Лінія для виробництва біметалевих відливок
Номер патенту: 13247
Опубліковано: 28.02.1997
Автори: Буробін Віктор Аіанасьєвич, Бердниченко Віктор Іванович, Олійник Володимир Спиридонович, Тафінцев Володимир Борисович, Конопацький Василь Леонідович, Іванов Сергій Михайлович, Дріщев Пьотр Моісєйовіч, Завілінський Анатолій Володимирович, Костенко Георгій Дмитрович
Формула / Реферат
(57)Линия для производства биметаллических отливок, преимущественно бил длямолотковых мельниц, содержащая многопозиционный карусельный стол с пульсирующим приводом поворота, установленными на нем и закрепленными на шарнирах литейными формами с направляющими роликами, загрузочное устройство для простановки заготовки в литейную форму, технологический шаговый конвейер с подъемным столом, устройством для ошлакования и нагревательным индуктором, разгрузочное устройство для извлечения отливки из литейной формы, и укладки в накопительную емкость, плавильную печь и заливочное устройство для заливки жидкого металла в литейную форму, отличающаяся тем, что технологический шаговый конвейер выполнен с фиксаторами ориентированного размещения заготовок относительно отверстий в проушинах, загрузочное устройство выполнено в виде двухзахватного манипулятора, расположенного между технологическим шаговым конвейером и карусельным столом с ориентированием линии горизонтального перемещения захватов по оси установленного горизонтального нагревательного индуктора и оси литейной формы, заливочное устройство выполнено в виде закрытого ковша, состоящего из нижней и верхней конусообразных частей с двумя расположенными в верхней части друг против друга отверстиями для заполнения ковша и слива металла, и механизма перемещения ковша, при этом карусельный стол снабжен круговым копиром наклона литейных форм, установленным с возможностью взаимодействия с их направляющими роликами, а разгрузочное устройство выполнено в виде горизонтальной штанги с приводом возвратно-поступательного движения и поворотным приемным штырем, установленным острым концом против направления вращения карусельного стола на уровне оси отверстий проушин заготовки.
Текст
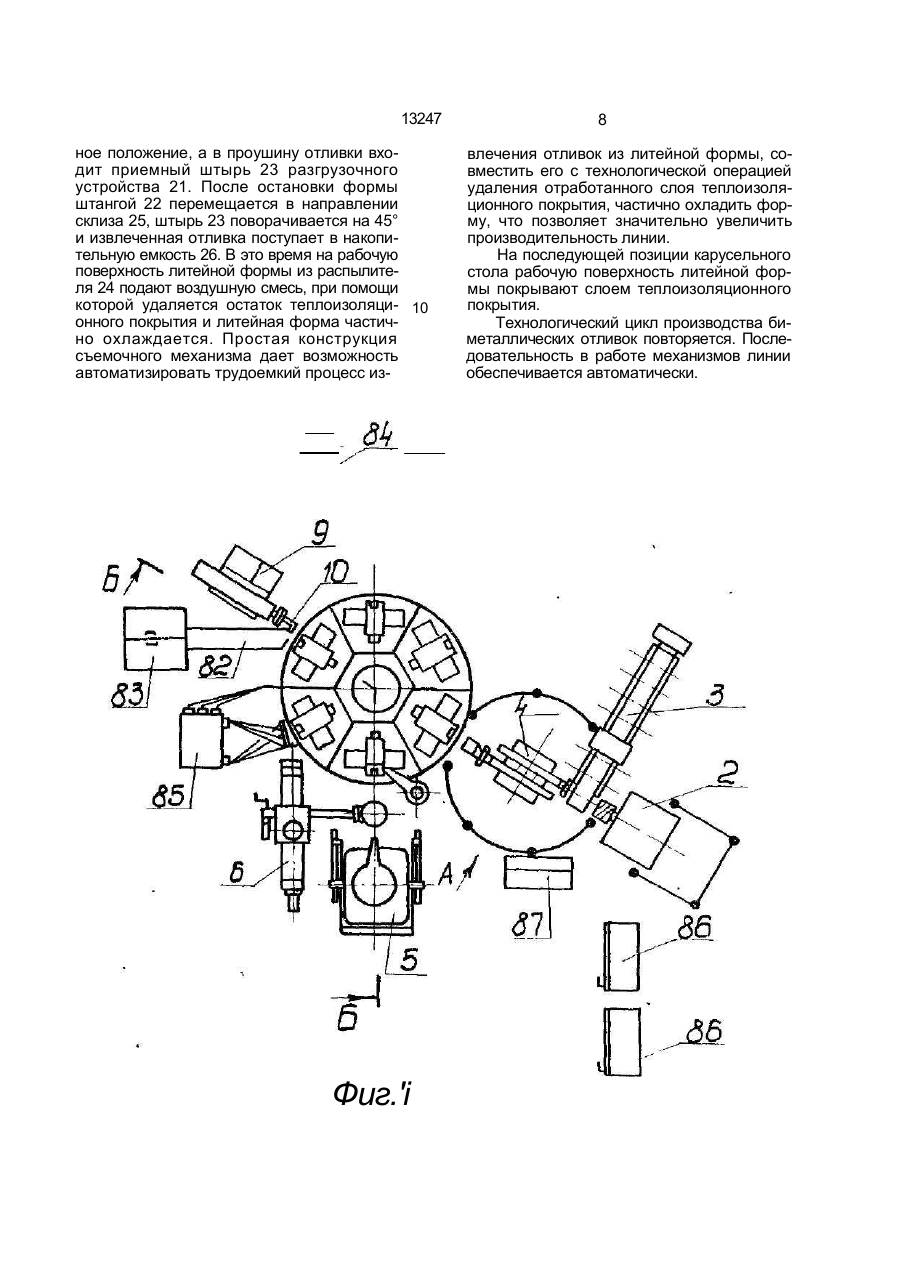
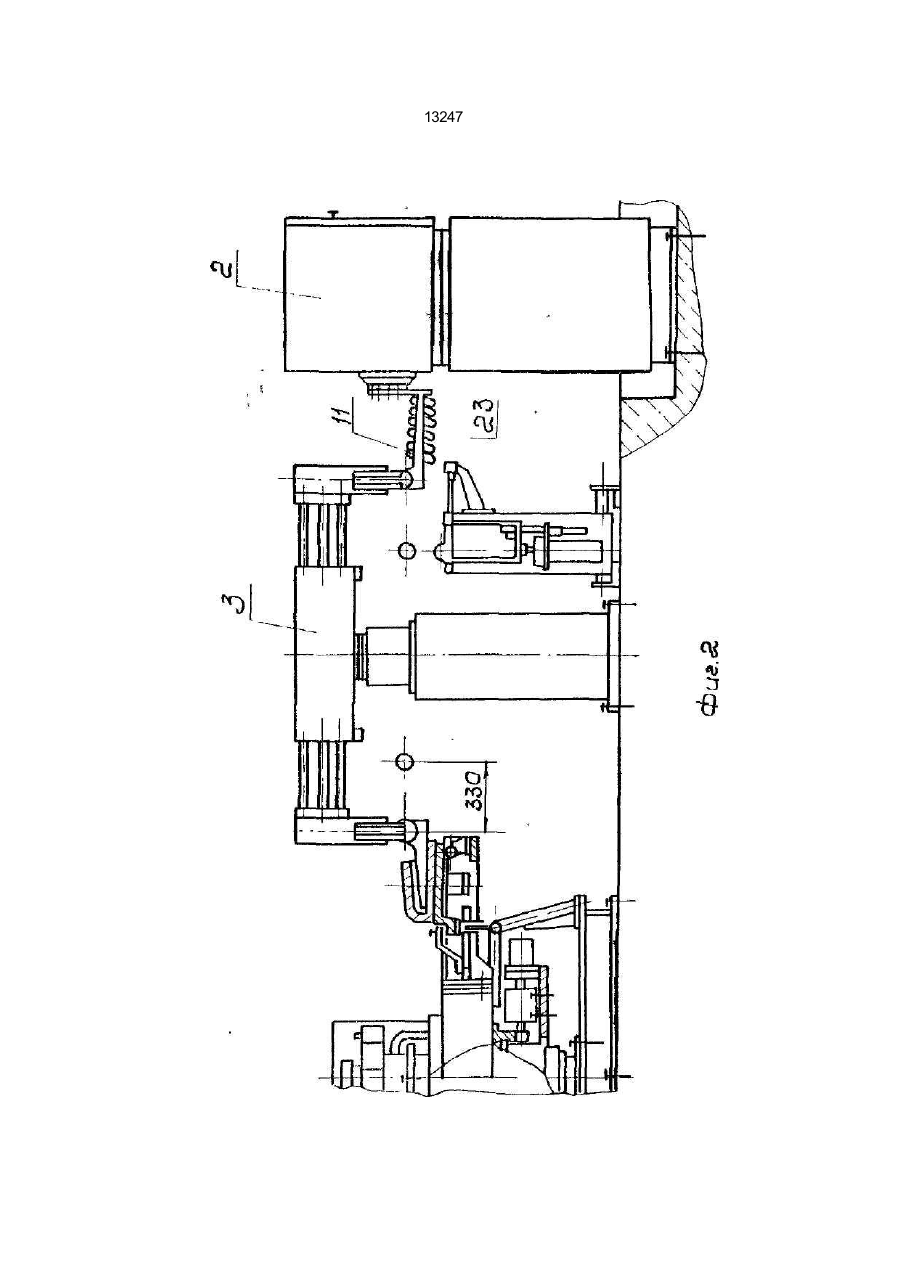
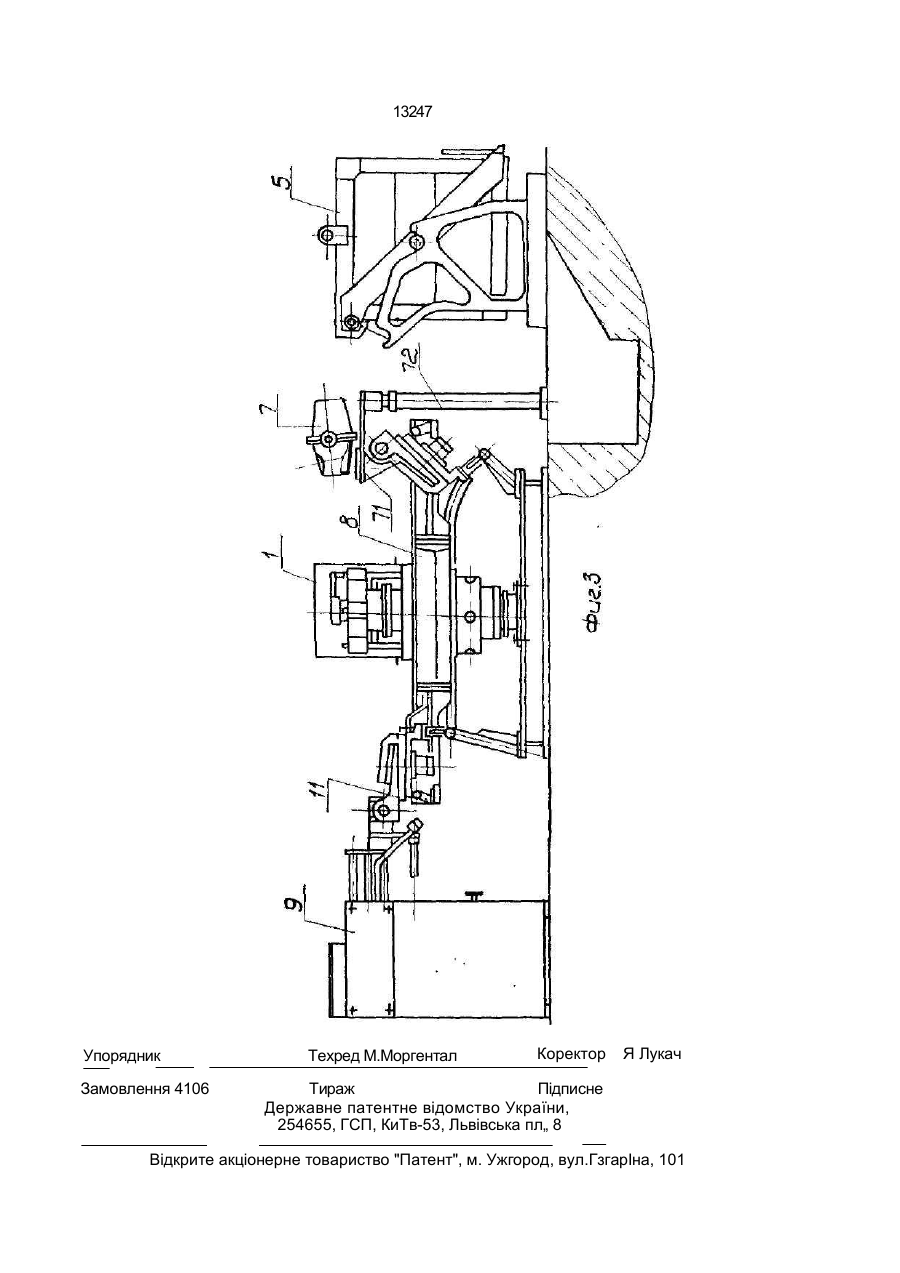
