Спосіб ізоляції внутрішньої поверхні насосно-компресорних труб нафтових і газових свердловин з використанням роздувних труб-вкладишів
Номер патенту: 21827
Опубліковано: 10.04.2007
Автори: Бардіна Олена Олександрівна, Бардін Олександр Олексійович
Формула / Реферат
Спосіб ізоляції внутрішньої поверхні насосно-компресорних труб нафтових і газових свердловин з використанням роздувних труб-вкладишів, що здійснюють шляхом закладки в них внутрішньої пластикової роздувної труби-вкладиша, який відрізняється тим, що безпосередньо над фонтанною арматурою свердловини розміщують термостанок-екструдер і формують армовану електропровідними тросами в тугоплавкій ізоляції, профільовану U-подібними вм'ятинами пластикову трубу-вкладиш, яку при виході з екструдера опускають безпосередньо у внутрішній простір насосно-компресорних труб, а наявним на кінці профільованої труби-вкладиша спеціальним клапаном забезпечують заповнення її буровим розчином при спуску, а також роздув труби-вкладиша після фіксації надлишковим тиском і зональним внутрішнім нагріванням за допомогою теплогенеруючого пристрою.
Текст
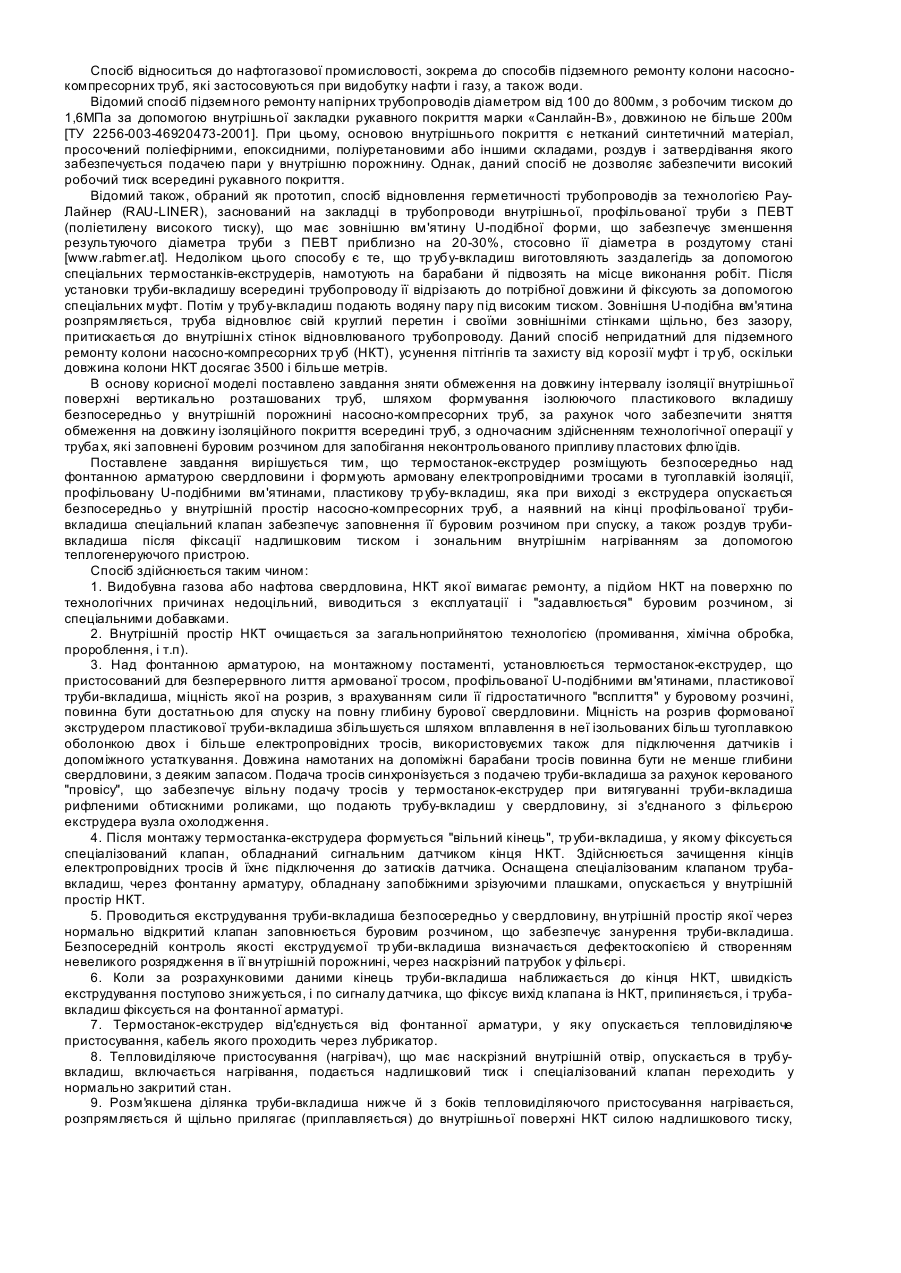
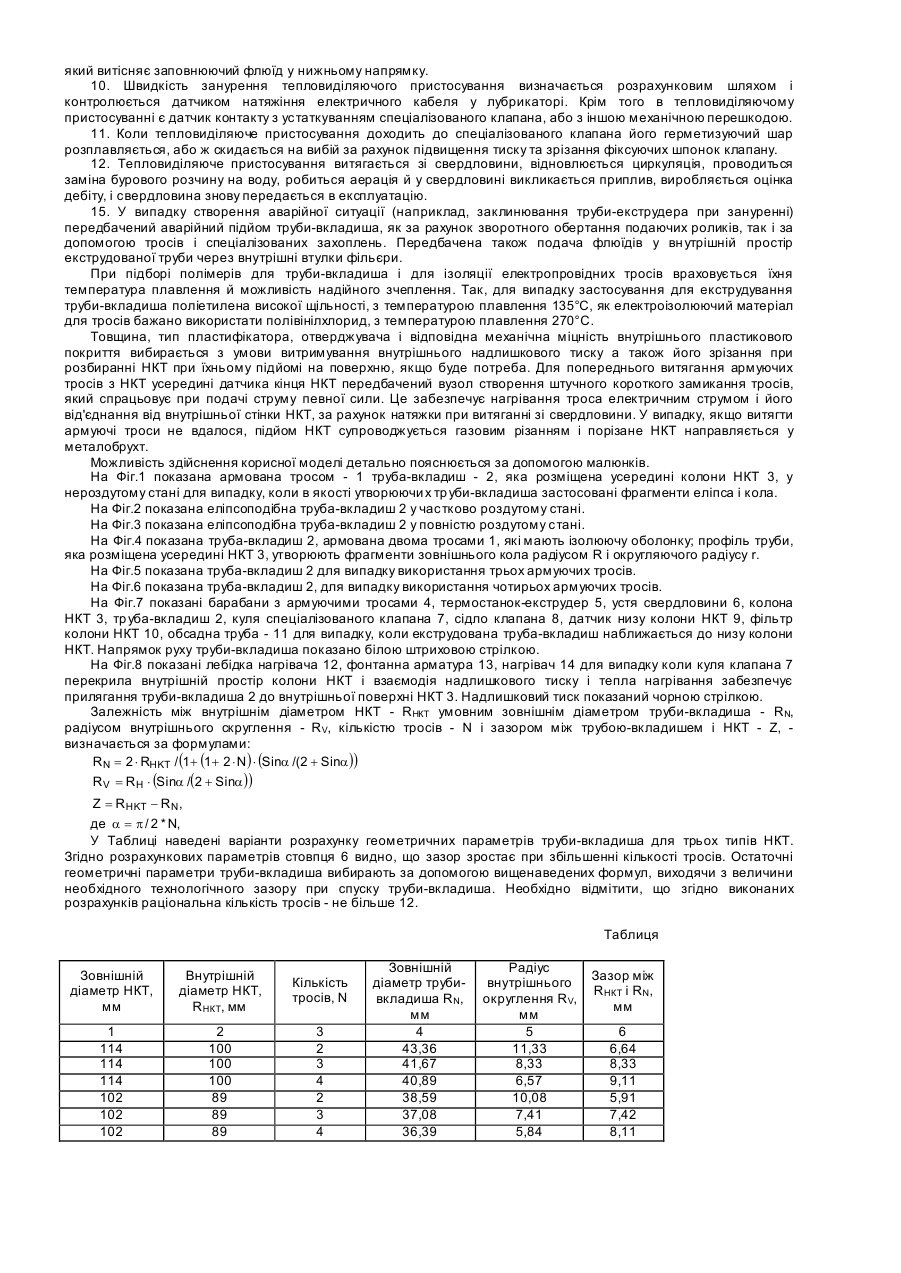
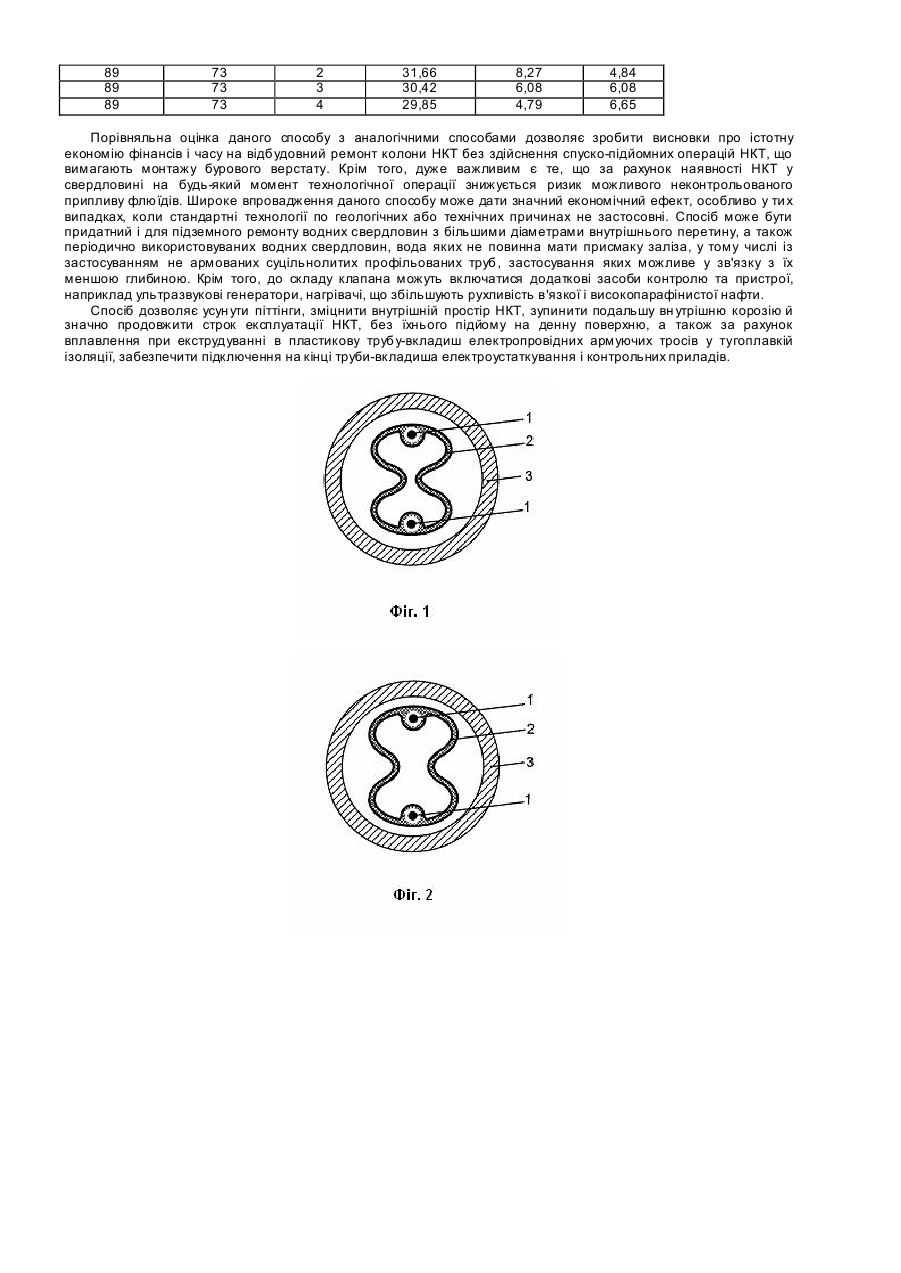
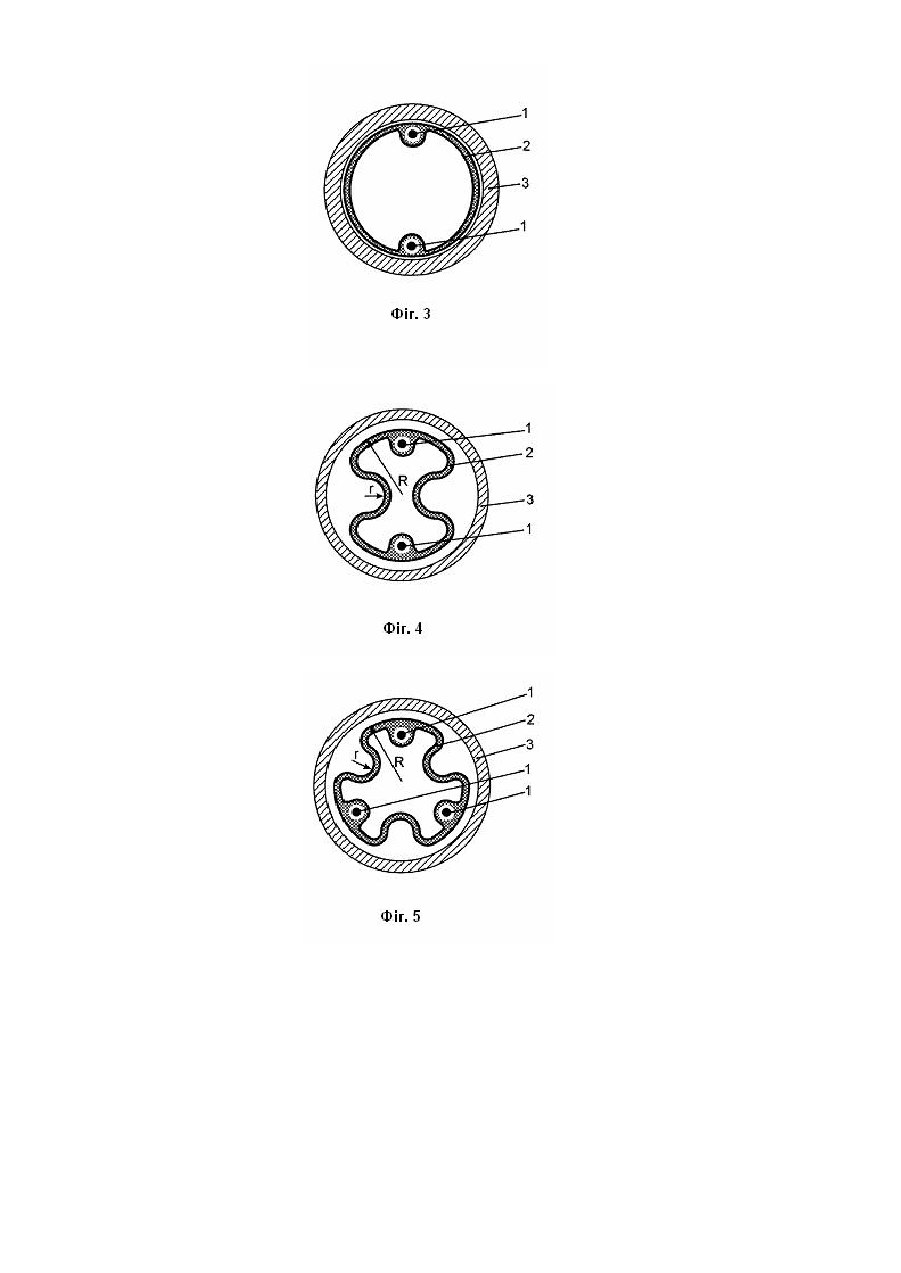
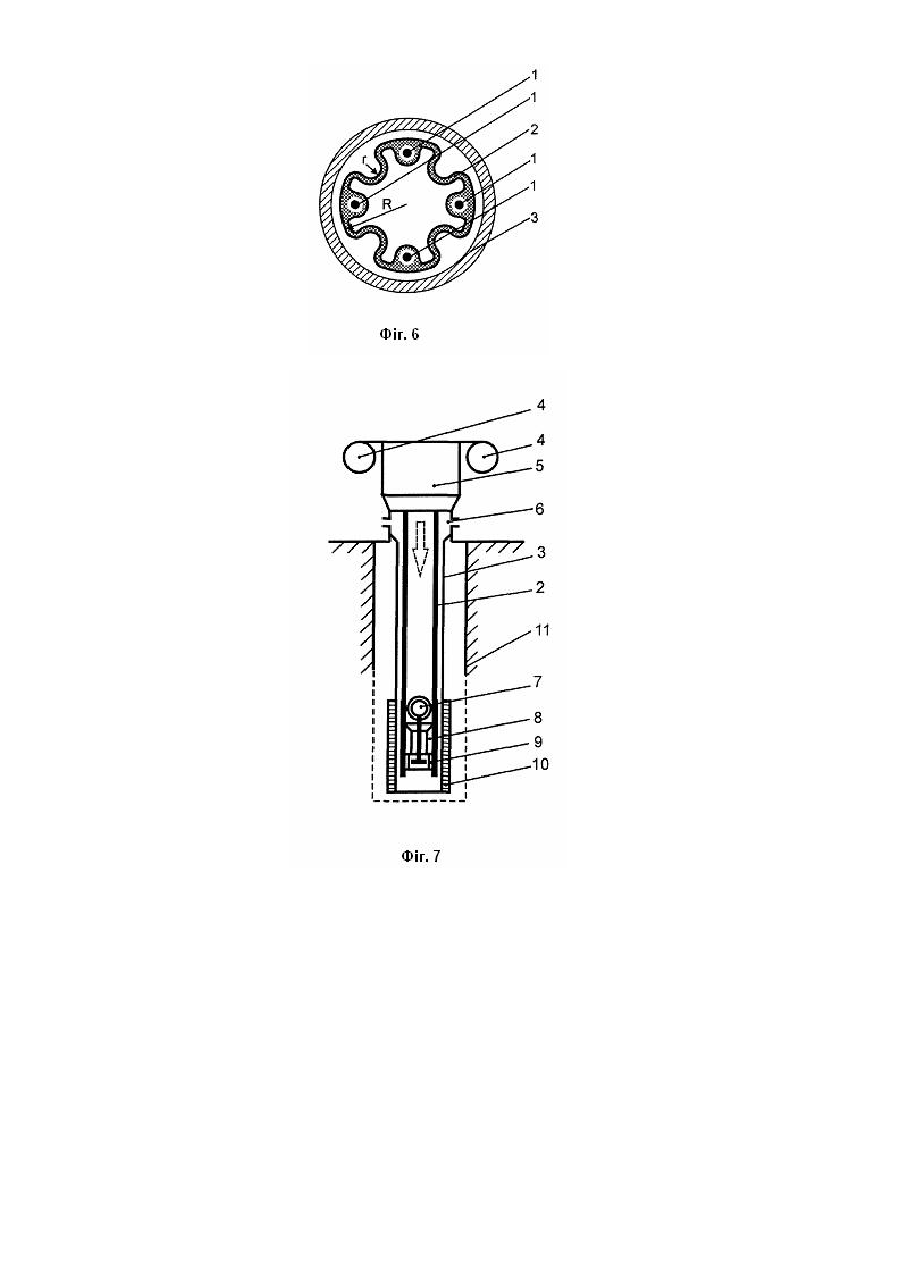
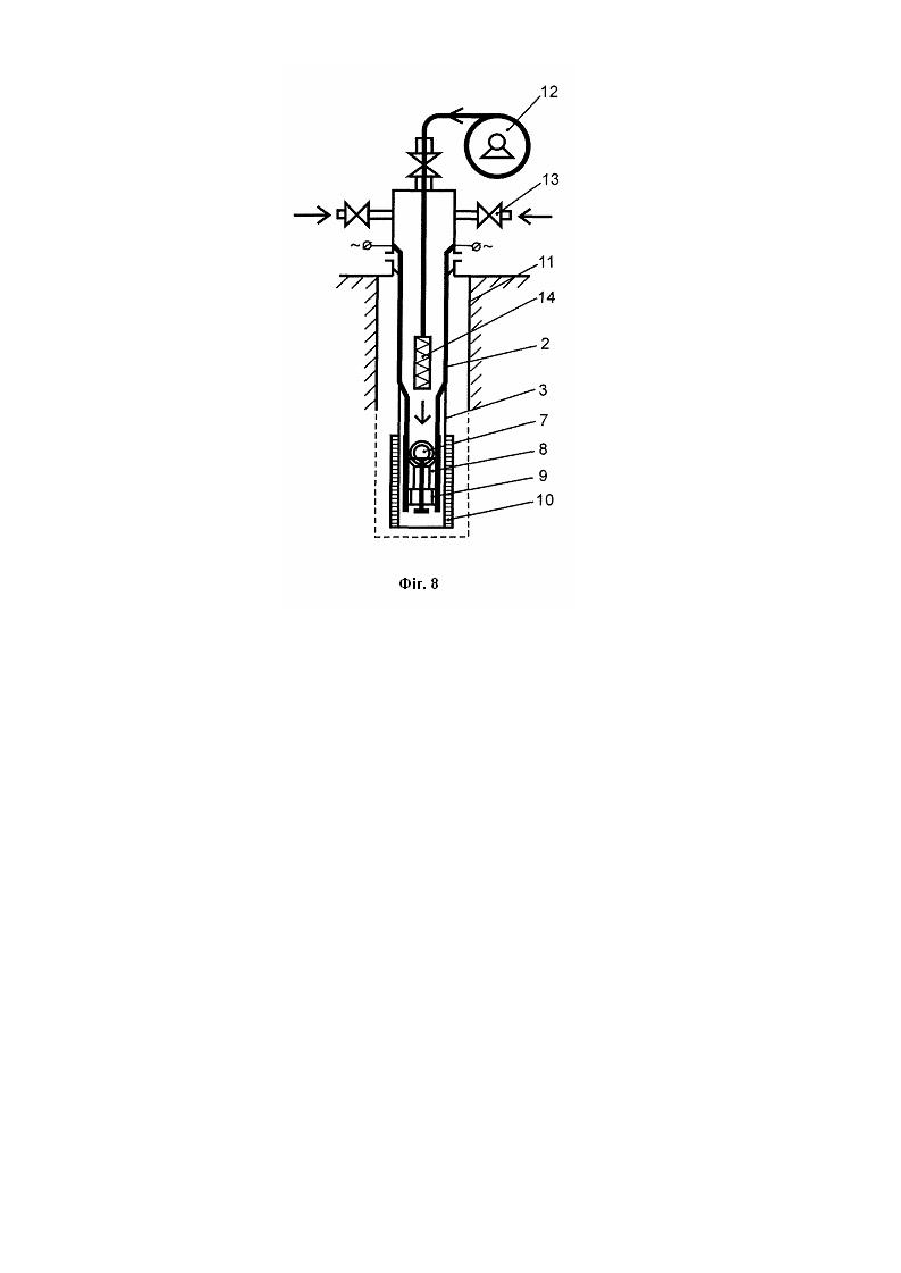
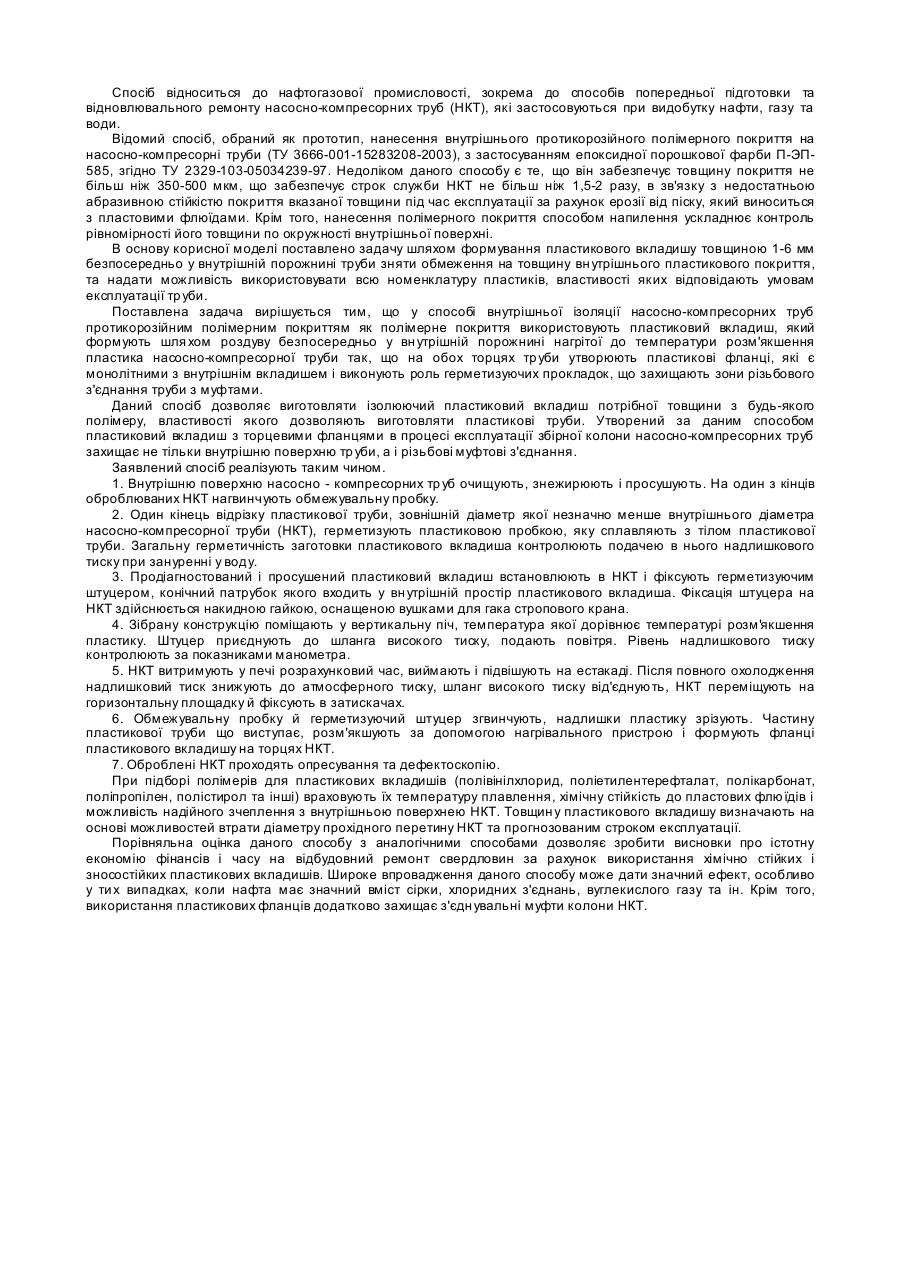
Спосіб відноситься до нафтогазової промисловості, зокрема до способів підземного ремонту колони насоснокомпресорних труб, які застосовуються при видобутку нафти і газу, а також води. Відомий спосіб підземного ремонту напірних трубопроводів діаметром від 100 до 800мм, з робочим тиском до 1,6МПа за допомогою внутрішньої закладки рукавного покриття марки «Санлайн-В», довжиною не більше 200м [ТУ 2256-003-46920473-2001]. При цьому, основою внутрішнього покриття є нетканий синтетичний матеріал, просочений поліефірними, епоксидними, поліуретановими або іншими складами, роздув і затвердівання якого забезпечується подачею пари у внутрішню порожнину. Однак, даний спосіб не дозволяє забезпечити високий робочий тиск всередині рукавного покриття. Відомий також, обраний як прототип, спосіб відновлення герметичності трубопроводів за технологією PayЛайнер (RAU-LINER), заснований на закладці в трубопроводи внутрішньої, профільованої труби з ПЕВТ (поліетилену високого тиску), що має зовнішню вм'ятину U-подібної форми, що забезпечує зменшення результуючого