Фрикційна накладка для муфт зчеплення та гальмівних пристроїв

Формула / Реферат
Фрикційна накладка для муфт зчеплення та гальмівних пристроїв, складена з безперервних, просочених полімерним в'яжучим і зв'язаних між собою базальтової або скляної, а також мідної або латунної ниток, яка відрізняється тим, що вона додатково містить лляну або бавовняну, або конопляну нитку з таким співвідношенням компонентів за масою: 50-70% базальтової або скляної нитки, 2-5% мідної або латунної нитки, 15-25% лляної, або бавовняної, або конопляної нитки та 20-27% полімерного в'яжучого та утворена спірально навитим безперервним шнуром із цих скручених одна з одною ниток, причому нитки у шнурі, а також спіральні витки шнура у накладці, зв'язані між собою затверділим при висушуванні шнура та вулканізованим при гарячому пресуванні накладки, полімерним в'яжучим відповідно.
Текст
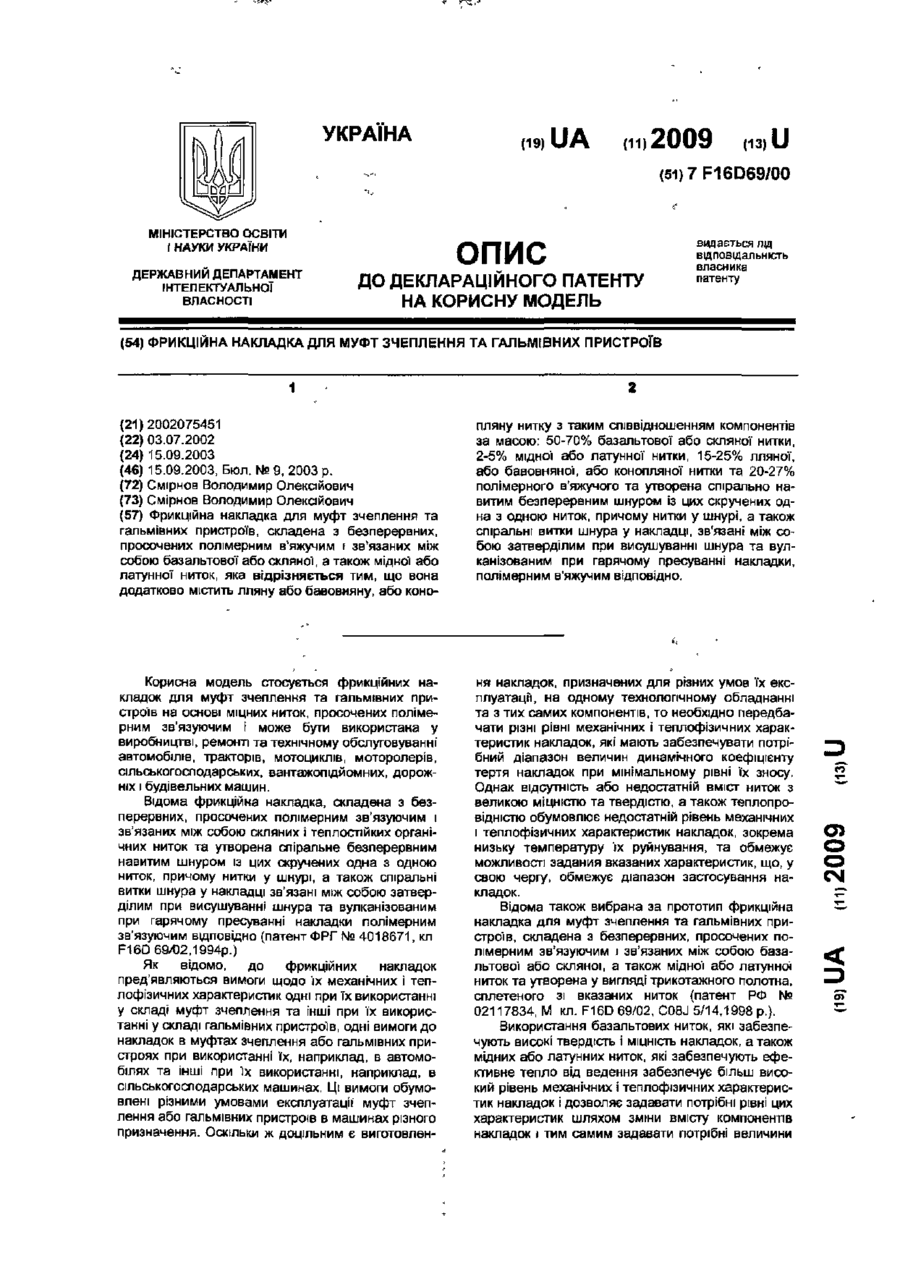
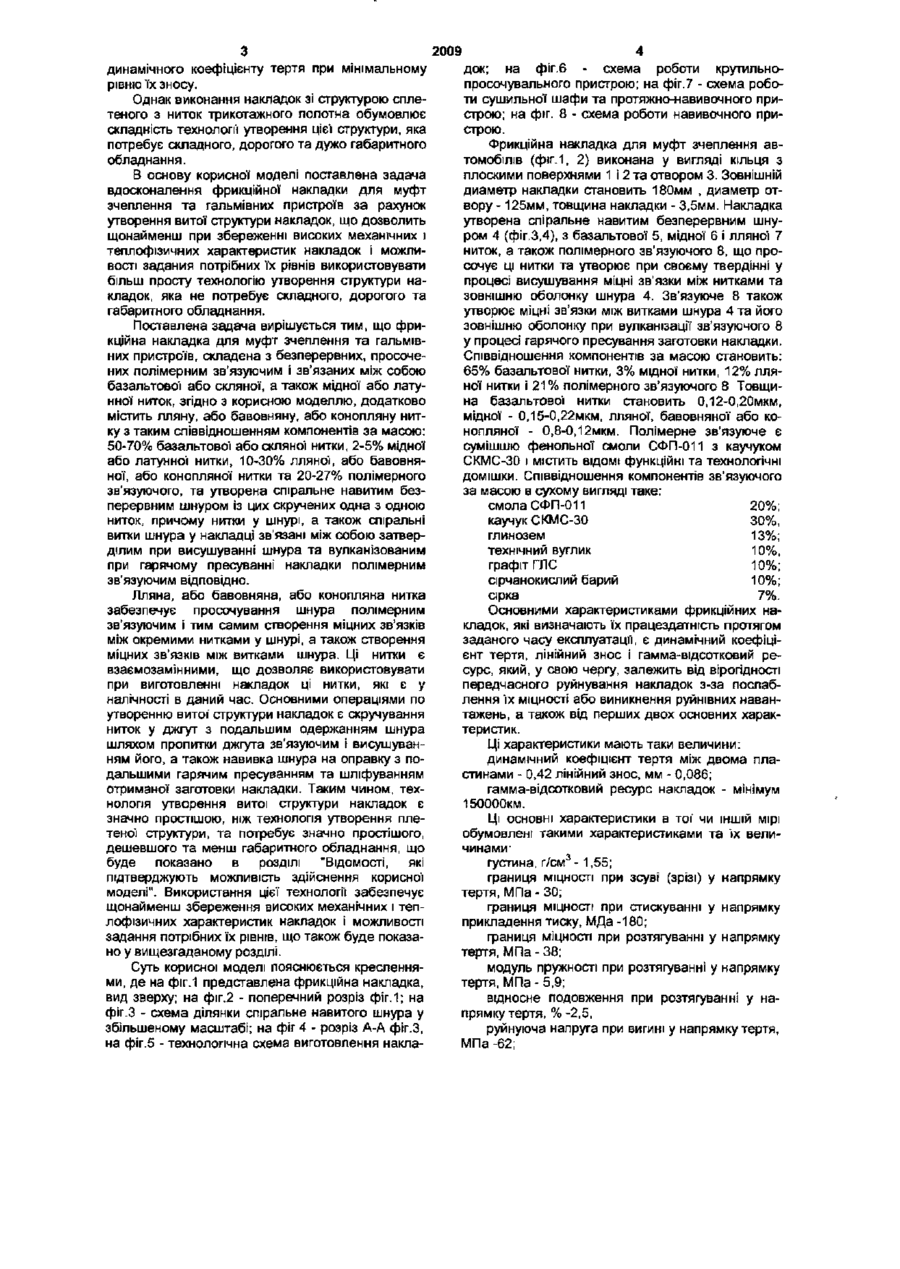
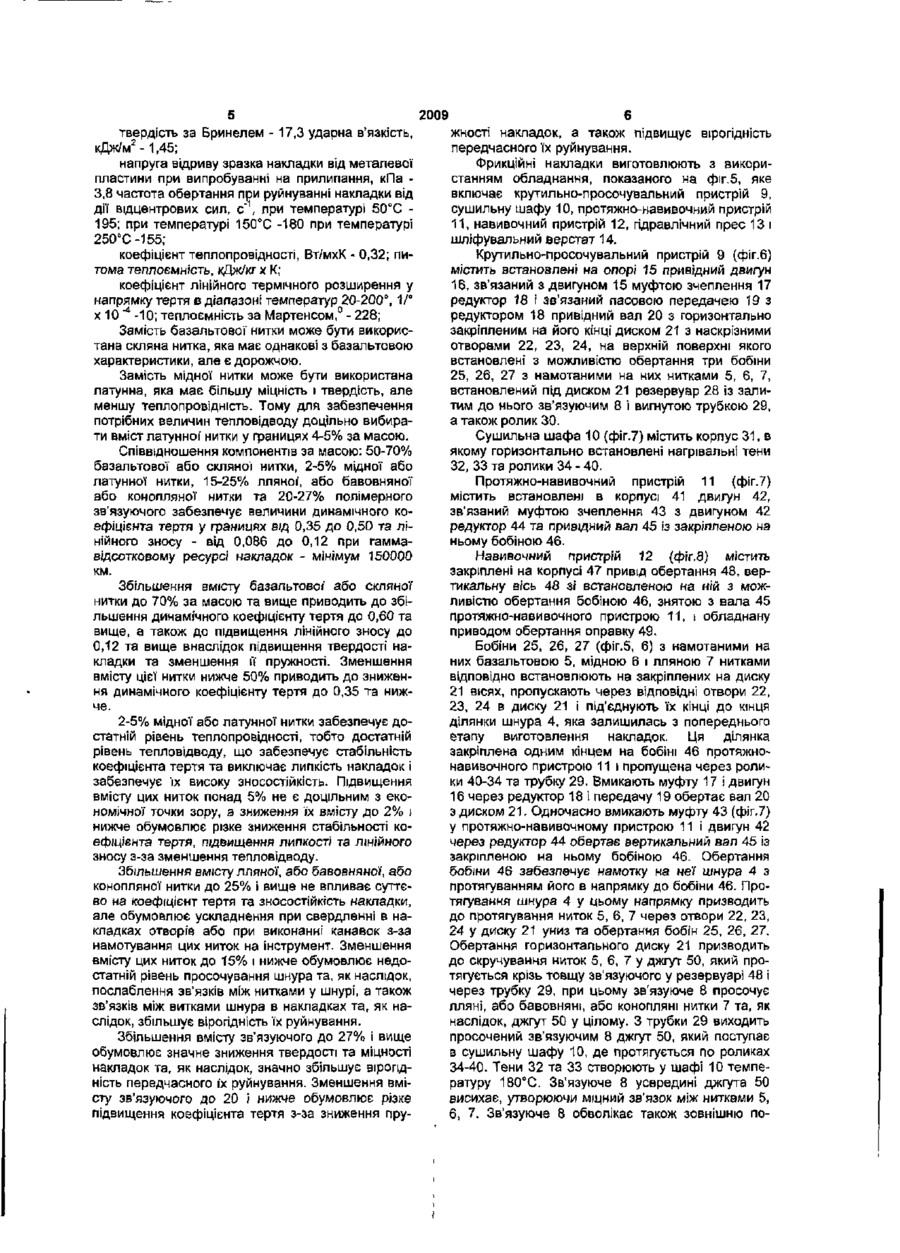
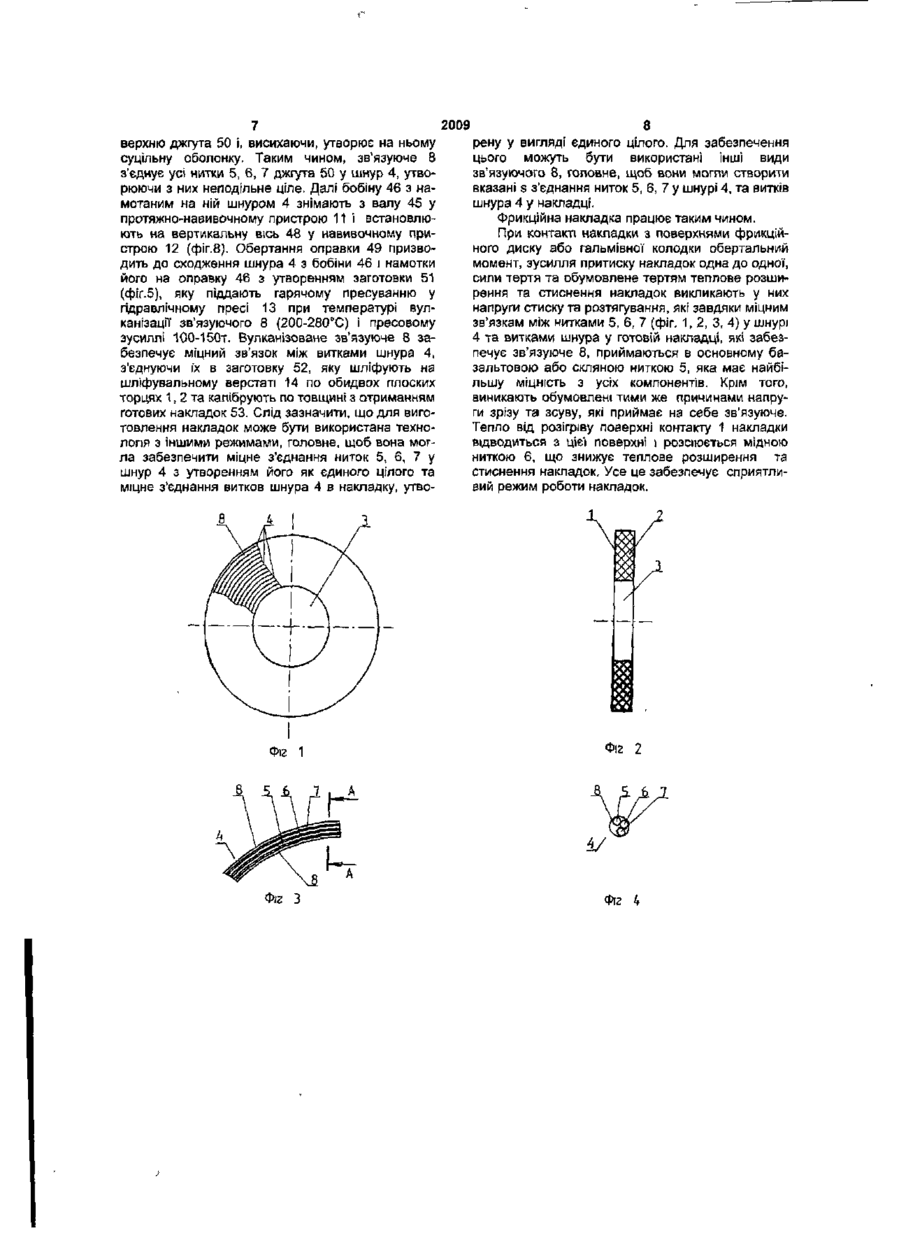
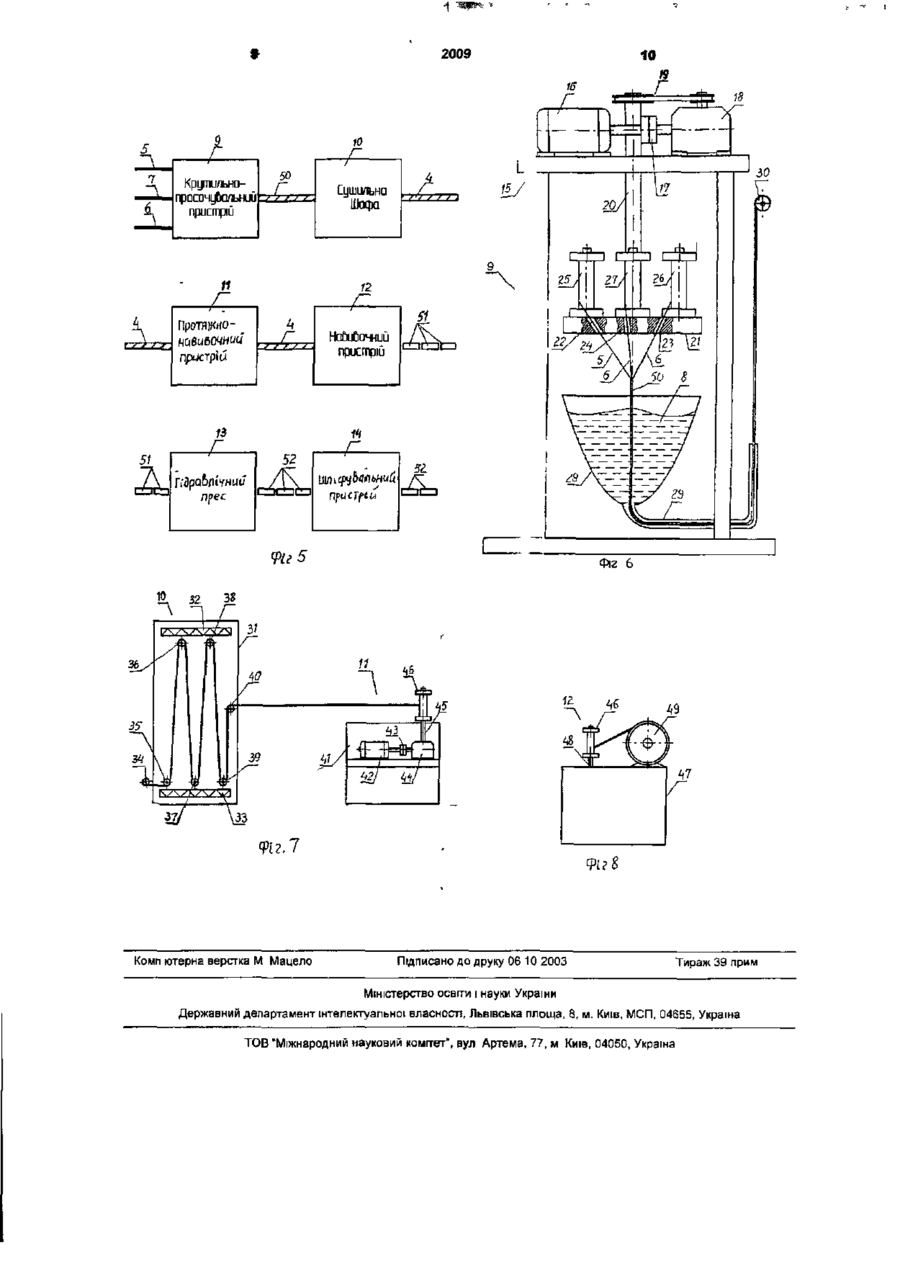
УКРАЇНА (19) UA (11,2009 (із, U (51,7F16D69/OO МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54) ФРИКЦІЙНА НАКЛАДКА ДЛЯ МУФТ ЗЧЕПЛЕННЯ ТА ГАЛЬМІВНИХ ПРИСТРОЇВ 1 (21)2002075451 (22, 03.07.2002 (24) 15.09.2003 (46, 15.09.2003, Бюл. № 9, 2003 р. (72, Смірнов Володимир Олексійович (73, Смірнов Володимир Олексійович (57, Фрикційна накладка для муфт зчеплення та гальмівних пристроїв, складена з безперервних, просочених полімерним в'яжучим \ зв'язаних між собою базальтової або скляної, а також мідної або латунної ниток, яка відрізняється тим, що вона додатково містить лляну або бавовняну, або коно пляну нитку з таким співвідношенням компонентів за масою: 50-70% базальтової або скляної нитки, 2-5% мідної або латунної нитки, 15-25% лляної, або бавовняної, або конопляної нитки та 20-27% полімерного в'яжучого та утворена спірально навитим безперервним шнуром із цих скручених одна з одною ниток, причому нитки у шнурі, а також спіральні витки шнура у накладці, зв'язані між собою затверділим при висушуванні шнура та вулканізованим при гарячому пресуванні накладки, полімерним в'яжучим відповідно. Корисна модель стосується фрикційних накладок для муфт зчеплення та гальмівних пристроїв на основі міцних ниток, просочених полімерним зв'язуючим і може бути використана у виробництві, ремонті та технічному обслуговуванні автомобілів, тракторів, мотоциклів, моторолерів, сільськогосподарських, вантажопідйомних, дорожніх і будівельних машин. Відома фрикційна накладка, складена з безперервних, просочених полімерним зв'язуючим і зв'язаних між собою скляних і теплостійких органічних ниток та утворена спіральне безперервним навитим шнуром із цих скручених одна з одною ниток, причому нитки у шнурі, а також спіральні витки шнура у накладці