Линия для производства биметалличе ских отливок, преимущественно бил для молотковых мельниц, содержащая многопо зиционный карусельный стол с пульсирую щим приводом поворота, установленными на нем и закрепленными на шарнирах литейны ми формами с направляющими роликами, за грузочное устройство для простановки заготовки в литейную форму, технологиче ский шаговый конвейер с подъемным сто лом, устройством для ошлакования и нагревательным индуктором, разгрузочное устройство для извлечения отливки из ли тейной формы, и укладки в накопительную емкость, плавильную печь и заливочное устройство для заливки жидкого металла в литейную форму, о т л и ч а ю щ а я с я тем, что технологический шаговый конвейер выполнен с фиксаторами ориентированного размещения заготовок относительно отверстий в проушинах, загрузочное устройство выполнено в виде двухзахвэтного манипулятора, расположенного между технологическим шаговым конвейером и карусельным столом с ориентированием линии горизонтального перемещения захватов по оси установленного горизонтального нагревательного индуктора и оси литейной формы, заливочное устройство выполнено в виде закрытого ковша, состоящего из нижней и верхней конусообразных частей с двумя расположенными в верхней части друг против друга отверстиями для заполнения ковша и слива металла, и механизма перемещения ковша, при этом карусельный стол снабжен круговым копиром наклона литейных форм, установленным с возможностью взаимодействия с их направляющими роликами, а разгрузочное устройство выполнено в виде горизонтальной штанги с приводом возвратно-поступательного движения и поворотным приемным штырем, установленным острым концом против направления вращения карусельного стола на уровне оси отверстий проушин заготовки Изобретение относится к области литейного производства, в частности к оборудованию по изготовлению многослойных и восстановлению изношенных деталей. В основу изобретения положена задача создания линии для лроизводства биметаллических бил, которая позволяет повысить производительность оборудования и каче С> со ю 13247 ство биметаллических отливок за счет рационального расположения узлов и агрегатов, совмещения во времени выполнения технологических операций, стабилизации температурных параметров путем сокращения периода межоперационных переходов. Поставленная задача решена тем, что линия для производства биметаллических отливок, преимущественно бил для молотковых мельниц, содержащая многопозиционный карусельный стол с пульсирующим приводом поворота, установленным на нем и закрепленным на шарнирах литейными формами с направляющими роликами, загрузочное устройство для простановки заготовки в литейную форму, технологический шаговый конвейер с подъемным столом, устройством для ошлакования и нагревательным индуктором, разгрузочное устройство для извлечения отливки из литейной формы и