Спосіб виготовлення ламелі з твердолистяних порід дерев
Номер патенту: 115312
Опубліковано: 10.04.2017
Автори: Змачинський Віталій Володимирович, Нікітченко Олександр Сергійович, Семенюк Віталій Володимирович

Формула / Реферат
Спосіб виготовлення ламелі з твердолистяних порід дерев, який включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на бруси-заготовки, теплову обробку брусів-заготовок для стругання, стругання бруса-заготовки на шпоностругальному станку у гарячому стані за допомогою ножа, лезо якого орієнтовано під гострим кутом до напряму стругання бруса-заготовки, подальшим сушінням та сортуванням ламелі, який відрізняється тим, що після стругання ламель частково підсушують, а потім занурюють у щавлеву кислоту та витримують в неї декілька секунд, за які щавлева кислота всмоктується у деревину ламелі та знебарвлює плями, а далі оброблену таким чином ламель відправляють на остаточне сушіння будь-яким відомим способом та сортування.
Текст
Реферат: Спосіб виготовлення ламелі з твердолистяних порід дерев включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на брусизаготовки, теплову обробку брусів-заготовок для стругання, стругання бруса-заготовки на шпоностругальному станку у гарячому стані за допомогою ножа, лезо якого орієнтовано під гострим кутом до напряму стругання бруса-заготовки, подальшим сушінням та сортуванням ламелі. Після стругання ламель частково підсушують, а потім занурюють у щавлеву кислоту та витримують в неї декілька секунд, за які щавлева кислота всмоктується у деревину ламелі та знебарвлює плями, а далі оброблену таким чином ламель відправляють на остаточне сушіння будь-яким відомим способом та сортування. UA 115312 U (12) UA 115312 U UA 115312 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до деревообробної промисловості, зокрема до виготовлення струганої ламелі, яка може бути використана для облицювання дерев'яних та інших виробів, виготовлення меблів, підлог тощо як самостійний виріб. Відомий спосіб виготовлення шпону, який включає стругання деревини твердолистяних порід на листи, потім листи сушать, наносять на них клей та формують пакети шляхом накладання листів один на другий, причому кожен наступний лист розвертають на 360°, пакети пресують та підігрівають, далі бокову поверхню пакетів стругають вздовж волокон та отримують шпон [див. пат. України № 77557 з класів B27D 1/00, B27L 5/00 опублікований 15.12.2006 року в Бюл. № 12]. Даному технічному рішенню притаманні принаймні два суттєвих недоліки. По-перше, подвійна технологія. Спочатку стругають деревину на листи шпону, потім ці листи шпону збирають у пакети, які ще раз стругають по торцю на остаточний шпон. По-друге, шпон, отриманий даним способом, складається з набору стрічок деревини, тобто мимоволі складає враження, ніби виконаний не з цілісної деревини, а з відходів, тому він непривабливий для споживачів. Для облицьовування треба використовувати шпон, на якому проглядається суцільна структура деревини, який складає враження, що виріб виготовлений з цілісної деревини. Відомий також спосіб виготовлення шпону з твердолистяних порід дерев, що включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на шпон шляхом розпилювання її декількома пилками, що дозволяє за один прохід повністю розпустити заготовку на шпон [див. статтю: Алексеев А.Е. "Базирование лесоматериалов в лесопилении", Обзорн. информ. - М.: "ВНИПИЭИлеспром", 1990 – с. 4-5 (Деревообработка; Вып. 3)]. Незважаючи на те, що заготовка повністю розпускається на шпон з однієї технологічної позиції, основним суттєвим недоліком відомого технічного рішення є низький вихід готової продукції. Оскільки пилки мають певну товщину, частина, майже половина, заготовки перетворюється ними у тирсу. При виготовленні шпону з твердолистяних або цінних порід деревини, таке ставлення до неї є марнотратством. Крім того, отримані таким способом смуги деревини потребують подальшої обробки поверхонь для перетворення їх у якісний шпон, оскільки різ від пилок має нерівності. Це призводить також до додаткової втрати деревини. Відомий також спосіб виготовлення ламелі з твердолистяних порід дерев, який включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на бруси-заготовки, теплову обробку брусів-заготовок для стругання, стругання на шпоностругальному станку за допомогою торцевого ножа з