Пристрій для заміни робочих елементів кліті в станах холодної прокатки
Номер патенту: 12967
Опубліковано: 28.02.1997
Автори: Новоселов Сергій Вікторович, Окунь Давид Ісакович, Кагановський Йосип Ісаакович

Формула / Реферат
(57)1. Устройство для смены рабочих элементов клети в станах холодной прокатки, содержащее основание, механизм захвата сменного рабочего элемента, связанный с механизмом захвата механизм перемещения сменного рабочего элемента в виде рабочего гидроцилиндра с корпусом и со штоком и систему направляющих, отличающееся тем, что механизм захвата сменного рабочего элемента выполнен в виде шарнирно установленной на основании рамы, связанной с рабочим гидроцилиндром посредством шарнира, установленного на раме с возможностью перемещения вдоль нее рычага с V-образным захватом и закрепленного на раме дополнительного гидроцилиндра, шток которого жестко связан с V-образным захватом, при этом рабочий гидроцилиндр шарнирно закреплен на основании с возможностью углового поворота и выполнен с механизмом ограничения хода его штока.
2. Устройство по п. 1, отличающееся тем, что механизм ограничения хода штока рабочего гидроцилиндра выполнен в виде установленных на корпусе рабочего гидроцилиндра и на его штоке колец с выполненными на обращенных один к другому поверхностях выступами и впадинами, при этом одно из колец выполнено приводным и установлено с возможностью поворота относительно оси рабочего гидроцилиндра.
Текст
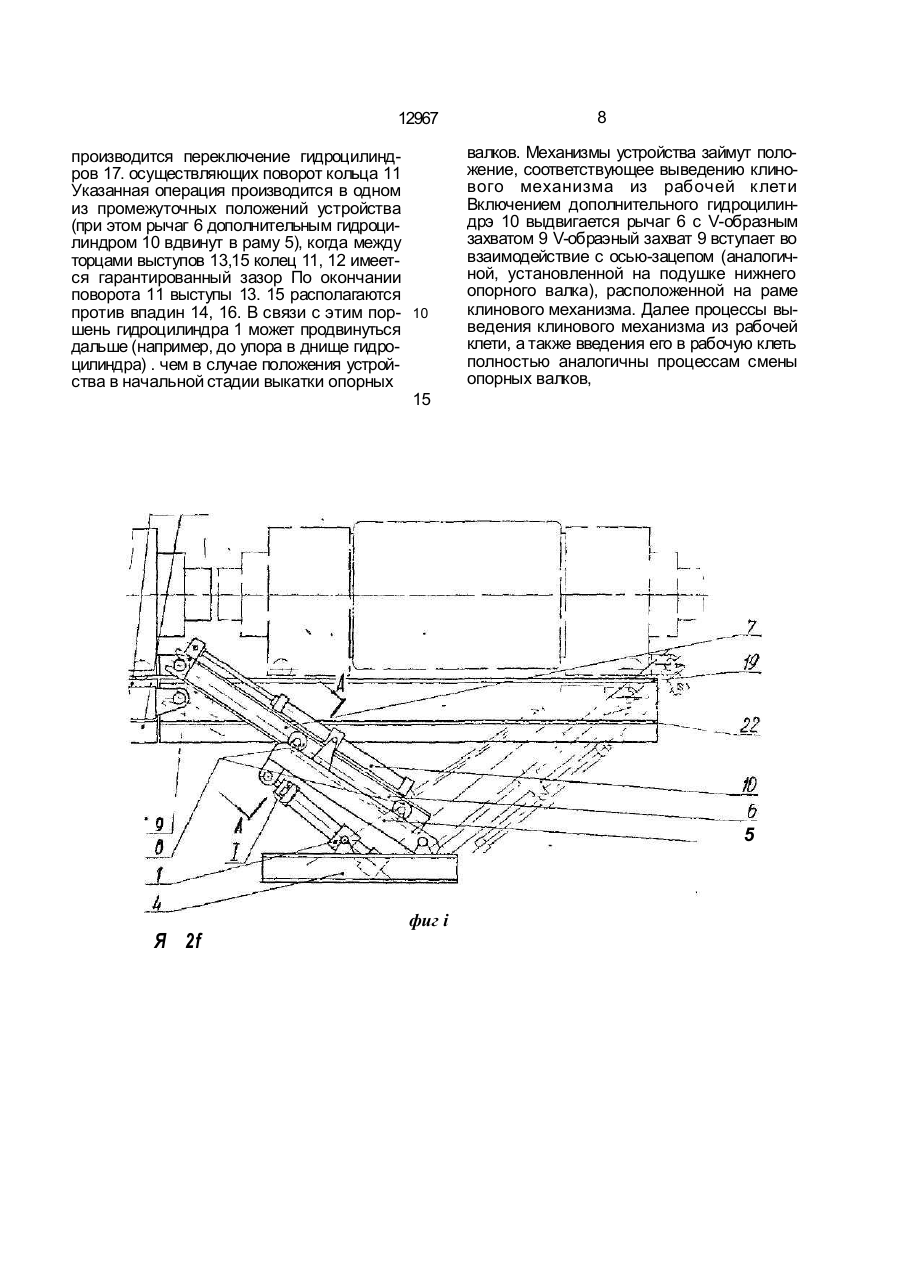
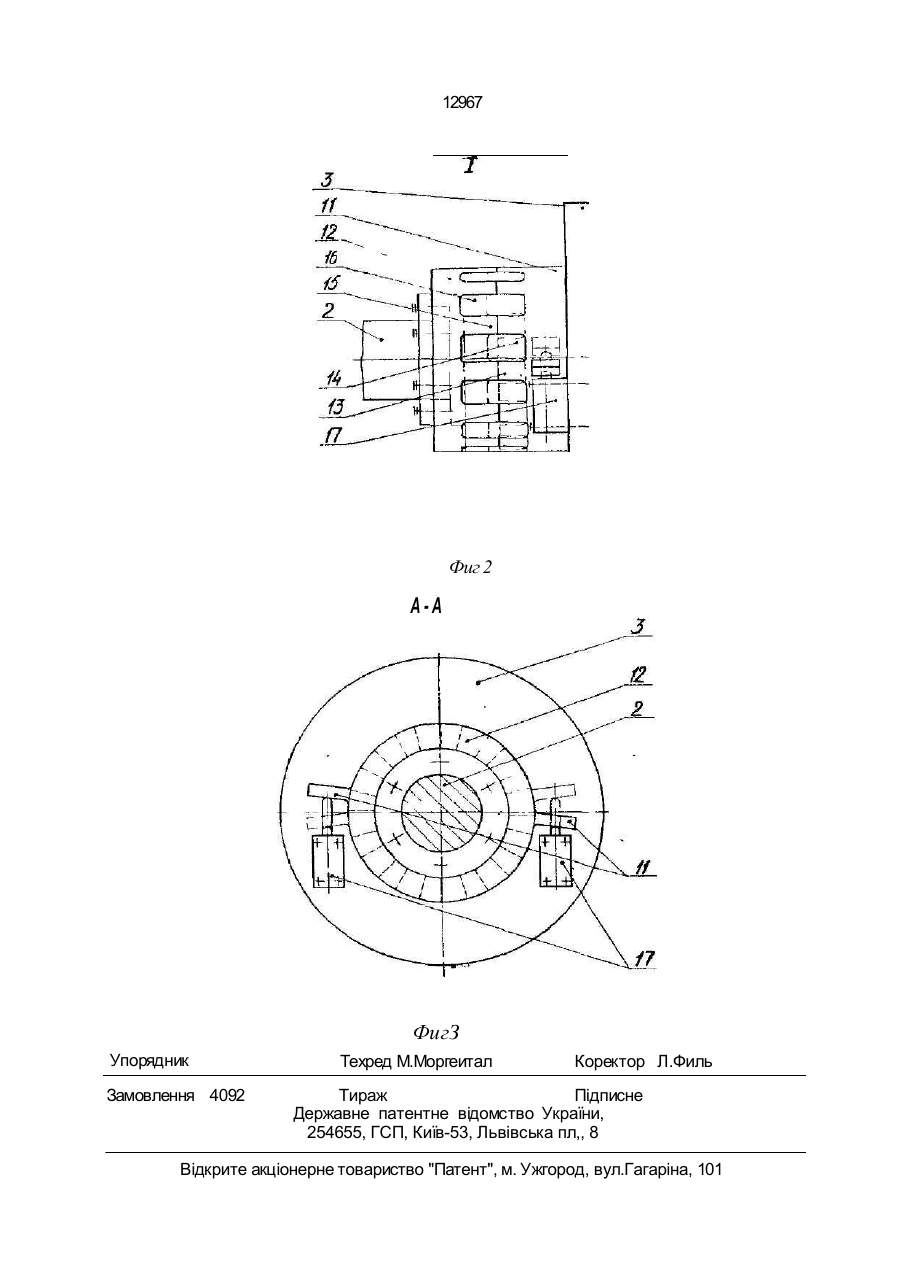
1. Устройство для смены рабочих эле ментов клети в станах холодной прокатки, содержащее основание, механизм захвата сменного рабочего элемента, связанный с механизмом захвата механизм перемеще ния сменного рабочего элемента в виде ра бочего гидроцилиндра с корпусом и с о штоком и систему направляющих, отличаю щееся тем, что механизм захвата сменно Изобретение относится к обработке металлов давлением и может быть использовано для смены комплектов опорных валков рабочих клетей станов холодной прокатки. Кроме того, оно может быть использовано для введения в рабочую клеть и выведения из нее клинового механизма, служащего для поддержания постоянным уровня прокатки (положение верхней образующей нижнего рабочего валка) независимо от диаметров рабочих и опорных валков рабочей клети. го рабочего элемента выполнен в виде шарнирно установленной из основаним рамы, связанной с рабочим гидроцилиндром посредством шарнира, установленного на раме с возможностью перемещения вдоль нее рычага с V-образным захватом и закрепленного на раме дополнительного гидроцї-ілиндра, шток которого жестко связан с Vобразным захватом, при этом рабочий гидроцилиндр шарнирно закреплен на основании с возможностью углового поворота и выполнен с механизмом ограничения хода его Штока. 