Пристрій для обробки кінців труб
Формула / Реферат
1. Пристрій для обробки кінців труб, що містить корпус, з розташованим всередині редуктором, різцетримач зі змінними різцями, механізм фіксації пристрою по внутрішній циліндричній поверхні виробу, виконаний у вигляді порожнистого опорного вала, на робочому кінці якого розташовані поздовжні пази, в яких розміщені розтискні фіксуючі елементи, а на іншому кінці згаданого вала розміщений механізм зворотно-поступального переміщення його відносно корпусу, виконаний у вигляді гвинтової передачі, що включає зовнішню різь, виконану на кінці порожнистого опорного вала, і упорну втулку, що взаємодіє зі згаданою різзю, при цьому уздовж осі порожнистого опорного вала розташований центральний стрижень, робочий кінець якого взаємодіє з розтискними фіксуючими елементами, а інший кінець пов'язаний з приводом його переміщення, який відрізняється тим, що центральний стрижень механізму фіксації пристрою виконаний складаним, робочий кінець якого виконаний у вигляді знімної регулюючої шпильки, в середній частині якої розташовані права і ліва різі та розміщені відповідні їм регулюючі гайки, які взаємодіють з розтискними фіксуючими елементами механізму фіксації, при цьому порожнистий опорний вал, в якому встановлений згаданий стрижень, містить в торці робочого кінця зовнішню різь з встановленою фігурною глухою гайкою, виконаною з можливістю обмеження осьового пересування розтискних фіксуючих елементів, а упорна втулка механізму зворотно-поступального переміщення опорного вала щодо корпусу виконана з зовнішнім розширеним фланцем з ручками.
2. Пристрій за п. 1, який відрізняється тим, що розтискні фіксуючі елементи виконані у вигляді фігурних планок, внутрішня частина яких виконана V-подібної форми.
Текст
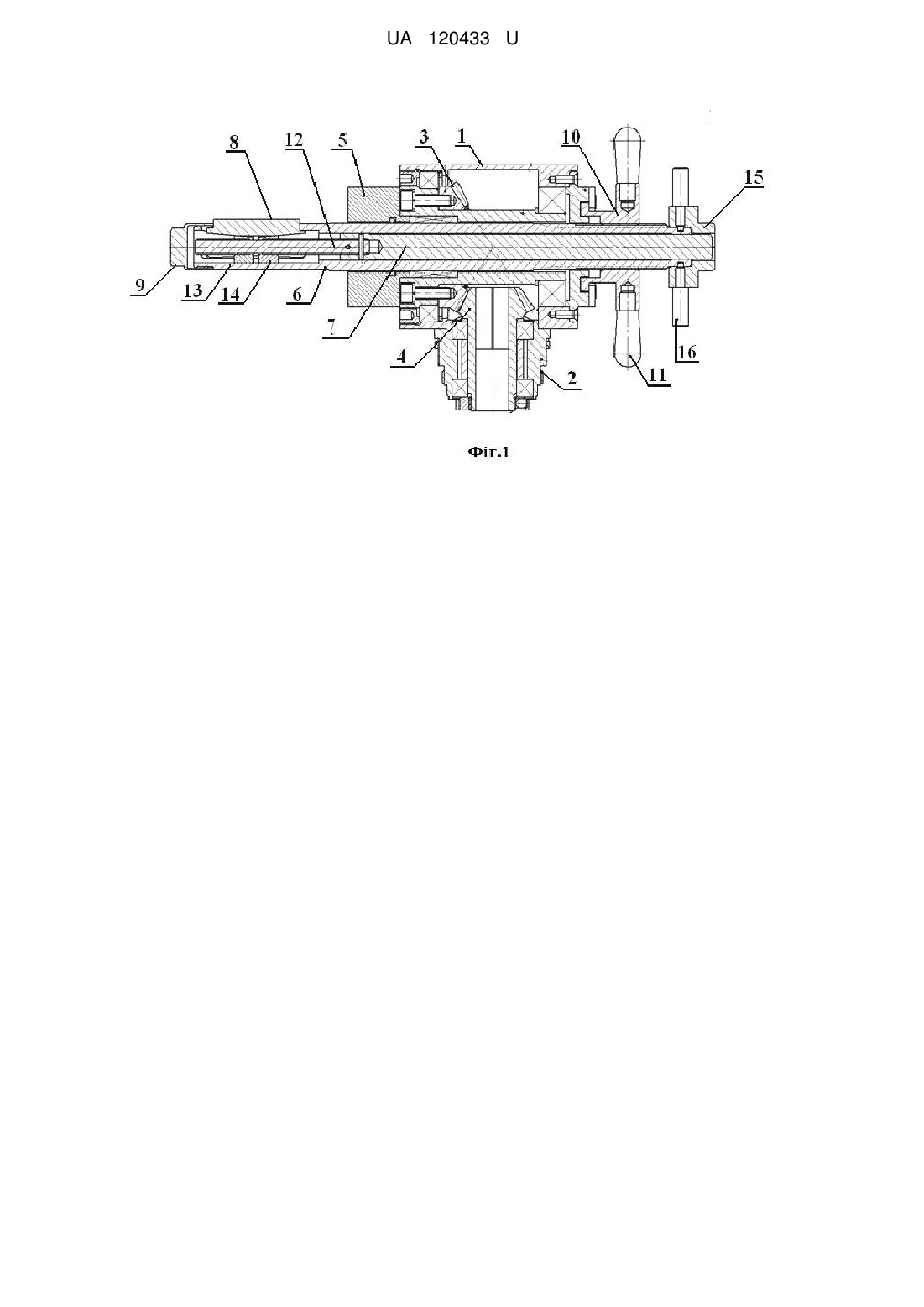
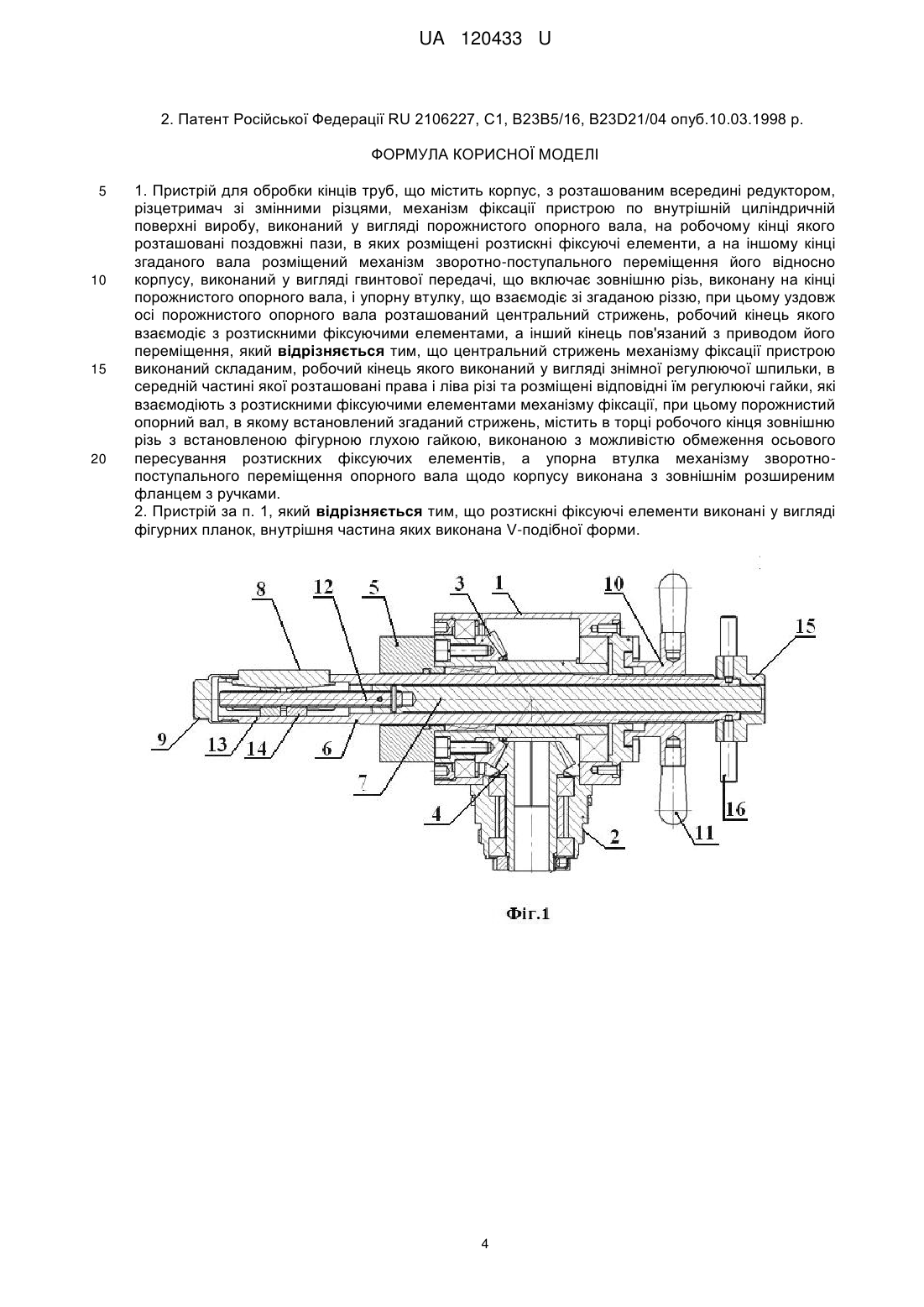
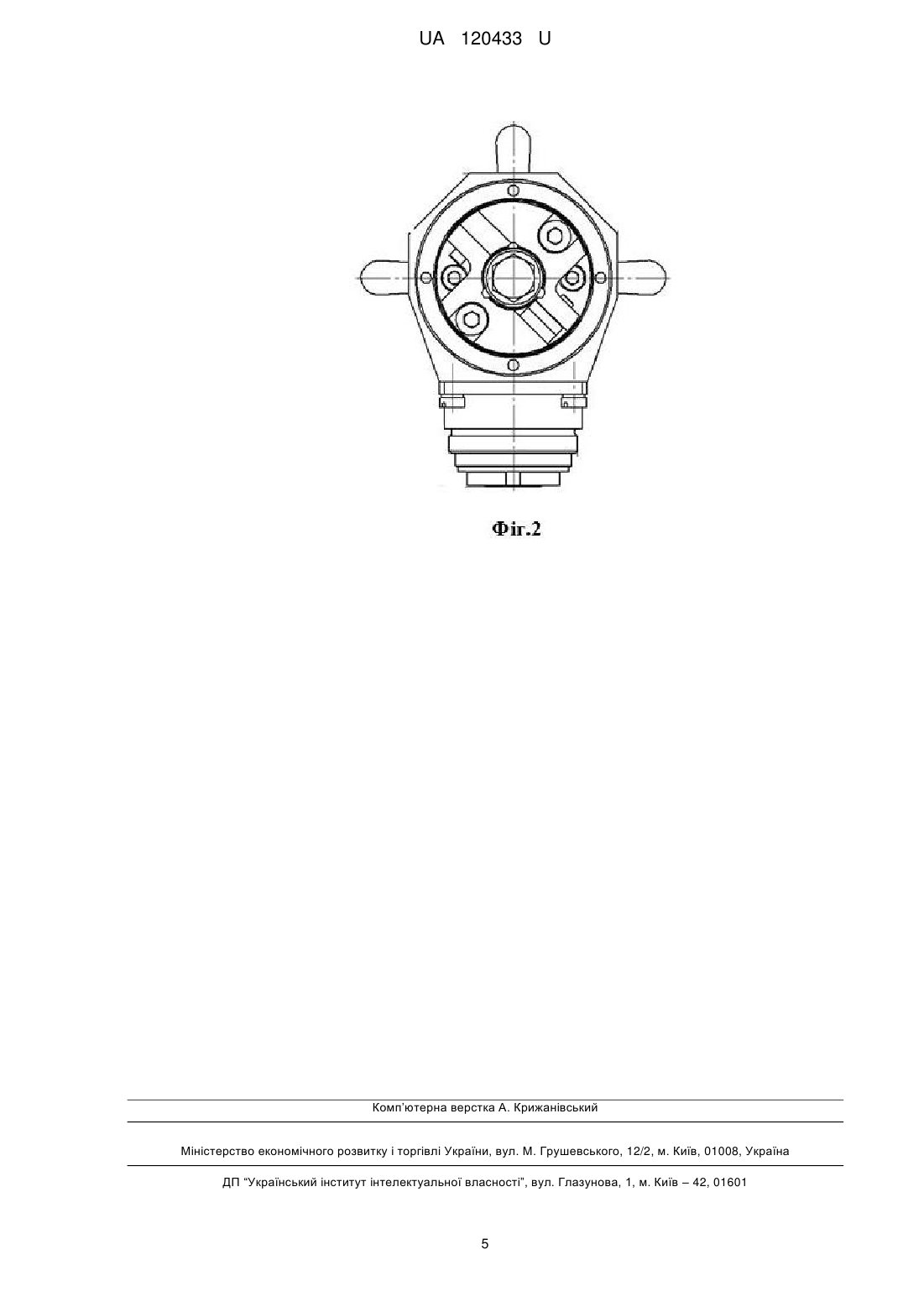
Реферат: Пристрій для обробки кінців труб містить корпус, з розташованим всередині редуктором, різцетримач зі змінними різцями, механізм фіксації пристрою по внутрішній циліндричній поверхні виробу, виконаний у вигляді порожнистого опорного вала, на робочому кінці якого розташовані поздовжні пази, в яких розміщені розтискні фіксуючі елементи, а на іншому кінці згаданого вала розміщений механізм зворотно-поступального переміщення його відносно корпусу, виконаний у вигляді гвинтової передачі. При цьому центральний стрижень механізму фіксації пристрою виконаний складаним, робочий кінець якого виконаний у вигляді знімної регулюючої шпильки, в середній частині якої розташовані права і ліва різі та розміщені відповідні їм регулюючі гайки, які взаємодіють з розтискними фіксуючими елементами механізму фіксації, при цьому порожнистий опорний вал, в якому встановлений згаданий стрижень, містить в торці робочого кінця зовнішню різь з встановленою фігурною глухою гайкою, виконаною з можливістю обмеження осьового пересування розтискних фіксуючих елементів, а упорна втулка механізму зворотно-поступального переміщення