Спосіб ремонту насосних штанг за допомогою металевих обертових щіток
Номер патенту: 116217
Опубліковано: 10.05.2017
Автори: Копей Богдан Володимирович, Ісса Салман, Мартинець Оксана Романівна

Формула / Реферат
Спосіб ремонту насосних штанг, який полягає у використанні обертових щіток для очищення та зміцнення поверхні відпрацьованих насосних штанг, подальшого нанесення склопластикової стрічки та захисного поліуретанового покриття, який відрізняється тим, що після обробки щітками і дробоструминної обробки проводиться нанесення модифікованого поліуретанового покриття, яке містить наповнювачі, що забезпечують підвищену зносостійкість покриття, а поверхня має властивість, що запобігає відкладанню парафінів.
Текст
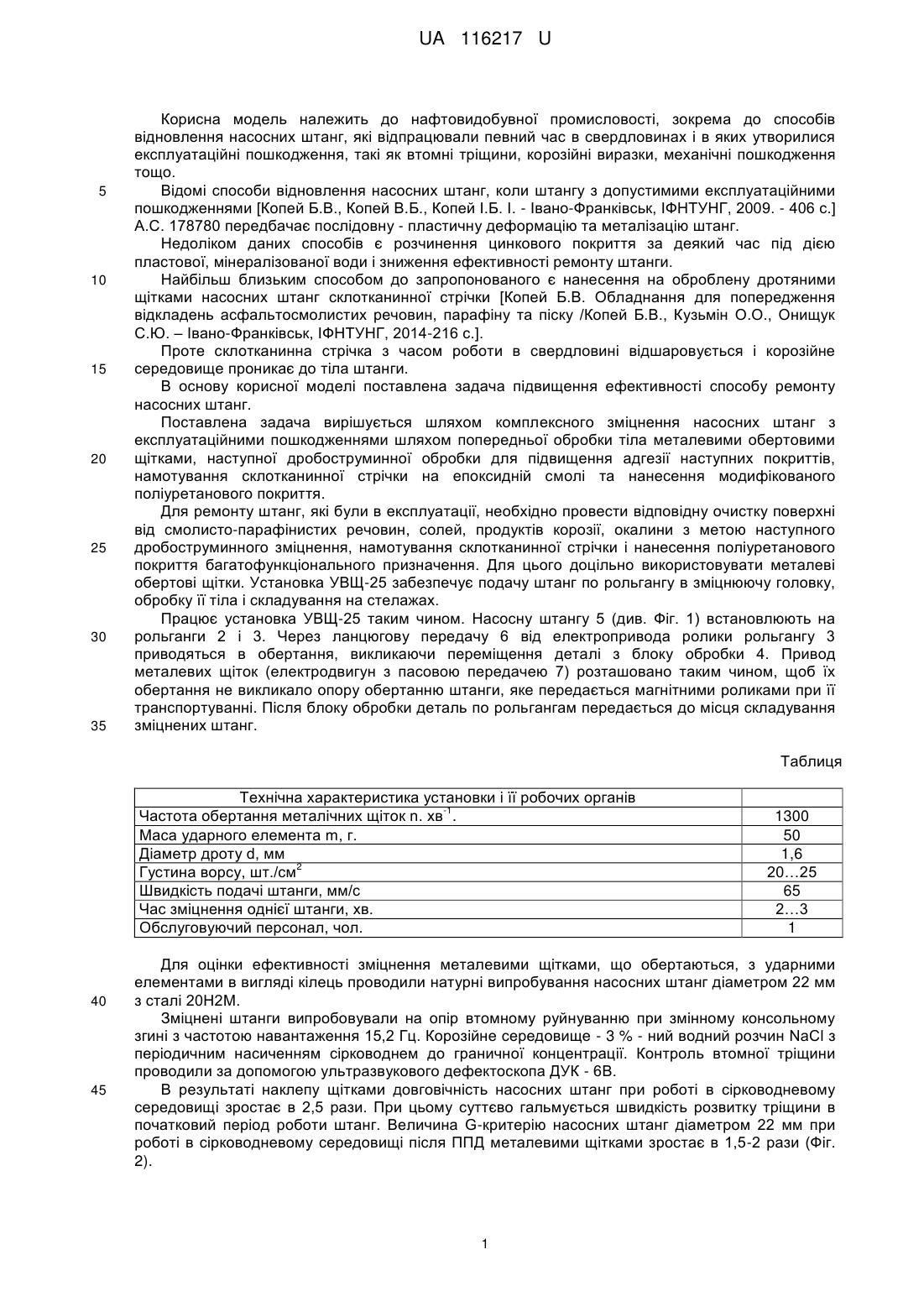
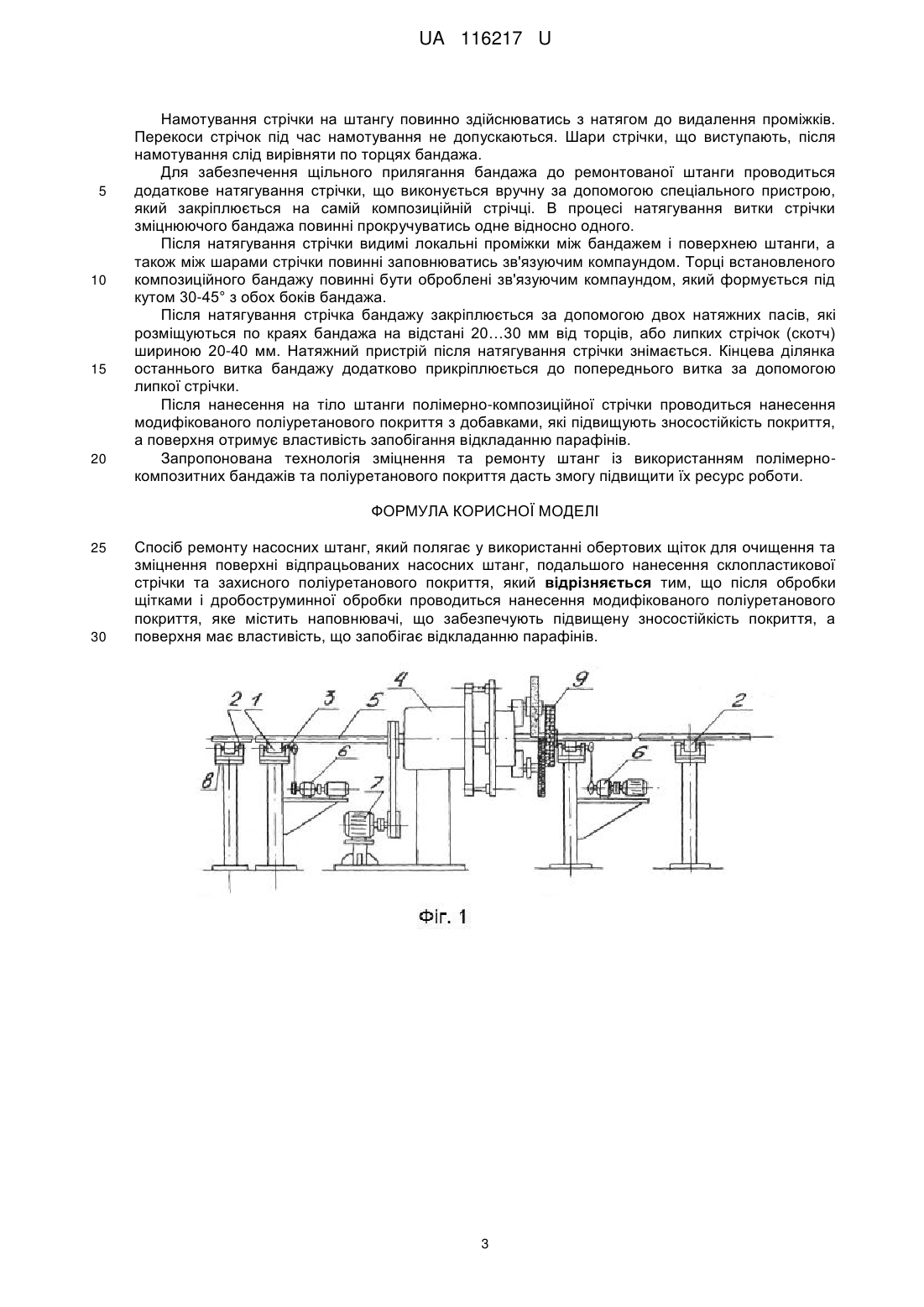
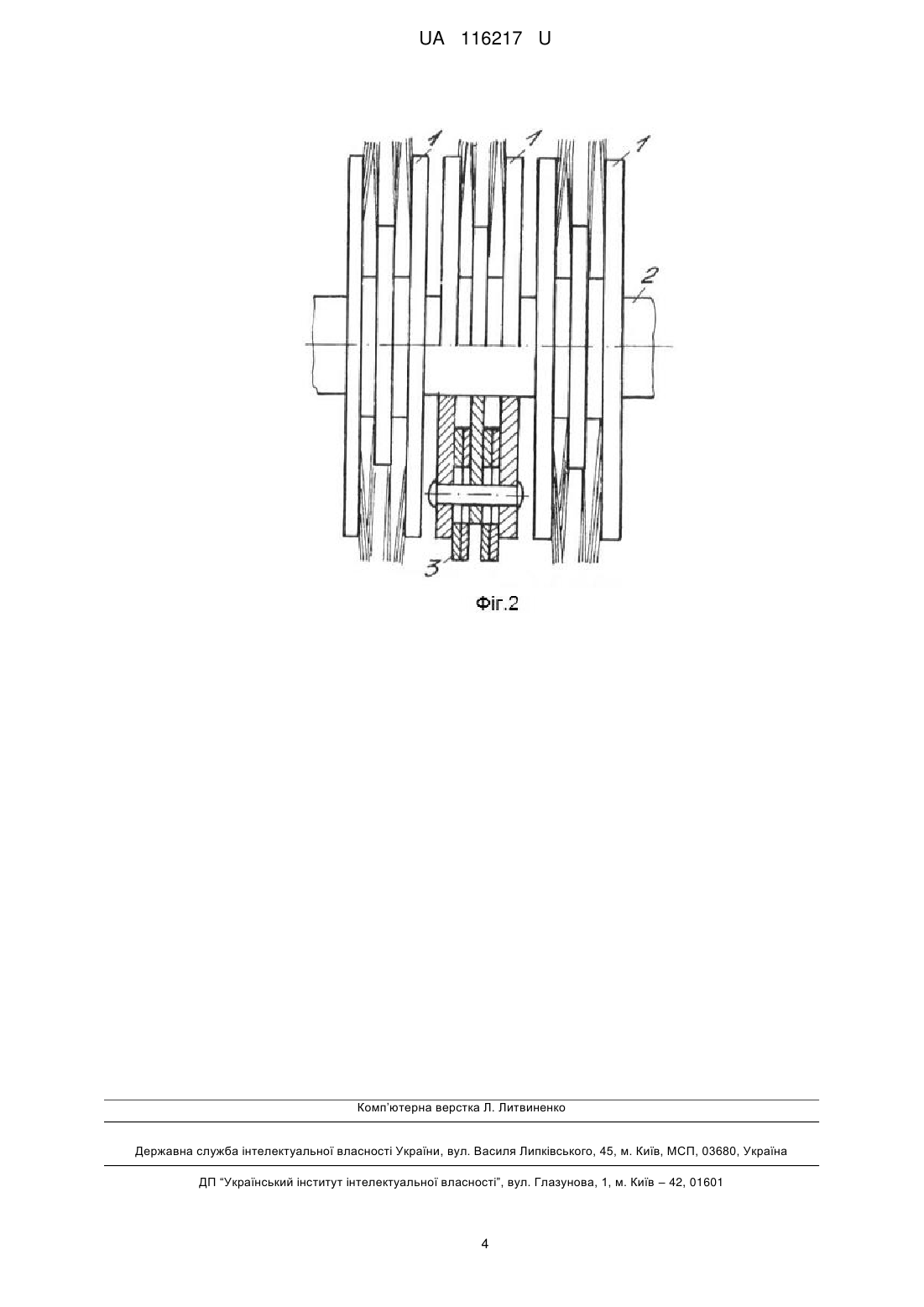
Реферат: Спосіб ремонту насосних штанг полягає у використанні обертових щіток для очищення та зміцнення поверхні відпрацьованих насосних штанг, подальшого нанесення склопластикової стрічки та захисного поліуретанового покриття. Після обробки щітками і дробоструминної обробки проводиться нанесення модифікованого поліуретанового покриття, яке містить наповнювачі, що забезпечують підвищену зносостійкість покриття, а поверхня має властивість, що запобігає відкладанню парафінів. UA 116217 U (54) СПОСІБ РЕМОНТУ НАСОСНИХ ШТАНГ ЗА ДОПОМОГОЮ МЕТАЛЕВИХ ОБЕРТОВИХ ЩІТОК UA 116217 U UA 116217 U 5 10 15 20 25 30 35 Корисна модель належить до нафтовидобувної промисловості, зокрема до способів відновлення насосних штанг, які відпрацювали певний час в свердловинах і в яких утворилися експлуатаційні пошкодження, такі як втомні тріщини, корозійні виразки, механічні пошкодження тощо. Відомі способи відновлення насосних штанг, коли штангу з допустимими експлуатаційними пошкодженнями [Копей Б.В., Копей В.Б., Копей І.Б. I. - Івано-Франківськ, ІФНТУНГ, 2009. - 406 с.] А.