Спосіб обробки листових металів концентрованими джерелами енергії магнітних полів з попереднім нагрівом
Номер патенту: 121597
Опубліковано: 11.12.2017
Автори: Стрельнікова Вікторія Анатоліївна, Чаплигін Євген Олександрович, Сабокар Олег Сергійович, Батигін Юрій Вікторович


Формула / Реферат
1. Спосіб обробки листових металів концентрованими джерелами енергії магнітних полів з попереднім нагрівом, що включає генерацію механічних зусиль в товщині листового металу від дії зовнішніх електромагнітних полів інструменту - індуктора для досягнення необхідної геометрії форми зони впливу, який відрізняється тим, що джерело живлення - генератор імпульсів струму додатково комплектується джерелом змінної напруги високої частоти, яке є конструктивною складовою цього комплексу.
2. Спосіб за п. 1, який відрізняється тим, що джерело змінної напруги високої частоти підключається до індуктора, обмотка якого є частиною індуктора для магнітно-імпульсної обробки.
3. Спосіб за п. 1, який відрізняється тим, що джерело змінної напруги високої частоти підключається до індуктора, обмотка якого є діелектрично ізольованою від індуктора для магнітно-імпульсної обробки, але розташована так, щоб їх робочі зони співпадали.
4. Спосіб за п. 1, який відрізняється тим, що лінія електричного живлення від джерела змінної напруги високої частоти комплектується механічним керованим електромагнітним комутатором.
Текст
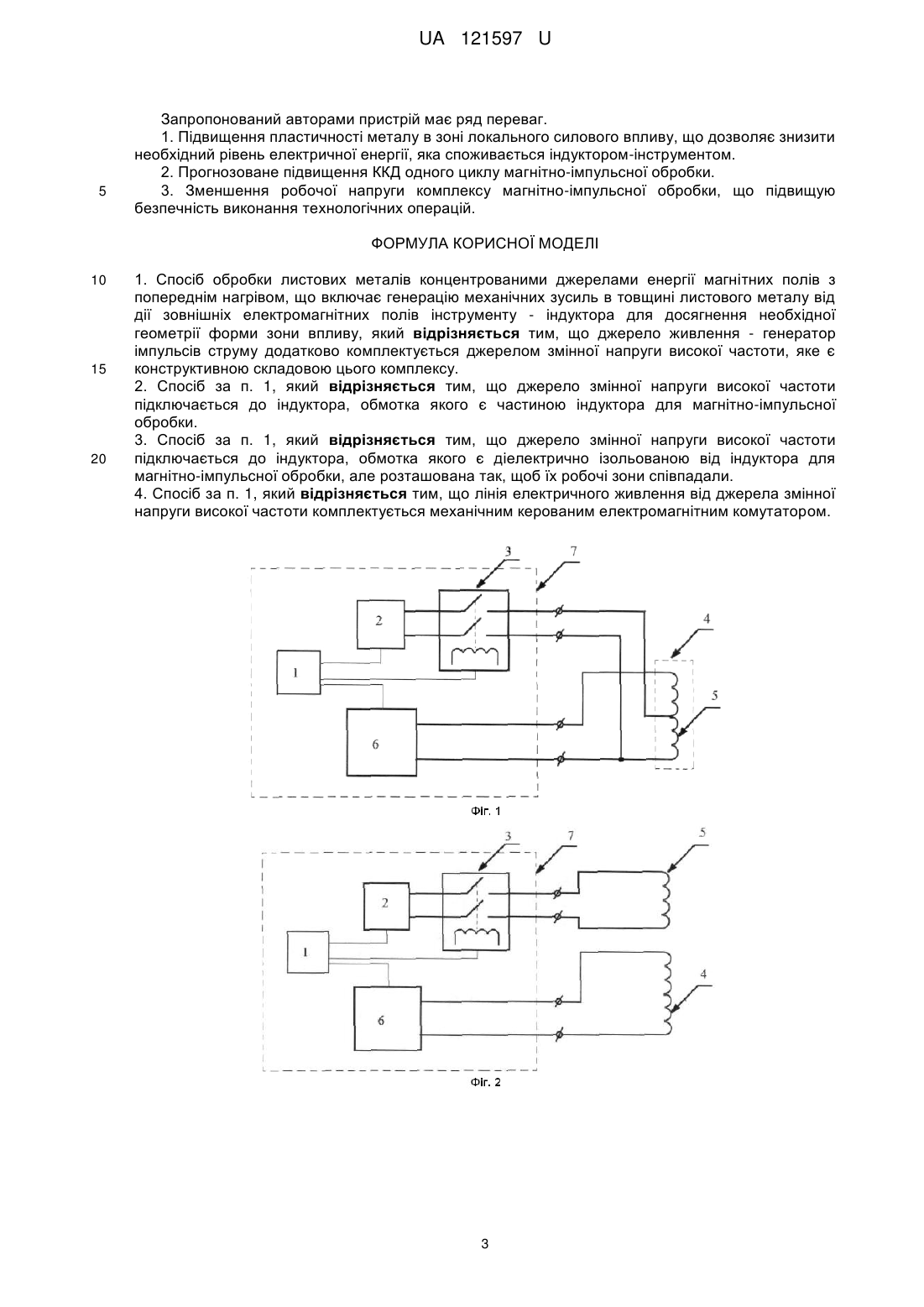
Реферат: Спосіб обробки листових металів концентрованими джерелами енергії магнітних полів з попереднім нагрівом включає генерацію механічних зусиль в товщині листового металу від дії зовнішніх електромагнітних полів інструменту - індуктора для досягнення необхідної геометрії форми зони впливу. Джерело живлення - генератор імпульсів струму додатково комплектують джерелом змінної напруги високої частоти, яке є конструктивною складовою цього комплексу. UA 121597 U (12) UA 121597 U UA 121597 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів безконтактного силового впливу на товщину листового металу з метою надання необхідних геометричних форм зоні впливу, які можуть бути використаними в технологіях обробки металів та ремонтних технологіях транспортних засобів із видалення набутих нерівностей на поверхні кузовних елементів. Відомий спосіб для видалення нерівностей на поверхні листових металів, у випадку виконання реконструкції геометричних форм кузовних елементів транспортних засобів з використання механічних пристроїв. Цей спосіб базується на застосуванні опорно-важільних конструкцій з різною конфігурацією. Так, наприклад, для видалення набутого дефекту форм поверхні у вигляді вм'ятини, над нею розташовується опорно-тяговий пристрій із пуансоном який приварюється точково до локального центру пошкодження за допомогою спеціального імпульсного генератора і потім виконується витягання області металу. Докладно ця технологія наведена у документах [пат. № US6.874.347B2 (США, 2005 p., R. Meichtry) та у пат. № WO 03/043757 (США, 2003 p., R. Meichtry)]. Недоліками даного способу є вимушене пошкодження лакофарбового покриття зони випрямлення, необхідність у великій кількості апаратних засобів та їх модифікацій та потребує високої кваліфікації оператора. Ще одним способом надання геометричних форм листовим металам, у випадку з виробництвом штампованих рельєфів та структур, є застосування механічних пресів. Як наведено у технічному описі (пат. № US7536892B2 Method and apparatus for forming sheet metal. США, 2009р.) необхідна зона листового металу розташовується на підготовленій поверхні, тобто матриці, по структурі якої, за допомогою поперекового навантаження, формується листовий метал. Незважаючи