Спосіб попереднього нагрівання скрапу в електродуговій печі з безперервним завантаженням шихти в рідку ванну
Номер патенту: 120432
Опубліковано: 25.10.2017
Автори: Шрайбер Олександр Авраамович, Губінський Михайло Володимирович, Тімошенко Сергій Миколайович


Формула / Реферат
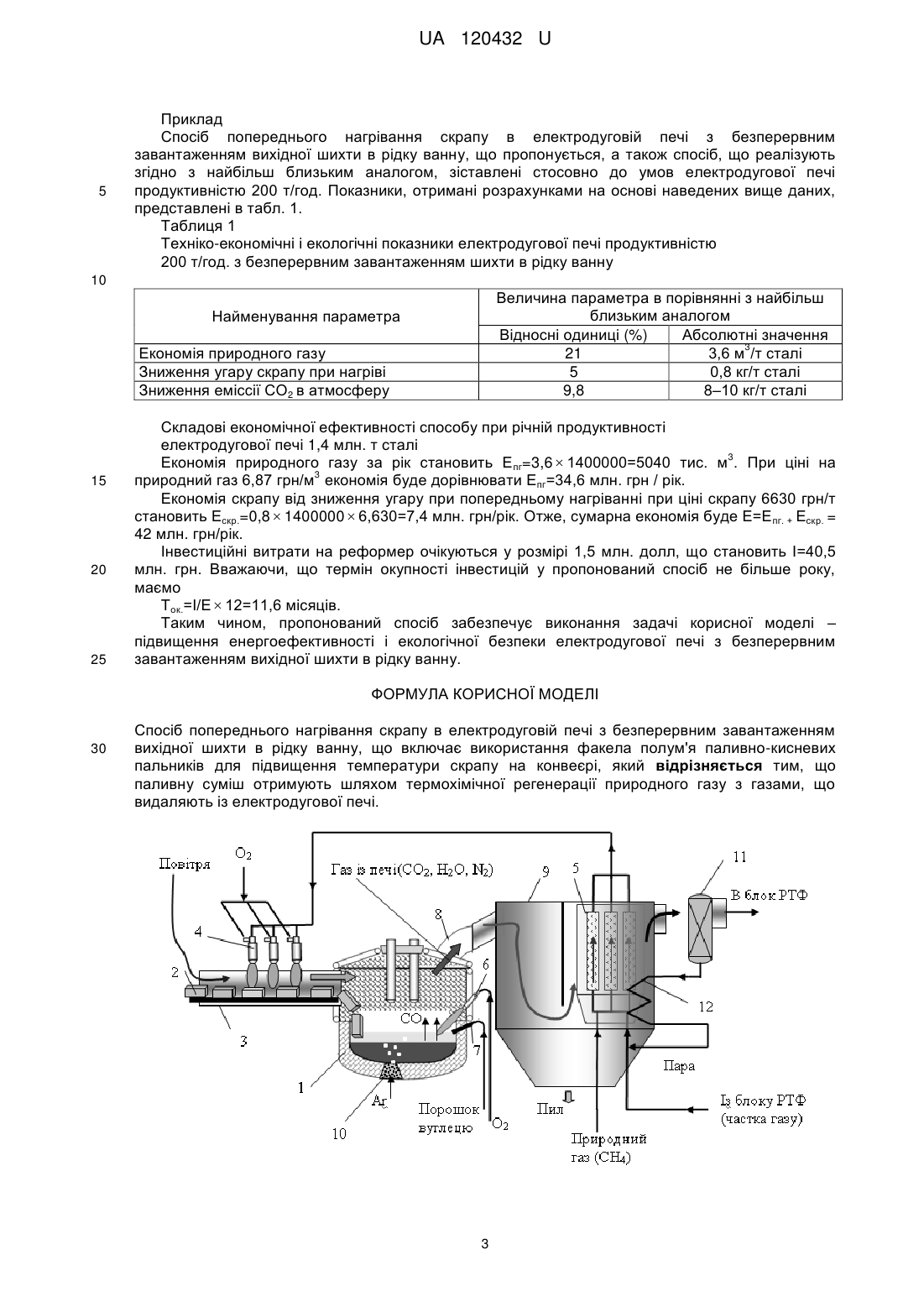
Спосіб попереднього нагрівання скрапу в електродуговій печі з безперервним завантаженням вихідної шихти в рідку ванну, що включає використання факела полум'я паливно-кисневих пальників для підвищення температури скрапу на конвеєрі, який відрізняється тим, що паливну суміш отримують шляхом термохімічної регенерації природного газу з газами, що видаляють із електродугової печі.
