Машина для контактного стикового зварювання
Номер патенту: 9912
Опубліковано: 30.09.1996
Автори: Чебанов Леонід Сергійович, Чепурний Володимир Васильович, Гуляєв Ігор Васильович, Марчевський Олег Якович
Формула / Реферат
(57) 1. Машина для контактной стыковой сварки, включающая подвижный и неподвижный блоки, установленные на направляющих штангах, одни концы которых связаны с гидроцилиндрами осадки, а также механизмы для установки зазора между свариваемыми заготовками, при этом каждый блок содержит механизм зажатия с зажимными элементами и гидроцилиндром зажатия, отличающася тем, что свободные конці штанг закреплены на подвижном блоке, в неподвижном блоке выполнены расточки и на нем закреплены гидроцилиндры осадки, а направляющие штанги связаны со штоками последних и выполнены с выступами, кроме того, механизм для установки зазора между свариваемыми заготовками выполнен в виде подвижных, с упором на каждом торце, втулок, установленных в расточках неподвижного блока с возможностью взаимодействия упорами с выступами направляющих штанг, и гидроцилиндров, закрепленных на неподвижном блоке с возможностью взаимодействия их штоков со втулками.
2. Машина по п. 1, отличающаясятем, что для регулировки взаимного расположения выступов на направляющих штангах и упоров втулок, на втулках выполнена резьба, а один из упоров выполнен в виде гайки, установленной на резьбовой поверхности втулки.
3. Машина по п. 1, отличающаяся тем, что гильза каждого гидроцилиндра выполнена с резьбой и снабжена установленной на ее резьбовой поверхности гайкой.
4. Машина по пп.1-3, отличающаяся тем, что она снабжена валом с рукояткою регулировки и установленными на валу червячками, при этом наружная поверхность гаек выполнена в виде косозубых шестерен, установленных с возможностью взаимодействия с червяками.
Текст
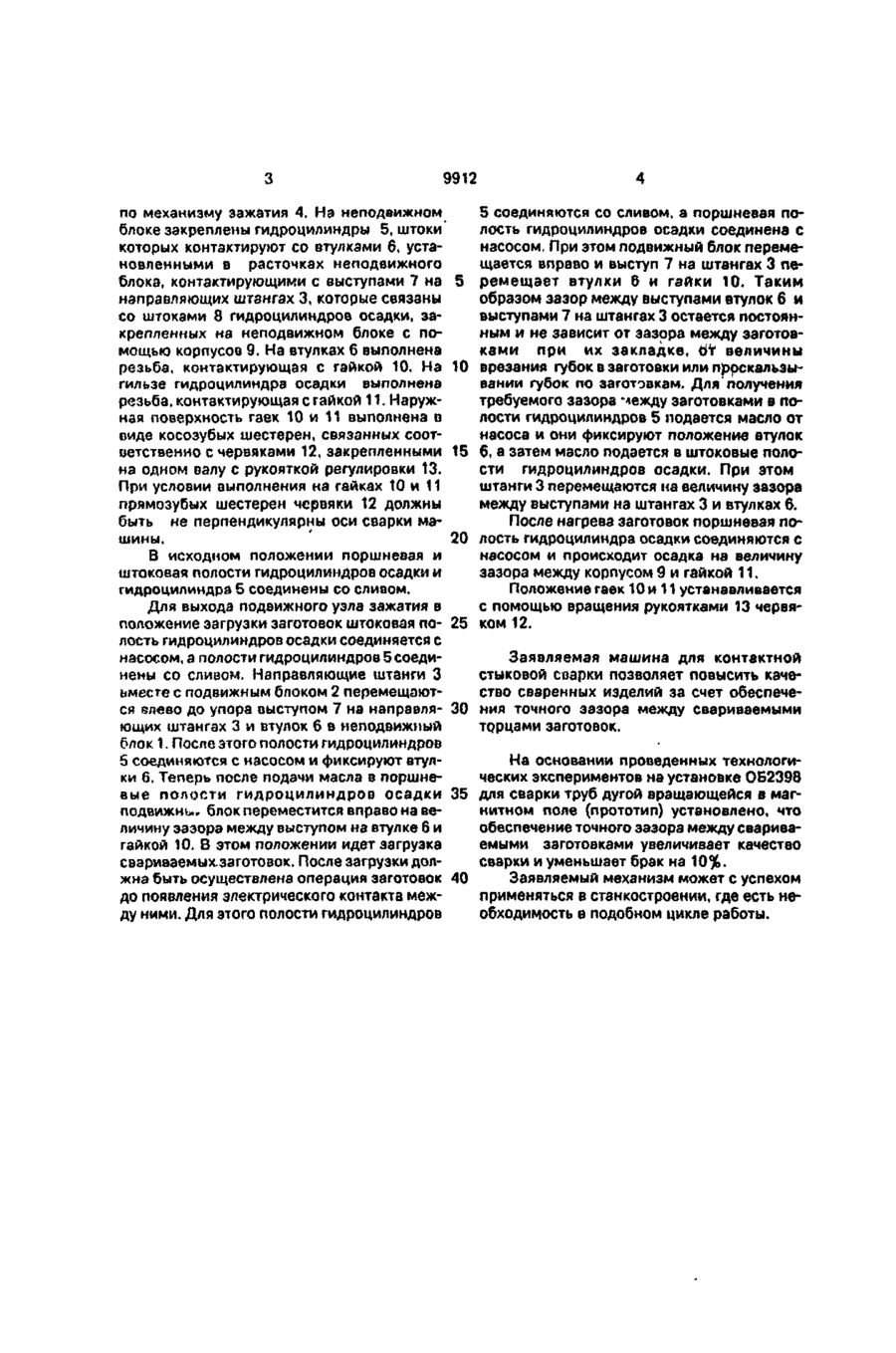
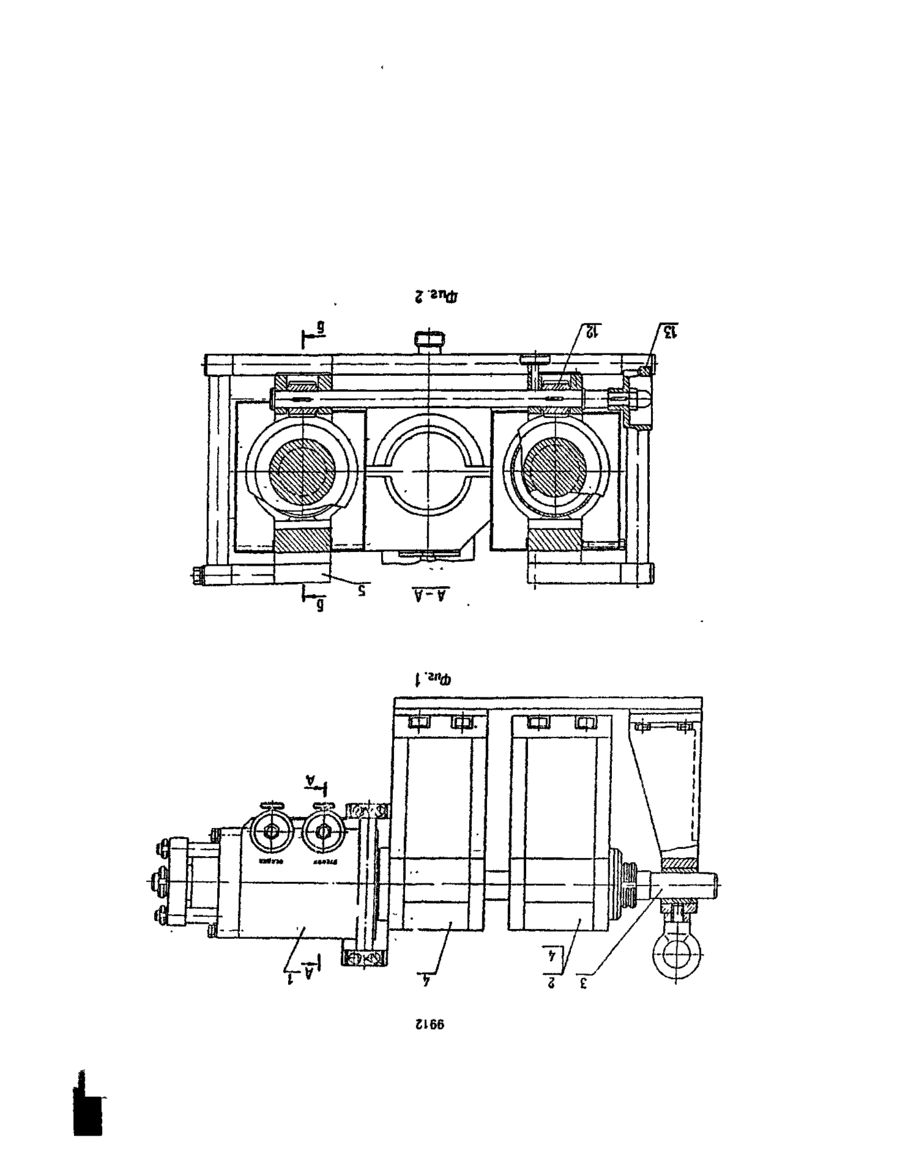
1. Машина для контактной стыковой сварки, включающая подвижный и неподвижный блоки, установленные на направляющих штангах, одни концы которых связаны с гидроцилиндрами осадки, а также механизмы для установки зазора между свариваемыми заготовками, при этом каждый блок содержит механизм зажатия с зажимными элементами и гидроцилиндром зажатия, о тл и ч а ю щ а с я тем, что свободные концы штанг закреплены на подвижном блоке, в неподвижном блоке выполнены расточки и на нем закреплены гидроцилиндры осадки, а направляющие штанги связаны со штока ми последних и выполнены с выступами, кроме того, механизм для установки зазора между свариваемыми заготовками выполнен в виде подвижных, с упором на каждом торце, втулок, установленных в расточках неподвижного блока с возможностью взаимодействия упорами с выступами направляющих штанг, и гидроцилиндров, закрепленных на неподвижном блоке с возможностью взаимодействия их штоков со втулками. 