зв'язані між собою затверділим при висушуванні шнура та вулканізованим при гарячому пресуванні накладки полімерним зв'язуючим відповідно (патент ФРГ № 4018671, кл F16D6SI/02,1994р.) Як відомо, до фрикційних накладок пред'являються вимоги щодо їх механічних І теплофізичних характеристик одні при їх використанні у складі муфт зчеплення та інші при їх використанні у складі гальмівних пристроїв, одні вимоги до накладок в муфтах зчеплення або гальмівних пристроях при використанні їх, наприклад, в автомобілях та інші при їх використанні, наприклад, в сільськогосподарських машинах. Ці вимоги обумовлені різними умовами експлуатації' муфт зчеплення або гальмівних пристроїв в машинах різного призначення. Оскільки ж доцільним є виготовлен ня накладок, призначених для різних умов їх експлуатації, на одному технологічному обладнанні та з тих самих компонентів, то необхідно передбачати різні рівні механічних і теплофізичних характеристик накладок, які мають забезпечувати потрібний діапазон величин динамічного коефіцієнту тертя накладок при мінімальному рівні їх зносу. Однак відсутність або недостатній вміст ниток з великою міцністю та твердістю, а також теплопровідністю обумовлює недостатній рівень механічних і теплофізичних характеристик накладок, зокрема низьку температуру їх руйнування, та обмежує можливості задания вказаних характеристик, що, у свою чергу, обмежує діапазон застосування накладок. Відома також вибрана за прототип фрикційна накладка для муфт зчеплення та гальмівних пристроїв, складена з безперервних, просочених полімерним зв'язуючим і зв'язаних між собою базальтової або скляної, а також мідної або латунної ниток та утворена у вигляді трикотажного полотна, сплетеного зі вказаних ниток (патент РФ № 02117834, М кл. F16D 69/02, C08J 5/14,1998 р.}. Використання базальтових ниток, які забезпечують високі твердість і МІЦНІСТЬ накладок, а також мідних або латунних ниток, які забезпечують ефективне тепло від ведення забезпечує більш високий рівень механічних і теплофізичних характеристик накладок і дозволяє задавати потрібні рівні цих характеристик шляхом зміни вмісту компонентів накладок і тим самим задавати потрібні величини О о 2009 динамічного коефіцієнту тертя при мінімальному рівню їх зносу. Однак виконання накладок зі структурою сплетеного з ниток трикотажного полотна обумовлює складність технологи утворення цієї структури, яка потребує складного, дорогого та дужо габаритного обладнання. В основу корисної моделі поставлена задача вдосконалення фрикційної накладки для муфт зчеплення та гальмівних пристроїв за рахунок утворення витої структури накладок, що дозволить щонайменш при збереженні високих механічних і теплофізичних характеристик накладок і можливості задания потрібних їх рівнів використовувати більш просту технологію утворення структури накладок, яка не