Текст
Реферат: Спосіб попереднього нагрівання скрапу в електродуговій печі з безперервним завантаженням вихідної шихти в рідку ванну включає використання факела полум'я паливно-кисневих пальників для підвищення температури скрапу на конвеєрі. Паливну суміш отримують шляхом термохімічної регенерації природного газу з газами, що видаляють із електродугової печі. UA 120432 U (54) СПОСІБ ПОПЕРЕДНЬОГО НАГРІВАННЯ СКРАПУ В ЕЛЕКТРОДУГОВІЙ ПЕЧІ З БЕЗПЕРЕРВНИМ ЗАВАНТАЖЕННЯМ ШИХТИ В РІДКУ ВАННУ UA 120432 U UA 120432 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії, зокрема до електросталеплавильних процесів із безперервним завантаженням скрапу в рідку ванну і періодичним випуском плавки із залишенням певної частки сталі – "болота" в печі. Скрап подається на конвеєрі в завантажувальному тунелі через отвір в корпусі печі. Важливою технологічною особливістю процесу є попереднє нагрівання вихідної шихти відпрацьованими газами печі шляхом контакту газового потоку і шару скрапу в завантажувальному тунелі. Попередній нагрів шихти сприяє підвищенню енергоефективності електросталеплавильного процесу, тобто зменшенню питомих витрат електроенергії в середньому на 14 кВт-год. на тонну сталі при нагріванні скрапу на кожні 100 Κ. Відомий спосіб безперервного завантаження скрапу в електродугову піч [Patent USA No. 6450804, F27D 3/00, 17.09.2002/ J. Vallomy, Techint Spa, Italy], який передбачає попереднє нагрівання шихти на конвеєрі в завантажувальному тунелі газами, які видаляють із печі в процесі плавки сталі з температурою 1200–1500 °C. До складу цієї газової суміші входять такі основні компоненти, як СО – продукт окислення вуглецю технічним киснем, СО2 – продукт допалювання СО та азот, що потрапляє із повітря, яке підсмоктується в піч завдяки розрідженню в системі газовидалення. Недоліками відомого способу є низька енергоефективність і незадовільні екологічні показники сталеплавильного процесу, що є наслідком: - недостатнього нагріву скрапу на конвеєрі в завантажувальному тунелі через неефективну теплопередачу від газового потоку, що обтікає шар металобрухту зверху. При даному режимі глибинні шари металевої шихти не отримують достатню кількість тепла; - підвищених викидів парникового газу СО2 як продукту допалювання СО в атмосферу. Найбільш близьким аналогом способу, що заявляється, є спосіб попереднього нагрівання скрапу в електродуговій печі при його безперервному завантаженні в рідку сталеплавильну ванну [Тулуевский Ю. Н. Новые возможности печей Consteel / Ю. Н. Тулуевский, И. Ю. Зинуров, В. Г. Швер // Электрометаллургия. – 2011, № 6. – С. 22–27]. Відомий спосіб полягає у спалюванні природного газу в паливно-кисневих пальниках, встановлених у завантажувальному тунелі, для нагрівання скрапу на конвеєрі. Спеціально організований факел полум'я пальників значно підвищує інтенсивність тепловіддачі до шару скрапу в порівнянні з нагріванням в потоці газів, що відходять із печі. Економічний ефект від зниження споживання електроенергії при виплавці сталі за рахунок підвищення температури попереднього нагрівання скрапу перевищує додаткові витрати, пов'язані зі здійсненням процесу нагрівання. Недоліками відомого способу є недостатня енергоефективність та погіршення екологічних показників електросталеплавильного процесу через: - додаткові витрати природного газу, що використовується в паливно-кисневих пальниках для попереднього нагрівання скрапу; - підвищений витратний коефіцієнт металу внаслідок окислення і угару заліза при високотемпературному нагріванні скрапу; - підвищену емісію парникового газу СО2 як продукту окислення вуглецю ванни і наступного допалювання СО, а також продукту реакції повного спалювання природного газу при використанні пальників для попереднього нагрівання скрапу. В основу корисної моделі поставлено задачу підвищення енергоефективності і екологічної безпеки електросталеплавильного процесу з безперервним завантаженням вихідної шихти в рідку ванну шляхом удосконалення попереднього нагрівання скрапу на конвеєрі. Поставлена задача вирішується тим, що в способі попереднього нагрівання скрапу в електродуговій печі з безперервним завантаженням вихідної шихти в рідку ванну, який включає використання факела полум'я паливно-кисневих пальників для підвищення температури скрапу на конвеєрі, паливну суміш отримують шляхом термохімічної регенерації природного газу з газами, що видаляють із електродугової печі. Суть пропонованої