Спосіб виробництва фасонних електрошлакових відливок та пристрій для його здійснення
Номер патенту: 8156
Опубліковано: 26.12.1995
Автори: Чепурний Анатолій Данилович, Уваров Євген Євгенович, Лисяна Світлана Петрівна, Зайцев Володимир Іванович, Литвиненко Олександр Віталійович
Формула / Реферат
(57)1. Способ производства фасонных электрошлаковых отливок, включающий заливку жидкого металла и дозированного количества шлака в литейную форму, отличающийся тем, что заливку шлака производят двумя порциями, причем первую порцию шлака заливают до заливки металла при повороте плавильной емкости до совмещения уровня заливаемого шлака со сливным отверстием, заливку металла производят при дальнейшем повороте плавильной емкости до горизонтального положения, а вторую порцию шлака заливают при возврате плавильной емкости в исходное положение.
2. Устройство для производства фасонных электрошлаковых отливок, содержащее плавильную емкость со сливным отверстием, выполненную с возможностью ее поворота вокруг горизонтальной оси и литейную форму, отличающееся тем, что оно снабжено съемной крышкой, выполненной в форме полусферы.
Текст
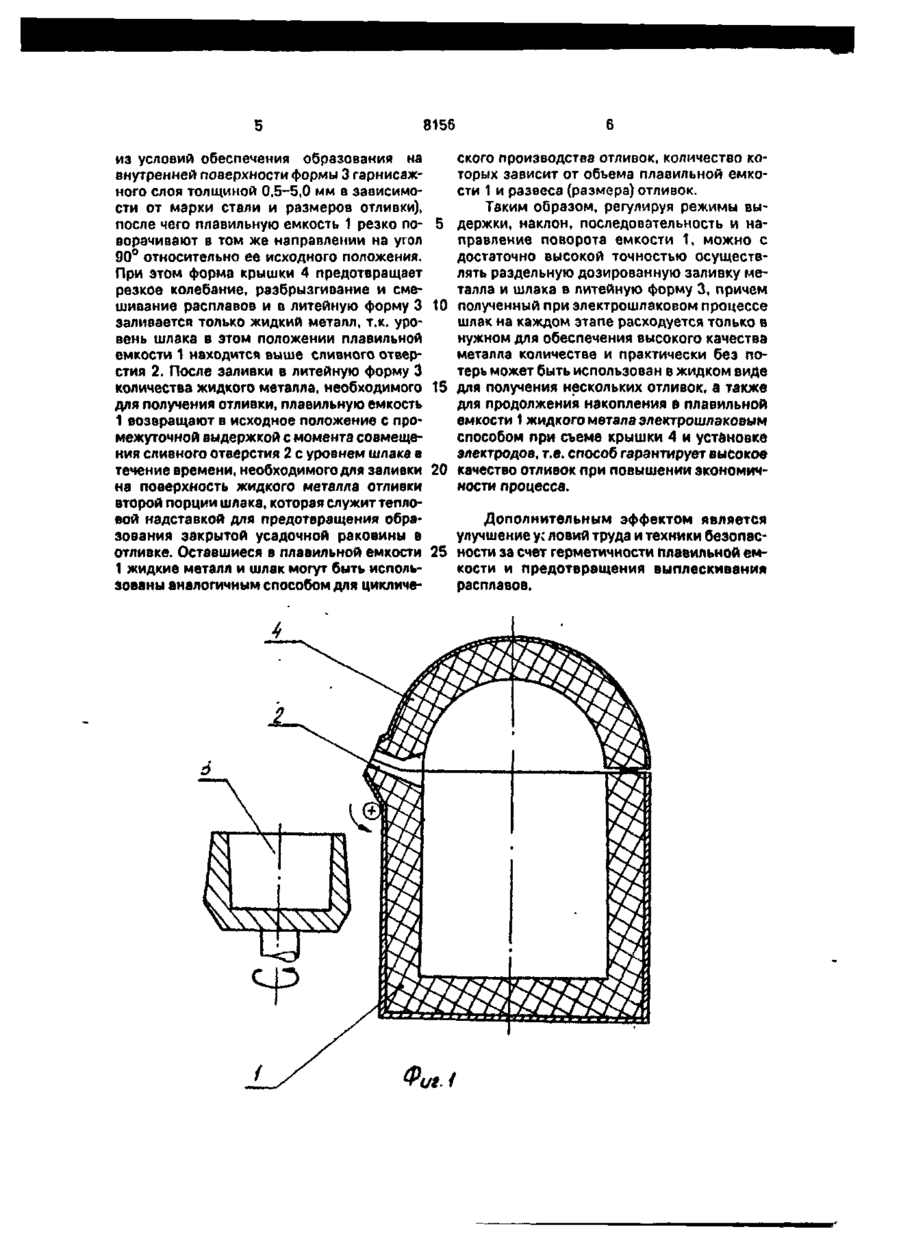
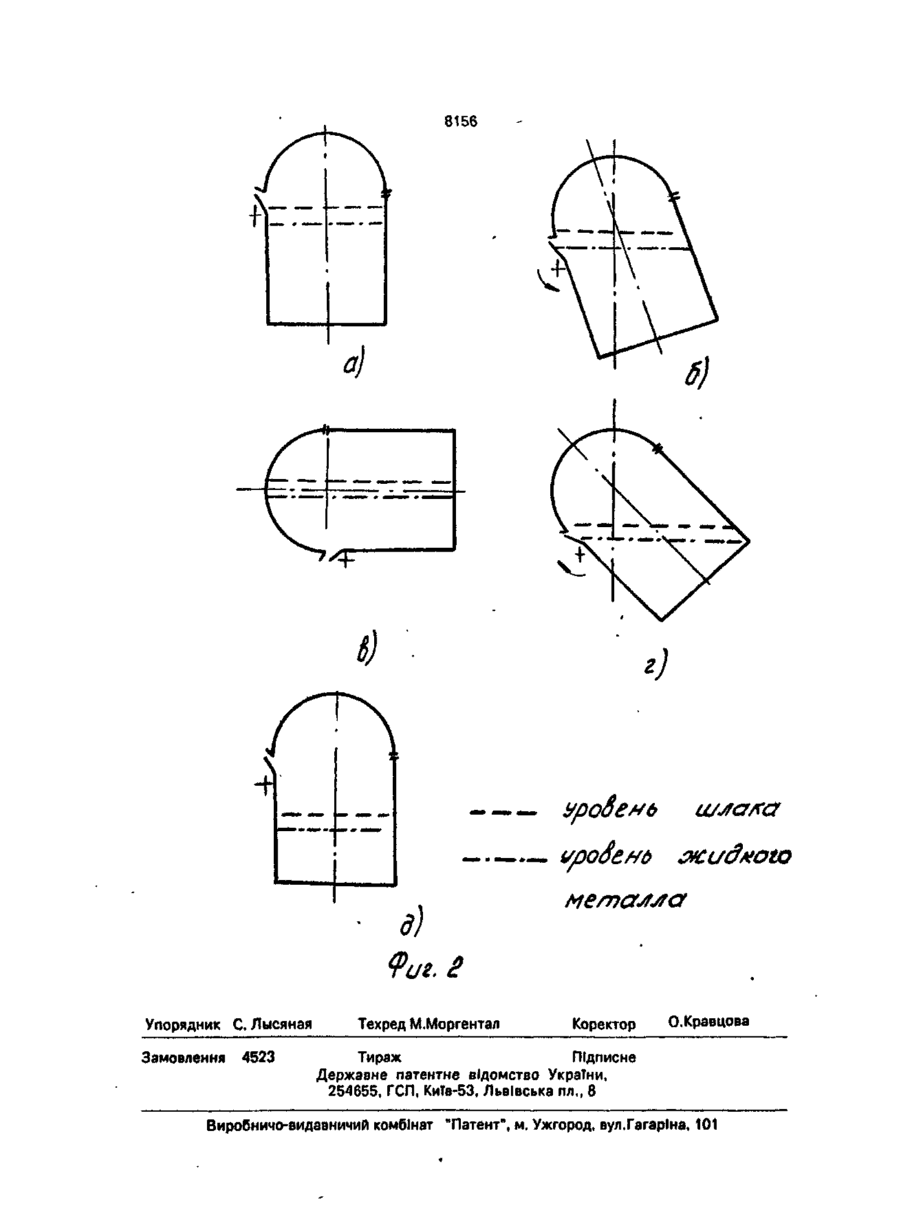
1. Способ производства фасонных электрошлаковых отливок, включающий заливку жидкого металла и дозированного количества шлака в литейную форму, о т л и ч а ю щ и й с я тем, что заливку шлака производят двумя порциями, причем первую порцию шлака заливают до заливки металла при повороте плавильной емкости до совмещения уровня заливаемого шлака со сливным отверстием, заливку металла производят при дальнейшем повороте плавильной емкости до горизонтального положения, а вторую порцию шлака заливают при возврате плавильной емкости в исходное положение. 2. Устройство для производства фасонных электрошлаковых отливок, содержащее плавильную емкость со сливным отверстием, выполненную с возможностью ее поворота вокруг горизонтальной оси и литейную форму, о т л и ч а ю щ е е с я тем, что оно снабжено съемной крышкой, выполненной в форме полусферы. с > со Изобретение относится к области спецэлектрометаллургии, в частности, к способам получения литых заготовок на основе электрошлаковой тигельной плавки. Известен способ, по которому при центробежном электрошлаковом