Спосіб вироблення конверторної сталі
Номер патенту: 21819
Опубліковано: 30.04.1998
Автори: Побегайло Андрій Володимирович, Налча Георгій Іванивич, Куклев Валентин Гаврилович, Ларіонов Олександр Олексійович, Царицин Євген Олександрович, Бойко Володимир Семенович
Формула / Реферат
1. Способ производства конвертерной стали, включающий выплавку, выпуск металла в ковш с отсечкой конвертерного шлака, присадку шлакообразующей смеси, ферросплавов и раскислителей, усреднительную продувку нейтральным газом через погруженную в металл фурму, исправление химического состава шлака и металла, десульфурацию и модифицирование порошкообразными реагентами, разливку на машинах непрерывной литой заготовки, отличающийся тем, что выплавку металла в конвертере осуществляют без учета потерь тепла на внепечную обработку, а исправление шлака и металла в ковше проводят с применением обдува поверхности металла кислородом при усреднительной продувке нейтральным газом с последующей продувкой кислородом через погруженную в металл фурму, пари этом отношение расходов кислорода на обдув и продувку составляет 1:(1-30).
2. Способ по п. 1, отличающийся тем, что продувку кислородом осуществляют с расходами 0,08 -0,4 м3 т.мин при заглублении фурмы до 50-200 мм от днища ковша.
3. Способ по пп. 1 и 2, отличающийся тем, что исправление металла осуществляют присадками ферросплавов и раскислителей при продувке кислородом, при этом присадку люминия производят до получения химического анализа металла.
Текст
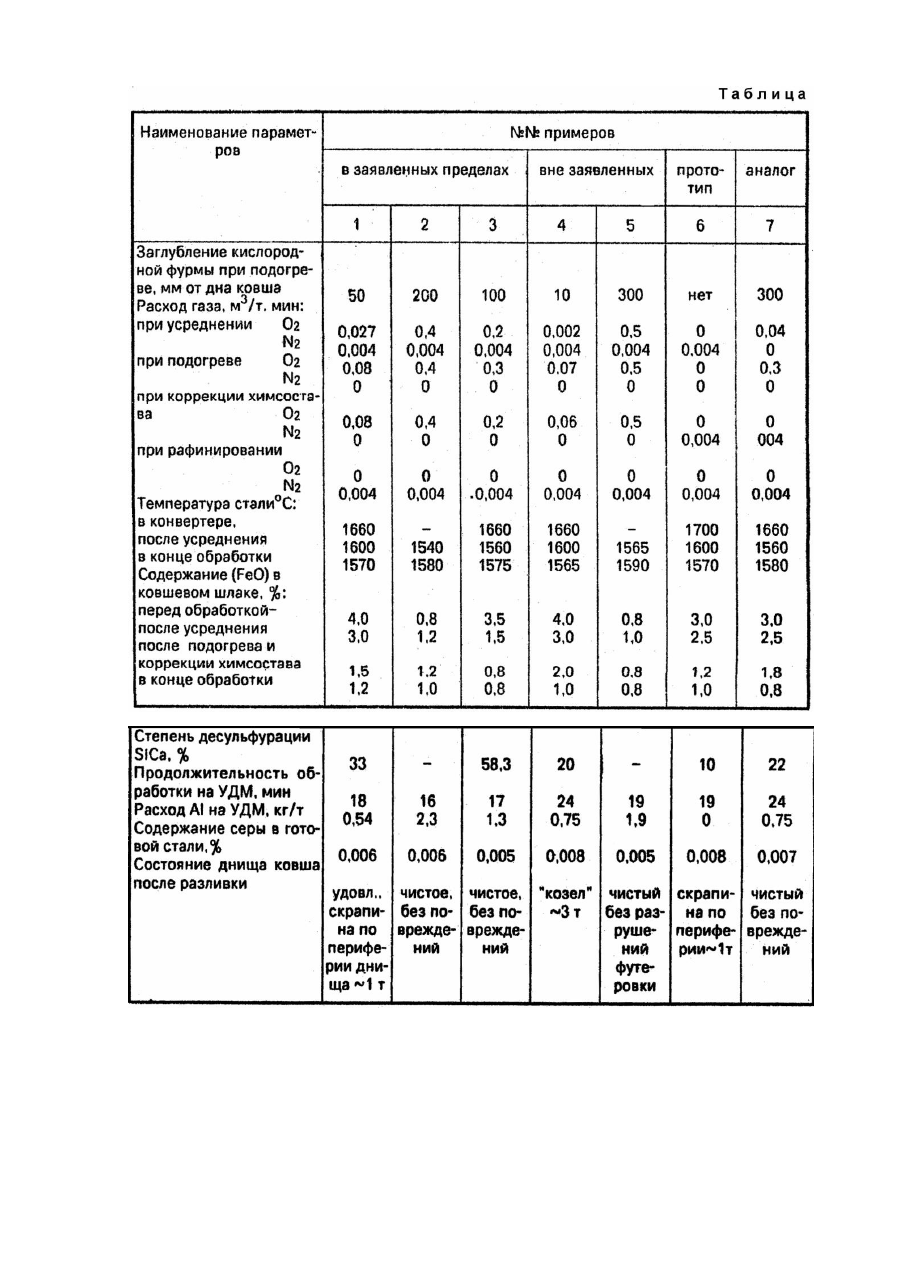
Изобретение относится к области черной металлургии, в частности к, производству стали в конвертере, ее внепечной обработке и разливке на МНЛЗ (машина непрерывной литой заготовки). Современная технология производства качественной стали с низким содержанием серы, фосфора и узкими пределами содержания легирующих элементов базируется на выпуске плавки с отсечкой конвертерного шлака, присадке раскислителей и легирующих, десульфурации стали твердой шлакообразующей смесью (ТШС) во время выпуска плавки, корректировке температуры и химического состава на установках доводки металла (УДМ) при продувке аргоном, дополнительной десульфурации металла вдуванием порошкообразных реагентов. Присадка в ковш больших количеств ТШС (до 10кг/т) и обработка стали порошкообразными реагентами требует перегрева металла в конвертере на 30 - 40°C, что приводит к резкому снижению стойкости футеровки конвертера, увеличению расхода чугуна и алюминия. При цикле работы конвертер - МНЗЛ (машина непрерывной литой заготовки) 30 - 40мин продолжительность внепечной обработки должна быть не более 15 - 20мин. Для этой технологии характерны выпады по химическому составу стали из-за недостатка времени для формирования жидкого гомогенного шлама при продувке аргоном, в результате чего часть ферросплавов после усреднительной продувки остается в шлаке. Кроме этого ухудшается десульфурация стали. Часть плавок (до 2%) по организационным причинам выпадает из технологического цикла и из-за недопустимого охлаждения в ковше возвращается на переплав в конвертер. Для исправления холодных плавок в последние годы разработаны различные способы химического подогрева стали в ковше за счет тепла экзотермической реакции между кислородом и алюминием. Однако, из-за присущих им недостатков, они не могут быть вписаны в технологический поток конвертер - МНЛЗ для существенного снижения температуры металла в конвертере. Наиболее близкий технический результат при производстве высококачественной стали (низкое содержание серы, узкие пределы химического состава) обеспечивает способ производства низкосернистой стали, используемый на комбинате "Азовсталь". Согласно этого способа, выплавку стали производят с использованием десульфурированного чугуна и низкосернистого оборотного лома из расчета получения перед выпуском не более 0,015% серы, углерода не менее 0,05%, основности конвертерного шлака не менее 3,5 и FeO не более 20%. Температура перед выпуском должна быть 1660 - 1700°C. Конвертерный шлак отсекают в начале и конце выпуска плавки. В начале выпуска плавки в ковш присаживают ~ 10кг/т стали ТШС из извести и плавикового шпата, взятых в соотношении 4 : 1 с предварительной присадкой на дно ковша 0,5кг/т алюминия. Далее в ковш присаживают ферросплавы и раскислители. Внепечную обработку стали аргоном и порошкообразными реагентами проводят на УДМ. После усреднительной продувки аргоном производят отбор пробы металла и замеряют температуру, которая должна быть в пределах 1580 - 1600°C. Затем обрабатывают металл порошкообразным силикокальцием в количестве не менее 1,5кг/т. После получения анализа пробы проводят коррекцию химического состава стали присадками ферросплавов и раскислителей, делают рафинирующую продувку аргоном, отбирают пробу металла и замеряют температуру, после чего ковш отправляют на МНЛЗ. Общая производительность продувки аргоном и порошкообразным силикокальцием - не менее 12мин. Время нахождения ковша с