корисної моделі пояснюється кресленням, де на Фіг. 1 показано виконання способу попереднього нагрівання скрапу в електродуговій печі з безперервним завантаженням шихти в рідку ванну. В електродугову піч 1 через отвір в її корпусі безперервно подають фрагментований скрап 2 на конвеєрі через завантажувальний тунель 3. Скрап нагрівають факелом полум'я паливно-кисневих пальників 4, встановлених в тунелі 3. В пальниках 4 використовують продукти термохімічної регенерації природного газу з газами, що видаляють із електродугової печі. Ентальпія газів, що видаляють із електродугової печі, забезпечує проведення термохімічної регенерації – вуглекислотної та пароводяної конверсії природного газу (СН 4) згідно з реакціями СН4+СО2=2СО+2Н2–247 МДж/кмоль; (1) 1 UA 120432 U СН4 +Н2О =СО+3Н2–206 МДж/кмоль; (2) В результаті реакцій (1), (2) з природного газу у реформері 5 отримують синтез-газ (СГ), горючими складовими якого є СО і Н2. Спалювання СГ в паливно-кисневих пальниках для попереднього нагрівання скрапу описується наступними реакціями: 5 2СО+О2=2СО2+566 МДж/кмоль; 2H2+O2=2H2O+483 МДж/кмоль 10 15 20 25 30 (3) (4) Гази, що відходять із дугової печі та видаляються в систему газоочищення, формуються переважно з наступних джерел: - окислення певної кількості вуглецю сталеплавильної ванни згідно з технологічним регламентом. Процес здійснюють шляхом продувки рідкої ванни технічним киснем через надзвукову фурму 6 одночасно з присадкою до ванни порошку вуглецю інжектором 7. Продуктом окислення в присутності вільного вуглецю в умовах сталеплавильної ванни є СО, який допалюють до СО2 в аспіраційному патрубці 8 та камері допалювання і первинного пилоосадження 9 із використанням кисню, що поступає з повітрям, яке підсмоктується завдяки розрідженню в системі газоочищення; - продукти спалювання СГ в паливно-кисневих пальниках згідно з реакціями (3), (4); - азот із повітря, що підсмоктується в піч завдяки розрідженню в системі газовидалення. Попередньо нагрітий скрап плавиться в рідкій ванні за сприяння конвективної тепловіддачі в розплаві, що перемішується струменем при продувці киснем через фурму 6 і пузирями аргону, який у незначній кількості подають через пористу пробку 10 в подині печі. Ентальпія газів, що видаляються з електродугової печі при температурі 1200-1500 °C, із урахуванням теплоти допалювання СО забезпечує протікання ендотермічного процесу термохімічної регенерації згідно з реакціями (1), (2) в реформері 5, що встановлений в камері допалювання і первинного пилоосадження 9. Після камери 9 відпрацьовані гази надходять у вологовідділювач 11, де звільняються від водяної пари, і далі – в блок рукавних фільтрів (РТФ) системи газоочищення. Певну частку знепиленого газу, який містить СО2, повертають у процес термохімічної регенерації і подають у реформер 5, а решту газів викидають в атмосферу. Воду з вологовідділювача 11 через випарник 12, встановлений в камері 9, у вигляді пари також подають в реформер 5 для здійснення реакцій конверсії (1), (2). Теплоту для випаровування води отримують за рахунок ентальпії газів, що видаляються з електродугової печі. При використанні способу попереднього нагрівання скрапу згідно з найбільш близьким аналогом реалізують спалювання природного газу в паливно-кисневих пальниках, що встановлені в тунелі безперервного завантаження шихти, по реакції 35 СН4+2О2=СО2+2Н2О+802 МДж/кмоль. 40 45 50 (5) Тепловий ефект від згоряння 1 кмоля СН4 за реакцією (5) та від реакцій конверсії 1 кмоля СН4 згідно з (1) або (2), з одного боку, та ефект від подальшого спалювання синтез-газу за реакціями (3) або (4), з іншого, є еквівалентними згідно із законом Гесса. Однак, враховуючи, що енергію на проведення конверсії у пропонованому способі отримують за рахунок ентальпії газового середовища, що видаляється при технологічному процесі із електродугової печі, пропонований спосіб, за інших рівних умов, зокрема, продуктивності печі, забезпечує суттєву економію природного газу в пальниках у порівнянні зі способом, що реалізують згідно з найбільш близьким аналогом. При використанні пропонованого способу частка вуглекислого газу СО 2, що витрачається на конверсію природного газу в реформері 5, постійно знаходиться у виробничому циклі і не викидається в атмосферу. Таким чином, досягається підвищення екологічної безпеки електросталеплавильного процесу в порівнянні зі способом, що реалізують згідно з найбільш близьким аналогом, за інших