потребує складного, дорогого та габаритного обладнання. Поставлена задача вирішується тим, що фрикційна накладка для муфт зчеплення та гальмівних пристроїв, складена з безперервних, просочених полімерним зв'язуючим і зв'язаних між собою базальтової або скляної, а також мідної або латунної ниток, згідно з корисною моделлю, додатково містить лляну, або бавовняну, або конопляну нитку з таким співвідношенням компонентів за масою: 50-70% базальтової або скляної нитки, 2-5% мідної або латунної нитки, 10-30% лляної, або бавовняної, або конопляної нитки та 20-27% полімерного зв'язуючого, та утворена спіральне навитим безперервним шнуром із цих скручених одна з одною ниток, причому нитки у шнурі, а також спіральні витки шнура у накладці зв'язані між собою затверділим при висушуванні шнура та вулканізованим при гарячому пресуванні накладки полімерним зв'язуючим відповідно. Лляна, або бавовняна, або конопляна нитка забезпечує просочування шнура полімерним зв'язуючим і тим самим створення міцних зв'язків між окремими нитками у шнурі, а також створення міцних зв'язків МІЖ витками шнура. Ці нитки є взаємозамінними, що дозволяє використовувати при виготовленні накладок ці нитки, які є у налічності в даний час. Основними операціями по утворенню витої" структури накладок є скручування ниток у джгут з подальшим одержанням шнура шляхом пропитки джгута зв'язуючим і висушуванням його, а також навивка шнура на оправку з подальшими гарячим пресуванням та шліфуванням отриманої заготовки накладки. Таким чином, технологія утворення витої структури накладок є значно простішою, ніж технологія утворення плетеної структури, та потребує значно простішого, дешевшого та менш габаритного обладнання, що буде показано в розділі "Відомості, які підтверджують можливість здійснення корисної моделі". Використання цієї технолог» забезпечує щонайменш збереження високих механічних і теплофізичних характеристик накладок і можливості задания потрібних їх рівнів, що також буде показано у вищезгаданому розділі. Суть корисної моделі пояснюється кресленнями, де на фіг.1 представлена фрикційна накладка, вид зверху; на фіг.2 - поперечний розріз фіг.1; на фіг.З - схема ділянки спіральне навитого шнура у збільшеному масштабі; на фіг 4 - розріз А-А фіг.З, на фіг.5 - технологічна схема виготовлення накла 4 док; на фіг.6 - схема роботи крутильнопросочувального пристрою; на фіг.7 - схема роботи сушильної шафи та протяжно-навивочного пристрою; на фіг. 8 - схема роботи навивочного пристрою. Фрикційна накладка для муфт зчеплення автомобілів (фіг.1, 2) виконана у вигляді кільця з плоскими поверхнями 1 і 2 та отвором 3. Зовнішній диаметр накладки становить 180мм , диаметр отвору - 125мм, товщина накладки - 3,5мм. Накладка утворена спіральне навитим безперервним шнуром 4 (фіг.3,4), з базальтової 5, мідної 6 і лляної 7 ниток, а також