Спосіб прокатки штаб
Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Мовшович Вілорд Соломонович, Волков Ігор Анатольєвич, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Трофімов Віталій Олександрович, Пилипенко Сергій Степанович, Васильєв Олександр Геннадійович, Романіко Сергій Павлович

Формула / Реферат
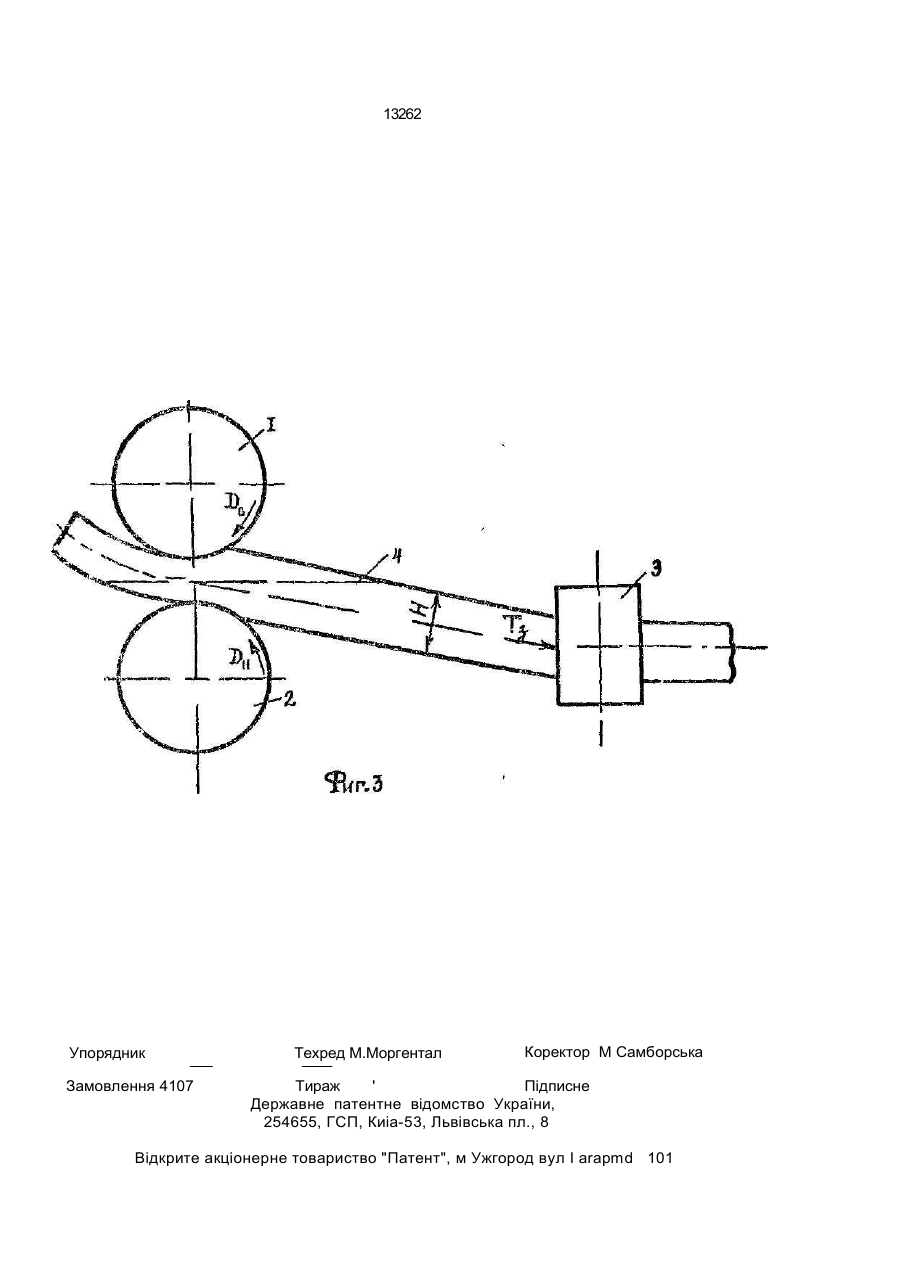
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
![]()
![]() =(3,75-1,1 l/hcp) (1-0,14 θ).
=(3,75-1,1 l/hcp) (1-0,14 θ).
где I - длина дуги захвага. мм;
![]() hср - средняя толщина полосы;
hср - средняя толщина полосы;
θ- угол наклона полосы, град;
A![]() - разница диаметров валков;
- разница диаметров валков;
![]() - диаметр меньшего валка.
- диаметр меньшего валка.