С. 178780 передбачає послідовну - пластичну деформацію та металізацію штанг. Недоліком даних способів є розчинення цинкового покриття за деякий час під дією пластової, мінералізованої води і зниження ефективності ремонту штанги. Найбільш близьким способом до запропонованого є нанесення на оброблену дротяними щітками насосних штанг склотканинної стрічки [Копей Б.В. Обладнання для попередження відкладень асфальтосмолистих речовин, парафіну та піску /Копей Б.В., Кузьмін О.О., Онищук С.Ю. – Івано-Франківськ, ІФНТУНГ, 2014-216 с.]. Проте склотканинна стрічка з часом роботи в свердловині відшаровується і корозійне середовище проникає до тіла штанги. В основу корисної моделі поставлена задача підвищення ефективності способу ремонту насосних штанг. Поставлена задача вирішується шляхом комплексного зміцнення насосних штанг з експлуатаційними пошкодженнями шляхом попередньої обробки тіла металевими обертовими щітками, наступної дробоструминної обробки для підвищення адгезії наступних покриттів, намотування склотканинної стрічки на епоксидній смолі та нанесення модифікованого поліуретанового покриття. Для ремонту штанг, які були в експлуатації, необхідно провести відповідну очистку поверхні від смолисто-парафінистих речовин, солей, продуктів корозії, окалини з метою наступного дробоструминного зміцнення, намотування склотканинної стрічки і нанесення поліуретанового покриття багатофункціонального призначення. Для цього доцільно використовувати металеві обертові щітки. Установка УВЩ-25 забезпечує подачу штанг по рольгангу в зміцнюючу головку, обробку її тіла і складування на стелажах. Працює установка УВЩ-25 таким чином. Насосну штангу 5 (див. Фіг. 1) встановлюють на рольганги 2 і 3. Через ланцюгову передачу 6 від електропривода ролики рольгангу 3 приводяться в обертання, викликаючи переміщення деталі з блоку обробки 4. Привод металевих щіток (електродвигун з пасовою передачею 7) розташовано таким чином, щоб їх обертання не викликало опору обертанню штанги, яке передається магнітними роликами при її транспортуванні. Після блоку обробки деталь по рольгангам передається до місця складування зміцнених штанг. Таблиця Технічна характеристика установки і