рівних умов. Перевагою пропонованого способу в порівнянні зі способом, що реалізують згідно з найбільш близьким аналогом, є зменшення окислення та угару скрапу при його високотемпературному нагріванні за рахунок організації м'якого факела при наявності азоту, який разом із СО2 циркулює в системі термохімічної регенерації природного газу. 2 UA 120432 U 5 Приклад Спосіб попереднього нагрівання скрапу в електродуговій печі з безперервним завантаженням вихідної шихти в рідку ванну, що пропонується, а також спосіб, що реалізують згідно з найбільш близьким аналогом, зіставлені стосовно до умов електродугової печі продуктивністю 200 т/год. Показники, отримані розрахунками на основі наведених вище даних, представлені в табл. 1. Таблиця 1 Техніко-економічні і екологічні показники електродугової печі продуктивністю 200 т/год. з безперервним завантаженням шихти в рідку ванну 10 Величина параметра в порівнянні з найбільш близьким аналогом Відносні одиниці (%) Абсолютні значення 3 21 3,6 м /т сталі 5 0,8 кг/т сталі 9,8 8–10 кг/т сталі Найменування параметра Економія природного газу Зниження угару скрапу при нагріві Зниження еміссії СО2 в атмосферу 15 20 25 Складові економічної ефективності способу при річній продуктивності електродугової печі 1,4 млн. т сталі 3 Економія природного газу за рік становить Е пг=3,6 1400000=5040 тис. м . При ціні на 3 природний газ 6,87 грн/м економія буде дорівнювати Епг=34,6 млн. грн / рік. Економія скрапу від зниження угару при попередньому нагріванні при ціні скрапу 6630 грн/т становить Ескр.=0,8 1400000 6,630=7,4 млн. грн/рік. Отже, сумарна економія буде Е=Е пг. + Ескр. = 42 млн. грн/рік. Інвестиційні витрати на реформер очікуються у розмірі 1,5 млн. долл, що становить І=40,5 млн. грн. Вважаючи, що термін окупності інвестицій у пропонований спосіб не більше року, маємо Ток.=І/Е 12=11,6 місяців. Таким чином, пропонований спосіб забезпечує виконання задачі корисної моделі – підвищення енергоефективності і екологічної безпеки електродугової печі з безперервним завантаженням вихідної шихти в рідку ванну. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб попереднього нагрівання скрапу в електродуговій печі з безперервним завантаженням вихідної шихти в рідку ванну, що включає використання факела полум'я паливно-кисневих пальників для підвищення температури скрапу на конвеєрі, який відрізняється тим, що паливну суміш отримують шляхом термохімічної регенерації природного газу з газами, що видаляють із електродугової печі. 3 UA 120432 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for preheating scrap in an electric arc furnace with continuous charging of a charge into a liquid bath
Автори англійськоюTimoshenko Sergii, Gubynskyi Michail, Shraiber Alexandr
Назва патенту російськоюСпособ предварительного нагрева скрапа в электродуговой печи с непрерывной загрузкой шихты в жидкую ванну
Автори російськоюТимошенко Сергей Николаевич, Губинский Михаил Владимирович, Шрайбер Александр Авраамович
МПК / Мітки
МПК: F27D 13/00
Мітки: електродуговий, скрапу, попереднього, шихти, печі, рідку, безперервним, спосіб, нагрівання, завантаженням, ванну
Код посилання
<a href="https://ua.patents.su/6-120432-sposib-poperednogo-nagrivannya-skrapu-v-elektrodugovijj-pechi-z-bezperervnim-zavantazhennyam-shikhti-v-ridku-vannu.html" target="_blank" rel="follow" title="База патентів України">Спосіб попереднього нагрівання скрапу в електродуговій печі з безперервним завантаженням шихти в рідку ванну</a>
Установка та спосіб спалювання газу, що виходить з печі, для попереднього нагрівання брухту, який завантажують у цю піч, спосіб та установка для рафінування сталі
Номер патенту: 89825
Опубліковано: 10.03.2010
Автори: Лодаті Клаудіо, Ардженто Паоло, Б'янкі Феррі Мауро, Реалі Сілвіо
МПК: F27D 13/00, F27B 3/18, C22B 9/00, F27D 17/00, C21C 7/00
Мітки: нагрівання, установка, сталі, брухту, спосіб, виходить, завантажують, печі, газу, спалювання, попереднього, рафінування, піч
Формула / Реферат:
1. Установка для спалювання газу, що виходить з електричної дугової печі, для попереднього нагрівання металевого брухту, завантажуваного в цю піч, яка відрізняється тим, що має пристрій введення окиснювача у камеру попереднього нагрівання металевого брухту або завантажувальний тунель, який має частину для введення металевого брухту, ущільнюючу частину для запобігання неконтрольованому проникненню повітря в камеру або тунель, частину для...