опорного вала щодо корпусу виконана з зовнішнім розширеним фланцем з ручками. UA 120433 U (12) UA 120433 U UA 120433 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до пристроїв для механічної обробки, зокрема до мобільних верстатів для обробки кінців металевих і неметалевих труб для зняття фаски, торцювання та інших операцій. Пристрій може бути використаний в стаціонарних або польових умовах при виготовленні або ремонті різного устаткування печей, теплообмінників та інших пристроїв. Відомий пристрій [1] для обробки кінців труб, який містить корпус з розташованим всередині редуктором, різцетримач зі змінними різцями, механізм фіксації пристрою по внутрішній циліндричній поверхні виробу з розтискними фіксуючими елементами, механізм зворотнопоступального переміщення, при цьому уздовж осі опорного валу розташований центральний стрижень, робочий кінець якого взаємодіє з розтискними фіксуючими елементами, а інший кінець пов'язаний з приводом його переміщення. При цьому на корпусі встановлений редуктор з циліндричними шестернями і привід обертання, а різцетримач зі змінними різцями виконаний у вигляді планшайби з різцевими головками, розташованими по периметру. Механізм фіксації пристрою по внутрішній циліндричній поверхні виробу з розтискними фіксуючими елементами містить пружинний елемент, встановлений між центруючим рядом фіксаторів і приводним елементом приводу механізму фіксації, для створення зусилля, необхідного для центрування пристрою в оброблюваної трубі. Недоліками даного пристрою є складність механізму фіксації пристрою по внутрішній циліндричній поверхні виробу, висока металоємність і значні габарити за рахунок застосування редуктора з циліндричними шестернями, що знижує надійність пристрою, збільшує його вагу, ускладнює обслуговування. Крім того, до недоліків можна віднести невеликий діапазон діаметрів оброблюваних труб, що знижує експлуатаційні характеристики пристрою. Найбільш близьким до технічного рішення, яке заявляється, є пристрій [2] для обробки кінців труб, що містить корпус, з розташованим всередині редуктором, різцетримач зі змінними різцями, механізм фіксації пристрою по внутрішній циліндричній поверхні виробу, виконаний у вигляді порожнистого опорного вала, на робочому кінці якого розташовані поздовжні пази, в яких розміщені розтискні фіксуючі елементи, а на іншому кінці згаданого вала розміщений механізм зворотно-поступального переміщення його відносно корпусу, виконаний у вигляді гвинтової передачі, що включає зовнішню різь, виконану на кінці порожнистого опорного вала, і упорну втулку, що взаємодіє зі згаданою різзю, при цьому уздовж осі порожнистого опорного вала розташований центральний стрижень, робочий кінець якого взаємодіє з розтискними фіксуючими елементами, а інший кінець пов'язаний з приводом його переміщення. При цьому робочий кінець центрального стрижня виконаний меншого діаметра з різзю від кінця і на ньому послідовно розміщені з можливістю взаємного переміщення по стрижню циліндрична втулка з одним конусним