Машина для формування синтетичних волокон
Номер патенту: 15743
Опубліковано: 30.06.1997
Автори: Коваленко Михайло Васильович, Черняєва Галина Олександрівна, Кириченко Алевтина Михайлівна, Чернишов Юрій Олександрович

Текст
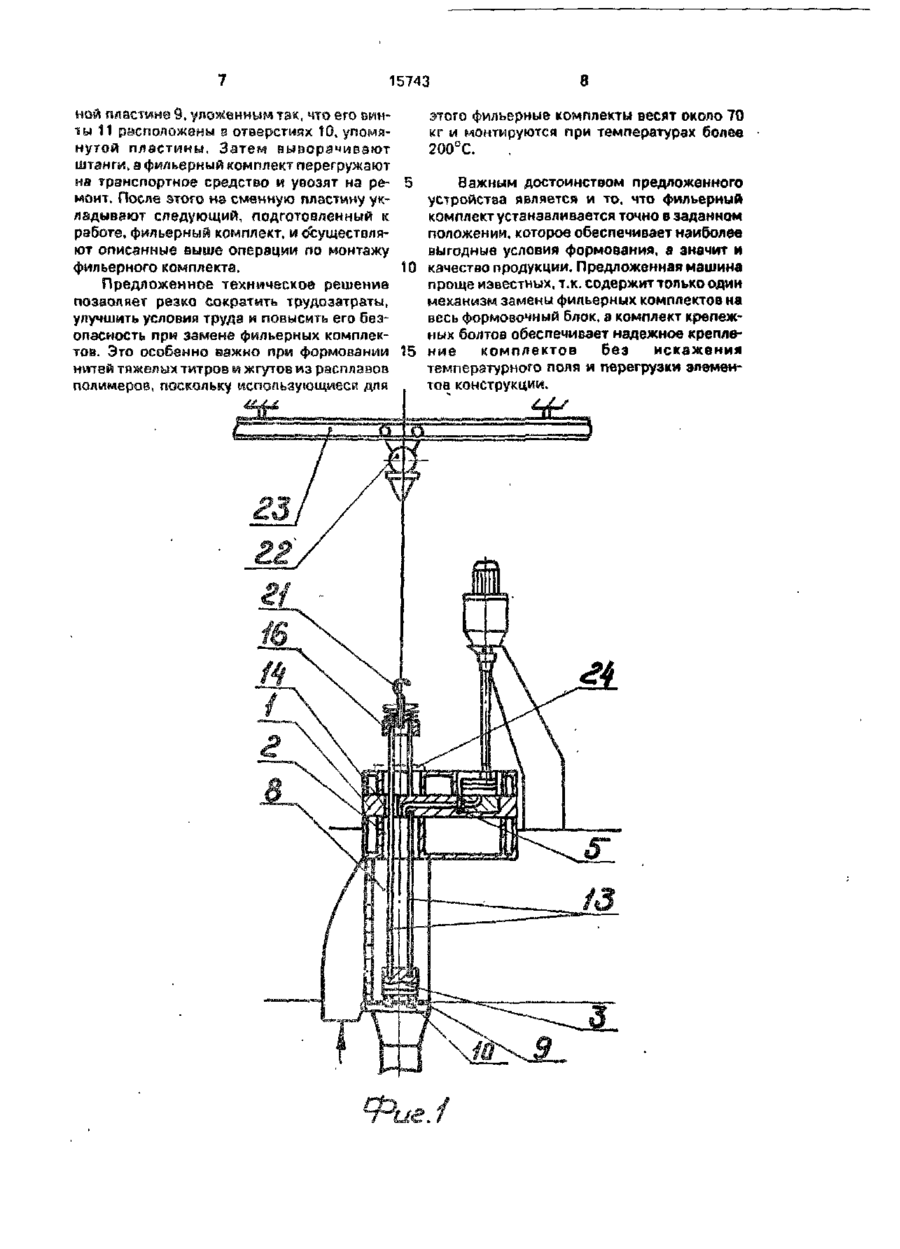
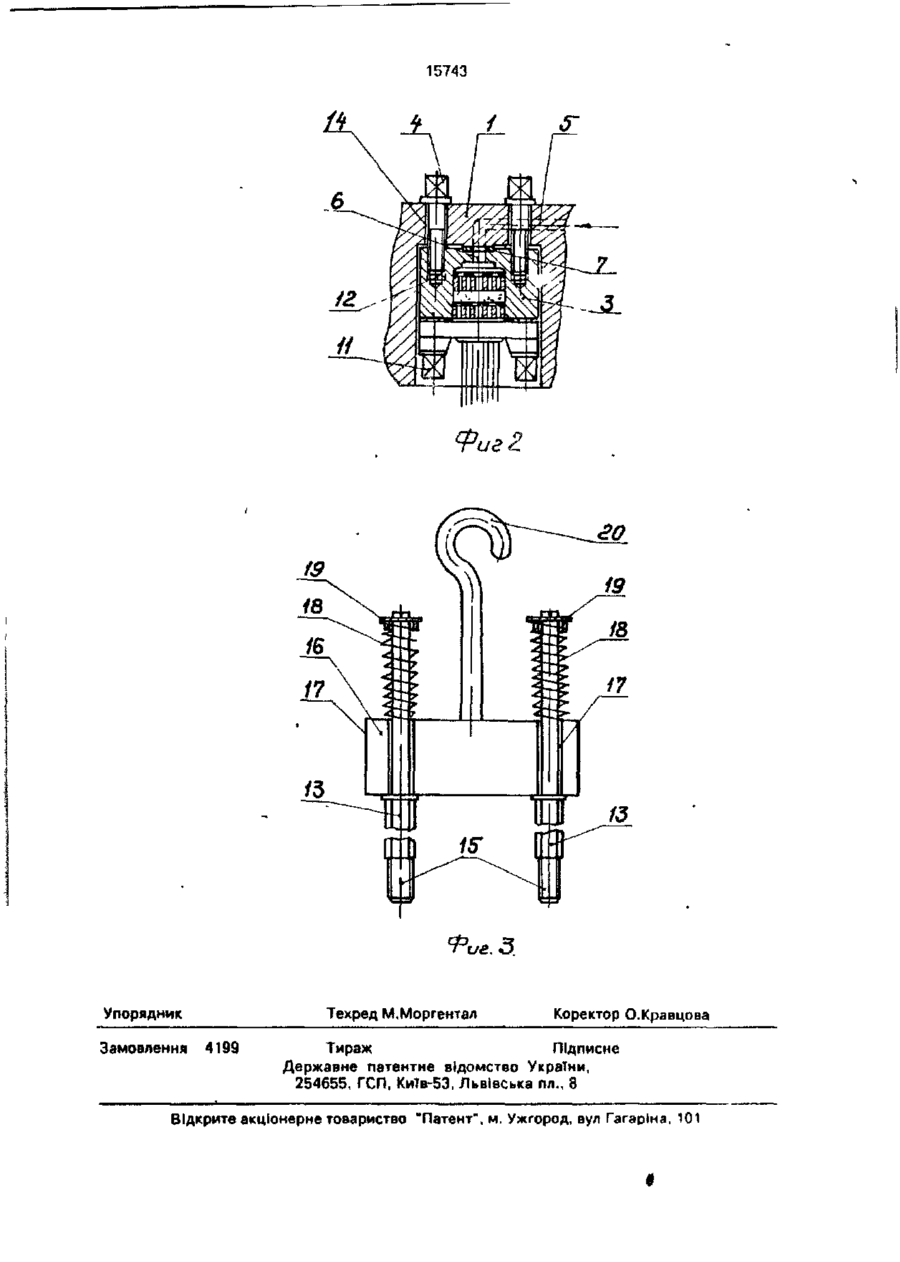
1. Машина для формования синтетических волокон, содержащая обогреваемый прядильный блок, имеющий гнезда для установки фильерных комплектов, средство подачи расплава, обдувочную шахту, смонтированную под обогреваемым прядильным блоком и средство для замены фильерных комплектов, включающее подъемное устройство, на рабочем органе которого подвешена поперечина, снабженная двумя вертикальными штангами, имеющими зацепы на нижних концах, о т л и ч а ю щ а я с я тем, что гнезда обогреваемого прядильного блока и верхние торцевые поверхности фильерных комплектов имеют соосные отверстия для крепления фильерных комплектов к обогреваемому формовочному блоку, причем отверстия в гнездах последнего выполнены сквозными, а в фильерных комплектах - глухими с резьбой, при этом вертикальные штанги средства для замены фильерных комплектов установлены в поперечине с возможностью вертикального перемещения и снабжены средством вращения их вокруг оси и на нижнем конце имеют резьбу, идентичную резьбе глухих отверстий фильерных комплектов, причем расстояние между осями штанг равно расстоянию между осями диаметрально расположенных глухих отверстий фильерного комплекта. 2. Машина по п. 1, о т л и ч а ю щ а я с я тем, что фильерные комплекты прикреплены к обогреваемому формовочному блоку посредством болтов. 3. Машина по п. 1, о т л и ч а ю щ а я с я тем, что средство для замены фильерных комплектов установлено с возможностью перемещения вдоль обогреваемого формо* вочного блока. 4. Машина по п. 1, отличающаяся тем, что штанги средства для замены фильерных комплектов, установленные в поперечине, подпружинены. ел О Настоящее изобретение относится к области производства синтетических волокон из расплавов полимеров, а более конкретно оно касается машин со средствами для установки и демонтажа фильерных комплектов в формовочном блоке. в машинах для формования синтетических волокон фильерные комплекты являют ся важными узлами формовочных блоков, которые необходимо периодически заменять новыми, т.