її робочих органів -1 Частота обертання металічних щіток n. хв . Маса ударного елемента m, г. Діаметр дроту d, мм 2 Густина ворсу, шт./см Швидкість подачі штанги, мм/с Час зміцнення однієї штанги, хв. Обслуговуючий персонал, чол. 40 45 1300 50 1,6 20…25 65 2…3 1 Для оцінки ефективності зміцнення металевими щітками, що обертаються, з ударними елементами в вигляді кілець проводили натурні випробування насосних штанг діаметром 22 мм з сталі 20H2М. Зміцнені штанги випробовували на опір втомному руйнуванню при змінному консольному згині з частотою навантаження 15,2 Гц. Корозійне середовище - 3 % - ний водний розчин NaCl з періодичним насиченням сірководнем до граничної концентрації. Контроль втомної тріщини проводили за допомогою ультразвукового дефектоскопа ДУК - 6В. В результаті наклепу щітками довговічність насосних штанг при роботі в сірководневому середовищі зростає в 2,5 рази. При цьому суттєво гальмується швидкість розвитку тріщини в початковий період роботи штанг. Величина G-критерію насосних штанг діаметром 22 мм при роботі в сірководневому середовищі після ППД металевими щітками зростає в 1,5-2 рази (Фіг. 2). 1 UA 116217 U 5 10 15 20 25 30 35 40 45 50 55 60 Запропоновані рівняння лінійної регресії для оцінки величини G-критерію насосних штанг діаметром 22 мм з сталі 20Н2М: серійні G=1,93-2,01 N/Nk, оброблені металевими щітками G=2,50-2,09 N/Nk, де N/Nk відношення поточного числа відпрацьованих штангою циклів до її кінцевого значення. Дана технологія передбачає подальше намотування та ремонт дефектних сталевих штанг полімерно-композитними матеріалами. До зв'язуючого компаунда в полімерно-композитному бандажі відноситься епоксидний зв'язувач ЕДТ-10 ОСТ 92-0957, в який можна додавати прискорювач полімеризації 2,4,6-три (диметиламіно) (метил) фенол УПО 60612 згідно ТУ 6-00209817.035, каталізатор диметиланілін технічний згідно ГОСТ 2168-78. Матеріал бандажа - конструкційна склотканина структури 10 на замаслювачі № 80 Т-10-80 згідно ГОСТ 19170-73. Полімерно-композитний бандаж на основі вказаних вище матеріалів