полімерного зв'язуючого 8, що просочує ці нитки та утворює при своєму твердінні у процесі висушування міцні зв'язки між нитками та зовнішню оболонку шнура 4. Зв'язуюче 8 також утворює міцні зв'язки між витками шнура 4 та його зовнішню оболонку при вулканізації зв'язуючого 8 у процесі гарячого пресування заготовки накладки. Співвідношення компонентів за масою становить: 65% базальтової нитки, 3% мідної нитки, 12% лляної нитки і 21 % полімерного зв'язуючого 8 Товщина базальтової нитки становить 0,12-0,20мкм, мідної - 0,15-0,22мкм, лляної, бавовняної або конопляної - 0,8-0,12мкм. Полімерне зв'язуюче є сумішшю фенольної смоли СФП-011 з каучуком СКМС-30 і містить ВІДОМІ функційні та технологічні домішки. Співвідношення компонентів зв'язуючого за масою в сухому вигляді таке: смола СФП-011 20%; каучук СКМС-30 30%, глинозем 13%; технічний вуглик 10%, графіт ГЛС 10%; сірчанокислий барий 10%; арка 7%. Основними характеристиками фрикційних накладок, які визначають їх працездатність протягом заданого часу експлуатації, є динамічний коефіцієнт тертя, лінійний знос і гамма-вщсотковий ресурс, який, у свою чергу, залежить від вірогідності передчасного руйнування накладок з-за послаблення їх міцності або виникнення руйнівних навантажень, а також від перших двох основних характеристик. Ці характеристики мають таки величини: динамічний коефіцієнт тертя між двома пластинами - 0,42 лінійний знос, мм - 0,086; гамма-відсотковий ресурс накладок - мінімум 150000км. Ці ОСНОВНІ характеристики в тої' чи ІНШІЙ мірі обумовлені такими характеристиками та їх величинами1 густина, г/см3 - 1,55; границя МІЦНОСТІ при зсуві (зрізі) у напрямку тертя, МПа - 30; границя МІЦНОСТІ при стискуванні у напрямку прикладення тиску, МДа -180; границя міцності при розтягуванні у напрямку тертя, МПа-38; модуль пружності при розтягуванні у напрямку тертя, МПа- 5,9; відносне подовження при розтягуванні у напрямку тертя, % -2,5, руйнуюча напруга при вигині у напрямку тертя, МПа -62; 2009 твердість за Бринєлем - 17,3 ударна в'язкість, 2 кДж/м -1,45; напруга відриву зразка накладки від металевої пластини при випробуванні на прилипання, кПа 3,8 частота обертання при руйнуванні накладки від дії відцентрових сил, с"\ при температурі 50°С 195; при температурі 150°С -180 при температурі 25СГС-155; коефіцієнт теплопровідності, Вт/мхК - 0,32; питома теплоємність, кДж/кг х К; коефіцієнт лінійного термічного розширення у напрямку тертя в діапазоні температур 20-200°, 1/° 0 х 10 ^-10; теплоємність за Мартенсом, -228; Замість базальтової нитки може бути використана скляна нитка, яка має однакові з базальтовою характеристики, але є дорожчою. Замість мідної нитки може бути використана латунна, яка має більшу міцність і твердість, але меншу теплопровідність. Тому для забезпечення потрібних величин тепловідводу доцільно вибирати вміст