торцем, зверненим до кінця стрижня, щонайменше одна проміжна втулка з двома конусними торцями і одна втулка з одним конусним торцем зверненим до проміжної втулки, поєднана з кінцем стрижня по різі і зафіксована від повороту в порожнистому опорному валу, а розтискні фіксуючі елементи виконані з поперечними вирізами на внутрішній опорній поверхні і встановлені на кульках, розміщених в заглибленнях між зустрічними конусними торцями суміжних втулок і згаданих вирізів на внутрішній опорної поверхні фіксуючих елементів і притиснуті до кульок пружними елементами. При цьому пружні елементи виконані у вигляді відрізків пружинної стрічки. Механізм зворотно поступального переміщення порожнистого опорного вала щодо корпусу виконаний у вигляді гвинтової передачі, що включає зовнішню різь, виконану на кінці порожнистого опорного вала, і упорну втулку, що взаємодіє зі згаданою різзю і зафіксована в корпусі від поздовжнього переміщення. Для переміщення різцетримача в зону різання маховик механізму фіксації пристрою зсувається в осьовому напрямку в бік упорної втулки і поєднує встановлені на ньому упори з відповідними отворами на упорній втулці. Обертання маховика передається на упорну втулку, яка за допомогою різьбової пари переміщує корпус щодо опорного вала, при цьому різцетримач з різцями переміщається в зону різання. До недоліків даного пристрою для обробки кінців труб можна віднести складність конструкції механізму фіксації пристрою по внутрішній циліндричній поверхні виробу, так як застосування пружинних і кулькових елементів не дозволяє провести швидку зміну фіксуючих елементів для використання пристрою на іншому діаметрі труби, що значно знижує експлуатаційні якості при ремонті і монтажі. Також до недоліків можна віднести низьку надійність в сполучному вузлі маховика і упорної втулки в пристрої зворотно-поступального переміщення, так як для докладання зусиль від маховика в сполучному вузлі застосовані такі елементи, як штифти і відповідні їм гнізда. До недоліків можна віднести і наявність значного по діаметру загального маховика приводу для механізму фіксації пристрою і механізму зворотно-поступального переміщення, що погіршує експлуатацію в умовах обмеженого простору. 1 UA 120433 U 5 10 15 20 25 30 35 40 45 50 55 60 В основу корисної моделі поставлена задача створення такого пристрою для обробки кінців труб, в якому шляхом удосконалення пристрою досягається підвищення надійності і зручності при експлуатації і розширення можливостей його використання при ремонті та монтажі в умовах обмеженого простору. Поставлена задача вирішується тим, що у відомому пристрої для обробки кінців труб, який містить корпус з розташованим всередині редуктором, різцетримач зі змінними різцями, механізм фіксації пристрою по внутрішній циліндричній поверхні виробу, виконаний у вигляді порожнистого опорного вала, на робочому кінці якого розташовані поздовжні пази, в яких розміщені розтискні фіксуючі елементи, а на іншому кінці згаданого вала розміщений механізм зворотно-поступального