діаметра труби з ПЕВТ приблизно на 20-30%, стосовно її діаметра в роздутому стані [www.rabmer.at]. Недоліком цього способу є те, що тр убу-вкладиш виготовляють заздалегідь за допомогою спеціальних термостанків-екструдерів, намотують на барабани й підвозять на місце виконання робіт. Після установки труби-вкладишу всередині трубопроводу її відрізають до потрібної довжини й фіксують за допомогою спеціальних муфт. Потім у трубу-вкладиш подають водяну пару під високим тиском. Зовнішня U-подібна вм'ятина розпрямляється, труба відновлює свій круглий перетин і своїми зовнішніми стінками щільно, без зазору, притискається до внутрішні х стінок відновлюваного трубопроводу. Даний спосіб непридатний для підземного ремонту колони насосно-компресорних тр уб (НКТ), усунення пітгінгів та захисту від корозії муфт і тр уб, оскільки довжина колони НКТ досягає 3500 і більше метрів. В основу корисної моделі поставлено завдання зняти обмеження на довжину інтервалу ізоляції внутрішньої поверхні вертикально розташованих труб, шляхом формування ізолюючого пластикового вкладишу безпосередньо у внутрішній порожнині насосно-компресорних труб, за рахунок чого забезпечити зняття обмеження на довжину ізоляційного покриття всередині труб, з одночасним здійсненням технологічної операції у труба х, які заповнені буровим розчином для запобігання неконтрольованого припливу пластових флюїдів. Поставлене завдання вирішується тим, що термостанок-екструдер розміщують безпосередньо над фонтанною арматурою свердловини і формують армовану електропровідними тросами в тугоплавкій ізоляції, профільовану U-подібними вм'ятинами, пластикову тр убу-вкладиш, яка при виході з екструдера опускається безпосередньо у внутрішній простір насосно-компресорних труб, а наявний на кінці профільованої трубивкладиша спеціальний клапан забезпечує заповнення її буровим розчином при спуску, а також роздув трубивкладиша після фіксації надлишковим тиском і зональним внутрішнім нагріванням за допомогою теплогенеруючого пристрою. Спосіб здійснюється таким чином: 1. Видобувна газова або нафтова свердловина, НКТ якої вимагає ремонту, а підйом НКТ на поверхню по технологічних причинах недоцільний, виводиться з експлуатації і "задавлюється" буровим розчином, зі спеціальними добавками. 2. Внутрішній простір НКТ очищається за загальноприйнятою технологією (промивання, хімічна обробка, пророблення, і т.п). 