>
Спосіб обробки різанням
Номер патенту: 49315
Опубліковано: 26.04.2010
Автори: Пестунов Володимир Михайлович, Ковришкін Микола Олександрович
МПК: B23B 1/00
Мітки: різанням, спосіб, обробки
Формула / Реферат:
Спосіб обробки різанням, при якому процес різання здійснюють за загальною керуючою програмою, а у відносне положення заготовки та інструмента вносять корекцію, який відрізняється тим, що коректувальний сигнал генерують на основі попереднього розрахунку пружної деформації та величини зношення технологічної системи верстата та змінюють в функції складової сили різання та часу у напрямку розміру обробки, причому величину корекції визначають із...
Спосіб обробки матеріалів різанням
Номер патенту: 19905
Опубліковано: 15.01.2007
Автор: Марунич В'ячеслав Олексійович
МПК: B29C 37/00
Мітки: матеріалів, різанням, спосіб, обробки
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал впливають двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна оброблюваній поверхні, а інша - перпендикулярна до неї, який відрізняється тим, що кут між головною різальною крайкою і напрямком швидкості головного руху різання ножа для різання в площині, рівнобіжній оброблюваній поверхні, вибирають у межах 1-20°, а кут між головною різальною крайкою і...
Спосіб змащування та охолодження різальних лез інструмента та/або заготовок у процесі обробки металу різанням
Номер патенту: 103785
Опубліковано: 25.11.2013
Автор: Абдураімов Арсен Азізович
МПК: B23D 59/00, B23Q 11/10
Мітки: обробки, спосіб, охолодження, інструмента, заготовок, змащування, металу, різальних, різанням, процесі, лез
Формула / Реферат:
Спосіб змащування та охолодження різальних лез інструмента та/або заготовок у процесі обробки металу різанням, при якому на оброблювану заготовку та/або лезо ріжучого інструмента подають шляхом набризкування або у вигляді аерозолю, по окремих лініях подачі, рідкий засіб для зниження тертя між ріжучим інструментом і заготовкою або стружкою і рідкий засіб для охолодження ріжучого інструмента, заготовки, тримача різального інструмента та...
Спосіб обробки матеріалів різанням
Номер патенту: 88094
Опубліковано: 10.09.2009
Автор: Марунич В'ячеслав Олексійович
МПК: B23B 1/00, B29C 37/00, B23B 27/00, B23B 35/00
Мітки: спосіб, різанням, матеріалів, обробки
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал діють двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна поверхні, яку оброблюють, а інша - перпендикулярна до неї, який відрізняється тим, що спочатку обробку матеріалу в площині, яка перпендикулярна поверхні, що обробляють, виконують зубом вільним або невільним різанням, а далі в площині обробленої поверхні виконують обробку ножем тільки вільним...
Спосіб обробки металів різанням
Номер патенту: 58028
Опубліковано: 25.03.2011
Автори: Пестунов Володимир Михайлович, Гречка Андрій Іванович
МПК: B23Q 37/00, B23B 41/00
Мітки: обробки, різанням, спосіб, металів
Формула / Реферат:
Спосіб обробки металів різанням, що включає контроль вихідних характеристик, за результатами якого вносять поправки у розташування заготовки, який відрізняється тим, що поправки вносять по шести координатах системи верстата, що визначають розташування заготовки, і по шести координатах системи верстата, що визначають розташування інструмента, по відповідних координатах лінійних та кутових переміщень вимірюють навантаження і за результатами...
Попередній патент: Спосіб відновлення кісткової тканини щелепи
Наступний патент: Цигаркова гільза
Випадковий патент: Спосіб діагностики метаболічного синдрому у дітей за критерієм надлишкової маси тіла та генералізованого ожиріння