переміщення його відносно корпуса, виконаний у вигляді гвинтової передачі, що включає зовнішню різь, виконану на кінці порожнистого опорного вала, і упорну втулку, що взаємодіє зі згаданою різзю, при цьому уздовж осі порожнистого опорного вала розташований центральний стрижень, робочий кінець якого взаємодіє з розтискними фіксуючими елементами, а інший кінець пов'язаний з приводом його переміщення, згідно з корисною моделлю, центральний стрижень механізму фіксації пристрою виконаний складаним, робочий кінець якого виконаний у вигляді знімної регулюючої шпильки, в середній частині якої розташовані права і ліва різі і розміщені відповідні їм регулюючі гайки, які взаємодіють з розтискними фіксуючими елементами механізму фіксації, при цьому порожнистий опорний вал, в якому встановлений згаданий стрижень, містить в торці робочого кінця зовнішню різь з встановленою фігурною глухою гайкою, виконаною з можливістю обмеження осьового пересування розтискних фіксуючих елементів, а упорна втулка механізму зворотно поступального переміщення опорного вала щодо корпусу виконана з зовнішнім розширеним фланцем з рукоятками. При цьому розтискні фіксуючі елементи виконані у вигляді фігурних планок, внутрішня частина яких виконана V-подібної форми. Виконання центрального стрижня механізму фіксації пристрою складаним, робочий кінець якого виконаний у вигляді знімної регулюючої шпильки, дозволило значно спростити механізм фіксації і забезпечити більш технологічний процес механічної обробки його робочої частини, пов'язаний з нанесенням різі різної спрямованості на поверхню шпильки. При цьому виконання в середній частині знімної регулюючої шпильки різі різного спрямування (правої і лівої різей), дозволило розмістити відповідні їм регулюючі гайки, які при обертанні шпильки в одну сторону сходяться до центра, а при обертанні в іншу сторону розходяться від центра, що забезпечує підйом або опускання розтискних фіксуючих елементів в поздовжніх пазах порожнистого опорного вала і спрощує процес фіксації пристрою по внутрішній циліндричній поверхні виробу. Використання фіксуючих елементів, виконаних у вигляді фігурних планок, внутрішня частина яких виконана V-подібної форми, дозволяє спростити механізм фіксації пристрою по внутрішній циліндричній поверхні виробу. Завдяки встановленій фігурній глухій гайці в торці робочого кінця порожнистого опорного вала, виконаній з можливістю обмеження осьового пересування розтискних фіксуючих елементів, забезпечується можливість оперативно змінювати розтискні фіксуючі елементи для установки пристрою на трубу іншого діаметра, що розширює функціональні можливості пристрою при експлуатації. Завдяки застосуванню упорної втулки з розширеним фланцем з рукоятками в механізмі зворотно-поступального переміщення опорного вала щодо корпусу, досягається можливість використання незалежних приводів, механізму фіксації пристрою і механізму зворотнопоступального переміщення, що підвищує надійність пристрою. При цьому приводні рукоятки приводів виконані незначних