литье (ЦЭШЛ) и электрошлаковом кокильном литье (ЭКЛ) жидкий металл, расплавленный электрошлаковым способом, накапливают в тигле и затем вместе со шлаком заливают в стальную или чугунную литейную форму, где и происходит формирование и кристаллизация фасонных отливок. Жидкий шлак, попадая вместе с расплавленным металлом в литейную форму, кристаллизуется на внутренней поверхности относительно холодной формы, кристаллизуется на внутренней поверхности относительно холодной формы, образуя шлаковый гарнисаж, а оставшаяся часть шлака оттесняется жидким металлом при ЭКЛ - вверх, а при ЦЭШЛ - к оси вращения и, покрывая свободную поверхность жидкого металла, предотвращает рбразовгние закрытой усадочной раковины [1]. Однако при реализации этого способа излишки шлака приводят с одной стороны к утолщению слоя трудноудаляемого гарнисажа в литейной емкости, с другой - к образованию шлаковых включений в металле отливки. Известен также способ, согласно которому количество шлака, попадающего вместе с металлом в литейную форму, ограничивают, для чего путем поворота плавильной емкости в сторону, противоположную заливке расплава в литейную форму, из нее ел k 8156 нее сливают в отдельную емкость часть использованного в процессе переплава шлака. Способ осуществляют в устройстве, содержащем плавильную емкость со сливным отверстием, выполненную с возможность ее 5 поворота вокруг горизонтальной оси, литейную форму и шлаковню для слива излишков шлака [2]. В производственных условиях обеспечить достаточно высокую точность дозиро- 10 вания оставшегося шлака после слива его части из литейной емкости указанным способом практически невозможно, но такой прием позволяет в какой-то мере регулировать толщину гарнисажа на стенках формы 15 * и отливки. Однако, как и при реализации указанного выше способа, металл сливается из плавильной е м к о с т и в литейную форму совместно со шлаком, что не исключает воз- 20 можности задержки в металле отливок отдельных шлаковых включений, ухудшающих его качество. Кроме того, известные способы позволяют получать из накопленного в плавиль- 25 ной емкости металла только одну отливку, что требует дополнительных затрат на разогрев или наведение шлаковой ванны при дальнейшем накоплении металла и снижает производительность процесса. 