2. Машина по п.1, о т л и ч а ю щ а я с я тем, что для регулировки взаимного расположения выступов на направляющих штангах и упоров втулок, на втулках выполнена резьба, а один из упоров выполнен в виде гайки, установленной на резьбовой поверхности втулки. 3. Машина по п.1, о т л и ч а ю щ а я с я тем, что гильза каждого гидроцилиндра выполнена с резьбой и снабжена установленной на ее резьбовой поверхности гайкой. 4. Машина по пп.1-3, о т л и ч а ю щ а я с я тем, что она снабжена валом с рукояткой регулировки и установленными на валу червячками, при этом наружная поверхность гаек выполнена в виде косозубых шестерен, установленных с возможностью взаимодействия с червяками. Изобретение относится к машиностроению, а конкретно к оборудованию для контактной стыковой сварки. Целью изобретения является повышение качества сварки путем повышения точности установки зазора между свариваемыми торцами заготовок. На фиг.1 изображена предлагаемая машина; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2. Машина содержит неподвижный 1 и подвижный 2 блоки, установленные на направляющих штангах 3, закрепленных на подвижном блоке 2. Каждый блок содержи! С > N3 О 9912 по механизму зажатия 4. На неподвижном блоке закреплены гидроцилиндры 5, штоки которых контактируют со втулками б, установленными в расточках неподвижного блока, контактирующими с выступами 7 на 5 направляющих штангах 3, которые связаны со штоками 8 гидроцилиндров осадки, закрепленных на неподвижном блоке с помощью корпусов 9. На втулках б выполнена резьба, контактирующая с гайкой 10. На 10 гильзе гидроцилиндра осадки выполнена резьба, контактирующая с гайкой 11. Наружная поверхность гаек 10 и 11 выполнена о виде косозубых шестерен, связанных соответственно с червяками 12, закрепленными 15 на одном валу с рукояткой регулировки 13. При условии выполнения на гайках 10 и 11 прямозубых шестерен червяки 12 должны быть не перпендикулярны оси сварки машины. ' 20 В исходном положении поршневая и штоковая полости гидроцилиндров осадки и гидроцилиндра 5 соединены со сливом. Для выхода подвижного узла зажатия в положение загрузки заготовок штоковая по- 25 лость гидроцилиндров осадки соединяется с насосом, а полости гидроцилиндров 5 соединены со сливом. Направляющие штанги 3 вместе с подвижным блоком 2 перемещаются їзяево до упора выступом 7 на направля- 30 ющих штангах 3 и втулок б в неподвижный блок 1. После этого полости гидроцилиндров 5 соединяются с насосом и фиксируют втулки 6. Теперь после подачи масла в поршневые полости гидроцилиндров осадки 35 подвижны* блок переместится вправо на величину зазора между выступом на втулке 6 и гайкой 10. В этом положении идет загрузка свариваемыхзаготовок. После загрузки должна быть осуществлена операция заготовок 40 до появления электрического контакта между ними. Для этого полости гидроцилиндров 5 соединяются со сливом, а