3. Над фонтанною арматурою, на монтажному постаменті, установлюється термостанок-екструдер, що пристосований для безперервного лиття армованої тросом, профільованої U-подібними вм'ятинами, пластикової труби-вкладиша, міцність якої на розрив, з врахуванням сили її гідростатичного "всплиття" у буровому розчині, повинна бути достатньою для спуску на повну глибину бурової свердловини. Міцність на розрив формованої экструдером пластикової труби-вкладиша збільшується шляхом вплавлення в неї ізольованих більш тугоплавкою оболонкою двох і більше електропровідних тросів, використовуємих також для підключення датчиків і допоміжного устаткування. Довжина намотаних на допоміжні барабани тросів повинна бути не менше глибини свердловини, з деяким запасом. Подача тросів синхронізується з подачею труби-вкладиша за рахунок керованого "провісу", що забезпечує вільну подачу тросів у термостанок-екструдер при витягуванні труби-вкладиша рифленими обтискними роликами, що подають трубу-вкладиш у свердловину, зі з'єднаного з фільєрою екструдера вузла охолодження. 4. Після монтажу термостанка-екструдера формується "вільний кінець", тр уби-вкладиша, у якому фіксується спеціалізований клапан, обладнаний сигнальним датчиком кінця НКТ. Здійснюється зачищення кінців електропровідних тросів й їхнє підключення до затисків датчика. Оснащена спеціалізованим клапаном трубавкладиш, через фонтанну арматуру, обладнану запобіжними зрізуючими плашками, опускається у внутрішній простір НКТ. 5. Проводиться екструдування труби-вкладиша безпосередньо у свердловину, вн утрішній простір якої через нормально відкритий клапан заповнюється буровим розчином, що забезпечує занурення труби-вкладиша. Безпосередній контроль якості екструдуємої тр уби-вкладиша визначається дефектоскопією й створенням невеликого розрядження в її вн утрішній порожнині, через наскрізний патрубок у фільєрі. 6. Коли за розрахунковими даними кінець труби-вкладиша наближається до кінця НКТ, швидкість екструдування поступово знижується, і по сигналу датчика, що фіксує вихід клапана із НКТ, припиняється, і трубавкладиш фіксується на фонтанної арматурі. 7. Термостанок-екструдер від'єднується від фонтанної арматури, у яку опускається тепловиділяюче пристосування, кабель якого проходить через лубрикатор. 8. Тепловиділяюче пристосування (нагрівач), що має наскрізний внутрішній отвір, опускається в трубувкладиш, включається нагрівання, подається надлишковий тиск і спеціалізований клапан переходить у нормально закритий стан. 9. Розм'якшена ділянка труби-вкладиша нижче й з боків тепловиділяючого пристосування нагрівається, розпрямляється й щільно прилягає (приплавляється) до внутрішньої поверхні НКТ силою надлишкового тиску, який витісняє заповнюючий флюїд у нижньому напрямку. 