металлом на УДМ - не более 25мин. Эта технология обеспечивает производство стали для магистральных газопроводов с содержанием серы не более 0,006%. Недостатки технологии-прототипа связаны с невозможностью гарантированного получения гомогенного жидкоподвижного шлака в ковше, что приводит к частичной потери (запутыванию) в шлаке ферросплавов и раскислителей, а также снижению его десульфурирующей способности, в результате чего около 5% плавок отсортировываются по химическому составу. Около 2% плавок отправляются на МНЛЗ с пониженной температурой и частично либо полностью возвращаются в конвертер. Этот способ производства стали требует перегрева ~40°C температуры металла в конвертере, что приводит к увеличению примерно на 20кг/т расхода чугуна, 0,3кг/т расхода алюминия и в 2 раза снижает стойкость футеровки конвертера, в результате чего существенно возрастают затраты на производство. Указанные выше недостатки, присущие известным способам производства конвертерной стали, устраняются в заявляемом изобретении. В основу изобретения поставлена задачасоздания технологического и экономичного способа производства конвертерной стали, в котором, в результате обработки стали в ковше кислородом, ускоряется процесс формирования гомогенного шлака, повышается усвоение легирующи х материалов и улучшается десульфурация, что снижает отсортировку металла по химическому составу и обеспечивает проведение операций по исправлению химического состава и температуры с гарантированной компенсацией тепловых потерь на внепечную обработку в производственном цикле конвертер - МНЛЗ. Поставленная задача решается тем, что в предлагаемом способе производства конвертерной стали содержащем выплавку металла, выпуск в ковш в отсечкой конвертерного шлака, присадку шлакообразующей смеси, ферросплавов и раскислителей, усреднительную продувку нейтральным газом через погруженную фурму, отбор проб металла и замер температуры, исправление химического состава и температуры, десульфурацию и модифицирование порошкообразными реагентами согласно изобретению исправление шлака и металла в ковше проводят с применением обдува поверхности расплава кислородом при усреднительной продувке нейтральным газом с последующей продувкой кислородом через погруженную в металл фурму, при этом отношение расходов кислорода на обдув и продувку составляет 1 : (1 - 30). Кроме того, корректировку химического состава осуществляют при продувке кислородом с расходами 0,08 - 0,4м 3/т мин при заглублении фурмы до 50 - 200мм от длины ковша, при этом первую присадку алюминия производят до получения химического анализа пробы металла. Выплавку металла в конвертере осуществляют без учета потерь на внепечную обработку. Общие с заявляемым изобретением признаки прототипа включают: выплавку в конвертер; отсечку конвертерного шлака; присадку во время выпуска плавки ТШС, ферросплавов и раскислителей; усреднительную продувку аргоном; отбор пробы и замер температуры после усреднительной продувки; исправление химического состава и температуры металла в ковше; десульфурацию и модифицирование стали порошкообразными реагентами. Отличительными признаками являются: исключение перегрева металла в конвертере для компенсации потерь тепла на внепечную обработку; применение обдува поверхности расплава в ковше кислородом для ускорения формирования гомогенного шлака; использование кислорода для подогрева металла в ковше вместо охлаждения его слябом. Реализация отличительных признаков изобретения позволит организовать производство конвертерной стали с сокращением расхода чугуна на 20кг/т повысить в 1,5 - 2 раза стойкость футеровки конвертера без увеличения расхода алюминия, снизить отсортировку металла по химическому составу и температуре. Таким образом, предлагаемый способ производства конвертерной стали решает задачу существенного снижения температуры металла в конвертере и экономии чугуна, ферросплавов и раскислителей, с одновременным повышением качества стали, которая не может быть решена известными ранее способами. По своему физическому действию на металл и шлак новизна заявляемого способа заключается в следующем: обдув поверхности расплава в ковше кислородом приводит к резкому повышению температуры верхних слоев металла, что способствуе т быстрому расплавлению (плавающих в шлаке) спекшихся, ошлакованных конгломератов из извести, ферросплавов и алюминия, при существенно меньшем расходе алюминия, чем, например, при глубинной продувке стали кислородом. В результате этого ускоряется на 3 4мин формирование гомогенного шлака, который освобождается от запутавши хся в нем ферросплавов и раскислителей, что определяет представительность химанализа пробы после усреднительной продувки и сокращение затрат. Расход кислорода на обдув поверхности выбирается в зависимости от количества и размеров спекшихся конгломератов в шлаке. Минимальный расход 0,013м 3/мин (отношение 1 : 30) применяют при исправлении шлака, практически не содержащего конгломератов, для снижения его вязкости и содержания в нем FeO + MnO. Дальнейшее уменьшение расхода O2 на обдув бесполезно, т.