на простоту операції та її швидкість, надання структури металу за формою матриці супроводжується появою мікротріщин, які згодом можуть збільшуватись. Альтернативним способом до попереднього, який позбавлений його основного недоліку є спосіб магнітно-імпульсної штамповки. Металевий лист розміщується на матриці, а поперечний тиск на метал досягається силами Лоренца, які виникають при взаємодії струмів зовнішнього індуктора та індукованих у шарі листового металу. Створення рельєфу жорсткості у такий спосіб виключає утворення мікротріщин у металі за рахунок появи ефекту над пластичності, що виникає під дією миттєвих сил тиску, швидкість дії яких досягається при електромагнітному імпульсі. Незважаючи на явні переваги такого способу, виготовлення необхідного обладнання є високотехнологічним процесом, має велику вартість, а сам процес обробки є енергоємним. Найбільш близьким за своєю технічною суттю до запропонованого авторами, є спосіб магнітно-імпульсного рихтування. [Пат. 77579 України. В21 Д 26/14, опубл. 25.02.2013, Бюл. № 4], [Пат. 104509 України. B21D 26/14, опубл. 10.02.2016, Бюл. №3]. Принцип його роботи базується на генерації сил притягання за законом Ампера при взаємодії струму індуктора та індукованих струмів у металі. За умов дотримання частотних показників імпульсу струму в індукторі та його власних електричних параметрів, ефект притягання області листового металу в робочій зоні індуктора, може бути використаним в технологіях ремонту кузовних елементів транспортних засобів без пошкодження поверхневого лакофарбового покриття. Перевагами такого способу обробки металу є швидкість та простота операції при збереженні зовнішнього лакофарбового покриття. При чому, характерний прояв ефекту над пластичності металу в момент набуття форми зберігається. Суттєвим недоліком притягання листових металів є низький ККД, через низький рівень поверхневого тиску сил Ампера у порівнянні з силами відштовхування за тієї ж енергії, яку споживає індуктор-інструмент. Привабливою простотою технічної реалізації та широкими практичними можливостями представляється спосіб обробки листових металів концентрованими джерелами енергії магнітних полів з попереднім нагрівом. В основу корисної моделі поставлена задача вдосконалення способу магнітно-імпульсної обробки листових металів із застосуванням попереднього індукційного нагріву зони силового впливу з метою підвищення рівня пластичності металу при імпульсних навантаженнях, що в свою чергу підвищує якісні показники магнітно-імпульсної обробки та дозволяє знизити рівень енергії, що витрачається на один робочий цикл. Поставлена задача вирішуються тим, що спосіб обробки листових металів концентрованими джерелами енергії магнітних полів з попереднім нагрівом, що полягає у генерації механічних зусиль в товщині листового металу від дії зовнішніх електромагнітних полів інструменту індуктора, згідно з корисною моделлю, передбачає додаткову комплектацію джерела живлення - генератора імпульсів струму джерелом змінної напруги високої частоти, який є конструктивною складовою цього комплексу, що підключається до індуктора, обмотка якого є частиною 1 UA 121597 U 5 10 15 20 25 30 35 40 45 50 55 60 Індуктора для магнітно-імпульсної обробки або до індуктора, обмотка якого є діелектрично ізольованою від індуктора для магнітно-імпульсної обробки, але розташована так, щоб їх робочі зони співпадали, причому лінія електричного живлення від перетворювача напруги високої частоти комплектується механічним керованим електромагнітним комутатором. На фіг.1 представлена схемна реалізація способу обробки металів із застосуванням одного сумісного індуктора для виконання індукційного нагріву та магнітно-імпульсної