лезом, орієнтованим перпендикулярно напряму руху, сушіння та сортування ламелі. Особливістю даного способу є те, що при розкрої круглих заготовок на бруси-заготовки на, площини перших двох зовнішніх протилежних пропилів орієнтують паралельно між собою та осі бруса-заготовки, а подальші площини пропилів орієнтують паралельно, але під кутом до осі заготовки. Це дозволяє у подальшому струганні уникнути відколів та задирок, та саме так зменшити вихід бракованих смуг ламелі, які можна вважати невиправданою втратою деревини дорогих порід дерев [див. пат. Російської Федерації № 2414348 з класу B27L 5/00 опублікований 20.03.2011 року]. Основним недоліком відомого способу виготовлення ламелі є невиправдана складність попередньої підготовки заготовки до стругання (зрізання зовнішніх шарів під кутом), зокрема, перетворення заготовки у брус-заготовку квадратного перерізу. Для такого пропилювання треба використовувати додаткове обладнання, яке дозволяє змінювати орієнтацію заготовкивідносно горизонту. Проте, необхідність виконувати перші пропили під кутом, обумовлена невдосконаленістю технології самого стругання бруса-заготовки на ламель, зокрема тим, що лезо ножа при струганні входить перпендикулярно напряму свого руху поздовж бруса-заготовки (або руху бруса-заготовки відносно ножа - значення не має). Завдяки тому, що волокна деревини при косому зрізу крайніх шарів, волокна деревини у брусі-заготовці вже не орієнтовані паралельно лінії різу, тобто вони розташовані під кутом до леза ножа, що дозволяє уникнути появи відколів та задирок на вході леза ножа у брус-заготовку та виході леза з неї. Крім того, утворенню відколів та задирок сприяє те, що стругання відбувається, коли бус-заготовка знаходиться у остиглому стані, тобто у стані, коли деревина, зазвичай, набуває певної ламкості (крихкості). Таким чином, перпендикулярна орієнтація леза ножа до напряму стругання брусазаготовки на ламель, вимушує ускладнювати технологію підготовки заготовки до стругання, що і є суттєвим недоліком відомого способу виготовлення ламелі з твердолистяних порід дерев. Найбільш близьким за своєю суттю та ефектом, що досягається, і який приймається за прототип, є спосіб виготовлення ламелі, що включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на бруси-заготовки, 1 UA 115312 U 5 10 15 20 25 30 35 40 45 50 55 60 теплову обробку брусів-заготовок для стругання, стругання бруса-заготовки на шпоностругальному станку у гарячому стані за допомогою ножа, лезо якого орієнтовано під гострим кутом до напряму стругання бруса-заготовки, подальшим сушінням та сортуванням ламелі [див. пат. України № 109929 з класу B27L 5/00 опублікований 12.09.2016 року в Бюл. № 17]. Основним недоліком відомого способу виготовлення ламелі є високий відсоток виходу бракованих виробів через те, що на поверхні ламелі виникають хаотично фіолетові плями різних розмірів та форми, що робить таку ламель непридатною для подальшого застосування, наприклад, у якості облицювального матеріалу чи у якості самостійного виробу через повну втрату споживчої привабливості. Ці фіолетові плями виникають внаслідок контакту деревини, з якою стругають ламель, з металевими елементами та вузлами технологічного обладнання. Оскільки брус-заготовку стругають на ламель у гарячому та зволоженому стані, волога містить сік деревини, який вступає у хімічну реакцію з залізом, переважно "чорних" видів металів (звичайні та вуглецеві сталі), з яких зазвичай виготовлюють вузли та елементи технологічного обладнання, зокрема ножі для стругання ламелі. Під час хімічної реакції деревний сік змінює свій колір з безбарвного на фіолетовий (До речі, саме так за давніх часів робили чорнила). Відомий спосіб не здатний облагородити поверхню ламелі, оскільки ніяким чином не може впливати на зазначені темні плями, а отже, не забезпечує 100 відсоткове уникнення браку з тієї причини. В основу корисної моделі поставлена задача зменшення виходу бракованих виробів, зокрема ламелі з твердолистяних порід дерев за рахунок знищення небажаних хаотично розташованих фіолетових плям на поверхні виробу шляхом короткочасного обробітку рідинним реагентом, що вступає у хімічну реакцію з плямами та знебарвлює їх перед остаточним сушінням виробу. Поставлена задача вирішується тим, що у способі виготовлення ламелі з твердолистяних порід дерев, який включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на бруси-заготовки, теплову обробку брусів-заготовок для стругання, стругання бруса-заготовки на шпоностругальному станку у гарячому стані за допомогою ножа, лезо якого орієнтовано під гострим кутом до напряму стругання брусазаготовки, подальшим сушінням та сортуванням ламелі, згідно з корисною моделлю, після стругання ламель частково підсушують, а потім занурюють у щавлеву кислоту та витримують в ній декілька секунд, за які щавлева кислота всмоктується у деревину ламелі та знебарвлює плями, а потім оброблену таким чином ламель відправляють на остаточне сушіння будь-яким відомим способом та сортування. Завдяки зануренню ламелі у щавлеву кислоту, остання знебарвлює фіолетові (майже чорні) плями на неї. Інша кислота до цього не підходить, що доведено дослідним шляхом. Завдяки тому, що ламель заздалегідь частково підсушена, щавлева кислота всмоктується у деревину, тобто виникає ефект швидкого просочення кислотою поверхневого шару ламелі на певну глибину, а отже, остаточний поверхневий обробіток ламелі (шліфування) не впливає на появу таких плям на поверхні, що дозволяє дійсно облагородити цей виріб. Таким чином, сукупність запропонованих ознак надає способу нові властивості, а саме: дозволяє позбавитися небажаних кольорових плям на поверхні та саме так відновити природну деревинну фактуру виробу, а отже, звести на ниць появу браку з цієї причини, тобто досягти певного позитивного технічного результату, сформульованого у постановці завдання. Суть запропоновано способу виготовлення ламелі з твердолистяних порід дерев полягає у наступному. Після сортування та поперечного розкрою колод на кряжі за будь-яким відомим способом, кряж потрапляє, наприклад, на однопилковий станок, на якому з кряжу виготовлюють брусизаготовки шляхом поздовжнього пропилювання кряжу з чотирьох боків. Далі готовий брус пропарюють, наприклад, у автоклаві. Під час теплової обробки, волога на поверхні заготовки закипає та утворена пара дифундує всередину бруса, що призводить до швидкого прогрівання та зволоження заготовки за всією товщиною. Крім того, з підвищенням температури деревини зменшується її опір деформуванню, а також з підвищенням температури значно збільшується вологопровідність деревини. Волога, що знаходиться в деревині, під час нагрівання стає менш в'язкою, тому полегшується просочення нею бруса-заготовки. Таким чином брус-заготовку підготовлюють до стругання її ножем на шпон. Операцію стругання бруса-заготовки на шпон здійснюють, коли остання знаходиться у гарячому та вологому стані. Стругання відбувається ножем, лезо якого розташоване під гострим кутом до напряму стругання. Тобто лезо ножа входить у кут бруса-заготовки з мінімальним опором останнього, що дозволяє уникнути утворення задирок на передньому торці, а при виході леза ножа при кінці бруса-заготовки 2 UA 115312 U 5 10 15 20 25 30 35 40 45 50 55 утворення відколів на задньому торці. Отриману таким чином ламель відправляють до сушарки, де вона частково підсушується. Потім ламель занурюють у розчин щавлевої кислоти, яка за рахунок процесу адгезії (цьому сприяє попереднє підсушення ламелі) проникає всередину деревини, вступає у хімічну реакцію з фіолетовими плямами та знебарвлює їх. Далі ламель знов повертають до сушарки, де вона остаточно висушується та у подальшому сортирується. Такий проміжний обробіток ламелі дозволяє її облагородити, тобто зберегти повністю природну фактуру деревини за всією її поверхнею виробу на певну глибину… Запропоноване технічне рішення перевірене на практиці. Заявлений спосіб виготовлення ламелі з твердолистяних порід дерев не містить технологічних операцій, хімічних та фізичних процесів, які б неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема, у галузі деревообробної промисловості, а отже є придатним для промислового застосування, має технічні та інші переваги перед відомими аналогами, що підтверджує можливість досягнення технічного результату об'єктом, що заявляється. У відомих джерелах патентної та іншої науково-технічної інформації не виявлено подібних способів виготовлення ламелі із вказаною в пропозиції сукупністю суттєвих ознак, тому запропоноване технічне рішення відповідає критерію "новизна" та вважається таким, що може отримати правовий захист. Суттєва відмінність запропонованого способу виготовлення ламелі з