укладки в накопительную емкость, плавильную печь и заливочное устройство для заливки жидкого металла в литейную форму, в которой согласно изобретению технологический шаговый конвейер выполнен с фиксаторами ориентированного размещения заготовок относительно отверстий в проушинах, загрузочное устройство выполнено в виде двухзахватного манипулятора, расположенного между технологическим шаговым конвейером и карусельным столом с ориентированием линии горизонтального перемещения захватов по оси установленного горизонтально нагревательного индуктора и оси литейной формы, заливочное устройство выполнено в виде закрытого ковша, состоящего из нижней и верхней конусообразных частей с двумя расположенными в верхней части друг против друга отверстиями для заполнения ковша и слива металла и механизма перемещения ковша, при этом карусельный стол снабжен круговым копиром наклона литейных форм, установленным с возможностью взаимодействия с их направляющими роликами, а разгрузочное устройство выполнено в виде горизонтальной штанги с приводом возвратно-поступательного движения и поворотным приемным штырем, установленным острым концом против направления вращения карусельного стола на уровне оси отверстий проушин заготовки. Отличительными признаками предлагаемой линии являются. Многопозиционный карусельный стол в предложенной линии с шарнирно закрепленными литейными формами, связанными через ролик с копиром наклона, что позволяет позиционно изменять положение форм, механизировать простановку заготовок бил при ориентиро ванном горизонтальном положении формы с помощью даухзахватного манипулятора, расположенного между шаговым конвейером, индуктором предварительного нагрева 5 загоговок и карусельным столом. Управление положением формы позволяет производить заливку металла при наклонном положении формы, что создает условия для направленного затвердевания залитого слоя, позволя10 ет повысить плотность металла а рабочей кромке бил, увеличивает их технический ресурс. Шаговый конвейер в заявляемой линии является не только транспортом для перемещения заготовок, но и специальным 15 устройством, выполняющим операции ориентированно перемещения и подачи с помощью подъемного стола заготовок бил в зафиксированном положении в зону индуктора. Фиксированное положение заготовок 20 бил обеспечивает нанесение равномерного слоя защитного синтетического шлака, причем нагрев била в положении, когда наплавляемая поверхность находится в горизонтальном положении исключает скатывание 25 шлака, что гарантирует безокислительный нагрев и стабильное