10. Швидкість занурення тепловиділяючого пристосування визначається розрахунковим шляхом і контролюється датчиком натяжіння електричного кабеля у лубрикаторі. Крім того в тепловиділяючому пристосуванні є датчик контакту з устаткуванням спеціалізованого клапана, або з іншою механічною перешкодою. 11. Коли тепловиділяюче пристосування доходить до спеціалізованого клапана його герметизуючий шар розплавляється, або ж скидається на вибій за рахунок підвищення тиску та зрізання фіксуючих шпонок клапану. 12. Тепловиділяюче пристосування витягається зі свердловини, відновлюється циркуляція, проводиться заміна бурового розчину на воду, робиться аерація й у свердловині викликається приплив, виробляється оцінка дебіту, і свердловина знову передається в експлуатацію. 15. У випадку створення аварійної ситуації (наприклад, заклинювання труби-екструдера при зануренні) передбачений аварійний підйом труби-вкладиша, як за рахунок зворотного обертання подаючих роликів, так і за допомогою тросів і спеціалізованих захоплень. Передбачена також подача флюїдів у вн утрішній простір екструдованої труби через внутрішні втулки фільєри. При підборі полімерів для труби-вкладиша і для ізоляції електропровідних тросів враховується їхня температура плавлення й можливість надійного зчеплення. Так, для випадку застосування для екструдування труби-вкладиша поліетилена високої щільності, з температурою плавлення 135°С, як електроізолюючий матеріал для тросів бажано використати полівінілхлорид, з температурою плавлення 270°С. Товщина, тип пластифікатора, отверджувача і відповідна механічна міцність внутрішнього пластикового покриття вибирається з умови витримування внутрішнього надлишкового тиску а також його зрізання при розбиранні НКТ при їхньому підйомі на поверхню, якщо буде потреба. Для попереднього витягання армуючих тросів з НКТ усередині датчика кінця НКТ передбачений вузол створення штучного короткого замикання тросів, який спрацьовує при подачі струму певної сили. Це забезпечує нагрівання троса електричним струмом і його від'єднання від внутрішньої стінки НКТ, за рахунок натяжки при витяганні зі свердловини. У випадку, якщо витягти армуючі троси не вдалося, підйом НКТ супроводжується газовим