латунної' нитки у границях 4-5% за масою. Співвідношення компонентів за масою: 50-70% базальтової або скляної нитки, 2-5% мідної або латунної нитки, 15-25% лляної, або бавовняної або конопляної нитки та 20-27% полімерного зв'язуючого забезпечує величини динамічного коефіцієнта тертя у границях від 0,35 до 0,50 та лінійного зносу - від 0,086 до 0,12 при гаммавідсотковому ресурсі накладок - мінімум 150000 км. Збільшення вмісту базальтової або скляної нитки до 70% за масою та вище приводить до збільшення динамічного коефіцієнту тертя до 0,60 та вище, а також до підвищення лінійного зносу до 0,12 та вище внаслідок підвищення твердості накладки та зменшення її пружності. Зменшення вмісту цієї нитки нижче 50% приводить до зниження динамічного коефіцієнту тертя до 0,35 та нижче. 2-5% мідної або латунної нитки забезпечує достатній рівень теплопровідності, тобто достатній рівень тепловідводу, що забезпечує стабільність коефіцієнта тертя та виключає липкість накладок і забезпечує їх високу зносостійкість. Підвищення вмісту цих ниток понад 5% не є доцільним з економічної точки зору, а зниження їх вмісту до 2% і нижче обумовлює різке зниження стабільності коефіцієнта тертя, підвищення липкості та лінійного зносу з-за зменшення тепловідводу. Збільшення вмісту лляної, або бавовняно/, або конопляної нитки до 25% і вище не впливає суттєво на коефіцієнт тертя та зносостійкість накладки, але обумовлює ускладнення при свердленні в накладках отворів або при виконанні канавок з-за намотування цих ниток на інструмент. Зменшення вмісту цих ниток до 15% і нижче обумовлює недостатній рівень просочування шнура та, як наслідок, послаблення зв'язків між нитками у шнурі, а також зв'язків між витками шнура в накладках та, як наслідок, збільшує вірогідність їх руйнування. Збільшення вмісту зв'язуючого до 27% і вище обумовлює значне зниження твердості та міцності накладок та, як наслідок, значно збільшує вірогідність передчасного їх руйнування. Зменшення вмісту зв'язуючого до 20 І нижче обумовлює різке підвищення коефіцієнта тертя з-за зниження пру жності накладок, а також підвищує вірогідність передчасного їх руйнування. Фрикційні накладки виготовлюють з використанням обладнання, показаного на фіг.5, яке включає крутильно-просочувальний пристрій 9, сушильну шафу 10, протяжно-навивочний пристрій 11, навивочний пристрій 12, гідравлічний прес 13 і шліфувальний верстат 14. Крутильно-просочувальний пристрій 9 (фіг.6) містить встаноалені на опорі 15 привідний двигун 16, зв'язаний з двигуном 15 муфтою зчеплення 17 редуктор 18 і зв'язаний пасовою передачею 19 з редуктором 18 привідний вал 20 з горизонтально закріпленим на його кінці диском 21 з наскрізними отворами 22, 23, 24, на верхній поверхні якого встановлені з можливістю обертання три бобіни 25, 26, 27 з намотаними на них нитками 5, 6, 7, встановлений