повинен забезпечувати фізико-хімічні характеристики, наведені в таблиці. Ширина бандажної композиційної стрічки складає 20-80 мм. Ремонт штанг із використанням полімерно-композитних матеріалів проводиться для таких типів дефектів: - задири, подряпини, сколи; - корозійні виразки (локальні, групові, розподілені за довжиною) - вм'ятини глибиною до 5 % діаметра труби; - корозійні дефекти на зварних стиках (непровари). Не підлягають ремонту бандажем з полімерно-композитних матеріалів такі дефекти: - тріщини більші за 2 мм; - наскрізні дефекти; - вм'ятини разом з додатковим концентратором. Перед проведенням ремонту в обов'язково проводиться обстеження локальної зони дефекту за допомогою неруйнівних методів контролю для виявлення дефектів. До початку виконання ремонтних робіт з використанням полімерно-композиційних бандажів виконують такі операції: - візуальний огляд дефектної зони з попереднім вимірюванням товщини її стінки і глибини найбільших каверн; піскоструминне очищення поверхні труби на дефектній ділянці з використанням портативних установок Сопло-160, Стик-325 і т.п. Допускається механічне зачищування дефектної ділянки металевою щіткою з допомогою шліфмашинки або вручну з якістю поверхні не нижче 3-го ступеня. Необхідна кількість шарів композицій (товщина бандажа) залежить від діаметра штанги механічних властивостей, міцнісних характеристик полімерно-композиційних матеріалів і визначається за розробленою методикою. Роботи з ремонту штанг з дефектами полімерно-композитними бандажами виконуються в такій технологічній послідовності: 1) Розмічання ділянки штанги, що підлягає ремонту. 2) Обезжирювання зони ремонту. Використання бензину для обезжирювання поверхні труби не допускається. 3) Просушування ремонтованої поверхні безвогневим методом (за необхідності). 4) Підготовка матеріалу бандажу. 5) Приготування зв'язуючого. 6) Просочування. Це - операція суміщення наповнювача (матеріалу бандажа) зі зв'язуючим шляхом нанесення компаунда на поверхню матеріалу бандажа. 