Спосіб контролю плавки в електродуговій печі
Номер патенту: 21812
Опубліковано: 10.04.2007
Автор: Попов Віктор Васильович
МПК: H05B 7/00
Мітки: плавки, електродуговий, спосіб, контролю, печі
Формула / Реферат:
Спосіб контролю плавки в електродуговій печі, що включає вимірювання параметрів електричної мережі печі, визначення на їх основі контрольного параметра і оцінювання за його значенням електричного режиму печі, який відрізняється тим, що як контрольний параметр використовують кут запалювання дуги, для визначення якого додатково задають реактивний і активний опір печі.
Спосіб контролю рівня розплавленого матеріалу в печі і управління завантаженням шихти в піч та пристрій для його реалізації
Номер патенту: 14877
Опубліковано: 30.04.1999
Автор: Сікора Любомир Степанович
МПК: C03B 5/00, G01F 23/284
Мітки: матеріалу, спосіб, печі, завантаженням, розплавленого, шихти, реалізації, піч, пристрій, контролю, рівня, управління
Формула / Реферат:
1. Способ контроля уровня расплавленного материала в печи и управления загрузкой шихты в печь, включающий зондирование лазерным лучом контролируемой среды, прием отраженного от среды сигнала и распределение его по двум каналам в зависимости от положения луча по отношению к заданной линии уровня расплавленного материала посредством плоской двухкоординатной матрицы фотоприемника, преобразование его в электрический сигнал, усиление его и...
Спосіб плавлення дрібнозернистого, отриманого прямим відновленням заліза в електродуговій печі
Номер патенту: 60347
Опубліковано: 15.10.2003
Автори: Штредер Міхель, Шимо Зігфрид, Айхбергер Хайнц, Веллс Вілльям
Мітки: заліза, отриманого, дрібнозернистого, печі, електродуговий, відновленням, плавлення, прямим, спосіб
Формула / Реферат:
1. Спосіб плавлення дрібнозернистого, отриманого прямим відновленням заліза, до 80 ваг.% якого має зернистість не більше 3 мм, в електродуговій печі, що містить ванну розплаву заліза і на рідкому залізі шар пінистого шлаку, причому залізо, отримане прямим відновленням, під час роботи печі направляють через щонайменше одну трубу, що проходить через кришку печі, зверху крізь отвір труби у шар пінистого шлаку і на рідке залізо, який...
Пристрій для контролю плавки в електродуговій печі
Номер патенту: 23682
Опубліковано: 11.06.2007
Автор: Попов Віктор Васильович
Мітки: плавки, електродуговий, пристрій, контролю, печі
Формула / Реферат:
Пристрій для контролю плавки в електродуговій печі, що містить блок вимірювання параметрів електричної мережі печі, який відрізняється тим, що в нього введені блоки задання реактивного і активного опору печі, виходи яких з'єднані з входами блока розрахунку відносної напруги дуги і блока розрахунку відношення реактивного і активного опору печі, а їх виходи з'єднані з входом блока розрахунку кута запалювання дуги, при цьому вихід блока...
Попередній патент: Інгібітор відкладення мінеральних солей з високими бактерицидними властивостями
Наступний патент: Пристрій для обробки кінців труб
Випадковий патент: Вимірювач кількості молока