к. оно уже не оказывает влияния на формирование шлака. Максимальный расход кислорода на обдув поверхности - 0,08м 3/т.мин (отношение 1 : 1) применяют для быстрого исправления шлака с большим количеством конгломератов. Дальнейшее повышение расхода невозможно из-за разбрызгивания шлака и металла кислородной струей. Расход кислорода 0,08 - 0,4м 3/т.мин применяют при продувке кислородом через погружаемую фурму в зависимости от наполнения металлом ковша. Расход 0,08м 3/т.мин используют при продувке полных ковшей. Дальнейшее снижение расхода кислорода невозможно из-за недопустимого удлинения продолжительности подогрева металла в ковше. Предельный расход кислорода 0,4м 3/т.мин используют для исправления холодных аварийных плавок, возвращенных с МНЛЗ после частичной разливки, с неполным заполнением объема ковша металлом. Дальнейшее повышение расхода O2 сверх 0,4м 3/т.мин нецелесообразно из-за сильных выплесков металла из ковша и вибраций фурмы, приводящих к ее разрушению. Расплавление настылей металла и шлака на днище ковша, характерных при систематическом выпуске плавок с пониженной температурой, ускоряется при максимальном приближении сопла кислородной фурмы к днищу, которое ограничивается стойкостью футеровки к кислородному факелу. Максимальное приближение сопла к днищу (50мм), принятое в заявляемом способе, обеспечивает наиболее быстрое расплавление настылей без разрушения хромомагнезитовой футеровки ковша. Дальнейшее приближение сопла к днищу приводит к снижению расхода кислорода из-за увеличения сопротивления истечению струи из сопла фурмы, что ухудшает условия исправления металла. Примененный в заявляемом способе прием корректировки химического состава стали при глубинной продувке металла кислородом обеспечивает сокращение продолжительности операции корректировки, особенно при присадке тугоплавких ферросплавов, как, например, феррониобия, без ухудшения усвоения легирующи х. Заявляемый прием присадки первой порции алюминия до получения химанализа первой пробы, обеспечивает сокращение продолжительности внепечной обработки за счет использования времени ожидания химанализа (5 - 6мин) для исправления подогревом температуры металла в ковше. Корректировку содержания алюминия заявляемым способом производят либо присадкой в ковш второй порции алюминия после получения химанализа, либо выжиганием кислородом лишнего его количества. Заявляемый способ обеспечивает продолжительность внепечной обработки: усреднительная продувка, совмещенная с обдувом кислородом поверхности расплава 3 - 5мин; подогрев и исправление металла в период ожидания химического анализа – 5 - 6мин; коррекция химического состава - 2 - 3мин; обработка порошкообразным силикокальцием совмещается с микролегированием и модифицированием титаном и РЗМ - 3 - 4мин; рафинирующая обработка аргоном - 2 - 3мин. Общая продолжительность обработки 15 - 21мин. Продолжительность операций по способу-прототипу: усреднительная продувка, совмещенная с обработкой стали порошкообразным силикокальцием - 5 - 8мин; корректировка температуры металла погружением сляба, совмещенная с ожиданием химического анализа - 5 - 6мин; коррекция химического состава, микролегирование, модифицирование - 3 - 5мин; рафинирующая обработка аргоном 3 - 4мин. Общая продолжительность внепечной обработки - 16 - 22мин. Продолжительность обработки с применением продувки металла кислородом через погружаемую фурму по способу-аналогу, с использованием приемов ускорения внепечной обработки по заявляемому способу: усреднительная продувка кислородом с расходами 0,01 - 0,05м 3/т.мин. продолжительность - 6 - 9мин: подогрев и исправление металла в период ожидания химического анализа первой пробы - 5 - 6мин; замена кислородной фурмы на аргонную - 3 - 4мин; коррекция химического состава, совмещенная с обработкой порошкообразным силикокальцием, модифицированием и микролегированием РЗМ - 4 - 5мин; рафинирующая обработка аргоном - 2 - 3мин. Общая продолжительность обработки 20 - 27мин. Таким образом, заявляемый способ по общему времени нахождения ковша с металлом на УДМ не уступает способу-прототипу и существенно технологичнее способа-аналога, а более эффективнее исправление шлака в начале внепечной обработки способствует снижению уровня отсортировки плавок по химическому составу, по сравнению со способами аналогом и прототипом. Используемый в заявленном способе прием обработки стали порошкообразным силикокальцием после проведения операции исправления шлака и металла, приводит к повышению эффективности десульфурации по сравнению со способоманалогом и, особенно, со способом-прототипом, в котором продувку порошкообразным силикокальцием производят в начале внепечной обработки стали на УДМ, при неподготовленном для десульфурации шлаке (вязкий гетерогенный шлак с высоким содержанием FeO). Таким образом, комплекс отличительных признаков заявляемого способа