твердолистяних порід дерев полягає у технологічно-хімічному забезпеченні умов для вилучення небажаних плям з поверхні виробу, що дозволяє зберегти природну фактуру деревини, а отже, уникнути утворення бракованих виробів. Жодна із відомих технологій у даній галузі знань не може водночас мати всі перераховані властивості, оскільки не містять у своєму складі всієї сукупності заявлених ознак. До технічних переваг запропонованого способу виготовлення ламелі з твердолистяних порід дерев, у порівнянні з прототипом, можна віднести: - облагородження деревини ламелі за рахунок хімічного впливу кислоти на кольорові плями, що виникають під час контакту напівфабрикатів з металевими вузлами та деталями технологічного обладнання; - забезпечення гарантованого всмоктування кислоти у поверхню ламелі за рахунок попереднього її підсушування; - максимальне спрощення технології облагородження деревини ламелі за рахунок звичайного занурення ламелі у кислоту; - максимальне скорочення часу облагородження деревини ламелі за рахунок витримування у кислоті лише декілька секунд. Соціальний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок відсутності бракованих виробів з причин неналежного їх вигляду. Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок зниження вартості готового виробу внаслідок відсутності браку через непривабливість через наявність фіолетових плям. Після опису запропонованих способу виготовлення ламелі з твердолистяних порід дерев фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти виконання способу, зокрема режими теплової обробки, використовуване обладнання, розчин кислоти тощо, можуть змінюватися залежно від порід дерев та, зрозуміло, знаходяться в межах об'єму одного із звичайних і природних підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Квінтесенцією запропонованого технічного рішення є те, що частково підсушену ламель занурюють у щавлеву кислоту на декілька секунд для обезбарвлення фіолетових плям з неї, і саме ці обставини, у сукупності, дозволяють надбати запропонованій технології вищеперераховані й інші переваги. Використання окремих технологічних процесів, природно, обмежує спектр переваг, перерахованих вище, і не може вважатися новими технічними рішеннями в даній області знань, оскільки інші процеси, подібні описаним, вже не вимагатимуть будь-якого творчого підходу від конструкторів та інженерів, і не можуть вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, відповідними до захисту охоронними документами. 3 UA 115312 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб виготовлення ламелі з твердолистяних порід дерев, який включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на брусизаготовки, теплову обробку брусів-заготовок для стругання, стругання бруса-заготовки на шпоностругальному станку у гарячому стані за допомогою ножа, лезо якого орієнтовано під гострим кутом до напряму стругання бруса-заготовки, подальшим сушінням та сортуванням ламелі, який відрізняється тим, що після стругання ламель частково підсушують, а потім занурюють у щавлеву кислоту та витримують в неї декілька секунд, за які щавлева кислота всмоктується у деревину ламелі та знебарвлює плями, а далі оброблену таким чином ламель відправляють на остаточне сушіння будь-яким відомим способом та сортування. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: твердолистяних, дерев, виготовлення, порід, спосіб, ламелі
Код посилання
<a href="https://ua.patents.su/6-115312-sposib-vigotovlennya-lameli-z-tverdolistyanikh-porid-derev.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ламелі з твердолистяних порід дерев</a>
Спосіб обробітку ламелі з твердолистяних порід дерев
Номер патенту: 115311
Опубліковано: 10.04.2017
Автори: Семенюк Віталій Володимирович, Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович
Мітки: спосіб, дерев, обробітку, ламелі, порід, твердолистяних
Формула / Реферат:
Спосіб обробітку ламелі з твердолистяних порід дерев, при якому ламель занурюють у розчин реагенту та витримують в ньому певний час, після чого ламель висушують, що дозволяє її облагородити, який відрізняється тим, що перед зануренням ламель частково підсушують, після чого занурюють у щавлеву кислоту та витримують в ній декілька секунд, за які щавлева кислота всмоктується у деревину ламелі та знебарвлює плями, а потім оброблену таким чином...