7) Формування: - обезжирення поверхні труби по всьому периметру в місцях намотування бандажа; - фіксація початку стрічки бандажа на штанзі; - натягування стрічки бандажа на штанзі; - намотка бандажу на ділянку труби, що ремонтується, з нанесенням зв'язуючого поміж витками; - фіксація кінця стрічки бандажа; - заповнення проміжків між витками, оброблення торців бандажа зв'язуючим. Під час ремонту штанг з дефектами потрапляння вологи, масел і забруднень на ремонтовану ділянку штанги, зв'язуючий компаунд і зміцнюючий бандаж не допускається. Перед намотуванням початок стрічки бандажа фіксується за допомогою попередньо нанесеного на ділянку штанги клею К-153 ОСТ 92-0949 або наклеюється за допомогою двосторонньої самоклеючої стрічки до поверхні труби. Закріплення початку стрічки бандажа повинно не допускати її прокручування навколо штанги, що ремонтується. 2 UA 116217 U 5 10 15 20 Намотування стрічки на штангу повинно здійснюватись з натягом до видалення проміжків. Перекоси стрічок під час намотування не допускаються. Шари стрічки, що виступають, після намотування слід вирівняти по торцях бандажа. Для забезпечення щільного прилягання бандажа до ремонтованої штанги проводиться додаткове натягування стрічки, що виконується вручну за допомогою спеціального пристрою, який закріплюється на самій композиційній стрічці. В процесі натягування витки стрічки зміцнюючого бандажа повинні прокручуватись одне відносно одного. Після натягування стрічки видимі локальні проміжки між бандажем і поверхнею штанги, а також між шарами стрічки повинні заповнюватись зв'язуючим компаундом. Торці встановленого композиційного бандажу повинні бути оброблені зв'язуючим компаундом, який формується під кутом 30-45° з обох боків бандажа. Після натягування стрічка бандажу закріплюється за допомогою двох натяжних пасів, які розміщуються по краях бандажа на відстані 20…30 мм від торців, або липких стрічок (скотч) шириною 20-40 мм. Натяжний пристрій після натягування стрічки знімається. Кінцева ділянка останнього витка бандажу додатково прикріплюється до попереднього витка за допомогою