позволяет решать задачу выплавки в конвертере стали без учета потерь тепла на внепечную обработку низкосернистой стали, с повышением экономической эффективности производства и качества литых слябов, что невозможно осуществить известными способами. Это позволяет характеризовать отличительные признаки заявляемого способа производства конвертерной стали критерием "существенные отличия". Указанные выше преимущества заявляемого способа подтверждаются примерами его реализации (1 - 6, таблица 1), не исключающих другие решения в объеме заявки. Опытные плавки стали 13ГІСУ выплавлены в 140-т конвертере с контролем расхода чугуна, температуры и химического состава металла перед выпуском плавки. В процессе выпуска в ковш присаживали твердую шлакообразующую смесь из 1,2г извести и 0,3т плавикового шпата, алюминий и силикокальций, коксик. Конвертерный шлак отсекали в конце выпуска плавки быстрым подъемом конвертера. Плавки подавали на УДМ для усреднения и доводки химического состава, а также дополнительной десульфурации порошкообразным силикокальцием. По требованиям технических условий химический состав готовой стали должен соответствовать: C - 0,11 - 0,15, Mn 1,45 - 1,65, Si 0,40 - 0,60, S £ 0,007, P £ 0,025, Al 0,02 - 0,05, Ti 0,010 - 0,035. Пример 1. Плавка выпущена из конвертера с температурой 1660°C. В процессе выпуска, продолжительностью 5мин, в ковш с хромомагнезитовой футеровкой, присаживали ТШС, 2,6т силикомарганца, 0,15т ферросилиция и 290кг вторичного алюминия, при этом 90кг алюминия давали на дно ковша перед выпуском плавки. Вместе с ТШС в ковш присаживали 140кг кускового силикокальция марки СК15 и 180кг коксика. После выпуска ковш подавали на УДМ, где на сталевозе проводили внепечную обработку по заявленным нижним пределам расхода кислорода на обдув поверхности расплава и продувку погр уженной в металл кислородной фурмой. Расход кислорода на обдув поверхности при усреднительной продувке азотом составил 0,0027м 3/т.мин, что по отношению к расходу кислорода при продувке (0,08м 3/т.мин) составляет 1 : 30. Время усреднительной продувки - 5мин, обеспечило расплавление конгломератов ТШС в шлаке. Температура металла после усреднительной продувки была равна 1600°C. При обдувке расплава сопло фурмы находилось на уровне поверхности шлака в ковше. После усреднительной продувки азотная фурма извлекалась из ковша, отбиралась проба металла и шлака и кислородная фурма погружалась в металл до уровня 50мм от днища ковша при расходе кислорода 0,08м 3/т мин. При погружении фурмы в ковш присадили 75кг вторичного алюминия (5 чушек). Продолжительность продувки кислородом - 6мин, до получения химического анализа первой пробы (%): 0,12 C, 1,55 Mn, 0,45 Si, 0,009 S, 0,20 P и 0,06 Al. Температура металла после извлечения кислородной фурмы была равна 1590°C. Так как металл не требовал коррекции химсостава, то после продувки кислородом, металл обрабатывали порошкообразным силикокальцием (СК-25) в струе азота, через погружаемую азотную фурму. Время обработки - 4мин при расходе силикокальция - 60кг/мин. В процессе обрабогки SiCa в ковш присадили 0,14т ферротитана (ФТиЗ°). После окончания продувки силикокальцием металл продували 3мин одним азотом, отбирали пробу шлака и металла, поверхность шлака засыпали теплоизолирующей засыпкой и ковш подавали на МНЛЗ. Температура стали после обработки на УДМ была 1570°C. Общая продолжительность нахождения ковша на УДМ составила 18мин. Химический состав готовой стали (%): 0,12 C, 1,53 Mn, 0,53 Si, 0,006 S, 0,021 P, 0,04 Al и 0,02 Ti, полностью удовлетворял требованиям ТУ. Степень десульфурации силикокальцием составила (0,009 - 0,006) : 0,009 - 33%. Сравнительно низкая степень десульфурации была связана с малой интенсивностью перемешивания металла и шлака в ковше при продувке кислородом и малой степенью формирования гомогенного шлака в ковше из-за малых расходов кислорода на обдув поверхности расплава. В результате этого содержание FeO в шлаке после усреднительной продувки понизилось лишь с 4,0 до 3,0%, а после подогрева - до 1,5%, что ухудшило десульфурацию. Дополнительный расход алюминия на обработку составил 75кг или 0,54кг/т. Плавка на МНЛЗ разлита полностью, без замечаний. Футеровка днища - без повреждений. Скрапина на днище ковша ~1,5т. Пример 2. Опробован вариант обработки стали в ковше с максимальными заявленными пределами расходов кислорода на обдув поверхности расплава (0,4м 3/т.