к. в процессе работы они постепенно теряют свои функциональные качества. Известно, что от точности установки фильерного комплекта в блоке во многом зависит процесс формования и качество получаемой продукции. Если при этом 15743 учесть значительный вес фильерных комплектов на современных формовочных мэшинэх, а также то, что комплекты устанавливаются и демонтируются при температуре более 200°С, то становится ясным 5 насколько важной задачей является механизация операции по замене фильерных комплектов. Наиболее совершенным среди известных является устройство, которое содержит 10 формовочный блок с несколькими фильерными комплектами, обогревающей рубашкой и источником расплава полимера: Фильерные комплекты установлены снизу в гнездах формовочного блока и прижаты к 15 нему верхним торцем. Каждый фильерный комплект удерживается в рабочем положении (в прижатом к формоеочному блоку состоянии) двумя штангами, закрепленными на поперечине, которая подвешена на рабо- 20 чем органе подъемного устройства (пневмоцилиндра). Каждая штанга снабжена зацепом в виде крюка, которым она удерживает проушину фильерного комплекта. Штанги проходят сквозь отверстия в теле 25 Формовочного блок'а и удерживают фильерный комплект в течении всего цикла его работы, для чего штанги снабжены фиксаторами, исключающими их вертикальное смещение. Таким образом, штанги с 30 фиксатором их положения являются средством крепления фильерного комплекта. Одновременно, подъемное устройство со штангами выполняет роль средства для замены фильерных комплектов. Замена осу- 35 ществляется путем ослабления фиксатора штанг и опускания их вместе с подвешенным фильерным комплектом в крайнее нижнее положение, т.е. в обдувочную шахту. После этого, отработавший фильериый ком- АО плект снимают, а на зацепы навешивают очередной комплект готовый к работе. Затем штэнги поднимают в крайнее верхнее положение и фиксируют от смещения. Таким образом фильерный комплект устанавлива- 45 ется в рабочее положение, т.е. он прижат своим еерхним торцем к формовочному блоку. Данное устройство до настоящего времени пе нашло применения в практике, в 50 силу ряда его существенных недостатков. Наличие на каждом рабочем месте формовочной машины (над каждым фильерным комплектом) двух штанге пневмоцилиндром усложняет конструкцию машины, Крепле- 55 ние каждого комплекта двумя штангами не обеспечивает надежного уплотнения места сопряжения формовочного блока с комплектом. Для достижения достаточного усилия прижима фильерного комплекта требуются мощный пневмоцилиндр и штанги, а также достаточная прочность формовочного блока и элементов его