2. Устройство по п. 1,отличающееся тем, что механизм ограничения хода штока рабочего гидроцилиндра выполнен в виде установленных на корпусе рабочего гидроцилиндра и на его штоке колец с выполненными на обращенных один к другому поверхностях выступами и впадинами, при этом одно из колец выполнено приводным и установлено с возможностью поворота относительно оси рабочего гидроцилиндра. Оснащение рабочих клетей вышеуказанными клиновыми механизмами позволяет уменьшить количество перевалок опорных валков и других операций, связанных с процессом поддержания уровня прокатки в допустимых пределах его потерь. Известно устройство для смены рабочих элементов клети в станах холодной прокатки (например, черт. 0-127361 СБ НКМЗ), состоящее из основания, механизма захвата сменного рабочего элемента, связанного с механизмом захвата механизма перемещения сменного рабочего элемента в виде ра С 12967 бочего гидроцилиндра с корпусом и штоком, установленного на основании, и системы направляющих. В процессе смены опорных валков нижний опорный валок опирается катками, уста- 5 новленными в его подушках, на стационарные направляющие, расположенные в рабочей клети и вне ее. Клиновой механизм также катками, установленными на его раме, опирается на аналогичную систему 10 направляющих в процессе введения его в рабочую кпеть, или выведения из нее. Механизм захвата выполнен в виде тя желой плиты, опирающейся на направляю щие, расположенные вне клети на 15 фундаменте стана. На плите смонтированы два качающихся крюка, которые периодиче ски могут взаимодействовать с подушкой нижнего опорного валкз и рамой клинового механизма. 20 Периодичность взаимодействия крюков обеспечивается системой приводных от гидроцилиндров клапанов- направляющих, периодически воздействующих на крюки. Недостатком описанной конструкции 25 является горизонтальное расположение длинноходового рабочего гидроцилиндра вдоль оси опорных валков определяющее размещение его корпуса на значительном расстоянии от рабочей клети (для стана 30 кварто 1800 дальний торец корпуса рабочего гидроцилиндра находится на расстоянии . х 16-М 6,5 м от оси стана), что, в свою очередь, приводит к отодвижению транспортных ли ний для прокатываемых рулонов от оси ста- 35 на и увеличению рабочих ходов тележек одевателей и съемников рулонов, а также к различным усложнениям во взаимном рас положении рабочего гидроцилиндра и транспортных линий. 40 Еще одним недостатком является то, что изготовление длинноходового рабочего гидроцилиндра сопряжено с определенными технологическими трудностями, что приводит к неоправданному, с силовой точки эре- 45 иия. увеличению его диаметра и повышению металлоемкости устройства в целом, В основу изобретения положена задача создать устройство для смены рабочих элементов клети в станах холодной прокатки 50 малогабаритным, обеспечивающим по сравнению с известным устройством снижение металлоемкости и сокращение поизводственных площадей. Для достижения этого технического ре- 55 зультата в устройстве для смены рабочих элементов клети в станах холодной прокатки механизм захвата сменного рабочего элемента выполнен в виде шарнирно установленной на основании рамы, связанной с рабочимгидроцилиндром посредством шарнира, установленного на раме с возможностью перемещения вдоль нее рычага с Vобразным захватом и закрепленного на раме дополнительного гидроцилиндра, шток которого жестко связан