під диском 21 резервуар 28 із залитим до нього зв'язуючим 8 І вигнутою трубкою 29, а також ролик ЗО. Сушильна шафа 10 (фіг.7) містить корпус 31, в якому горизонтально встановлені нагрівальні тени 32, 33 та ролики 34 - 40. Протяжно-навивочний пристрій 11 (фіг.7) містить встановлені в корпусі 41 двигун 42, зв'язаний муфтою зчеплення 43 з двигуном 42 редуктор 44 та привідний вал 45 із закріпленою на ньому бобіною 46. Навивочний пристрій 12 (фіг.8) містить закріплені на корпусі 47 привід обертання 48, вертикальну вісь 48 зі встановленою на ній з можливістю обертання бобіною 46, знятою з вала 45 протяжно-навивочного пристрою 11, і обладнану приводом обертання оправку 49. Бобіни 25, 26, 27 (фіг.5, 6) з намотаними на них базальтовою 5, мідною 6 і лляною 7 нитками відповідно встановлюють на закріплених на диску 21 вісях, пропускають через відповідні отвори 22, 23, 24 в диску 21 і під'єднують їх кінці до кінця ділянки шнура 4, яка залишилась з попереднього етапу виготовлення накладок. Ця ділянка закріплена одним кінцем на бобіні 46 протяжнонавивочного пристрою 11 і пропущена через ролики 40-34 та трубку 29. Вмикають муфту 17 і двигун 16 через редуктор 18 і передачу 19 обертає вал 20 з диском 21. Одночасно вмикають муфту 43 (фіг,7) у протяжно-навивочному пристрою 11 і двигун 42 через редуктор 44 обертає вертикальний вал 45 із закріпленою на ньому бобіною 46. Обертання бобіни 46 забезпечує намотку на неї шнура 4 з протягуванням його в напрямку до бобіни 46. Протягування шнура 4 у цьому напрямку призводить до протягування ниток 5, 6, 7 через отвори 22, 23, 24 у диску 21 униз та обертання бобін 25, 26, 27. Обертання горизонтального диску 21 призводить до скручування ниток 5, 6, 7 у джгут 50, який протягується крізь товщу зв'язуючого у резервуарі 48 і через трубку 29, при цьому зв'язуюче 8 просочує лляні, або бавовняні, або конопляні нитки 7 та, як наслідок, джгут 50 у цілому. З трубки 29 виходить просочений зв'язуючим 8 джгут 50, який поступає в сушильну шафу 10, де протягується по роликах 34-40. Тени 32 та 33 створюють у шафі 10 температуру 180°С. Зв'язуюче 8 усередині джгута 50 висихає, утворюючи міцний зв'язок між нитками 5, 6, 7. Зв'язуюче 8 обволікає також зовнішню по 2009 верхню джгута 50 І, висихаючи, утворює на ньому суцільну оболонку. Таким чином, зв'язуюче 8 з'єднує усі нитки 5, 6, 7 джгута 50 у шнур 4, утворюючи з них неподільне ціле. Далі бобіну 46 з намотаним на ній шнуром 4 знімають з валу 45 у протяжно-навивочному пристрою 11 і встановлюють на вертикальну вісь 48 у навивочному пристрою 12 (фіг.8). Обертання оправки 49 призводить до сходження шнура 4 з бобіни 46 і намотки його на оправку 46 з утворенням заготовки 51 (фіг.5), яку піддають гарячому пресуванню у гідравлічному пресі 13 при температурі вулканізації зв'язуючого 8 (200-280°С) і пресовому зусиллі 