качество диффузионного соединения между нагретой металлом основы и заливаемым сплавом. Загрузочное устройство выполнено в 30 виде двухручного манипулятора с захватами, выполнено так, что обеспечивает одновременную подачу заготовки била в индуктор для предварительного нагрева и нагретой под шлаком заготовки била в кокиль, расположен35 ный горизонтально на карусельном столе. Использование двухручного манипулятора с захватами позволяет совмещать во времени технологические, а также транспортные операции при передаче заготовок по техно40 логическому циклу, что обеспечивает повышение производительности и передачи заготовок на линии в два раза в сравнении с противопоставляемой, у которой применены одноручные манипуляторы. Конструк45 тивно ковш выполнен из двух соединенных конусообразно частей с двумя расположенными друг против друга отверстий заполнения и слива металла. Конструкция ковша позволяет сохранить высокую температуру 50 заливаемого металла, обеспечить заполнение формы жидким металлом из под уровня, исключив попадание в полость формы, что значительно повышает качество биметаллических бил. Верхние слои металла со шлака55 ми. сливают обратно в печь. Устройство съема бил в предложенном изобретении представляет собой приводной копир с одним приводом горизонтального перемещения. Штырь привода острым концом направлен против вращения литей 13247 ной формы на карусельном столе по оси перемещения проушины Сила. Такая конструкция дает возможность использовать вращательное движение карусели с формой для захвата била, извлечения его из формы и одновременной подачей его с помощью разгрузочного устройства в накопительную емкость, что приводит к совмещению во времени технологических операций и повышению производительности линии. На фиг.1 показан общий вид линии в плане; на фиг.2 - вид сбоку по стрелке А; на фиг.З - вид сбоку по Б-Б. Линия для производства биметаллических отливок состоит из многопоэиционного карусельного стола 1 с пульсирующим приводом поворота 2 и шарнирно закрепленными одной стороной литейными формами 3, связанными через ролик 4 с круговым копиром 5 наклона литейных форм, установленным с возможностью взаимодействия с их направляющими роликами. Источника индукционного нагрева 6 с многовитковым горизонтальным нагревательным индуктором 7, расположенным соосно с полостьюлитейной формы на позиции простановки заготовки 8. Шагового конвейера 9 с фиксаторами 10 ориентировки размещения заготовки относительно от отверстия в проушинах, дозатором шлака 11 и механизмом передачи, выполненного в виде подъемным