поршневая полость гидроцилиндров осадки соединена с насосом. При этом подвижный блок перемещается вправо и выступ 7 на штангах 3 перемещает втулки б и гайки 10. Таким образом зазор между выступами втулок 6 и выступами 7 на штангах 3 остается постоянным и не зависит от зазора между заготовками при их закладке, от величины врезания губок в заготовки или проскальзывании губок по заготовкам. Для получения требуемого зазора «ежду заготовками в полости гидроцилиндров 5 подается масло от насоса и они фиксируют положение втулок б, а затем масло подается в штоковые полости гидроцилиндров осадки. При этом штанги 3 перемещаются на величину зазора между выступами на штангах 3 и втулках 6. После нагрева заготовок поршневая полость гидроцилиндра осадки соединяются с насосом и происходит осадка на величину зазора между корпусом 9 и гайкой 11. Положение гаек 10 и 11 устанавливается с помощью вращения рукоятками 13 червяком 12. Заявляемая машина для контактной стыковой соарки позволяет повысить качество сваренных изделий за счет обеспечения точного зазора между свариваемыми торцами заготовок. На основании проведенных технологических экспериментов на установке ОБ2398 для сварки труб дугой вращающейся в магнитном поле (прототип) установлено, что обеспечение точного зазора между свариваемыми заготовками увеличивает качество сварки и уменьшает брак на 10%. Заявляемый механизм может с успехом применяться в станкостроении, где есть необходимость в подобном цикле работы. 2166 9912 Упорядник Замовлення 4558 Техред М Моргентал Коректор ^ М.Керецман Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for contact butt welding
Автори англійськоюHuliaiev Ihor Vasyliovych, Marchevskyi Oleh Yakovych, Chepurnyi Volodymyr Vasyliovych, Chebanov Leonid Serhiiovych
Назва патенту російськоюМашина для контактной стыковой сварки
Автори російськоюГуляев Игорь Васильевич, Марчевский Олег Яковлевич, Чепурный Владимир Васильевич, Чебанов Леонид Сергеевич
МПК / Мітки
МПК: B23K 11/00
Мітки: машина, зварювання, стикового, контактного
Код посилання
<a href="https://ua.patents.su/4-9912-mashina-dlya-kontaktnogo-stikovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Машина для контактного стикового зварювання</a>
Машина для контактного стикового зварювання
Номер патенту: 9911
Опубліковано: 30.09.1996
Автори: Гуляєв Ігор Васильович, Чепурний Володимир Васильович, Чебанов Леонід Сергійович, Марчевський Олег Якович
МПК: B23K 11/00
Мітки: контактного, стикового, машина, зварювання
Формула / Реферат:
(57) 1. Машина для контактной стыковой сварки, включающая подвижный и неподвижный блоки, установленные на направляющих штангах, закрепленных на подвижном болте, механизмы зажатия с гидроцилиндрами зажатия и зажимными элементами, а также гидроцилиндры осадки, отличающаяся тем, что каждый механизм зажатия снабжен роликами, закрепленными на гильзе гидроцилиндра зажатия, а зажимные элементы выполнены в виде двух рычагов, установленных на...