с V-образным захватом, при этом рабочий гидроцилиндр шарнирно закреплен на основании с возможностью углового поворота и выполнен с механизмом ограничения хода его штока в виде установленных на корпусе рабочего гидроцилиндра и на его штоке колец с выполненными на обращенных одна к другой поверхностях выступами и впадинами, при этом одно из колец выполнено приводным и установлено с возможностью поворота относительно оси рабочего гидроцилиндра. Между отличительными признаками изобретения и достигнутым техническим результатом имеется причинно-следственная связь. Так, выполнение рабочего гидроцилиндра качающимся, механизма захвата в виде качающейся рамы и рычага с V-образным захватом и дополнительным гидроцилиндром, связанным шарнирно с рамой и жестко с V-образным захватом, позволяет упростить конструкцию механизма зацепа, сделать ее более жесткой и легкой за счет новой кинематической схемы всего устройства и иной связи зацепа с фундаментом, подушкой нижнего опорного валка и клиновым механизмом, а также уменьшить габариты и массу рабочего гидроцилиндра за счет значительного уменьшения его рабочего хода. В целом выполнение устройства вышеуказанным образом позволяет уменьшить металлоемкость устройства и его габариты в горизонтальной плоскости, что дало возможность расположить его значительно ближе к рабочей клети под направляющими для опорных валков и клинового механизма вне рабочей клети. Это также приближает транспортные линии для прокатываемых рулонов к оси стана, уменьшает хода тележек одевателей и съемников рулонов, что, в свою очередь, снижает металлоемкость этих устройств за счет сокращения длины направляющих. Благодаря всему вышесказанному могут быть снижены капитальные затраты при строительстве новых и реконструкции действующих прокатных цехов. Предлагаемая конструкция поясняется чертежами, где на фиг.1 - общий вид устройства (исходное положение для смены опорных валков); на фиг.2 - узел I на фиг.1; на фиг.З - разрез А-А на фиг.1. Устройство для смены рабочих элементов клети в станах холодной прокатки состоит из рабочего гидроцилиндра 1, шток 2 12967 которого шарнирно связан с механизмом захвата. Корпус 3 гидроцилиндра 1 шарнирно связан с основанием 4, установленным на фундаменте. Механизм захвата устройства выполнен в виде рамы 5 и рычага 6. Рама 5 5 связана шарнирно с основанием 4 и штоком 2 гидроцилиндра 1. Рычаг 6 выполнен с прорезью 7, с которой взаимодействуют катки 8, смонтированные на раме 5. Рычаг 6 оснащен V-образным захватом 9. Кроме то- 10 го, рама 5 и рычаг 6 связаны между собой шарнирно дополнительным гидроцилиндром 10. На гидроцилиндре 1 смонтирован механизм ограничения хода, выполненный в виде двух колец 11 и 12, установленных со- 15 ответственно на корпусе 3 гидроцилиндра 1 и его штоке 2. На торцевых поверхностях колец 11 и 12. обращенных друг к другу, выполнены выступы и впадины соответственно 13, 14, 15. 