100-150Т. Вулканізоване зв'язуюче 8 забезпечує міцний зв'язок між витками шнура 4, з'єднуючи їх в заготовку 52, яку шліфують на шліфувальному верстаті 14 по обидвох плоских торцях 1, 2 та калібрують по товщині з отриманням готових накладок 53. Слід зазначити, що для виготовлення накладок може бути використана технологія з іншими режимами, головне, щоб вона могла забезпечити міцне з'єднання ниток 5, 6, 7 у шнур 4 з утворенням його як єдиного цілого та міцне з'єднання витков шнура 4 в накладку, утво 8 рену у вигляді єдиного цілого. Для забезпечення цього можуть бути використані інші види зв'язуючого 8, головне, щоб вони могли створити вказані s з'єднання ниток 5, 6, 7 у шнурі 4, та витків шнура 4 у накладці. Фрикційна накладка працює таким чином. При контакті накладки з поверхнями фрикційного диску або гальмівної колодки обертальний момент, зусилля притиску накладок одна до одної, сили тертя та обумовлене тертям теплове розширення та стиснення накладок викликають у них напруги стиску та розтягування, які завдяки міцним зв'язкам між нитками 5, 6, 7 (фіг. 1, 2, 3, 4) у шнурі 4 та витками шнура у готовій накладці, які забезпечує зв'язуюче 8, приймаються в основному базальтовою або скляною ниткою 5, яка має найбільшу міцність з усіх компонентів. Крім того, виникають обумовлені тими же причинами напруги зрізу та зсуву, які приймає на себе зв'язуюче. Тепло від розігріву поверхні контакту 1 накладки відводиться з цієї поверхні і розсіюється мідною ниткою 6, що знижує теплове розширення та стиснення накладок. Усе це забезпечує сприятливий режим роботи накладок. Фіг 1 Фіг 2 Фіг З Фіг 4 2009 У 5 10 г 1 7 "Л і КрутильнопросочуЬальний пристрій 50 Г Сушильна Шафа 12 л Протяжно А k г пристрій 5/ г SI Найиоочний пристрій 51
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F16D 69/00
Мітки: накладка, пристроїв, фрикційна, гальмівних, зчеплення, муфт
Код посилання
<a href="https://ua.patents.su/6-2009-frikcijjna-nakladka-dlya-muft-zcheplennya-ta-galmivnikh-pristrov.html" target="_blank" rel="follow" title="База патентів України">Фрикційна накладка для муфт зчеплення та гальмівних пристроїв</a>
Фрикційна накладка

Номер патенту: 13744
Опубліковано: 25.04.1997
Автори: Ізюмова Вєра Івановна, Голкін Владіслав Борісовіч, Ніконова Людмила Михайловна, Чумічев Борис Митрофанович, Півень Євгєній Грігорьєвіч
МПК: F16D 69/02
Формула / Реферат:
Фрикционная накладка, содержащая полимерный фрикционный материал, армированный ячеистым монолитным каркасом, расположенным в плоскости, эквидистантной рабочей поверхности накладки, отличающаяся тем, что ячеистый монолитный каркас выполнен из просечно-вытяжного листа, боковые поверхности ячеек которого расположены под углом к рабочей поверхности.
Фрикційна накладка гальмового приладу транспортного засобу

Номер патенту: 33800
Опубліковано: 15.02.2001