розмірів, що дає можливість застосовувати пристрій при ремонті і монтажі в умовах обмеженого простору. Суть корисної моделі пояснюється на кресленнях, де представлені: Фіг. 1 - вигляд збоку пристрою для обробки кінців труб. Фіг. 2 - вигляд спереду пристрою для обробки кінців труб. Пристрій для обробки кінців труб відповідно до фіг. 1 містить корпус (1) з горизонтально розташованою циліндричною частиною і перпендикулярно розташованим вузлом (2) підключення приводу, де як привід може бути підключений електро- або пневмопривід (не показано). Усередині циліндричної частини корпусу (1) розташований редуктор приводу обертання, виконаний у вигляді двох конічних шестерень (3) і (4). При цьому шестірня (3) передає зусилля на різцетримач (5) зі змінними різцями, а шестірня (4) взаємодіє з приводом. Уздовж горизонтальній осі корпусу встановлений порожнистий опорний вал (6), на робочій стороні якого розміщений механізм фіксації по внутрішній циліндричній поверхні виробу. 2 UA 120433 U 5 10 15 20 25 30 35 40 45 50 55 60 Усередині порожнистого опорного вала (6) розміщений центральний стрижень (7) механізму фіксації пристрою по внутрішній циліндричній поверхні виробу. При цьому в робочій частині порожнистого опорного вала (6) виконані рівномірно розташовані по колу пази, з встановленими в них розтискними фіксуючими елементами (8), виконаними у вигляді фігурних планок, зовнішня частина яких виконана рівною, а внутрішня протилежна частина виконана V-подібної форми. На торці робочої частини порожнистого опорного вала (6) розміщена різь і встановлена глуха гайка (9), що обмежує осьове переміщення розтискних фіксуючих елементів (8) і запобігає їх випадінню. З протилежного боку порожнистого опорного вала (6) розташований механізм зворотно-поступального переміщення його відносно корпусу (1), виконаний у вигляді гвинтової передачі, що включає зовнішню різь, виконану на кінці порожнистого опорного вала (6), і фігурну упорну втулку (10) з відповідною внутрішньою різзю. При цьому упорна втулка (10) має зовнішній розширений фланець з встановленими по периметру рукоятками (11), необхідними для обертання упорної втулки (10). У робочій частині центрального стрижня (7) механізму фіксації пристрою по внутрішній циліндричній поверхні виробу встановлена знімна регулююча шпилька (12), у якій на одній частині нанесена права різь, а на іншій - ліва різь. Крім того, на знімній регулюючій шпильці (12) розміщені відповідні регулюючі гайки (13) і (14), розташовані на заданій відстані і взаємодіючі з розтискними фіксуючими елементами (8) механізму фіксації. При цьому регулюючі гайки (13) і (14) спираються своєю зовнішньою частиною на внутрішню Vподібну поверхню розтискних фіксуючих елементів (8). Протилежна частина центрального стрижня (7) містить закріплену фігурну головку (15) з встановленими по периметру рукоятками (16), необхідними для передачі обертання центральному стрижню (7). Пристрій для обробки кінців труб працює наступним чином: Попередньо проводять вимір внутрішнього діаметра