30 В основу изобретения поставлена задача создания простого и экономичного способа производства фасонных электрошлаковых отливок с помощью усовершенствованного устройства, обеспечивающего не- 35 прерывное получение отливок по мере накопления металла в плавильной емкости при раздельной заливке в литейные формы металла и более точно дозированного количества шлака, что улучшит качество металла 40 отливок. Поставленная задача решается тем, что в способе производства фасонных электрошлаковых отливок, включающего заливку жидкого металла и дозированного количест- 45 ва шлака в дмтейную форму, согласно изобретению, заливку шлака производят двумя порциями, причем первую порцию шлака заливают до заливки металла при повороте плавильной емкости до совмещения уровня 50 з а л т аемого шлака со сливным отверстием, заливку металла производят при дальнейшем повороте плавильной емкости до горизонтального положения, а вторую порцию шлака заливают при возврате плавильной 55 емкости в исходное положение. Устройство для производства фасонных эпектрошпаковых отливок, содержащее плавильную емкость со сливным отверстием, выполненную с возможностью ее повороте вокруг горизонтальной оси, и литейную форму, согласно изобретению, снабжено съемной к р ы ш к о й , в ы п о л н е н н о й в форме полусферы. Раздельная заливка металла и шлака исключает загрязнение металла шлаковыми включениями, а заливка шлака двумя порциями - до и после заливки металла - обеспечивает своевременное участие шлака в процессе формирования фасонных электрошлаковых отливок. При этом полусферическая форма съемной крышки обеспечивает возможность задержания в ней шлака в период заливки металла и ламинарность потока расплавов при повороте плавильной емкости вокруг оси. Таким образом, совокупность признаков изобретения способствует повышению качества металла отливок и, кроме того, дает возможность получать несколько отливок из жидкого металла, накопленного в одной плавильной емкости, чт> повышает экономичность процесса за счет и с к л ю ч е н и я непроизводительных потерь шлака и электроэнергии, необходимых для наведения шлаковой ванны для каждой следующей отливки. Конструкция устройства для осуществления способа производства фасонных отливок поясняется чертежом. Устройство содержит плавильную емкость 1, в