мин) и продувку (0,4м 3/т мин) при их соотношении 1 : 1. Плавка возвращена на повторную обработку из-за аварийной остановки МНЛЗ. Количество металла, оставшееся в ковше ~110т, его химсостав (%): 0,11 C, 1,56 Mn, 0,52 Si, 0,005 S, 0,018 P, 0,05 Al, 0,02 Ti. Температура - 1530°C. После 3мин усреднительной продувки азотом с обдувом поверхности расплава кислородом химический состав стал (%): 0,11 C, 1,55Mn, 0,48 Si, 0,006 S, 0,018 P, 0,04 Al, 0,01 Ti, температура - 1540°C. Кислородная фурма была приподнята над поверхностью расплава на ~500мм. Обдув сопровождался выплесками шлака из-под крышки ковша. После усреднительной продувки и извлечения азотной фурмы отобрали пробу металла и шлака, кислородную фурму погрузили в металл на расстояние ~200мм от днища ковша и продували в течение 7мин. В начале продувки в ковш присаживали 210кг вторичного алюминия, затем, после получения химанализа пробы давали еще 45кг Al. Температура металла после продувки - 1590°C. После обработки кислородом металл в течение 6мин продували азотом. В начале продувки в ковш присадили 0,1т ферротитана и ввели через трайб-аппарат металлическую проволоку заполненную молотым силикокальцием в количестве 1,0кг/т. Температура стали после обработки на УДМ - 1580°C, химсостав (%): 0,11 C, 1,55 Mn, 0,54 Si, 0,005 S, 0,018 P, 0,05 Al, 0,02 Ti. Общая продолжительность нахождения ковша на УДМ составила 16мин. Плавка без замечаний разлива на МНЛЗ, днище ковша чистое, без заметных повреждений. Расход Al составил 2,3кг/т или 0,042кг/т.град. С уммарный подогрев стали в ковше составил 55°C. Пример 3. Плавка проведена с поддержанием расходов кислорода на обдув поверхности расплава (0,2м 3/т мин) и продувку металла (0,3м 3/т мин) внутри заявленных пределов при соотношении 1 : 1,15. Выплавку в конвертере и обработку металла во время выпуска в ковш проводили аналогично примеру 1. После усреднительной продувки азотом с обдувом поверхности расплава кислородом в течение 3мин в ковше образовался гомогенный шлак. Температура металла после усреднительной продувки была равна 1560°C. В начале продувки кислородом при заглублении фурмы до 100мм от днища ковша в ковш присадили 180кг вторичного алюминия. Продувку кислородом продолжали в течение 5мин до получения химанализа пробы после усреднительной продувки (%): 0,13 C, 1,4 Mn, 0,35 Si, 0,012 S, 0,020 P, 0,08 Al, после чего продувку продолжали еще 80с для коррекции алюминия в сторону его снижения. В процессе продувки кислородом в ковш присадили 0,2т силикомарганца. Температура металла после продувки кислородом 1590°C. Десульфурацию стали порошкообразным силикокальцием проводили в течение 4мин с расходом 60кг/мин, после чего продували в течение 3мин одним азотом. В процессе продувки металла силикокальцием в ковш присадили 0,14т ферротитана. Температура стали после внепечной обработки - 1575°C, химический состав готовой стали (%): 0,12 C, 1,55 Mn, 0,50 Si, 0,005 S, 0,020 P, 0,05 Al, 0,02 Ti. Плавка на МНЛЗ разлита полностью, без замечаний. Днище ковша чистое, без повреждений. Степень десульфурации при обработке порошкообразным силикокальцием составила 58,3% при содержании FeO в шлаке до и после обработки 0,8%. Общая продолжительность нахождения ковша на УДМ составила 17мин. Расход алюминия для подогрева металла на 30°C составил 1,3кг/т или 0,043кг/т.град. Пример 4. Плавка проведена с расходами кислорода на обдув поверхности расплава (0,002м 3/т мин) и продувку (0,07м 3/т мин) при соотношении расходов 1 : 35, что ниже заявленных пределов. Выплавку в конвертере и обработку в ковш при выпуске плавки в ковш проводили аналогично примеру 1. При обдуве расплава фурма погружалась до границы раздела металл-шлак. По визуальной оценке обдув не сказался на формировании шлака. За 6мин продувки азотом с обдувом поверхности металла кислородом не удалось расплавить конгломераты ТШС. Температура металла после усреднительной продувки - 1600°C. Для продувки кислородом фурма заглублялась до 300мм от днища ковша. В начале продувки кислородом в ковш добавили 105кг алюминия. Через 5мин после получения химанализа первой пробы (%): 0,11 C, 1,35 Mn, 0,34 Si, 0,010 S, 0,019 P и 0,03 Al, в ковш при продувке кислородом в течение 3мин добавили 30кг алюминия и 0,2т ферромарганца. Температура металла после коррекции химсостава - 1600°C. Продолжительность обработки стали силикокальцием составила 6мин при его расходе 2,5кг/т. В ковш при продувке силикокальцием добавили 0,14г ферротитана. Рафинирующую продувк у азотом проводили в течение 4мин. Температура металла после продувки кислородом была равна 1600°C и после обработки на УДМ - 1565°C. Химический состав готовой стали (%): 0,12 C, 1,65 Mn, 0,42 Si, 0,008 S, 0,020 P, 0,03 Al и 0,022 Ti. Общая продолжительность пребывания ковша на УДМ составила 24мин. Из-за высокого содержания FeO в шлаке перед обработкой силикокальцием (2%) степень десульфурации составила 20%. Из-за выпада по содержанию серы (0,008%) плавка была переназначена в сталь 13ГС. Малый расход кислорода при продувке и существенное удаление сопла фурмы от днища ковша не привели к повышению температуры металла и не устранили полностью настыли на днище ковша. В конце разливки Стали на МНЛЗ, ковшевой стакан прожигали кислородом. После разливки в ковше был "козел" массой около 3т. Резкое повышение содержания Mn (на 0,25% выше расчетного) после усреднительной продувки, свидетельствует о дополнительном растворении в стали силикокальция из расплавившихся конгломератов ТШС в шлаке. Проведенный эксперимент подтвердил недопустимость снижения