Текст
Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, о т л и ч а ю щ и й с я тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости Лп -——(3.75-1,1 l/hcp) ( 1 O.M0). где I - длина дуги захвага. мм; hCp - средняя толщина полосы, О- угол наклона полосы, грдд ДО - разница диаметров валков; D- диаметр меньшего валка недостатком этого способа является го, что при большом износе валков исчезает различие между шероховатостями валков и действие этой несимметрии на изгиб листов прекращается, и лист получает изгиб нч нижний валок. Наиболее близким к предлагаемому является техническое решение, в котором при прокатке раскатов с наклоном на входе к нижнему валку, при захвате раската производят рассогласование окружных скоростей валков [2] В зависимости от толщины листа ведущим выполняют верхний или нижний валки. Рассогласование скоростей рабочих валков в момент захвата составляет 2-10%. Недостатком этого технического решения является то, что оно не учитывает влияния на изгиб нал ичие ил и отсу тс твие СО шшоявк 13262 заднего натяжения раската при одновре менной прокатке, например, в валках гори зонтальной и вертикал ьной клетей . Отгугогвие учета влияния заднего натяже -iui
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of strip rolling
Автори англійськоюNikolaiev Viktor Oleksandrovych, Pylypenko Serhii Stepanovych, Romaniko Serhii Pavlovych, Volkov Ihor Anatolievych, Trofymov Vitalii Oleksandrovych, Movshovych Vilord Solomonovych, Vasyl’iev Oleksandr Hennadiiovych, Tylyk Vasyl Trokhymovych
Назва патенту російськоюСпособ прокатки полос
Автори російськоюНиколаев Виктор Александрович, Пилипенко Сергей Степанович, Романико Сергей Павлович, Волков Игорь Анатольевич, Трофимов Виталий Александрович, Мовшович Вилорд Соломонович, Васильев Александр Геннадиевич, Тылык Василий Трофимович
МПК / Мітки
МПК: B21B 1/26
Код посилання
<a href="https://ua.patents.su/6-13262-sposib-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки штаб</a>
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Кліменко Ігор Валентинович, Мітьєв Анатолій Петрович, Феофілактов Андрій Вікторович, Горелік Вадім Семенович
МПК: B21B 1/22
Мітки: смуг, листів, спосіб, прокатки
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Коваленко Віктор Федорович, Єремєєв Віктор Іванович, Афанасьєв Сергій Іванович, Филонов Юрій Всеволодович, Добровольський Владислав Борисович, Ющевський Віктор Карлович, Курандо Ігор Григорович, Сапригін Хразален Михайлович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Спосіб прокатки листів та смуг
Номер патенту: 7905
Опубліковано: 26.12.1995
Автори: Мітьєв Анатолій Петрович, Горелік Вадім Семенович, Байков Євген Вікторович, Кліменко Ігор Валентинович, Феофілактов Андрій Вікторович
МПК: B21B 1/22
Мітки: прокатки, смуг, листів, спосіб
Формула / Реферат:
Способ прокатки листов и полос по авт. св. № 1400676, отличающийся тем, что, с целью повышения качества проката путем шлифования поверхности в процессе прокатки и стабилизации пробуксовки одного из валков, ведомому валку сообщают окружную скорость, направленную противоположно скорости движения полосы; а прокатку ведут с передним натяжением.
Спосіб прокатки біометалу
Номер патенту: 7896
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Савіцкий Сергій Георгійович, Савранський Костянтин Наумович, Лейві Борис Ісаакович, Нікітенко Євген Миколайович, Кіценко Василь Васильович, Лабецький Андрій Володимирович, Дмітров Леонтій Миколайович, Горелік Вадім Семенович, Завертяєв Олександр Валентинович
МПК: B23K 20/04
Мітки: біометалу, спосіб, прокатки
Формула / Реферат:
Способ прокатки биметалла, преимущественно, томпак-сталь-томпак, включающий подготовку контактных поверхностей ленты основы и плакирующих лент, предварительную холодную прокатку, отжиг, травление и окончательную холодную прокатку с использованием приводных валков, отличающийся тем, что, с целью повышения качества биметалла за счег снижения разнотолщинности, а также экономии плакирующего материала, в качестве плакирующих лент используют...
Спосіб обробки металевих штаб перед холодним прокатуванням
Номер патенту: 13429
Опубліковано: 16.12.1996
Автори: Капланов Василь Ілліч, Капланова Наталія Василівна, Радушева Людмила Миколаївна
МПК: B21B 45/02
Мітки: металевих, спосіб, холодним, обробки, прокатуванням, штаб
Формула / Реферат:
Способ обработки металлических полос перед холодной прокаткой, содержащий нанесение на полосы металла водной эмульсии поверхностно-активных веществ, выдержку до ее высыхания, отличающийся тем, что дополнительно полосы обрабатывают паром непосредственно перед их введением в очаг деформации.
Попередній патент: Лінія для виробництва біметалевих відливок
Наступний патент: Спосіб скріплення блоків і машина для його здійснення
Випадковий патент: Спосіб підйому води з великих глибин ерліфтом та насосний пристрій для його здійснення