Машина для контактного стикового зварювання
Номер патенту: 5778
Опубліковано: 29.12.1994
Автор: Шевченко Віктор Григорович
МПК: B23K 11/04
Мітки: зварювання, контактного, машина, стикового
Формула / Реферат:
1. Машина для контактной стыковой сварки, содержащая корпус, сварочный трансформатор, токоподводящие губки, механизмы зажатия и механизм осадки, включающий две параллельно расположенные тяги и два гидроцилиндра, отличающаяся тем, что, с целью снижения массы машины, корпус машины выполнен из двух электроизолированных жестко соединенных частей и снабжен жестко соединенными с корпусом опорами, в которых с возможностью продольного перемещения...
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Галян Борис Опанасович, Патон Борис Євгенович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: труб, зварювання, контактного, машина, стикового
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для контактного стикового зварювання оплавленням труб

Номер патенту: 2650
Опубліковано: 26.12.1994
Автори: Зубаньов Олександр Георгійович, Сєрафін Орєст Міхайловіч, Немировський Ісак Якович, Уніговський Михайло Рахмілєвич, Іткін Олександр Феліксович, Солтис Віталій Петрович
МПК: B23K 11/04
Мітки: зварювання, стикового, контактного, оплавленням, труб, машина
Формула / Реферат:
Машина для контактной стыковой сварки оплавлением труб, содержащая кинематически связанные между собой приводом оплавлення и осадки два полукорпуса клещевого типа, каждый из которых включает подвижную и неподвижную щеки с полукруглыми окнами для фиксации труб, отличающаяся тем, что она снабжена двумя жестко закрепленными на торцах неподвижных щек амортизационными устройствами, каждое из которых выполнено в виде жестко закрепленной на торце...
Машина для контактного стикового зварювання труб

Номер патенту: 3132
Опубліковано: 26.12.1994
Автори: Добровольський Станіслав Дмитрович, Галян Борис Опанасович, Мірошниченко Олександр Петрович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Толдін Анатолій Андрійович, Сахарнов Василь Олексійович, Коваль Микола Іосипович
МПК: B23K 11/04
Мітки: стикового, контактного, зварювання, машина, труб
Формула / Реферат:
Машина для контактной стыковой сварки труб, включающая сварочную головку, корпус которой с помощью шарнирных сочленений соединен с одной стороны с корпусом насосной станции, а с другой — со штангой, опорные ролики, установленные с возможностью их прижатия к поверхности трубы с помощью гидроцилиндров, отличающаяся тем, что, с целью улучшения условий эксплуатации машины, упрощения центрирования гнутых труб, повышения производительности и...
Попередній патент: Машина для контактного стикового зварювання
Наступний патент: Паровий роторний двигун
Випадковий патент: Конусний грохот