стенке которой выполнено сливное отверстие 2, и литейную форму 3. Емкость 1 снабжена съемной крышкой 4, выполненной в виде полусферы. На схеме действия устройства (фиг. 1) показан принцип его работы при различных стадиях осуществления способа получения отливок: а) исходное положение перед заливкой; б) при заливке первой порции шлака; в) при заливке металла; г) при заливке второй порции шлака; д) исходное положение перед последующим циклом отливки. Способ осуществляют следующим образом: После накопления жидкого металла под слоем шлака в плавильной емкости 1 на нее устанавливают выполненную в форме полусферы крышку 4 так, что сливное отверстие 2 остается открытым. Заливку металла и шлака производят поэтапно. Сначала в литейную форму 3 заливают шлак, для чего при повороте в направлении заливки плавильной емкости 1 вокруг горизонтальной оси с момента совмещения уровня шлака со сливным отверстием 2 делают выдержку, достаточную для заливки в форму 3 первой порции шлака (назначается 6 8156 из условий обеспечения образования на внутренней поверхности формы 3 гарнисажного слоя толщиной 0,5-5,0 мм в зависимости от марки стали и размеров отливки), после чего плавильную емкость 1 резко по- 5 ворачивают в том же направлении на угол 90° относительно ее исходного положения. При этом форма крышки 4 предотвращает резкое колебание, разбрызгивание и смешивание расплавов и в литейную форму 3 10 заливается только жидкий металл, т.к. уровень шлака в этом положении плавильной емкости 1 находится выше сливного отверстия 2. После заливки в литейную форму 3 количества жидкого металла, необходимого 15 для получения отливки, плавильную емкость 1 возвращают в исходное положение с промежуточной выдержкой с момента совмещения сливного отверстия 2 с уровнем шлака в течение времени, необходимого для заливки 20 на поверхность жидкого металла отливки второй порции шлака, которая служит тепловой надставкой для предотвращения образования закрытой усадочной раковины в отливке. Оставшиеся в плавильной емкости 25 1 жидкие металл и шлак могут быть использованы аналогичным способом для цикличе ского производства отливок, количество которых зависит от объема плавильной емкости 1 и развеса (размера) отливок. Таким образом, регулируя режимы выдержки, наклон, последовательность и