столом 12 с приводом 13 вертикального перемещения, расположенного между карусельным столом и источником нагрева перпендикулярно оси индуктора. Загрузочного устройства, выполненного в виде двухзахватного манипулятора 14сзахватами 15, расположенного между технологическим шаговым конвейером и карусельным столом с ориентированием линии горизонтального перемещения захватов по оси установленного горизонтального нагревательного индуктора и оси литейной формы. Заливочного устройства 16, выполненного в виде закрытого ковша 17, состоящего из двух нижней и верхней конусообразных частей с двумя расположенными в верхней части, друг против друга отверстиями 18 и 19 для заполнения и слива металла и механизма перемещения ковша (не показан). Заливочное устройство расположено между плавильной печью 20 и карусельным столом. Разгрузочного устройства 21, выполненного в виде горизонтальной штанги 22 с приводом возвратно-поступательного движения и поворотным приемным штырем 23, установленным острым концом против направления вращения карусельного стола на уровне оси отверстия проушин заготовок. На разгрузочном устройстве шзрнирно закреплен распылитель 24 водовоздушной смеси, струя которого копиром направлена на рабочую поверхность литейной формы. Склиза 25 и накопительной емкостью 26, рэсполо-5 женных в районе разгрузочного устройства. Агрегатов гидравлического привода 27, 28, 29 и пультов управления 30, 31, 32. Работает линия для производства биметаллических отливок следующим обра10 зом. На шаговый конвейер 9 устанавливают подлежащие наплавке заготовки 8 и фиксируют фиксаторами 10 в строго ориентированном положении. В процессе перемещения 15 заготовки проходят под устройством ошлакования 11. где на наплавляемую поверхность наносится защитный синтетический шлак. При выходе из шагового конвейера заготовки поступают на подъемный стол 12, 20 который подает ее в зону действия двухзахватного манипулятора 14, захваты 15 которого входя т в проуш ины заготовки и переносят ее в нагревательный индуктор 7 источника индукционного нагрева 6. где на25 плавляемая поверхность нагревается до температуры 1050-1150°С. после чего тем же захватом манипулятор подает заготовку в полость литейной формы 3, а второй захват в это время подается заготовку в нагре30 вательный индуктор. Расположение заготовки в нагревательном индукторе в горизонтальном положении позволяет производить нагрев под расплавленным слоем синтетического шлака, что 35 защищает его от окисления, а одновременная работа двух захватов манипулятора позволя ет совместить оп ерации под ачи заготовок в нагревательный индуктор и в полость литейной формы. 