обробки. На фіг. позначено наступні позиції: 1 - система управління; 2 - джерело змінної напруги високої частоти; 3 - електромеханічний комутатор; 4 - основний індуктор для магнітно-імпульсної обробки; 5 індуктор індукційного нагріву; 6 - силовий зарядно-розрядний контур; 7 - генератор імпульсів струму. Запропонований авторами спосіб працює наступним чином. Після увімкнення напруги живлення генератора імпульсів струму 7, система управління 1 подає сигнал запуску роботи джерела змінної напруги високої частоти 2 та сигнал для спрацювання електромеханічного комутатора 3, який замикає лінію живлення індуктора індукційного нагріву 5. При досягненні необхідної температури зони нагрівання, за сигналом від системи управління 1 електромеханічний комутатор 3 розмикається, а джерело змінної напруги високої частоти 2 вимикається, після чого, запускається силовий зарядно-розрядний контур 6, який у поєднанні з основним індуктор магнітно-імпульсної обробки 4 виконує операцію обробки. Відповідно до пропозиції, спосіб передбачає створення додаткових зовнішніх умов для досягнення умов підвищення пластичності металу у зоні обробки. Так, при протіканні струму високої частоти в обмотці індуктора індукційного нагріву 5, обмотка якого, фактично, являє собою частину від витків обмотки основного індуктора магнітно-імпульсної обробки, утворюється концентроване змінне магнітне поле, яке індукує струми Фуко у металі зони обробки. Підвищення за законом Джоуля Ленца температури провідника призводить до підвищення рівня пластичності зони листового металу. Оскільки надпластичний стан найбільш вживаних металів може бути отриманий за температури 200° - 500 °C, відхилення їх електрофізичних параметрів є незначним, необхідні умови для виконання магнітно-імпульсної обробки зберігаються. Досягнення надпластичного стану металу за рахунок температурних умов дозволяє знизити рівень енергій, необхідний для створення залишкових деформацій у металі, що запасається та передається силовим зарядно-розрядним контуром 6 до основного індуктора магнітно-імпульсної обробки 4. Включення у лінію живлення електромеханічного комутатора 3 обумовлене необхідністю захисту джерела змінної напруги високої частоти 2 від високовольтного імпульсу, який виникає на обмотці індуктора індукційного нагріву 5, так як він є суміщеним і має електричний зв'язок з основним індуктором магнітно-імпульсної обробки 4. На фіг. 2 представлена схемна реалізація способу обробки металів із застосуванням окремого індуктора для індукційного нагріву підчас виконання магнітно-імпульсної обробки. На фіг. 2 позначено наступні позиції: 1 - система управління; 2 - джерело змінної напруги високої частоти; 3 - електромеханічний комутатор; 4 - основний індуктор для магнітно-імпульсної обробки; 5 - індуктор індукційного нагріву; 6 - силовий зарядно-розрядний контур; 7 - генератор імпульсів струму. Дана реалізація запропонованого способу має ідентичний спосіб дії, як і для реалізації за фіг. 1. Головною відмінністю є наявність окремого індуктора індукційного нагріву 5, який є діелектрично ізольованим від основного індуктора для магнітно-імпульсної обробки 4 і має власну геометричну та електричну конфігурацію. При цьому їх відносне розташування є таким, що робоча зона індуктора індукційного нагріву 5 частково або повністю співпадає з робочою зоною основного індуктора для магнітно-імпульсної обробки 4. Після підвищення температури робочої зони впливу до 200° - 500 °C електромагнітний комутатор 3 розмикає лінію живлення від джерела змінної напруги високої частоти 2 тим самим виключаючи ураження його елементів високовольтним імпульсом. У цьому випадку імпульс напруги індукується в індукторі індукційного нагріву 5 змінним полем від основного індуктора для магнітно-імпульсної обробки 4, так як обидва розташовані у безпосередній близькості. Доцільність реалізації запропонованої авторами розробки підтверджується науковим доробком [М.