Спосіб виготовлення облицювального шпону з твердолистяних порід дерев
Номер патенту: 109929
Опубліковано: 12.09.2016
Автори: Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович, Семенюк Віталій Володимирович
МПК: B27L 5/00
Мітки: облицювального, дерев, виготовлення, спосіб, твердолистяних, шпону, порід
Формула / Реферат:
Спосіб виготовлення облицювального шпону з твердолистяних порід дерев, що включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на бруси-заготовки, теплову обробку брусів-заготовок для стругання, стругання бруса-заготовки на шпоностругальному станку за допомогою ножа, сушіння та сортування шпону, який відрізняється тим, що стругання бруса-заготовки здійснюють у гарячому стані...
Агрегат для стругання облицювального шпону з твердолистяних порід дерев
Номер патенту: 110256
Опубліковано: 26.09.2016
Автори: Нікітченко Олександр Сергійович, Семенюк Віталій Володимирович, Змачинський Віталій Володимирович
Мітки: шпону, порід, твердолистяних, дерев, стругання, облицювального, агрегат
Формула / Реферат:
Агрегат для стругання облицювального шпону з твердолистяних порід дерев, що містить розміщені на станині стрічковий конвеєр, передній та задній столи, різальний орган, виконаний у вигляді ножа, причому передній та задній столи оснащені засобами зменшення тертя, який відрізняється тим, що перед переднім та після заднього столів розташовані прямоточні стрічкові конвеєри, по яких зовні примикають перпендикулярні стрічкові конвеєри, зовнішні...
Верстат для стругання облицювального шпону з твердолистяних порід дерев