крепления на станине машины. Кроме этого, массивные штэнги отводят тепло от фильерного комплекта, искажая температурное поле, а щели в сопряжении подвижных штанг с формовочным блоком создают восходящие воздушные конвективные потоки, также искажающие температурное поле. Два последних фактора ухудшают параметры процесса формования, а значит и качество нитей. В основу изобретения поставлена задача усовершенствования машины для формования синтетических волокон, в которой средство для замены фильерных комплектов и элементы крепления фильерного комплекта к прядильному блоку изменены так, что упомянутое средство замены фильерных комплектов разгружено о- постоянного действия усилия прижима и приложено к элементам крепления. В результате этого обеспечена необходимая плотность в месте сочленения фильерного комплекта с прядильным блоком, ум-ньшелэ мощность и прочность элементов сродства замены фильерных комплектов, уменьшено искажэние температурно о поля За счет этого упрощено обслуживание машины, упрощена и удешевлена ее конструкции, а также повышено качество формуемых нитей. Поставленная задача решается тем, что в машине для формованим синтетических волокон, содержащей прядильный блок, имеющий гнезда для установки фильерных комплектов, средство подачи расплава, обдувочную шахту, смонтированную под обогреваемым прядильным блоком и средство для замены фильерных комплектов, включающее подьемное устройство, на рабочем органе которого -;?двешена поперечина, снабженная двумя вертикальными штангами, имеющими зацепы на нижних концах, предложено упомянутые гнезда обогреваемого прядильного блока и верхние торцевые поверхности фильерных комплектов снабдить отверстиями для крепления фильерных комплектов к обогреваемому формовочному блоку, причем отверстия в гнездах обогреваемого блока выполнены сквозными, а в фильерных комплектах - глухими с резьбой, при этом вертикальные штанги средства для замены фильерных комплектов установлены в поперечине с возможностью вертикального перемещения и снабжены средством вращения их вокруг своих осей и на нижнем конце имеют резьбу идентичную резьбе глухих отверстий фильерных комплектов, кроме этого расстояние между осями штанг равно расстоянию между осями диамет 15743 рально расположенных глухих отверстий разогретый до заданной температуры, дофильерного комплекта. ставляется каким-либо транспортным средством (например, тележкой) к площадей На фиг, 1 изображено вертикальное сеобслуживания, т.