40 При повороте карусельного стола 1 литейная форма перемещаясь с позиции загрузки на позицию нагрева при помощи ролика 4 и кругового копира 5 наклоняется на угол до 45°. Заливку формы производят 45 заливочным устройством 16 с заливочного ковша 17, при этом металл в ковш заливают из печи 20 через отверстие 18, а заливку формы производят наклоном ковша через отверстие 19 сифонно, что дает возможность 50 неметаллическим включением всплыть на поверхность зеркала металла. При этом остаток незалитого металла сливают обратно в печь. Такая конструкция ковша позволяет не только заливать форму чистым металлом, 55 но и производить в нем рафинирование и легирование. После-заливки поворотом карусельного стола литейную форму подают на позицию кристаллизации, а затем на позицию выбивки. При этом литейная форма при перемещении занимает горизонталь 13247 ное положение, а в проушину отливки входит приемный штырь 23 разгрузочного устройства 21. После остановки формы штангой 22 перемещается в направлении склиза 25, штырь 23 поворачивается на 45° и извлеченная отливка поступает в накопительную емкость 26. В это время на рабочую поверхность литейной формы из распылителя 24 подают воздушную смесь, при помощи которой удаляется остаток теплоизоляци- 10 онного покрытия и литейная форма частично охлаждается. Простая конструкция съемочного механизма дает возможность автоматизировать трудоемкий процесс из Фиг.'і 8 влечения отливок из литейной формы, совместить его с технологической операцией удаления отработанного слоя теплоизоляционного покрытия, частично охладить форму, что позволяет значительно увеличить производительность линии. На последующей позиции карусельного стола рабочую поверхность литейной формы покрывают слоем теплоизоляционного покрытия. Технологический цикл производства биметаллических отливок повторяется. Последовательность в работе механизмов линии обеспечивается автоматически. 13247 13247 Упорядник Замовлення 4106 Техред М.Моргентал Коректор Я Лукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл„ 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГзгарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for manufacturing of bimetallic castings
Автори англійськоюKostenko Heorhii Dmytrovych, Zavilinskyi Anatolii Volodymyrovych, Oliinyk Volodymyr Spyrydonovych, Drischev Piotr Moisieiovich, Tafintsev Volodymyr Borysovych, Berdnichenko Viktor Ivanovych, Burobin Viktor Afanasievych, Ivanov Serhii Mykhailovych, Konopatskyi Vasyl Leonidovych