Номер патенту: 110250
Опубліковано: 26.09.2016
Автори: Змачинський Віталій Володимирович, Семенюк Віталій Володимирович, Нікітченко Олександр Сергійович
Мітки: стругання, твердолистяних, облицювального, верстат, шпону, порід, дерев
Формула / Реферат:
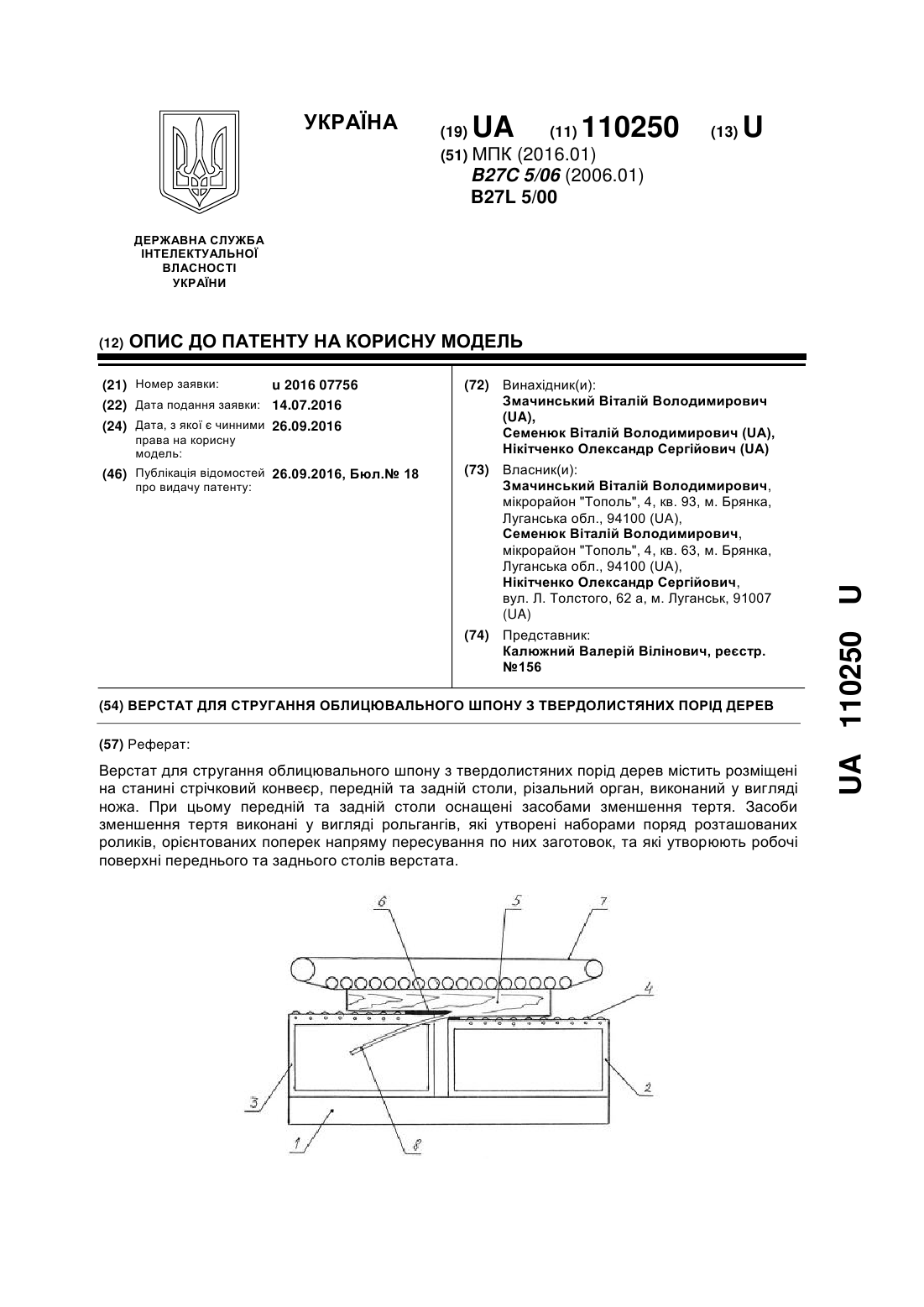
Верстат для стругання облицювального шпону з твердолистяних порід дерев, який містить розміщені на станині стрічковий конвеєр, передній та задній столи, різальний орган, виконаний у вигляді ножа, причому передній та задній столи оснащені засобами зменшення тертя, який відрізняється тим, що засоби зменшення тертя виконані у вигляді рольгангів, які утворені наборами поряд розташованих роликів, орієнтованих поперек напряму пересування по них...
Спосіб виготовлення струганої ламелі
Номер патенту: 114407
Опубліковано: 10.03.2017
Автори: Змачинський Віталій Володимирович, Нікітченко Олександр Сергійович, Семенюк Віталій Володимирович
МПК: B27L 5/00
Мітки: виготовлення, спосіб, струганої, ламелі
Формула / Реферат:
Спосіб виготовлення струганої ламелі, яка являє собою прямолінійну тонку дощечку витягнутої прямокутної форми товщиною 2-10 мм і більше, який відрізняється тим, що ламель отримують шляхом пошарового стругання прямокутного бруса у поздовжньому напрямку, після цього кожну дощечку шліфують до заданого розміру.
Попередній патент: Спосіб обробітку ламелі з твердолистяних порід дерев
Наступний патент: Вібропристрій для видобування бурштину
Випадковий патент: Гравітаційний двигун