расходов кислорода ниже заявленных пределов из-за ухудшения условий формирования ковшевого шлака при обдуве поверхности и исправлении металла при продувке. Пример 5. Плавка проведена с превышением заявленных пределов по расходу кислорода на обдув поверхности расплава (0,5м 3/т мин) и продувку металла в ковше (0,45м 3/т мин) при соотношении расходов 1 : 0,9. Опыт проведен на неполном ковше (около 120т) после возвращения с МНЛЗ. Химический состав (%): 0,12 C, 1,50 Mn, 0,48, 0,006, 0,018 P, 0,045 Al, 0,015 Ti, температура - 1550°C. Обдув поверхности расплава при усреднительной продувке металла азотом проведен при удалении сопла фурмы на 500мм от поверхности шлака. Через 1мин обдува поверхности расход кислорода был снижен с 0,5 до 0,4м 3/т мин из-за сильных выплесков металла и шлака из ковша. Общая продолжительность продувки составила 3мин. Химический состав после усреднительной продувки (%): 0,12 C, 1,0 Mn, 0,44 Si, 0,006 S; 0,017 P, 0,03 Al, 0,015 Ti, температура 1565°C. Перед продувкой кислородом в ковш присадили 150кг вторичного алюминия. В начале продувки стали кислородом с расходом 0,45м 3/т мин фурму заглубили практически до дна ковша. Продувка сопровождалась сильной вибрацией кислородной фурмы, а также выплесками металла из ковша. Через 40с продувка кислородом была прекращена из-за разрушения фурмы. После замены фурмы металл продувался кислородом в течение 4мин, с расходом 0,35м 3/т мин. В конце продувки кислородом, после получения химанализа первой пробы в ковш дополнительно присадили 75кг Al. Температура металла 1600°C. Общий подогрев - 50°C. Рафинирующая продувка азотом проведена после окончания продувки кислородом в течение 6мин. В первые 2мин продувки азотом в ковш присадили 0,07кг ферротитана и ввели через трайбаппарат 100кг силикокальция. Химический состав стали (%): 0,12 C, 1,50 Mn, 0,45 Si, 0,005 S, 0,018 P, 0,04 Al, 0,02 Ti. Температура - 1590°C. Общая продолжительность обработки в ковше - 19мин. Расход алюминия на подогрев 1,9кг/т или 0,038кг/т град. Плавка разлита без замечаний на МНЗЛ. После разливки - ковш чистый, без повреждений. Проведенный эксперимент показал недопустимость превышения верхних заявленных пределов расходов кислорода на обдув поверхности расплава и продувку металла из-за сильных выплесков металла из ковша, а также разрушения фурмы из-за сильной вибрации. Пример 6. Воспроизводит технологию прототипа. Выплавку в конвертере проводили с увеличенным на 20кг/т содержанием чугуна в металлошихте, с выпуском полупродукта из конвертера с температурой 1700°C. Химсостав полупродукта (%): 0,6 C, 0,10 Mn, 0,007 P и 0,012 S. Обработку плавки в процессе выпуска в ковш проводили аналогично примеру 1, за исключением расхода алюминия, который был увеличен на 30кг и составил 320кг/пл. Перед обработкой на УДМ была отобрана предварительная проба и замерена температура (1630°C). Так как плавка находилась в середине разливаемой серии, то усреднительная продувка азотом, совмещенная с обработкой металла порошкообразным силикокальцием, проводилась до получения химанализа предварительной пробы (1,30 Mn, 0,55 Si, 0,010 S и 0,08 Al). Время усреднительной продувки - 6мин, расход силикокальция - 2,0кг/т. После усреднительной продувки отобрана проба металла №1, замерена температура - 1620°C, и металл в течение 4мин охлаждался слябом. Повторно продувку азотом начали после получения химического анализа пробы №1, (%); 0,13 C, 1,35 Mn, 0,54 Si, 0,009 S, 0,019 P, 0,07 Al. В процессе продувки азотом в течение 7мин в ковш вводили корректирующую добавку - 0,35 FeMn и 0,14т FeTi. Химсостав готовой стали (%): 0,13 C; 1,55 Mn, 0,65 Si; 0,008 S; 0,019 P; 0,07 Al и 0,015 Ti). Имелись выпады по содержанию кремния, серы и алюминия, из-за чего плавка была переназначена в сталь 13ГС. Общая продолжительность плавки - 19мин. Степень десульфурации силикокальцием, из-за высокого содержания FeO (3,5%) в неподготовленном шлаке составила всего 10%. Таким образом, проведенный эксперимент подтвердил преимущества заявляемой технологии по сравнению с технологией-прототипом, как в отношении снижения температуры металла в конвертере и, связанного с этим, снижением расхода чугуна и повышения стойкости футеровки конвертера, так и создания более благоприятных условий для проведения десульфурации порошкообразным силикокальцием и обеспечения узких пределов заданного химического состава. Пример 7. Воспроизведена сравнительная технология-аналог с обработкой плавки в ковше на УДМ кислородом через погруженную в металл фурму. Выплавка в конвертере и обработка в ковше во время выпуска плавки в ковше проведена аналогично примеру 1. Усреднительная продувка кислородом проведена с заглублением фурмы на 85% высоты ковша при расходе 0,04м 3/т мин и продолжительности - 7мин. Содержание элементов в первой пробе составило (%): 0,13 C, 1,30 Mn, 0,35 Si, 0,009 S, 0,018 P, 0,01 Al. Температура - 1630°C. Усреднительная продувка проходила без заметного перемешивания металла и шлака в ковше. В