16. Кроме того, кольцо 11 20 выполнено поворотным относительно оси гидроцилиндра 1 от двух плунжерных гидроцилиндров 17. Другим вариантом механизма ограничения хода гидроцилиндра 1 может быть ста- 25 ционарная балка со смонтированным на ней приводным упором для рамы 5, раздвижного рычага. Такой механизм ограничения хода более громоздкий (металлоемкий), а элементы его конструкции испытывают значитель- 30 ные нагрузки при контакте рамы 5 с приводным упором. Поэтому принятый вариант исполнения механизма ограничения хода более рационален с обеих точек зрения, так как возникающие усилия замыкают- 35 ся на штоке и корпусе В процессе смены опорных валков они перемещаются по направляющим 18 и 19. а клиновой механизм перемещается по на правляющим 21 и 22. 40 Устройство для смены рабочих элементов клети в станах холодной прокатки работает следующим образом. В .исходном положении устройства для осуществления смены опорных аалков ры- 45 чаг 6 должен быть.выдвинут дополнительным гидроцилиндром 10 (поршневая полость находится под давлением до конца процесса выкатки опорных валков), как показано на рис.1, а V-образный захват 9 дол- 50 жен находиться во взаимодействии с , осьюзацепом, закрепленной на подушке нижнего опорного валка, Положение плунжеров гидроцилиндров 17 механизма ограничения хода должно быть таким, чтобы 55 выступы 13 кольца 11 взаимодействовали с выступами 15 кольца 12 (соответствует изображенному на рис.2 и 3) Для осуществления выкатки нижнего опорного валка или комплекта опорных вал ков из рабочей клети включается рабочий гидроцилиндр 1 (давление подается в поршневую полость). Благодаря усилию, прикладываемому к вышеуказанной оси-зацепу со стороны V-образного захвата рычага 6, нижний опорный валок или весь комплект опорных валков выкатывается из клети, перемещаясь по направляющим 18, 19. Движение продолжается до упора катков нижне го оп ор но го ва лк а в у по ры, расположенные на направляющих 19. В начальной стадии процесса выкатки опорных валков из рабочей клети рычаг 6, перемещаясь на катках 8, вдвигается в раму 5 до момента совпадения центра оси-зацепа с вертикальной осью, проходящей через центр качания рамы 5 (рабочая жидкость из дополнительного гидроцилиндра 10 выдавливается в гидросистему). В дальнейшем, начиная с этого момента, в процессе выкатки опорных валков из рабочей клети рычаг 6 выдвигается из рамы. По окончании процесса выкатки опорных валков давление в поршневой полости гидроцилиндра 10 сбрасывается и подается в штоковую полость. Штанга 6 вдвигается в раму 5. V-образный захват 9 выходит из контакта с осью подушки нижнего опорного валка. Процесс выкатки окончен. Отработанные опорные валки убираются краном. Новый комплект опорных ва лков устанавливается на направляющие 19 на место старого. Процесс закатки опорных валков в рабочую клеть происходит в обратном направлении. Опять подается давление в поршневую полость гидроцилиндра 10. Рычаг 6 выдвигается из рамы 5 и V-образный захват вступает во взаимодействие с осью-зацепом на подушке нижнего опорного валка. Далее давление подается в штоковую полость рабочего гидроцилиндра 1, и начинается процесс закатки опорных валков в клеть. По характеру взаимодействия элементов устройства процесс закатки опорных валков в рабочую клеть совершенно аналогичен процессу их