направление поворота емкости 1, можно с достаточно высокой точностью осуществлять раздельную дозированную заливку металла и шлака в литейную форму 3, причем полученный при электрошлаковом процессе шлак на каждом этапе расходуется только в нужном для обеспечения высокого качества металла количестве и практически без потерь может быть использован в жидком виде для получения нескольких отливок, а также для продолжения накопления в плавильной емкости 1 жидкого метала злектрошлаковым способом при съеме крышки 4 и установке электродов, т.е. способ гарантирует высокое качество отливок при повышении экономичности процессе. Дополнительным эффектом является улучшение ус ловий труда и техники безопасности за счет герметичности плавильной емкости и предотвращения выплескивания расплавов. Фш.1 8156 ГЕ ~ * ~ металла Упорядник С. Лысяная Замовлення 4523 Техред М.Моргентал Коректор О.Кравцова Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Автори англійськоюChepurnyi Anatolii Danylovych, Lytvynenko Aleksandr Vitaliiovych, Zaitsev Volodymyr Ivanovych, Lysiana Svitlana Petrivna, Uvarov Yevhen Yevhenovych
Автори російськоюЧепурной Анатолий Даниилович, Литвиненко Александр Виталиевич, Зайцев Владимир Иванович, Лисяна Светлана Петровна, Уваров Евгений Евгеньевич
МПК / Мітки
МПК: B22D 23/00
Мітки: пристрій, виробництва, спосіб, відливок, здійснення, фасонних, електрошлакових
Код посилання
<a href="https://ua.patents.su/4-8156-sposib-virobnictva-fasonnikh-elektroshlakovikh-vidlivok-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва фасонних електрошлакових відливок та пристрій для його здійснення</a>
Спосіб одержання відливок
Номер патенту: 1405
Опубліковано: 25.03.1994
Автор: Шкляр Віктор Соломонович
МПК: B22D 27/02
Мітки: одержання, спосіб, відливок
Формула / Реферат:
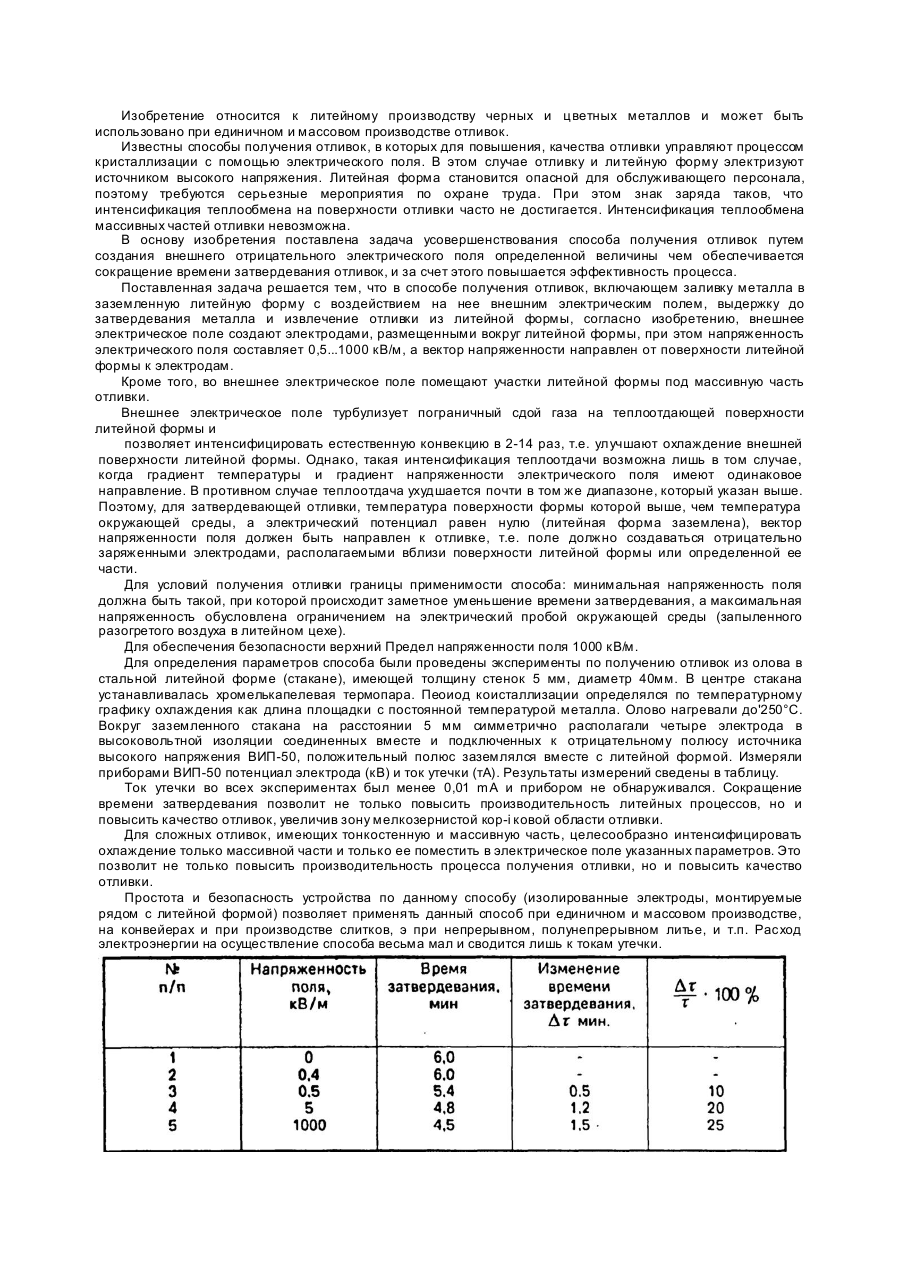
1. Способ получения отливок, включающий заливку металла в заземленную литейную форму с воздействием на нее внешним электрическим полем, выдержку до затвердевания металла и извлечение отливки из литейной формы, отличающийся тем, что внешнее электрическое поле создают электродами, размещенными вокруг литейной формы, при этом напряженность электрического поля составляет 0,5...1000 кВ/м, а вектор напряженности направлен от поверхности литейной...