конце обработки в шлаке имелись большие конгломераты нерасплавившейся ТШС. В период ожидания химического анализа (6мин) плавка была охлаждена слябом, а кислородная фурма заменена на азотную фурму. Первые 6мин продувки стали аргоном были совмещены с обработкой металла порошкообразным силикокальцием с расходом 2,5кг/т. В процессе обработки силикокальцием в ковш присажено 0,35т силикомарганца, 105кг Al и 140кг FeTi, после чего проведена рафинирующая обработка азотом в течение 5мин. Химсостав готовой стали (%): 0,13 C, 1,70 Mn, 0,48 Si, 0,007 S, 0,019 P. Температура металла 1580°C. Из-за неподготовленности шлака при усреднительной продувке имели место выпады по содержанию марганца в готовой стали и низкая степень десульфурации силикокальцием - 22%. Общая продолжительность обработки плавки без химического подогрева составила 24мин, при дополнительном расходе алюминия 0,75кг/т. По сравнению с заявляемой технологией, применение кислорода для усреднительной продувки стали в ковше через погруженную в металл одну фурму недопустимо удлиняет продолжительность внепечной обработки и ограничивает ее использование в производственном цикле конвертер - МНЛЗ при снижении температуры металла в конвертере. Кроме того, ухудшается десульфурация силикокальцием и обеспечение узких пределов химического состава стали. Таким образом, заявляемый способ производства конвертерной стали решает поставленную задачу с гарантированной компенсацией тепловых потерь на внепечную обработку без повышения температуры металла в конвертере, при одновременном повышении качества стали и снижения затрат на ее производство, которая не решается известными способами, что может быть характеризовано как существенная новизна.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for production of converter steel
Автори англійськоюKuklev Valentyn Havrylovych, Boiko Volodymyr Semenovych, Larionov Oleksandr Oleksiiovych, Pobehailo Andrii Volodymyrovych, Tsaritsyn Yevhen Oleksandrovych
Назва патенту російськоюСпособ выработки конверторной сталй
Автори російськоюКуклев Валентин Гаврилович, Бойко Владимир Семенович, Ларионов Александр Алексеевич, Побегайло Андрей Владимирович, Царицин Евгений Александрович
МПК / Мітки
МПК: C21C 7/00
Мітки: сталі, вироблення, конверторної, спосіб
Код посилання
<a href="https://ua.patents.su/6-21819-sposib-viroblennya-konvertorno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб вироблення конверторної сталі</a>
Спосіб розкислювання та легування сталі у ковші
Номер патенту: 22378
Опубліковано: 03.03.1998
Автори: Шостак Сергій Володимирович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович, Локтіонов Петро Якович, Міронов Євген Костянтинович, Бондаренко Микола Андрійович, Гончаров Юрій Олександрович, Кущенко Олександр Іванович
МПК: C21C 7/06
Мітки: легування, розкислювання, сталі, ковші, спосіб
Формула / Реферат:
Способ раскисления и легирования стали в ковше, включающий ввод алюминийсодержащих материалов, чушкового алюминия и ферросплавов, отличающийся тем, что алюминийсодержащие материалы вводят на дно ковша в количестве 2,5-5 кг на тонну стали перед выпуском металла, ферросплавы вводят при наполнении ковша металлом на 0,2-0,4 высоты, а чушковый алюминий присаживают в ковш после ввода ферросплавов в количестве 0,02-0,5 кг на тонну стали.
Спосіб виробництва напівспокійної сталі
Номер патенту: 19623
Опубліковано: 25.12.1997
Автори: Калабухов Віктор Іванович, Андріїв Борис Констянтинович, Ботвинський Віктор Якович, Горлов Генадій Васильович, Митько Володимир Олексійович, Аксененко Валерій Олексійович, Харченко Сергій Володимирович, Ісаєв Евген Ілліч
МПК: C21C 5/04, C21C 7/072
Мітки: сталі, напівспокійної, виробництва, спосіб
Формула / Реферат:
Способ производства полуспокойной стали, включающий выпуск металла в ковш, присадку марганца и кремнийсодержащего ферросплава, отсечку печного шлака, замер окисленности металла, обработку его кислородом и разливку в изложницы, отличающийся тем, что обработку металла кислородом осуществляют продувкой его в ковше, погружаемой ρ него фурмой перед разливкой в изложницы.
Спосіб виробництва конверторної сталі
Номер патенту: 940
Опубліковано: 15.12.1993
Автори: Кривко Євген Михайлович, Жеребцов Володимир Григорович, Чуб Петро Іванович, Овчарук Анатолій Миколайович, Дерацуянц Гарій Георгійович, Тартаковський Анатолій Степанович, Рогачов Іван Петрович, Борисов Юрій Миколайович, Івченко Кім Давидович, Наконечний Анатолій Кіндратович
Мітки: виробництва, конверторної, сталі, спосіб
Формула / Реферат:
(57) СПОСОБ ПРОИЗВОДСТВА КОНВЕРТЕРНОЙ СТАЛИ, включающий завалку лома, заливку чугуна, продувку ванны с использованием верхнего или комбинированного дутья, выпуск в ковш, раскисление низкоуглеродистого металла в ковше стандартными ферросплавами и технологическими отходами ферросплавного производства, отличающийся тем, что, с целью экономии марганецсодержащих ферросплавов и повышения качества стали во время слива, в ковш под струю металла...