липкої стрічки. Після нанесення на тіло штанги полімерно-композиційної стрічки проводиться нанесення модифікованого поліуретанового покриття з добавками, які підвищують зносостійкість покриття, а поверхня отримує властивість запобігання відкладанню парафінів. Запропонована технологія зміцнення та ремонту штанг із використанням полімернокомпозитних бандажів та поліуретанового покриття дасть змогу підвищити їх ресурс роботи. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб ремонту насосних штанг, який полягає у використанні обертових щіток для очищення та зміцнення поверхні відпрацьованих насосних штанг, подальшого нанесення склопластикової стрічки та захисного поліуретанового покриття, який відрізняється тим, що після обробки щітками і дробоструминної обробки проводиться нанесення модифікованого поліуретанового покриття, яке містить наповнювачі, що забезпечують підвищену зносостійкість покриття, а поверхня має властивість, що запобігає відкладанню парафінів. 3 UA 116217 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: E21B 37/00, E21B 17/00
Мітки: допомогою, спосіб, обертових, металевих, ремонту, насосних, штанг, щіток
Код посилання
<a href="https://ua.patents.su/6-116217-sposib-remontu-nasosnikh-shtang-za-dopomogoyu-metalevikh-obertovikh-shhitok.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту насосних штанг за допомогою металевих обертових щіток</a>
Спосіб зміцнення насосних штанг
Номер патенту: 37921
Опубліковано: 10.12.2008
Автори: Копей Богдан Володимирович, Онищук Станіслав Юрійович, Копей Володимир Богданович, Онищук Ольга Олександрівна
МПК: E21B 17/04
Мітки: штанг, спосіб, зміцнення, насосних
Формула / Реферат:
Спосіб зміцнення насосних штанг, при якому намотують із зусиллям композиційний матеріал на зміцнювану поверхню в два і більше шарів під кутом до осі поверхні, кожен попередній шар композиційного матеріалу склеюють із наступним, який відрізняється тим, що як композиційний матеріал використовують корозійностійку склотканинну стрічку, яку намотують по всій довжині тіла штанги.