е. к обдувочной шахте 8, в чение рабочего места машины (по оси фильеры); на фиг. 2 - осевое сечение фильерного 5 которой предварительно была установлена быстросъемная пластина 10. Фильерный комплекта (в закрепленном состоянии); на комплект из транспортного средства перефиг. 3 - сечение предложенной машины по гружают на пластину, устанавливая его болоси штанг. тами 11 в отверстия 10, что обеспечит Предложенная машина для формования синтетических нитей содержит прядильный 10 соосное положение комплекта относительно гнезда 2 в прядильном блоке 1. После блок 1 с гнездами 2, в каждом из которых этого штанги 13 опускают посредством размещен фильерный комплект 3, закрепподъемного устройства в крайнее нижнее ленный на блоке посредством крепежных положение и их резьбовые наконечники 15 болтов 4. При этом, расплавопровод 5 в формовочном блоке совмещен с каналом 6 филь- 15 заворачивают в гнезда 12 фильерного комплекта, используя шестигранные участки ерного комплекта, з зона их сопряжения штанг и гаечный ключ. Далее штанги с зазагерметизирована прокладкой 7. Под прякрепленным фильерным комплектом поднидильным блоком расположена обдувочная мают в крайнее верхнее положение, где шахта 8, в нижней части которой горизонтально размещена съемная пластина 9 с 20 фильерный комплект прижимается своим торцем к поверхности прядильного блока. В фиксатором ее положения относительно процессе подъема штанги движутся в отверрасплавопровода в блоке и оси гнезда для стиях 14блока, которые играют роль направфильерного комплекта. В пластине выполляющих для штанг при их перемещении и нены отверстия 10 для размещения в них винтов 11 фильерного комплекта, подлежа- 25 позволяют установить фильерный комплект в строго заданное положение. При этом, щего установке в гнездо прядильного блока. пружина сжатия 18 предохраняет резьбоВ резьбовые гнезда 12 фильерного комплеквые соединения 15 и другие элементы конта в рабочем положении завернуты крепежструкции от перегрузок. В этом положении ные болты 4, а при монтаже - завернуты вертикальные штанги 13, которые проходят 30 фильерный комплект закрепляют крепежными винтами 4, которые пропускают через сквозь отверстия 14 в теле прядильного блоотверстия 14 в формовочном блоке и заворака. Для этого нижние концы штанг снабжечивают в свободные гнезда 12. После этого ны резьбовыми наконечниками 15, а участок выворачивают штанги (используя шестиштанги выполнен в виде шестигранника под гаечный ключ. Штанги установлены на