Спосіб виробництва сталі у подовій печі
Номер патенту: 8246
Опубліковано: 29.03.1996
Автори: Жердєв Олександр Сергійович, Бондаренко Микола Андрійович, Гребенюков Анатолій Васильович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович, Скороход Микола Михайлович, Тарасов Віктор Іванович, Локтіонов Петро Якович
МПК: C21C 5/04
Мітки: виробництва, сталі, подовий, спосіб, печі
Формула / Реферат:
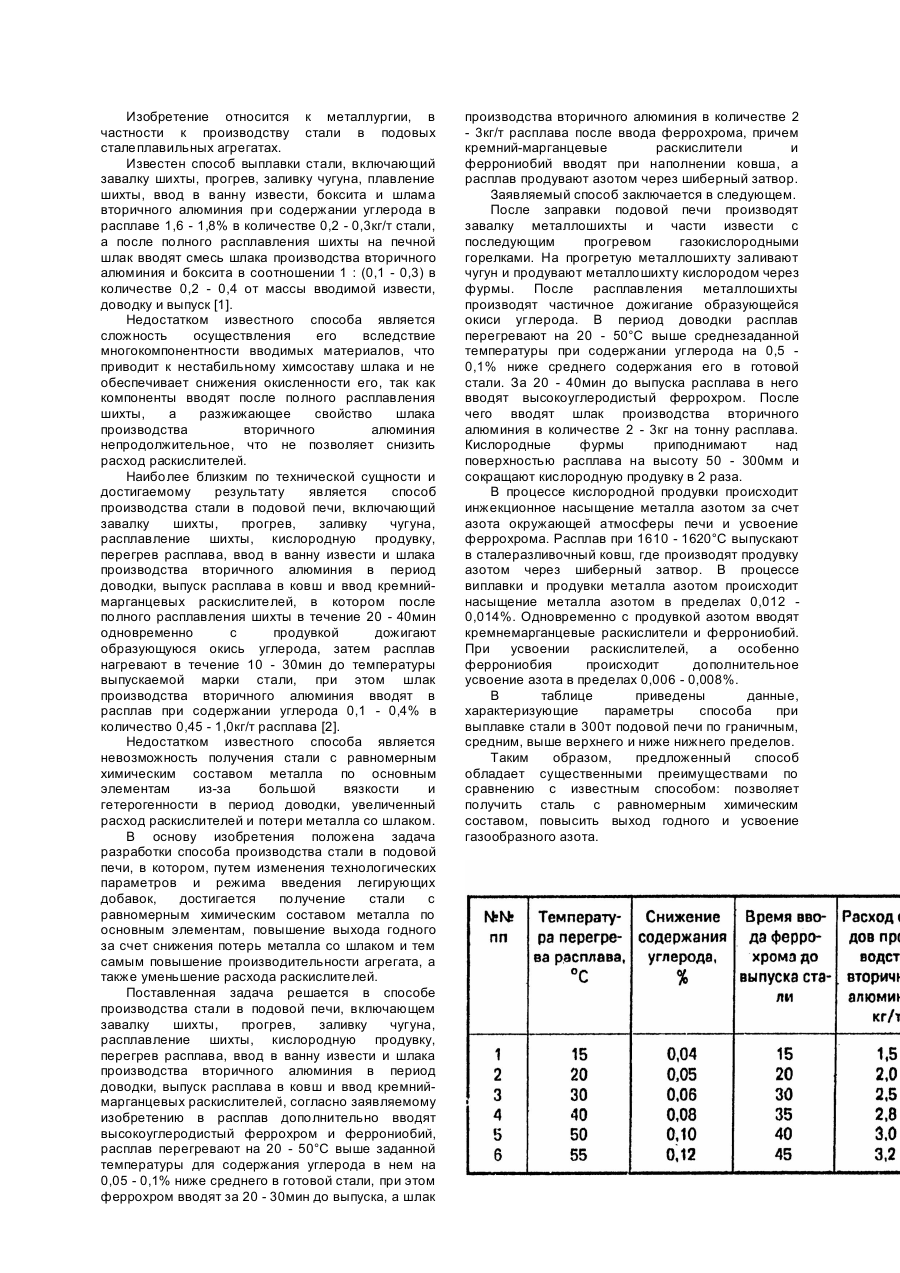
Способ производства стали в подовой печи, включающий завалку шихты, се прогрев, заливку чугуна, плавление, продувку кислородом, перегрев расплава, ввод в ванну извести и шлака производства вторичного алюминия в период доводки, выпуск расплава в ковш, ввод кремний-марганцевых раскислителей, отличающийся тем, что в расплав дополнительно вводят высокоуглеродистый феррохром и феррониобий, расплав перегревают на 20-50°С выше заданной...
Спосіб виплавки марганецьвмісної сталі в конверторі з комбінованою продувкою

Номер патенту: 7489
Опубліковано: 29.09.1995
Автори: Брагинець Юрій Федорович, Зайцев Олександр Юрійович, Махницький Віктор Олександрович, Дерипаско Володимир Олексійович, Вяткін Юрій Фьодоровіч, Наконечний Анатолій Якович, Пономаренко Олександр Георгійович, Бродський Сергій Сергійович, Табунщиков Віталій Юрійович, Колпаков Васілій Сєрафімовіч, Троянський Олександр Анатолійович, Афонін Сєрафім Захаровіч
Мітки: конверторі, спосіб, марганецьвмісної, виплавки, комбінованою, сталі, продувкою
Формула / Реферат:
(57) 1. Способ выплавки марганецсодержащей стали в конвертере с комбинированной продувкой, включающий завалку лома, заливку чугуна, ввод шлакообразующих, продувки расплава кислородом сверху и инертным газом снизу, скачивание окислительного шлака, ввод марганцевых материалов совместно с известью, свод в расплав алюминия, отличающийся тем, что в расплав совместно с алюминием дополнительно вводят углеродсодержащий материал, а в качестве...