Н. Нурмухаметов, М.У. Умаров, Магнитно-импульсное формообразование осесимметричных заготовок из трудно деформируемых материалов с предварительным нагревом./ Современное состояние и перспектива развития магнітно - импульсной обработки. Самара 1991, С.42-44], а робота системи відповідає класичним законам електротехніки і не суперечить відомим фізичним залежностям [Атабеков Г.И., Основы теории цепей. – М.: Энергия, 1969 г.]. 2 UA 121597 U 5 Запропонований авторами пристрій має ряд переваг. 1. Підвищення пластичності металу в зоні локального силового впливу, що дозволяє знизити необхідний рівень електричної енергії, яка споживається індуктором-інструментом. 2. Прогнозоване підвищення ККД одного циклу магнітно-імпульсної обробки. 3. Зменшення робочої напруги комплексу магнітно-імпульсної обробки, що підвищую безпечність виконання технологічних операцій. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 1. Спосіб обробки листових металів концентрованими джерелами енергії магнітних полів з попереднім нагрівом, що включає генерацію механічних зусиль в товщині листового металу від дії зовнішніх електромагнітних полів інструменту - індуктора для досягнення необхідної геометрії форми зони впливу, який відрізняється тим, що джерело живлення - генератор імпульсів струму додатково комплектується джерелом змінної напруги високої частоти, яке є конструктивною складовою цього комплексу. 2. Спосіб за п. 1, який відрізняється тим, що джерело змінної напруги високої частоти підключається до індуктора, обмотка якого є частиною індуктора для магнітно-імпульсної обробки. 3. Спосіб за п. 1, який відрізняється тим, що джерело змінної напруги високої частоти підключається до індуктора, обмотка якого є діелектрично ізольованою від індуктора для магнітно-імпульсної обробки, але розташована так, щоб їх робочі зони співпадали. 4. Спосіб за п. 1, який відрізняється тим, що лінія електричного живлення від джерела змінної напруги високої частоти комплектується механічним керованим електромагнітним комутатором. 3 UA 121597 U Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSabokar Oleh Serhiiovych
Автори російськоюСабокар Олег Сергеевич
МПК / Мітки
МПК: B21D 26/14
Мітки: концентрованими, полів, енергії, обробки, листових, попереднім, нагрівом, джерелами, металів, спосіб, магнітних
Код посилання
<a href="https://ua.patents.su/6-121597-sposib-obrobki-listovikh-metaliv-koncentrovanimi-dzherelami-energi-magnitnikh-poliv-z-poperednim-nagrivom.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки листових металів концентрованими джерелами енергії магнітних полів з попереднім нагрівом</a>
Пристрій для штампування листових деталей імпульсними джерелами енергії
Номер патенту: 100458
Опубліковано: 27.07.2015
Автори: Федорова Анастасія Сергіївна, Трет'як Володимир Васильович, Грінченко Анатолій Марєєвич, Дорофеєв Віктор Георгійович
МПК: B21D 26/06, B21D 26/02
Мітки: пристрій, листових, джерелами, імпульсними, енергії, штампування, деталей
Формула / Реферат:
Пристрій для штампування листових деталей імпульсними джерелами енергії, який містить матрицю, джерело імпульсної енергії, передатне середовище, фіксуючі елементи, який відрізняється тим, що додатково містить матрицю, розміщену симетрично першій таким чином, що вони утворюють спільну порожнину для розміщення передатного середовища та джерела імпульсного навантаження, між матрицями розташовані притискні кільця з кільцевою прокладкою між ними,...