різанням і порізане НКТ направляється у металобрухт. Можливість здійснення корисної моделі детально пояснюється за допомогою малюнків. На Фіг.1 показана армована тросом - 1 труба-вкладиш - 2, яка розміщена усередині колони НКТ 3, у нероздутому стані для випадку, коли в якості утворюючи х тр уби-вкладиша застосовані фрагменти еліпса і кола. На Фіг.2 показана еліпсоподібна труба-вкладиш 2 у частково роздутому стані. На Фіг.3 показана еліпсоподібна труба-вкладиш 2 у повністю роздутому стані. На Фіг.4 показанатруба-вкладиш 2, армована двома тросами 1, які мають ізолюючу оболонку; профіль труби, яка розміщена усередині НКТ 3, утворюють фрагменти зовнішнього кола радіусом R і округляючого радіусу r. На Фіг.5 показана труба-вкладиш 2 для випадку використання трьох армуючих тросів. На Фіг.6 показана труба-вкладиш 2, для випадку використання чотирьох армуючих тросів. На Фіг.7 показані барабани з армуючими тросами 4, термостанок-екструдер 5, устя свердловини 6, колона НКТ 3, тр уба-вкладиш 2, куля спеціалізованого клапана 7, сідло клапана 8, датчик низу колони НКТ 9, фільтр колони НКТ 10, обсадна труба - 11 для випадку, коли екструдована труба-вкладиш наближається до низу колони НКТ. Напрямок руху труби-вкладиша показано білою штриховою стрілкою. На Фіг.8 показані лебідка нагрівача 12, фонтанна арматура 13, нагрівач 14 для випадку коли куля клапана 7 перекрила внутрішній простір колони НКТ і взаємодія надлишкового тиску і тепла нагрівання забезпечує прилягання труби-вкладиша 2 до внутрішньої поверхні НКТ 3. Надлишковий тиск показаний чорною стрілкою. Залежність між внутрішнім діаметром НКТ - RНКТ умовним зовнішнім діаметром труби-вкладиша - RN, радіусом внутрішнього скруглення - RV, кількістю тросів - N і зазором між трубою-вкладишем і НКТ - Z, визначається за формулами: R N = 2 × RHKT / (1 + (1 + 2 × N ) × (Sina /(2 + Sina )) R V = R H × (Sina /(2 + Sina )) Z = R HKT - R N , де a = p / 2 * N, У Таблиці наведені варіанти розрахунку геометричних параметрів труби-вкладиша для трьох типів НКТ. Згідно розрахункових параметрів стовпця 6 видно, що зазор зростає при збільшенні кількості тросів. Остаточні геометричні параметри труби-вкладиша вибирають за допомогою вищенаведених формул, виходячи з величини необхідного технологічного зазору при спуску труби-вкладиша. Необхідно відмітити, що згідно виконаних розрахунків раціональна кількість тросів - не більше 12. Таблиця Зовнішній діаметр НКТ, мм Внутрішній діаметр