выкатки. Процесс закатки опорных валков в рабочую клеть заканчивается либо в момент упора друг в друга выступов 13, 15, либо при упоре комплекта валков в станины рабочей клети. В этом случае между выступами 13,15 соответственно колец 11,12 сохраняется небольшой зазор (0,5-1 мм). Для выведения клинового механизма из рабочей клети необходимо произвести перестройку механизма ограничения хода рабочего гидроцилиндра 1. Для этого 12967 производится переключение гидроцилиндров 17. осуществляющих поворот кольца 11 Указанная операция производится в одном из промежуточных положений устройства (при этом рычаг 6 дополнительным гидроцилиндром 10 вдвинут в раму 5), когда между торцами выступов 13,15 колец 11, 12 имеется гарантированный зазор По окончании поворота 11 выступы 13. 15 располагаются против впадин 14, 16. В связи с этим пор- 10 шень гидроцилиндра 1 может продвинуться дальше (например, до упора в днище гидроцилиндра) . чем в случае положения устройства в начальной стадии выкатки опорных 15 8 валков. Механизмы устройства займут положение, соответствующее выведению клинового механизма из рабочей клети Включением дополнительного гидроцилиндрэ 10 выдвигается рычаг 6 с V-образным захватом 9 V-обраэный захват 9 вступает во взаимодействие с осью-зацепом (аналогичной, установленной на подушке нижнего опорного валка), расположенной на раме клинового механизма. Далее процессы выведения клинового механизма из рабочей клети, а также введения его в рабочую клеть полностью аналогичны процессам смены опорных валков, 5 Я 2f фиг і 12967 Фиг 2 А-А ФигЗ Упорядник Замовлення 4092 Техред М.Моргеитал Коректор Л.Филь Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл,, 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for replacement of working elements of cold rolling mill
Автори англійськоюOkun Davyd Isakovych, Kahanovskyi Yosyp Isaakovych
Назва патенту російськоюУстройство для замены рабочих элементов клети в станах холодной прокатки
Автори російськоюОкунь Давид Исакович, Кагановский Иосиф Исаакович
МПК / Мітки
МПК: B21B 31/00
Мітки: станах, робочих, холодної, заміни, прокатки, кліті, пристрій, елементів
Код посилання
<a href="https://ua.patents.su/6-12967-pristrijj-dlya-zamini-robochikh-elementiv-kliti-v-stanakh-kholodno-prokatki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для заміни робочих елементів кліті в станах холодної прокатки</a>
Пристрій для заміни валків вертикальної прокатної кліті
Номер патенту: 12966
Опубліковано: 28.02.1997
Автори: Плугатар Віктор Семенович, Волченков Іван Григорович
МПК: B21B 31/00
Мітки: пристрій, заміни, валків, вертикальної, прокатної, кліті
Формула / Реферат:
(57) Устройство для замены валков вертикальной прокатной клети, содержащее расположенные с внешней стороны привода вертикальных валков механизм подъемавалков, включающий цилиндр подъема с обратным ходом и захватами, размещенный наконсоли приемных направляющих для вертикального валка, имеющих фиксирующие участки, взаимодействующие с Т-образными направляющими верхней м нижней подушек вертикального валка, а также механизм перемещения валка в...