Муфта-центратор колони насосних штанг
Номер патенту: 27246
Опубліковано: 25.10.2007
Автори: Кухар Олександр Миколайович, Тимошенко В'ячеслав Михайлович, Гриценко Володимир Михайлович
МПК: F04B 47/02
Мітки: колони, насосних, штанг, муфта-центратор
Формула / Реферат:
Муфта-центратор колони насосних штанг, що складається із з'єднувальної муфти, корпусу центратора, яка відрізняється тим, що між корпусом центратора та муфтою додатково встановлений підшипник кочення, а на поверхні центратора введені підпружинені ребра з обмежувачами ходу.
Пристрій для зміцнення насосних штанг полімерною стрічкою
Номер патенту: 43301
Опубліковано: 10.08.2009
Автори: Онищук Станіслав Юрійович, Копей Володимир Богданович, Копей Богдан Володимирович, Онищук Ольга Олександрівна
МПК: E21B 17/00
Мітки: пристрій, зміцнення, полімерною, насосних, штанг, стрічкою
Формула / Реферат:
Пристрій для зміцнення насосних штанг полімерною стрічкою, який складається з корпусу, на якому закріплені шпуля і напрямні ролики для зміцнюючого матеріалу, та механізму для обертання труби, що зміцнюється, який відрізняється тим, що додатково обладнаний системою подачі зв'язувача на намотувану стрічку та патроном для закріплення насосної штанги, шпуля зі стрічкою додатково споряджена гальмом для створення натягу стрічки.
Пристрій для обертання колони насосних штанг
Номер патенту: 88804
Опубліковано: 25.11.2009
Автори: Онищук Станіслав Юрійович, Копей Володимир Богданович, Копей Богдан Володимирович
МПК: E21B 17/00, E21B 37/00
Мітки: штанг, обертання, пристрій, колони, насосних
Формула / Реферат:
Пристрій для обертання колони насосних штанг, що складається з упорного підшипника, розміщеного між підвіскою колони насосних штанг та затискачем полірованого штока, який відрізняється тим, що по всій довжині колони насосних штанг розміщено протектори, які складаються з лопаток, одна грань яких розміщена під гострим кутом до осі штанги таким чином, що при русі колони вниз забезпечується створення крутного моменту в напрямку загвинчування...
Протектор для насосних штанг

Номер патенту: 50092
Опубліковано: 15.10.2002
Автори: Петрина Юрій Дмитрович, Копей Богдан Володимирович, Копей Володимир Богданович
МПК: E21B 17/10
Мітки: насосних, штанг, протектор
Формула / Реферат:
Протектор для насосних штанг, що змонтований на тілі насосної штанги, який відрізняється тим, що між тілом насосної штанги і внутрішньою поверхнею насосно-компресорної труби установлені чотири ролики, закріплені в опорах з можливістю їх переміщення вздовж осі насосної штанги.