НКТ, RНКТ, мм Кількість тросів, N 1 114 114 114 102 102 102 2 100 100 100 89 89 89 3 2 3 4 2 3 4 Зовнішній діаметр трубивкладиша RN, мм 4 43,36 41,67 40,89 38,59 37,08 36,39 Радіус внутрішнього округлення RV, мм 5 11,33 8,33 6,57 10,08 7,41 5,84 Зазор між RНКТ і RN, мм 6 6,64 8,33 9,11 5,91 7,42 8,11 89 89 89 73 73 73 2 3 4 31,66 30,42 29,85 8,27 6,08 4,79 4,84 6,08 6,65 Порівняльна оцінка даного способу з аналогічними способами дозволяє зробити висновки про істотну економію фінансів і часу на відбудовний ремонт колони НКТ без здійснення спуско-підйомних операцій НКТ, що вимагають монтажу бурового верстату. Крім того, дуже важливим є те, що за рахунок наявності НКТ у свердловині на будь-який момент технологічної операції знижується ризик можливого неконтрольованого припливу флюїдів. Широке впровадження даного способу може дати значний економічний ефект, особливо у ти х випадках, коли стандартні технології по геологічних або технічних причинах не застосовні. Спосіб може бути придатний і для підземного ремонту водних свердловин з більшими діаметрами внутрішнього перетину, а також періодично використовуваних водних свердловин, вода яких не повинна мати присмаку заліза, у тому числі із застосуванням не армованих суцільнолитих профільованих труб , застосування яких можливе у зв'язку з їх меншою глибиною. Крім того, до складу клапана можуть включатися додаткові засоби контролю та пристрої, наприклад ультрaзвукові генератори, нагрівачі, що збільшують рухливість в'язкої і високопарафінистої нафти. Спосіб дозволяє усун ути піттінги, зміцнити внутрішній простір НКТ, зупинити подальшу вн утрішню корозію й значно продовжити строк експлуатації НКТ, без їхнього підйому на денну поверхню, а також за рахунок вплавлення при екструдуванні в пластикову трубу-вкладиш електропровідних армуючих тросів у тугоплавкій ізоляції, забезпечити підключення на кінці труби-вкладиша електроустаткування і контрольних приладів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for lining of inner surface of lifting pipes of oil and has wells with use of insertion pipes with ballooning ability
Назва патенту російськоюСпособ изоляции внутренней поверхности насосно-компрессорных труб нефтяных и газовых скважин с использованием раздувных труб вкладышей
МПК / Мітки
МПК: E21B 36/00
Мітки: внутрішньої, насосно-компресорних, свердловин, ізоляції, труб, нафтових, газових, поверхні, спосіб, роздувних, труб-вкладишів, використанням
Код посилання