попе- 35 гранные участки) и поднимают их в крайнее верхнее положение, а в два освободившихся речине 16 в ее сквозных отверстиях 17 с гнезда заворачивают крепежные винты. Тавозможностью осевого перемещения и враким образом фильерный комплект оказыващения вокруг оси. Обе штанги подпружинеется установленным в гнезде прядильного ны в осевом направлении относительно поперечины, для чего верхний конец каждой 40 блока и полностью готовым к работе. штанги снабжен пружиной 1В сжатия и шайбой 19. Поперечина посредством проушины После того как фильерный комплект от20 подвешена на рабочем органе подъемноработает заданное время, или в случае аватранспортного устройства 22, перемещающерийной остановки, фильерные комплекты гося в направляющих 23 над прядильными 45 демонтируют и заменяют новыми. Демонблоками. Расстояние между осями штанг вытаж осуществляется путем выполнения опеполнено равным расстоянию между диаметраций по монтажу фильерного комплекта в рально противоположными гнездами под обратной последовательности. Таким обракрепежные болты в торце фильерного компзом при демонтаже два диаметрально пролекта. Диаметр штанг выполнен равным диэ- 50 тивэположных крепежных винта 4 метру крепежных болтов. фи -«.ТіКко комплекта выворачивают и удаляв- л* гнс да 12. Затем опускают штанги :3 ь зэворачивают их резьбовые наконечниПри эксплуатации машины для формоки 15 в освободившиеся два гнезда 12 в вания синтетических волокон осуществляетфильерном комплекте. Таким образом филься первоначальная установка фильерного ерный комплект оказывается закрепленным комплекта 3 в гнездо 2 прядильного блока, а 55 на штангах. После этого выворачивают и в дальнейшем периодически осуществляетудаляют остальные крепежные винты 4 и ся замена отработавших фильерных компопускают (с фильерным комплектом) штанги лектов новыми. в крайнее нижнее положение. В результате При первоначальной установке фильерфильерный комплект оказывается на сменный комплект 3, подготовленный к работе и 15743 8 ной пластине 9, уложенным так, что его этого фильерные комплекты весят около 70 кг и монтируются при температурах более •ш 11 расположена s отверстиях 10, упомянутой пластины. Затем выворачивают штанги, а фил ьерный комплект перегружают Важным достоинством предложенного на транспортное средство и увозят на ре- 5 устройства является и то, что фильерный монт. После этого на сменную пластину уккомплект устанавливается точно в заданном ладывают следующий, подготовленный к положении, которое обеспечивает наиболее работе, фильерньэй комплект, и осуществлявыгодные условия формования, & значит и ют описанные выше операции по монтажу фильерного комплекта. 