Назва патенту російськоюЛиния для производства биметаллических отливок
Автори російськоюКостенко Георгий Дмитриевич, Завилинский Анатолий Владимирович, Олейник Владимир Спиридонович, Дрищев Петр Моисеевич, Тафинцев Владимир Борисович, Бердниченко Виктор Иванович, Буробин Виктор Афанасьевич, Иванов Сергей Михайлович, Конопацкий Василий Леонидович
МПК / Мітки
МПК: B22D 19/00
Мітки: біметалевих, лінія, відливок, виробництва
Код посилання
<a href="https://ua.patents.su/6-13247-liniya-dlya-virobnictva-bimetalevikh-vidlivok.html" target="_blank" rel="follow" title="База патентів України">Лінія для виробництва біметалевих відливок</a>
Спосіб виробництва фасонних електрошлакових відливок та пристрій для його здійснення
Номер патенту: 8156
Опубліковано: 26.12.1995
Автори: Зайцев Володимир Іванович, Уваров Євген Євгенович, Литвиненко Олександр Віталійович, Лисяна Світлана Петрівна, Чепурний Анатолій Данилович
МПК: B22D 23/00
Мітки: відливок, виробництва, пристрій, електрошлакових, фасонних, спосіб, здійснення
Формула / Реферат:
(57)1. Способ производства фасонных электрошлаковых отливок, включающий заливку жидкого металла и дозированного количества шлака в литейную форму, отличающийся тем, что заливку шлака производят двумя порциями, причем первую порцию шлака заливают до заливки металла при повороте плавильной емкости до совмещения уровня заливаемого шлака со сливным отверстием, заливку металла производят при дальнейшем повороте плавильной емкости до...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Костенко Георгій Дмитрович, Завілінський Анатолій Володимирович, Кельвіч Володимир Тихонович, Конопатський Василь Леонідович
МПК: B22D 19/00
Мітки: біметалевих, спосіб, виготовлення, виливок
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Пристрій для виготовлення відливок направленою кристалізацією
Номер патенту: 11219
Опубліковано: 25.12.1996
Автори: Донцов Віталій Григорович, Крижановський Євген Васильович, Фокін Анатолій Антонович, Пекарський Моісей Якович, Сошніков Євген Анатольович, Кисіль Леонід Олексійович
МПК: B22D 11/055
Мітки: пристрій, кристалізацією, виготовлення, направленою, відливок
Формула / Реферат:
(57) Устройство для изготовления отливок направленной кристаллизацией, содержащее индукционную колпаковую печь с углеродсодержащим нагревателем и оболочковую литейную форму с шихтовой заготовкой установленную на поддоне-кристаллизаторе с приводом вертикального перемещения, отличающееся тем, что углеродсодер-жащий нагреватель выполнен замкнутым в верхней части в виде полусферы.