<a href="https://ua.patents.su/6-21827-sposib-izolyaci-vnutrishno-poverkhni-nasosno-kompresornikh-trub-naftovikh-i-gazovikh-sverdlovin-z-vikoristannyam-rozduvnikh-trub-vkladishiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ізоляції внутрішньої поверхні насосно-компресорних труб нафтових і газових свердловин з використанням роздувних труб-вкладишів</a>
Спосіб внутрішньої ізоляції насосно-компресорних труб протикорозійним полімерним покриттям
Номер патенту: 21823
Опубліковано: 10.04.2007
Автори: Бардіна Олена Олександрівна, Бардін Олександр Олексійович
МПК: E21B 36/00
Мітки: покриттям, протикорозійним, внутрішньої, полімерним, спосіб, насосно-компресорних, ізоляції, труб
Формула / Реферат:
Спосіб внутрішньої ізоляції насосно-компресорних труб (НКТ) протикорозійним полімерним покриттям, що включає нанесення внутрішнього полімерного покриття на НКТ, який відрізняється тим, що як полімерне покриття використовують пластиковий вкладиш, який формують шляхом роздування безпосередньо у внутрішній порожнині нагрітої до температури розм'якшення пластика насосно-компресорної труби так, що на обох торцях труби утворюють пластикові фланці,...
Спосіб очищення внутрішньої поверхні труб нафтових і газових свердловин від гідратних і парафінових відкладень і пробок
Номер патенту: 65086
Опубліковано: 15.03.2004
Автори: Пашкуров Олександр Євгенійович, Ніконенко Валерій Вікторович
МПК: E21B 37/00
Мітки: пробок, труб, гідратних, відкладень, очищення, поверхні, парафінових, нафтових, спосіб, свердловин, внутрішньої, газових
Формула / Реферат:
Спосіб очищення внутрішньої поверхні труб нафтових чи газових свердловин від гідратних і парафінових відкладень і пробок, що включає операції монтажу трубопровідної арматури, яка складається з лубрикатора, розміщеного співвісно з трубою нафтової чи газової свердловини з можливістю його перекриття, підвідної труби зі зворотним клапаном, через яку нагнітають воду чи пару, і відвідної труби, із заслінкою під продукти плавлення відкладень і...
Спосіб очищення внутрішньої поверхні труб нафтових і газових свердловин від гідратних і парафінових відкладень і пробок
Номер патенту: 54994
Опубліковано: 17.03.2003
Автори: Зюган Олексій Анатольович, Ніконенко Валерій Вікторович, Мороз Євгеній Стефанович
МПК: E21B 37/02, E21B 37/00
Мітки: поверхні, труб, спосіб, очищення, нафтових, гідратних, парафінових, відкладень, газових, свердловин, пробок, внутрішньої
Формула / Реферат:
1.Спосіб очищення внутрішньої поверхні труб нафтових і газових свердловин від гідратних і парафінових відкладень і пробок, що включає операції монтажу трубопровідної арматури загальної під продукти плавлення і нафту, введення в робочу зону труби нагрівального приладу, закріпленого на кабелі, установку в трубі торцевого ущільнювача, з'єднання кабелю з джерелом живлення, проходку труби нагрівальним приладом і його виводом з робочої зони труби,...
Пристосування для очищення внутрішньої поверхні труб нафтових і газових свердловин від гідратних і парафінових відкладень і пробок
Номер патенту: 2386
Опубліковано: 15.03.2004
Автори: Пашкуров Олександр Євгенійович, Ніконенко Валерій Вікторович
МПК: E21B 43/24, E21B 37/00
Мітки: пристосування, очищення, поверхні, свердловин, газових, гідратних, пробок, внутрішньої, парафінових, труб, нафтових, відкладень
Формула / Реферат:
1. Пристосування для очищення внутрішньої поверхні труб нафтових чи газових свердловин від гідратних і парафінових відкладень і пробок, яке містить герметично закритий, рознімний складовий трубчастий корпус, частково заповнений електролітом, електрод з наконечником, зануреним в електроліт, розміщений усередині рознімного складового корпуса з залишенням між ними зазору під робочу камеру й ізоляційну головку, що з'єднує електрод з кабелем...
Пристрій для очищення внутрішньої поверхні труб нафтових і газових свердловин від гідратних і парафінових відкладень і пробок
Номер патенту: 14970
Опубліковано: 15.06.2006
Автор: Шейн Володимир Ідельович
МПК: E21B 43/24, E21B 37/00
Мітки: парафінових, свердловин, внутрішньої, відкладень, труб, пристрій, поверхні, гідратних, очищення, нафтових, пробок, газових
Формула / Реферат:
1. Пристрій для очищення внутрішньої поверхні труб нафтових і газових свердловин від гідратних і парафінових відкладень і пробок, що містить струмопровідний корпус, виконаний у вигляді стакана з конусоподібним днищем, частково заповненого електролітом, стрижневий електрод з конусним наконечником, зануреним в електроліт, сполучну головку, установлену у верхній частині стакана, з можливістю утворення герметично закритої робочої камери,...
Попередній патент: Спосіб кумулятивно-фугасної обробки призабійної зони свердловини для створення обширної зони дроблення
Наступний патент: Система блокування педалі подачі палива у циліндри двигуна внутрішнього згоряння автотранспортного засобу
Випадковий патент: Спосіб фітосанітарного догляду за пасовищем