10 качество продукции. Предложенная машина проще известных, т.к. содержит только один Предложенное техническое решение механизм замены фильерных комплектов на позволяет резко сократить трудозатраты, весь формовочный блок, а комплект крепежулучшить условия труда и повысить его безных болтов обеспечивает надежное к реп л еопасность при замене фильерных комплеккомплектов без искажения тов. Это особенно важно при формованим 15 ние температурного поля а перегрузки элемени нитей тяжелых титров м жгутов из расплавов тов конструкции. полимеров, поскольку использующиеся ДЛИ 15743 Фиг Z 19 Фиг. 3. Упорядник Замовлення Техред М.Моргентал 4199 Коректор О.Кравцова Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for forming synthetic fiber
Автори англійськоюChernyshov Yurii Oleksandrovych, Cherniaieva Halyna Oleksandrivna, Kyrychenko Alevtyna Mykhailivna, Kovalenko Mykhailo Vasyliovych
Назва патенту російськоюМашина для формирования синтетических волокон
Автори російськоюЧернышов Юрий Александрович, Черняева Галина Александровна, Кириченко Алевтина Михайловна, Коваленко Михаил Васильевич
МПК / Мітки
МПК: D01D 5/08
Мітки: машина, формування, волокон, синтетичних
Код посилання
<a href="https://ua.patents.su/6-15743-mashina-dlya-formuvannya-sintetichnikh-volokon.html" target="_blank" rel="follow" title="База патентів України">Машина для формування синтетичних волокон</a>
Пристрій для вилучення летючих виділень до машини для формування синтетичних волокон
Номер патенту: 8838
Опубліковано: 30.09.1996
Автори: Кириченко Алевтина Михайлівна, Холоша Володимир Маркович, Коваленко Михайло Васильович, Чернишов Юрій Олександрович, Фаустова Лідія Максимівна
МПК: D01D 5/08
Мітки: вилучення, пристрій, волокон, формування, синтетичних, виділень, летючих, машини
Формула / Реферат:
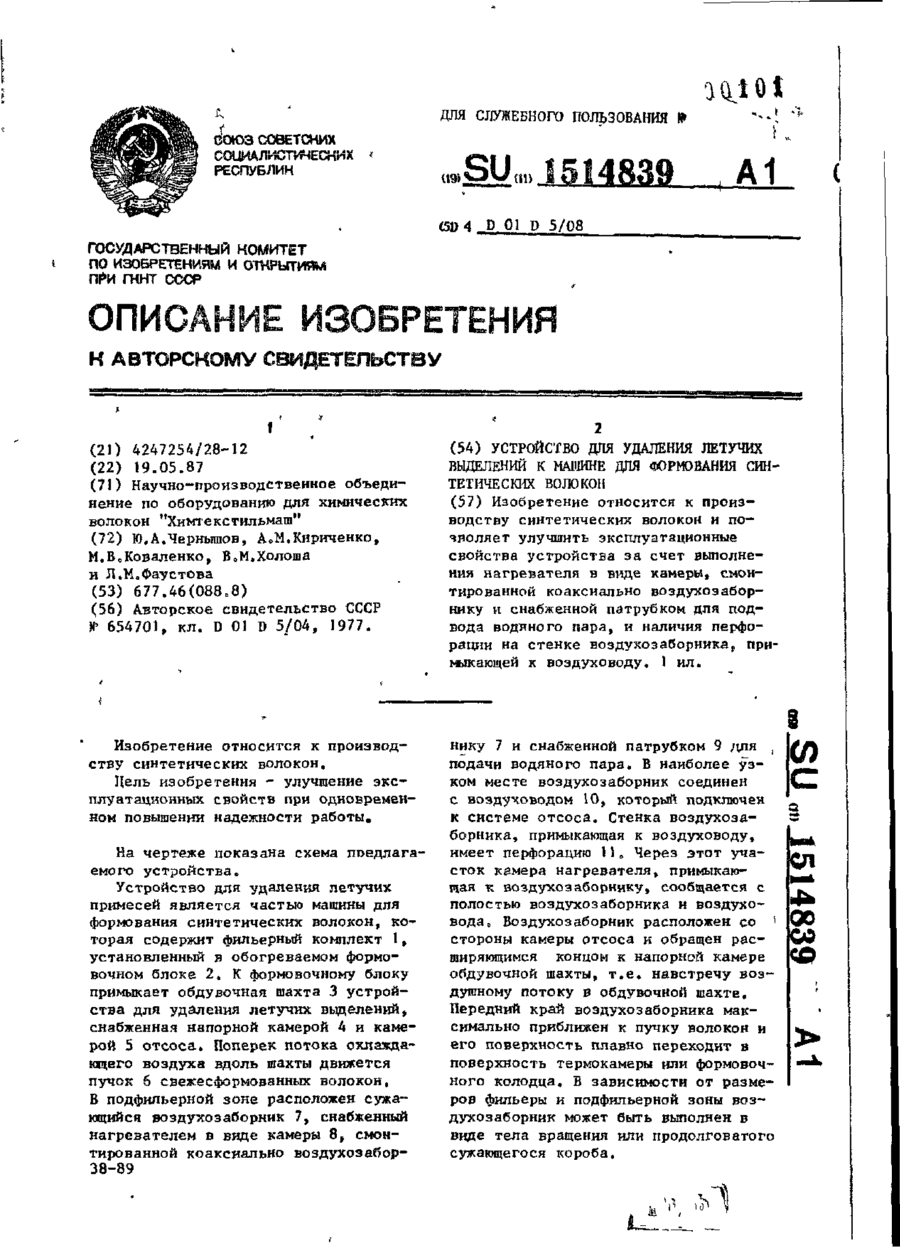
Устройство.для удаления летучих выделений к машине для формования синтетических волокон, содержащее установленный под фильерой воздухозаборник, соединенный посредством воздуховода с системой отсоса и снабженный нагревателем, отличающееся тем, что, с целью улучшения эксплуатационных свойств при одновременном повышении надежности работы, нагреватель выполнен в виде камеры, смонтированной коаксиально воздухозаборнику и снабженной патрубком...