Спосіб магнітно-імпульсного притягання тонкостінних листових металів багатовитковою круговою індукційною індукторною системою
Номер патенту: 92037
Опубліковано: 25.07.2014
Автори: Сабокар Олег Сергійович, Шиндерук Світлана Олександрівна, Батигін Юрій Вікторович, Чаплигін Євген Олександрович, Гнатов Андрій Вікторович
МПК: B21D 26/14
Мітки: тонкостінних, індукторною, спосіб, притягання, магнітно-імпульсного, індукційною, круговою, металів, листових, багатовитковою, системою
Формула / Реферат:
Спосіб магнітно-імпульсного притягання тонкостінних листових металів, що полягає в їх деформуванні впливом імпульсного магнітного поля багатовитковою круговою індукційною індукторною системою, що виконується у вигляді плоского витка, зверху якого розміщений плоский металевий екран, який відрізняється тим, що для здійснення способу магнітно-імпульсного притягання використовується індуктор, який виконується у вигляді трьох кругових плоских...
Багатовиткова кругова індукційна індукторна система для магнітно-імпульсного притягання тонкостінних листових металів
Номер патенту: 92436
Опубліковано: 11.08.2014
Автори: Сабокар Олег Сергійович, Батигін Юрій Вікторович, Чаплигін Євген Олександрович, Гнатов Андрій Вікторович, Шиндерук Світлана Олександрівна
МПК: B21D 26/14
Мітки: індукторна, магнітно-імпульсного, кругова, металів, листових, тонкостінних, багатовиткова, система, індукційна, притягання
Формула / Реферат:
Багатовиткова кругова індукційна індукторна система для магнітно-імпульсного притягання тонкостінних листових металів - індуктор, яка відрізняється тим, що виконується у вигляді трьох кругових плоских витків, два з яких розташовуються зверху допоміжного екрана, а третій - знизу, причому витки індуктора з'єднуються так, що струм в них протікає в одному напрямку, а товщина допоміжного екрана залишається незмінною уздовж всього перерізу.
Спосіб індукційного нагріву листових металів кузовних елементів автотранспортних засобів із миттєвим охолодженням
Номер патенту: 113579
Опубліковано: 10.02.2017
Автори: Трішкін Євгеній Вікторович, Чаплигін Євген Олександрович, Батигін Юрій Вікторович, Сабокар Олег Сергійович
МПК: H05B 6/10, B21D 26/14
Мітки: індукційного, нагріву, листових, автотранспортних, металів, кузовних, миттєвим, спосіб, засобів, елементів, охолодженням
Формула / Реферат:
1. Спосіб індукційного нагріву листових металів кузовних елементів автотранспортних засобів із миттєвим охолодженням, де застосовують джерело змінної напруги високої частоти та інструмент-індуктор, що слугує джерелом змінного електромагнітного поля, який відрізняється тим, що нагрів поверхні виконується індуктором-інструментом циліндричної монолітної конструкції, що виконується із діелектричного матеріалу та містить на торці котушку...
Спосіб магнітно-імпульсної обробки тонкостінних металів з циліндричним узгоджувальним пристроєм
Номер патенту: 76891
Опубліковано: 25.01.2013
Автори: Батигін Юрій Вікторович, Аргун Щасяна Валіковна, Гнатов Андрій Вікторович, Бондар Сергій Володимирович, Дзюбенко Олександр Андрійович, Чаплигін Євген Олександрович
МПК: B21D 26/14
Мітки: магнітно-імпульсної, циліндричним, тонкостінних, спосіб, металів, обробки, узгоджувальним, пристроєм
Формула / Реферат:
Спосіб магнітно-імпульсної обробки тонкостінних листових металів, який відрізняється тим, що під час обробки використовують циліндричний узгоджувальний пристрій, а індукований струм направляють через підключену індукційну індукторну систему з великою індуктивністю (понад 100 нГн), яка є інструментом магнітно-імпульсної дії, завдяки чому й здійснюють деформування тонкостінних листових металів.
Попередній патент: Канал вимірювання радіальної швидкості літальних апаратів для мобільної однопунктної системи зовнішньо-траєкторних вимірювань
Наступний патент: Пристрій для безперервного обертання колони штанг
Випадковий патент: Ракетно-космічна система і спосіб виведення корисного навантаження на робочу орбіту