Автори: Гріша Данило Станіславович, Торлін Вадім Миколайович
МПК: B60T 5/00
Мітки: приладу, гальмового, засобу, накладка, транспортного, фрикційна
Текст:
...(21) 99020812 (22) 12.02.1999 (24) 15.02.2001 (33) UA (46) 15.02.2001, Бюл. № 1, 2001 р. (72) Торлін Вадим Миколайович, Гріша Данило Станіславович (73) Севастопольський державний технічний університет 33800 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97...
Фрикційна муфта зчеплення
Номер патенту: 59990
Опубліковано: 15.09.2003
Автори: Пономаренко Микола Іванович, Шпитальний Микола Афанасійович
МПК: F16D 13/00
Мітки: фрикційна, муфта, зчеплення
Формула / Реферат:
Фрикційна муфта, що містить несучий корпус з рухомо встановленими в ньому ведучими натискними дисками, ведені диски, силові пружини, які розташовані між зазначеними дисками, а також механізм включення з натискними двоплечими важелями, на одному кінці яких виконана сферична головка, що зв'язана з натискним диском, а на іншому - профільна поверхня, яка взаємодіє з роликами, розміщеними на рухомій уздовж веденого вала втулці, консольно...
Плечова накладка

Номер патенту: 38609
Опубліковано: 15.05.2001
Автори: Васюта Олександр Іванович, Білевич Алла Юріївна, Факадей Віра Романівна
МПК: A41D 27/00
Формула / Реферат:
(21) 2000074602(54) (57)Дата прийняттярішення16.02.2001 р.Плечова накладка, що складається з формоутворюючого елементу, елементу регулювання висоти плеча і засобу для його приєднання до формоутворюючого елементу, яка відрізняється тим, що формоутворюючий елемент виконаний у вигляді двох пластин, які мають форму частини зрізаного конуса, одна з якіх нерухома і обладнана фіксуючими елементами для...
Композиція для просочення ниток при виготовленні фрикційних накладок зчеплення
Номер патенту: 287
Опубліковано: 30.04.1993
Автори: Єрьомічев Віталій Павловіч, Верняєв Іван Іванович, Ареф'єв Микола Володимирович, Морозов Юрій Варфоломійович, Кирилов Олексій Олександрович, Хведченя Олег Аркадієвич, Соколов В'ячеслав Олександрович
МПК: C08K 3/30, D01F 11/00, C08K 3/10, C08K 13/02, C08L 9/04
Мітки: композиція, просочення, виготовленні, ниток, накладок, зчеплення, фрикційних
Формула / Реферат:
1. Композиция для пропитки нитей при изготовлении фрикционных накладок сцепления на основе латекса бутадиен нитрильного каучука, включающая меламиноформальдегидную смолу, серу, оксид цинка, углеродный наполнитель, поверхностно-активное вещество и воду, отличающаяся тем, что композиция дополнительно содержит фенолформальдегидную смолу, аэросил или стеарат кальция, натриевое жидкое стекло, железный сурик й барит, при следующем соотношении...
Попередній патент: Газопальниковий пристрій
Наступний патент: Комплексна апаратура для геофізичних досліджень технічного стану обсадних колон
Випадковий патент: Спосіб медико-психологічного супроводу жінок, які страждають на дифузну алопецію