Спосіб одержання відливок
Номер патенту: 1405
Опубліковано: 25.03.1994
Автор: Шкляр Віктор Соломонович
МПК: B22D 27/02
Мітки: відливок, одержання, спосіб
Формула / Реферат:
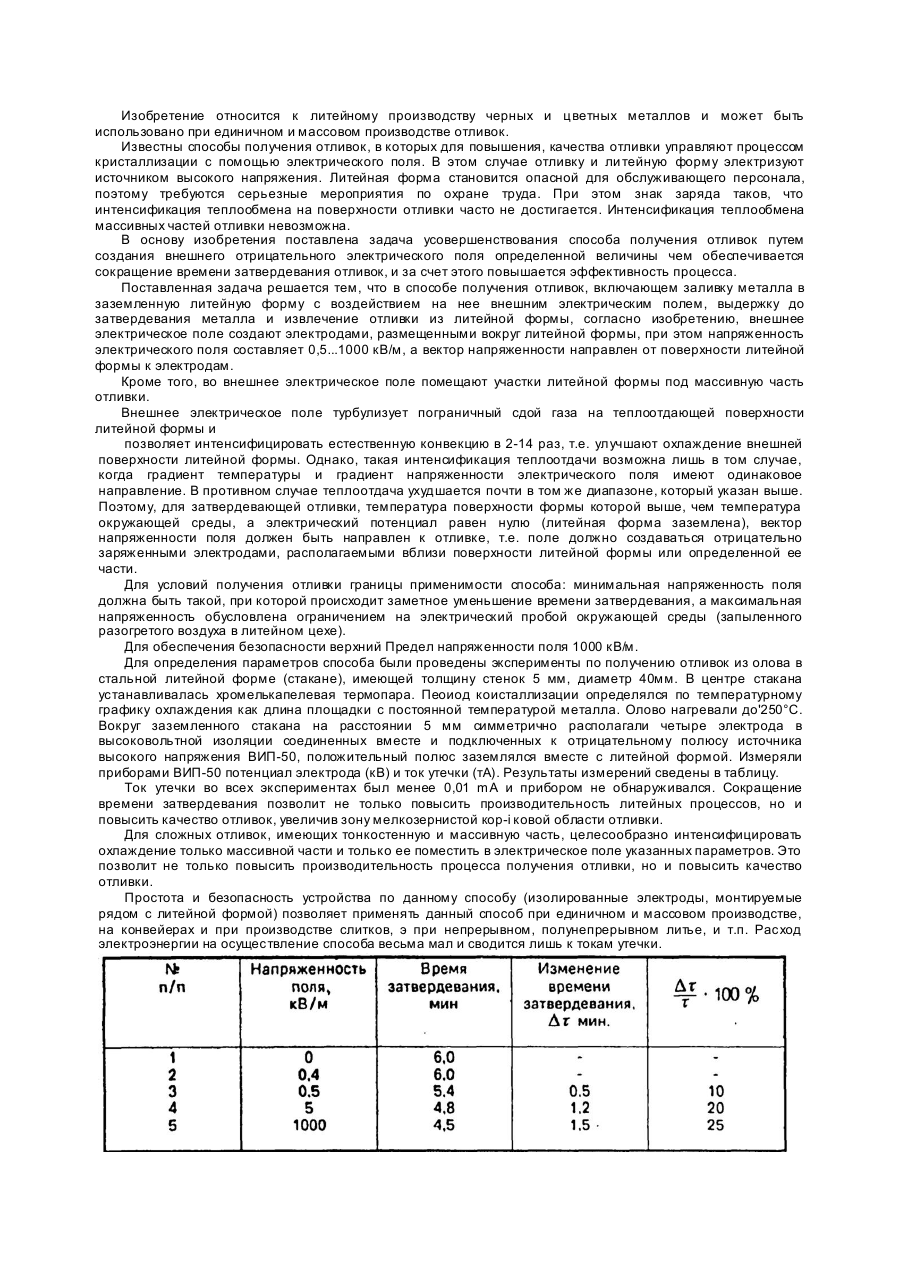
1. Способ получения отливок, включающий заливку металла в заземленную литейную форму с воздействием на нее внешним электрическим полем, выдержку до затвердевания металла и извлечение отливки из литейной формы, отличающийся тем, что внешнее электрическое поле создают электродами, размещенными вокруг литейной формы, при этом напряженность электрического поля составляет 0,5...1000 кВ/м, а вектор напряженности направлен от поверхности литейной...
Поточна лінія для виробництва сталевого мисливського дробу
Номер патенту: 4304
Опубліковано: 27.12.1994
Автори: Мудрук Леонід Олександрович, Затуловський Сергій Семенович
МПК: B22F 9/08
Мітки: мисливського, лінія, дробу, виробництва, поточна, сталевого
Формула / Реферат:
Поточная линия для производства стальной охотничьей дроби, включающая последовательно установленные плавильный агрегат, разливочное и распылительное устройства, камеру распыления, дешламационный грохот, сушильный агрегат, термическую печь, сортировочный грохот и связывающие их транспортные устройства, отличающаяся тем, что, с целью повышения качества получаемого продукта за счет стабилизации формы, повышения размерной однородности и...
Попередній патент: Акустичний пиловловлювач
Наступний патент: Спосіб прокатки штаб
Випадковий патент: Активний трифазний чотириквадрантний випрямляч