оброблюваного виробу і згідно з цим діаметром підбирають розмір розтискних фіксуючих елементів (8). Знімають з робочого торця опорного вала (6) глуху гайку (9), розміщують в поздовжніх пазах вибрані за розміром розтискні фіксуючі елементи (8) і встановлюють глуху гайку (9) на робочий торець опорного вала (6). Корпус (1) з горизонтально розташованою циліндричною частиною і перпендикулярно розташованим вузлом (2) підключення приводу, встановлюють навпроти оброблюваної труби. Робочий кінець опорного вала (6) вводять в отвір виробу так, щоб торець виробу не доходив 2-3 мм до різця, закріпленого у різцетримачі (5). Далі, за допомогою рукоятки (16) обертають фігурну головку (15), яка через центральний стрижень (7) передає обертальний рух знімній регулюючій шпильці (12). При цьому регулюючі гайки (13) і (14) починають сходитися і впливати з різних сторін на внутрішні V-подібні поверхні розтискних фіксуючих елементів (8), піднімаючи їх до щільного контакту з внутрішньої циліндричної поверхні оброблюваного виробу. При цьому відбувається рівномірний розподіл докладених зусиль по V-подібній поверхні фіксуючих елементів і при незначному зусиллі моменту затягування забезпечується надійна фіксація пристрою на оброблюваному виробі. Таке виконання механізму фіксації дозволяє при спрощення конструкції забезпечити надійне закріплення оброблюваного виробу. До вузла (2) підключення приводу підключають, наприклад, пневмопривід, який передає обертання конічним шестерням (3) і (4) редуктора, які приводять в дію різцетримач (5), з встановленими різцями (не показано) для обробки торця труби. За допомогою рукояток (11) забезпечують обертання фігурної упорної втулки (10), яка за допомогою гвинтової передачі переміщує корпус (1) по опорному валу (6), тим самим подаючи різцетримач (5) з різцями в зону різання. При обробці торця труби необхідно правильно підібрати швидкість подачі для забезпечення плавного різання. Після виконання необхідної обробки торця виробу обертають упорну втулку (10) у зворотний бік і відводять різцетримач (5) з різцями із зони різання. Потім вимикають привід і шляхом обертання фігурної головки (15) у зворотний бік розводять регулюючі гайки (13) і (14), які взаємодіють з розтискними фіксуючими елементами (8). При цьому розтискні фіксуючі елементи (8) виходять з контакту з внутрішньою поверхнею оброблюваного виробу і звільняють робочий кінець опорного вала (6) пристрою. Пристрій вільно відводиться від виробу і далі пристрій може бути встановлено в черговий виріб для необхідної обробки. Таким чином, запропоноване технічне рішення дозволяє спростити конструкцію, підвищити надійність і зручність при експлуатації, за рахунок удосконалення механізму фіксації пристрою по внутрішній циліндричній поверхні виробу, а також підвищити надійність за рахунок застосування незалежних приводів механізму фіксації пристрою і механізму зворотно поступального переміщення. При цьому приводні рукоятки приводів виконані незначних розмірів, що дає можливість застосовувати пристрій при ремонті і монтажі в умовах обмеженого простору. Джерела інформації: 1. Патент України UA 5800, U, МКТ7, B23B5/16, опуб.15.03.2005 р. 3 UA 120433 U 2. Патент Російської Федерації RU 2106227, C1, B23B5/16, B23D21/04 опуб.10.03.1998 р. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Пристрій для обробки кінців труб, що містить корпус, з розташованим всередині редуктором, різцетримач зі змінними різцями, механізм фіксації пристрою по внутрішній циліндричній поверхні виробу, виконаний у вигляді порожнистого опорного вала, на робочому кінці якого розташовані поздовжні пази, в яких розміщені розтискні фіксуючі елементи, а на іншому кінці згаданого вала розміщений механізм зворотно-поступального переміщення його відносно корпусу, виконаний у вигляді гвинтової передачі, що включає зовнішню різь, виконану на кінці порожнистого опорного вала, і упорну втулку, що взаємодіє зі згаданою різзю, при цьому уздовж осі порожнистого опорного вала розташований центральний стрижень, робочий кінець якого взаємодіє з розтискними фіксуючими елементами, а інший кінець пов'язаний з приводом його переміщення, який відрізняється тим, що центральний стрижень механізму фіксації пристрою виконаний складаним, робочий кінець якого виконаний у вигляді знімної регулюючої шпильки, в середній частині якої розташовані права і ліва різі та розміщені відповідні їм регулюючі гайки, які взаємодіють з розтискними фіксуючими елементами механізму фіксації, при цьому порожнистий опорний вал, в якому встановлений згаданий стрижень, містить в торці робочого кінця зовнішню різь з встановленою фігурною глухою гайкою, виконаною з можливістю обмеження осьового пересування розтискних фіксуючих елементів, а упорна втулка механізму зворотнопоступального переміщення опорного вала щодо корпусу виконана з зовнішнім розширеним фланцем з ручками. 2. Пристрій за п. 1, який відрізняється тим, що розтискні фіксуючі елементи виконані у вигляді фігурних планок, внутрішня частина яких виконана V-подібної форми. 4 UA 120433 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 5/16, B23B 41/00
Мітки: кінців, пристрій, обробки, труб
Код посилання
<a href="https://ua.patents.su/7-120433-pristrijj-dlya-obrobki-kinciv-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки кінців труб</a>
Пристрій для обробки кінців труб

Номер патенту: 63270
Опубліковано: 10.10.2011
Автори: Тарасюк Анатолій Петрович, Сичов Юрій Іванович, Самчук Володимир Володимирович, Лях Бенгард Григорович, Кравцов Марк Костянтинович
МПК: B23B 5/08
Мітки: пристрій, кінців, труб, обробки
Формула / Реферат:
Пристрій для обробки кінців труб, що містить корпус, фрезерну головку з зовнішнім зубчастим вінцем, приводний вал з ріжучою головкою, ріжучі елементи, який відрізняється тим, що його оснащено фрезерною головкою з зовнішнім конічним зубчастим вінцем, який знаходиться в зачепленні з конічним паразитним колесом, яке у свою чергу - з конічним зубчастим колесом, жорстко закріпленим на приводному валу, на кінці якого жорстко закріплена ріжуча...