Спосіб отримання синтетичних ультратонких волокон
Номер патенту: 1451
Опубліковано: 25.03.1994
Автори: Юдін Олександр Володимирович, Цебренко Марія Василівна
МПК: D01F 6/88
Мітки: синтетичних, отримання, спосіб, ультратонких, волокон
Формула / Реферат:
Способ получения синтетических ультратонких волокон экструдированием расплава смеси двух полимеров, один из которых — матрица, а второй — волокнообразующий, охлаждением свежесформованных волокон, экстрагированием матрицы из них и термоориентационным вытягиванием, отличающийся тем, что, с целью повышения однородности структуры волокон и улучшения физико-механических показателей полученной из них комплексной нити, экструдируют смесь,...
Спосіб формування штапельних волокон
Номер патенту: 559
Опубліковано: 15.12.1993
Автори: Чувашов Юрій Миколайович, Божко Василь Іванович, Тутаков Олег Васильович, Волинець Ольга Олексіївна, Гаврилюк Микола Семенович, Сергеєв Володимир Петрович, Шевченко Зоя Миколаївна, Малишка Лілія Сергіївна, Шусть Емма Олександрівна, Калін Михайло Миколайович
МПК: C03B 37/01
Мітки: штапельних, спосіб, волокон, формування
Формула / Реферат:
Способ формования штапельных волокон путем приготовления расплава, формования из него струи и последующего ее раздува в штапельное волокно, отличающийся тем, что одновременно с формованием струи расплава через нее пропускают электрический ток и воздействуют на нее вращающимся магнитным полем с возрастающим числом оборотов в направлении движения струи.
Замаслювач для синтетичних поліамідних ниток
Номер патенту: 2952
Опубліковано: 26.12.1994
Автори: Саідахмедова Гюльбіче Саідовна, Кучеренко Валентина Іванівна, Рудчук Валентина Сергіївна
МПК: D06M 13/00
Мітки: поліамідних, замаслювач, синтетичних, ниток
Формула / Реферат:
Замасливатель для синтетических полиамидных нитей, содержащий минеральное масло, оксиэтилированную стеаринову кислоту со средней степенью оксиэтилирования 6, смесь оксиэтилированных моно- и диалкилфенолов, содержащих в алкиле 8-10 атомов С, со средней степенью оксиэтилирования 10-12, смесь четвертичных аммониевых солей диэтиламинометилдигликолевых эфиров высших жирных спиртов фракции С16-С18, олеиновую кислоту, триэтаноламин и воду,...
Машина для контактного стикового зварювання
Номер патенту: 9912
Опубліковано: 30.09.1996
Автори: Чепурний Володимир Васильович, Чебанов Леонід Сергійович, Гуляєв Ігор Васильович, Марчевський Олег Якович
МПК: B23K 11/00
Мітки: стикового, машина, контактного, зварювання
Формула / Реферат:
(57) 1. Машина для контактной стыковой сварки, включающая подвижный и неподвижный блоки, установленные на направляющих штангах, одни концы которых связаны с гидроцилиндрами осадки, а также механизмы для установки зазора между свариваемыми заготовками, при этом каждый блок содержит механизм зажатия с зажимными элементами и гидроцилиндром зажатия, отличающася тем, что свободные конці штанг закреплены на подвижном блоке, в неподвижном блоке...
Попередній патент: Спосіб регулювання теплосприймання випарної поверхні нагріву котла
Наступний патент: Пристрій для відокремлення рідкої фракції
Випадковий патент: Квадрокоптер