Спосіб виготовлення відливок складної конфігурації із алюмінієвих сплавів
Номер патенту: 2990
Опубліковано: 26.12.1994
Автори: Лісовська Людмила Михайлівна, Доброскок Анатолій Олексійович, Шептуха Микола Михайлович, Костенецький Геннадій Едуардович, Касімова Любов Захарівна, Фомін Андрій Володимирович, Самойленко Олег Петрович
МПК: B22D 18/04
Мітки: спосіб, алюмінієвих, конфігурації, сплавів, складної, виготовлення, відливок
Формула / Реферат:
Способ изготовления отливок сложной конфигурации из алюминиевых сплавов, включающий нагрев гипсовой формы, полученной с помощью постоянной модели, до температуры 150—200 °C и заливку ее расплавом металла, отличающийся тем, что перед заливкой расплава металла гипсовую форму охлаждают до температуры 60—90 °C заливку производят под низким давлением, составляющим 30—50 кПа.
Спосіб виготовлення біметаличних відливок
Номер патенту: 6895
Опубліковано: 31.03.1995
Автори: Морозов Юрій Іванович, Морозов Сергій Олексійович, Лобунець Світлана Іванівна, Сапелкін Валерій Сергійович, Олейніченко Віктор Федорович, Шішков Андрій Вікторович, Морозов Олексій Димитрович, Ігнатович Анатолій Йосипович, Іващенко Володимир Михайлович
МПК: B22D 19/02
Мітки: біметаличних, виготовлення, спосіб, відливок
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, преимущественно для направляющих тел(проводок), включающий нанесение на поверхность подложки покрытия из износостойкого материала, размещения подложки в литейной форме покрытием в сторону рабочей полости, заливку литейной формы основным металлом с последующей кристаллизацией и удалением положки механической обработкой до появления износостойкого материала, отличающийся тем, что подложку со...
Спосіб виробництва спіральних профілів та пристрій для його здійснення
Номер патенту: 5329
Опубліковано: 28.12.1994
Автори: Ємел'янов В'ячеслав Григорович, Гребенюк Микола Олександрович, Добров Ігор В'ячеславович, Доброва Світлана Павлівна, Поленов Олександр Олексійович
МПК: B21C 1/00
Мітки: профілів, здійснення, спіральних, виробництва, пристрій, спосіб
Формула / Реферат:
1. Способ производства спиральных профилей, включающий обжатие круглой заготовки в роликовом или ином калибре некруглого поперечного сечения при его вращении вокруг оси волочении со скоростью, согласованной со скоростью волочения, отличающийся тем, что заготовку предварительно обжимают в геометрически подобном основному дополнительном роликовом калибре в едином технологическом переходе с обжатием, равным 0,35-0,75 суммарного обжатия....
Спосіб здобування рідкого чавуну або сталевого напівпродукту і пристрій для його здійснення
Номер патенту: 2261
Опубліковано: 26.12.1994
Автори: Леопольд Зайрлендер, Міхаель Нагл, Вернер Кепплінгер, Рольф Хаук, Клаус Лангер, Геро Папст
МПК: C21B 13/00
Мітки: здійснення, напівпродукту, здобування, сталевого, рідкого, чавуну, спосіб, пристрій
Формула / Реферат:
Способ получения жидкого чугуна или стального полупродукта из частицеобразного, содержащего железо материала, в частности из предварительно восстановленного губчатого железа, включающий получение восстановительного газа в плавильном газификаторе, подачу в него угля и вдувание кислородсодержащего газа для образования псевдоожиженного слоя из частиц кокса, отличающийся тем, что, с целью использования дешевого топлива при использовании угля с...
Попередній патент: Пристрій для автоматичного промивання санітарних приладів
Наступний патент: Кутовий гарячекатаний профіль
Випадковий патент: Спосіб виготовлення сухої суміші із манної крупи з додаванням сушених фруктів і/або ягід