Пристрій для обробки кінців труб
Номер патенту: 61784
Опубліковано: 25.07.2011
Автори: Оленич Микола Миколайович, Нескородяний Володимир Іванович
МПК: B23Q 9/00
Мітки: пристрій, обробки, кінців, труб
Формула / Реферат:
Пристрій для обробки кінців труб шляхом проточки різцем, що рухається у осьовому напрямку, який обладнаний корпусом з пристроєм для закріплення на трубі кільцевого зубчатого колеса та різцеутримувачем, закріпленим на ньому, який відрізняється тим, що різець рухається в радіальному напрямку і дає можливість обробляти також ущільнюючі поверхні фланцевих роз'єднань труб та посудин великого діаметра.
Пристрій для обробки кінців труб
Номер патенту: 71147
Опубліковано: 10.07.2012
Автори: Сичов Юрій Іванович, Лях Бенгард Григорович, Тарасюк Анатолій Петрович, Кравцов Марк Костянтинович, Самчук Володимир Володимирович
МПК: B23B 5/08
Мітки: пристрій, обробки, кінців, труб
Формула / Реферат:
Пристрій для обробки кінців труб, що містить корпус, ріжучі елементи, який відрізняється тим, що його оснащено зовнішньою ріжучою головкою, яка має вмонтовану плашку і рівномірно розташовані по усій окружності прохідні ріжучі елементи та підрізні ріжучі елементи, які усі підпружинені до конусної втулки, яка з'єднана з кулачком та пружинами з можливістю пересування по шліцах, які виконані у корпусі, причому зовнішня ріжуча головка має...
Пристрій для обробки кінців труб
Номер патенту: 49739
Опубліковано: 11.05.2010
Автори: Сичов Юрій Іванович, Лях Бенгард Григорович, Самчук Володимир Володимирович
МПК: B23B 5/08
Мітки: обробки, труб, пристрій, кінців
Формула / Реферат:
Пристрій для обробки кінців труб, що містить фрезерну головку, оправку з інструментом, внутрішні та зовнішні ріжучі елементи, який відрізняється тим, що оснащений розташованою у корпусі фрезерною головкою, встановленою на підшипниках, і має внутрішній зубчатий вінець, що знаходиться в зачепленні з паразитним колесом, причому паразитне колесо знаходиться в зачепленні з зубчатим колесом, закріпленим на приводному валу, установленому на...
Пристрій для обробки кінців труб
Номер патенту: 57132
Опубліковано: 10.02.2011
Автори: Лях Бенгард Григорович, Самчук Володимир Володимирович, Сичов Юрій Іванович
МПК: B23B 5/08
Мітки: пристрій, труб, обробки, кінців
Формула / Реферат:
Пристрій для обробки кінців труб, що містить корпус, у якому на підшипниках установлена фрезерна головка і привідний вал, на кінці якого жорстко закріплена ріжуча головка, який відрізняється тим, що його оснащено фрезерною головкою з зовнішнім зубчастим вінцем.
Попередній патент: Спосіб попереднього нагрівання скрапу в електродуговій печі з безперервним завантаженням шихти в рідку ванну
Наступний патент: Вітроустановка для виробництва теплоти
Випадковий патент: Приводна станція горизонтально-замкненого конвеєра