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Лагутін Борис Миколайович, Ткаченко Микола Володимирович, Третяк Володимир Якович, Соя Володимир Іванович, Король Радомір Миколайович, Літвін Григорій Дмитрович, Яременко Микола Іванович, Загребельний Віктор Терентійович, Самойленко Генадій Дмитрович, Король Микола Миколайович, Головачов Володимир Якович, Масошін Леонід Михайлович, Куценко Олександр Іванович, Цупкін Анатолій Вікторович, Кекух Станіслав Миколайович
МПК: B21B 21/00, B21B 35/06
Мітки: прокатки, холодної, рухомої, кліті, труб, привід, валків, стана
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Пристрій для заміни консольних валків та обладнання, яке до них відноситься, в прокатних станах

Номер патенту: 9875
Опубліковано: 30.09.1996
Автор: Фаусто Дрігані
МПК: B21B 31/00
Мітки: обладнання, пристрій, яке, прокатних, них, валків, консольних, станах, відноситься, заміни
Формула / Реферат:
(57) 1. Устройство для замены консольных валков и относящегося к ним оборудования в прокатных станах, содержащее опорное средство, установленное с возможностью перемещения относительно стана, поворотную платформу, размещенную в подшипниках на опорном средстве, установочный блок, расположенный на поворотной платформе с возможностью линейного перемещения относительно нее, и захваты валков, размещенные на установочном блоке, отличающееся тем,...
Пристрій для осьового зміщення прокатних валків станів для холодної та гарячої прокатки
Номер патенту: 12310
Опубліковано: 25.12.1996
Автори: Хельмут Зетцер, Аксель Шпренгер
МПК: B21B 31/16
Мітки: прокатних, холодної, осьового, зміщення, станів, гарячої, валків, прокатки, пристрій
Формула / Реферат:
(57) 1. Устройство для осевого смещения прокатных валков станов для холодной и горячей прокатки, валки которых смонтированы своими опорными шейками в радиальных подшипниках, а одна из опорных шеек валка оснащена осевым упорным подшипником, через который устройство воздействует на валок, содержащее корпус, установленный на подушке валка во взаимодействии с торцем наружного кольца радиального подшипника а также с установленным внутри корпуса...
Посадочний пристрій для кліті
Номер патенту: 8952
Опубліковано: 30.09.1996
Автори: Андрюхін Віктор Семенович, Ясиненко Анатолій Федорович, Муравська Галина Аврамівна
МПК: B66B 17/00
Мітки: кліті, пристрій, посадочний
Формула / Реферат:
Посадочное устройство для клети, содержащее установленные на раме на валу качающиеся площадки с приводом и установленные на раме на осях с возможностью поворота подъемные рычаги, шарнирно связанные с подъемниками, шарнирно установленными на опорах и имеющими ограничитель хода, отличающееся тем, что, с целью повышения производительности подъема путей уменьшения длины и массы качающихся площадок при одновременном увеличении компенсации...
Попередній патент: Пристрій для заміни валків вертикальної прокатної кліті
Наступний патент: Коробка передач
Випадковий патент: Спосіб отримання високоокисненої целюлози